

Какие бывают борфрезы
Борфреза, долото шарошечное или просто шарошка производятся различной конструкции и из разного металла.
По своей конструкции они бывают:
- одноконусными;
- двухконусными;
- трехконусными.
Форма головки этого приспособления также может быть самой разнообразной – в виде конуса, цилиндра, шаровидной, овальной или полуовальной. Использование той или иной шарошки зависит от материала обрабатываемой детали и выполняемой задачи.
По материалу различают шарошки, изготовленные из:
- углеродистой стали;
- с алмазным напылением;
- абразивным напылением;
- твердосплавные.
Шарошки, изготовленные из углеродистой стали, чаще всего, используются при работе с ручной дрелью, электрической либо шуруповертом. С помощью подобных борфрез можно получить новые чистые и ровные отверстия различной конфигурации или увеличить диаметр уже имеющихся. Эти инструменты самые доступные по стоимости и, как правило, чаще всего используются в быту.
Шарошки с алмазным напылением – инструмент уже более профессиональный, которым производится тончайшая шлифовка и расточка. Эти шарошки лучше применять при работе с материалом, который не отличается своей прочностью – стеклом, керамикой. В то же время борфреза с алмазным напылением применяется и при обработке высокопрочного материала, где шарошке из углеродистой стали не справиться.
Борфреза с абразивной насадкой мало чем отличается от предыдущего инструмента по области своего применения. Размер и форма этой шарошки может быть самой различной. Используется в паре с электродрелью, шуруповертом или ручной дрелью. Возможно использование с гравировальным оборудованием.
Твердосплавные шарошки используются в основном на производстве, где требуется обработка твердых материалов – чугуна, жаропрочной стали, сплава титана, нержавеющей стали и прочих металлов. Твердосплавными шарошками прекрасно обрабатываются сварные швы. Эти насадки используются в работе с мощными инструментами, где количество оборотов превышает несколько тысяч.
Шарошки по металлу с алмазным напылением
Алмаз — это дорогой и самый прочный материал на планете, поэтому и насадки с напылением из алмаза стоят достаточно дорого. Такие насадки также можно применять совместно с дрелью и даже шуруповертом, производя расточку, шлифовку и зачистку. Помимо металла, борфрезы с алмазным покрытием служат для обработки керамики, стекла и иных хрупких материалов.

Главное преимущество шарошек с нанесением алмаза в том, что они справляются с разными материалами — от дерева до пластика, от металла до гранита. Напыление из алмаза позволяет получать насадки с минимальными показателями шероховатости. Это означает, что ими можно проделывать чистовую обработку поверхностей.
Выбор шарошек для дрели
Ещё до того как приступить к обработке изделия борфрезами, следует правильно подобрать эту насадку
Главным параметром, на который следует обращать внимание — головка должна применяться для работы с тем типом металла, для которого она и предназначена
Поэтому, если вы планируете обрабатывать изделия из металлов мягкого типа, то рекомендуется применять головку укреплённый заточки. Подобная насадка не только обеспечит высокое качество обработки, но и сократит время на выполнение этой операции.
В том случае, когда приходится работать с изделиями, выполненными из закалённых материалов, рекомендуется выбирать головку для дрели, представляющую класс насадок с алмазной заточкой. У подобных насадок имеется немало достоинств, главными из которых является высокая устойчивость к износу и удобство в использовании.
Используя эту головку, вы получаете гарантию того, что по окончании работы материал приобретёт гладкую и равномерную поверхность.
Довольно часто специалисты выбирают головки для дрели с двойной заточкой, что связано с их высокой эффективностью и способностью хорошо снимать металлическую поверхность. Иногда приходится обрабатывать материал, который поверхность которого должна по окончании операции остаться чистой
В этом случае вам следует обратить внимание на головку с заточкой улучшенного типа
Где можно использовать шарошку
Шарошка применяется во многих отраслях – строительстве, ювелирном деле, горнодобывающей промышленности, автомобильной, медицинской и прочих отраслях. Разнообразию этих насадок нет предела.
Подобным инструментом можно обрабатывать металл и камень, пластик и дерево. И если где- то для более тщательной зачистки можно использовать напильники или другие подобные ему инструменты, то например, для расточки головки блока цилиндров в любом автомобиле используются только шарошки. Поэтому в гараже каждого автолюбителя должен быть набор такого инструмента.
При изготовлении пластиковых окон также не обойтись без борфрезы, чтобы максимально чисто сделать сварные соединение пластикового профиля. Шарошки используются при производстве стеклянных изделий – бутылок банок и прочего.
В горнодобывающей промышленности используются фрезы большого диаметра и с зубьями высокой прочности, с помощью которых мощные установки с легкостью дробят камень. Для производства работ в быту применяются шарошки малого диаметра, которые устанавливаются на электрическую дрель или другой подобный инструмент.
Возможно, многие видели, как работаете гравер, нанося памятные надписи на различные предметы и сувениры, материалом которых является стекло и камень, золото и серебро, металл, дерево и прочие материалы. Но мало кто задумывался, чем так искусно мастер делает подобные памятные надписи.
А это все та же шарошка, но уже более маленького размера и различной формы. В стоматологическом кабинете так же используются фрезы, благодаря которым врач имеет возможность качественно лечить и протезировать зубы.
В быту любой мужчина, не на словах знакомый со слесарным делом, скажет, что без шарошки, которая является насадкой на дрель невозможно сделать фаску, установить дверной замок или снять его, и произвести еще массу нужных операций.
С помощью шарошки можно сделать чистое отверстие в стекле и керамической плитке, кирпиче и камне, фанере и ДСП, зачистить сварочные швы в труднодоступном для напильника месте. При установке оконных петель, ручек так же потребуется шарошка. Для работ с разным материалом используются такие приспособления, которые отличаются своей формой и материалом изготовления.
https://youtube.com/watch?v=dz5yaf6kyy8
Советы по обработке различных поверхностей
На больших производствах есть свои инструкции и требования, как пользоваться борфрезами, но наша задача рассказать Вам дорогие читатели, как эти приспособления должны использоваться в быту.
Шарошка по камню
При обработке поверхностей из камня, будь это натуральный камень или искусственный, коим могут быть керамическая плитка, керамогранит или мрамор, требуется смачивать обрабатываемую поверхность водой.
И здесь важно следить, чтобы влага не попала на работающий электроинструмент, чтобы исключить риск поражения электротоком. Подводящие провода, кабели и места их соединения должны быть хорошо заизолированы и расположены вдали от воды
Шарошка по дереву
Обрабатывая поверхности из древесины или подобных материалов (многослойной фанеры, плит из ДСП, ДВП), применяются шарошки, которые имеют крупные насечки или зубья.
Кроме этого необходимо правильно выбирать режим работы электродрели или шуруповерта, потому как при работе на повышенных оборотах возможен такой побочный эффект, как поджег дерева.
На каждом электроинструменте существует шкала регулировки количества оборотов. Если почувствуете запах горелого дерева, то обороты необходимо быстро снизить.










Шарошка по керамике и стеклу
Работа с такими материалами как керамическая глазурованная плитка или стекло требует особой осторожности и внимания. Вначале нужно на поверхности сделать контур требуемого отверстия, используя фрезу forma-y, после этого отверстие выбирается шарошкой, головка которой выполнена в виде шара
Виды шарошек
На рынке присутствует широкий ассортимент борфрез, которые отличаются размерами или своей конфигурацией. Такое многообразие позволяет выбрать нужное приспособление в зависимости от цели использования и структуры обрабатываемого материала.
Цилиндрические шарошки бывают с гладким, зубчатым или сферическим торцом. Они используются для увеличения отверстий под определенным углом. Ими удобно также затачивать инструмент, например, отвертки.
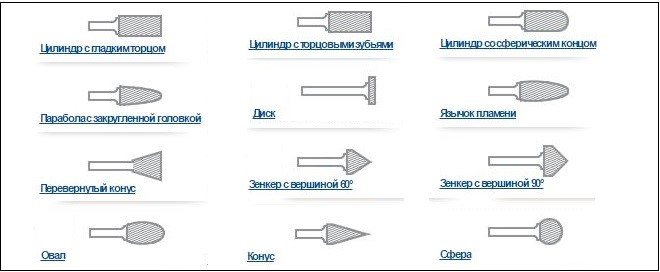
Формы рабочих головок шарошек
Сферическая насадка позволяет отшлифовать сварной шов изнутри с углом в 90 градусов и меньше. С ее помощью можно также зачистить небольшие дефекты металла на детали или убрать подтеки краски, особенно при ограниченном доступе к поверхности.
Овальная форма шарошки по металлу представляет нечто среднее между цилиндрической и сферической. Она предназначена для зачистки торца заготовки и внутренних полостей определенной формы.
Параболическая головка борфрезы бывает скругленной или заостренной. Скругленная головка удобна при формировании канавок или зачистки углублений. Ее пользуются, когда надо прочистить, например, маслопровод. Острая парабола зачищает кромки шестеренок от заусениц, а также внутренние сварные швы в узких местах.
Шарошка для дрели в форме язычка пламени наиболее универсальна, так как соединяет в себе преимущества параболы и бочкообразного овала. Она эффективна при обработке самых сложных поверхностей.
Зенкер — особый борфрез по металлу, применяющийся в обработке цилиндрического или конического отверстия. Он незаменим для формирования внутренней резьбы или снятия ровной фаски с кромки конусного отверстия.
Торцевые фрезы

Используются на станках фрезерных вертикального типа. Ось инструмента расположена перпендикулярно оси рабочей поверхности заготовки. Работают здесь в основном верхушки рабочих поверхностей зубьев. Торцевые части помогают, режут в основном боковые рабочие поверхности, находящиеся снаружи.
В связи с тем, что профилирующими являются только верхушки кромок, формы кромок отличаются разнообразием. Наиболее удобны инструменты с рабочими кромками в виде окружности или ломаной. С помощью торцового инструмента работа выполняется плавно при минимальном размере припуска. В данном случае величина припуска никак не влияет на угол соприкосновения с деталью, важны лишь диаметр инструмента и ширина фрезерования. По сравнению с другими видами торцовый может обладать большими габаритами и жесткостью, поэтому режущие зубья крепятся надежно и дополнены пластинами из твердых сплавов. Этот инструмент обладает большей производительностью, нежели цилиндрический.
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.

Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.
Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.

Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
- углубленную выборку;
- контурную выемку;
- вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
- мощности силового агрегата;
- способов управления;
- марки дрели;
- центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
- вращение вала с минимальной скоростью 1500 об/мин., желательно чтобы обороты регулировались;
- мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
- установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
- изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
- двигателю понадобится частое отключение, чтобы избежать перегрев;
- якорь деформируется;
- патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.
Шарошки по металлу — какие и для чего лучше
Очень часто при обработке металла необходимо тщательно доработать края заготовки. Конечно, в большинстве случаев можно просто обойтись обычным шлифовальным кругом по металлу и болгаркой, с их помощью получится шлифануть кромку металла и убрать лишнее. Но что делать, когда болгаркой не подлезть или нужно обработать фигурное отверстие. Для этой цели применяются шарошки.

Шарошки, их еще называют бор фрезы — это специальные насадки для шлифования металла и других материалов, применяются при работе дрелью, поэтому имеют шпильку для зажима в патроне дрели. Продаются чаще всего в комплекте, поскольку для точной обработки фигурных отверстий бывает недостаточно какой-либо одной шарошки, нужны разные размеры и форма. В комплекте будет 5-6 штук: конусные, цилиндрические разной длины и диаметра, круглые. Такое разнообразие позволит подобрать оптимальную для работы.










Бывают из металла
Сделаны такие из высокоуглеродистой стали, с их помощью удобно доводить фигурные отверстия, раззенковывать их, снимать металлическую стружку, оставшуюся после отрезки металла, делать края заготовки ровными и гладкими. Такие фрезы бывают 2 видов — с острыми режущими краями и выполненными в виде насечек (как у напильника) — рисунок вверху статьи.
Металлические фрезы бывают для дрели (когда размеры обрабатываемой детали немаленькие и точность не требуется) и для микро-дрели(гравера) — для точных работ, где размер детали невелик. Маленькими можно не только обрабатывать края заготовки, а также можно гравировать по поверхности металла(выгравировать номер чего-либо или сделать надпись).

Также бывают варианты, которые сделаны из твердого сплава ВК8 — для обработки твердых сталей. Они служат очень долго и практически не изнашиваются. Однако и стоимость их достаточно велика, в разы больше обычных бытовых комплектов бор фрез. Применяют их в основном на производстве, для дома такие шарошки ни к чему. Вот они. У нас такие заказывает завод обработки цветных металлов.

Абразивные
Бор-фрезы из абразива предназначены для обработки не только металла, а также пластика и любого вида камня (керамическая плитка, керамогранит, мрамор, кирпич, бетон и даже стекло). Работают данными шарошками дрелью, в комплекте идет 5 насадок разной формы, материал — абразив (электрокорунд).
Еще на заметку: Нужно большое отверстие в дереве? Балеринку по дереву пробовали?

Не так давно пришли к нам в магазин еще необычные варианты из стали Р6М5, советского производства — так их разобрали моментально. А я то думал, что они никому не нужны, оказывается, много народу у нас занимается обработкой металла ))
Шарошки седел клапанов — инструмент для ремонта автомобиля
Существует такое приспособление, как шарошки седел клапанов. Если мы желаем, чтобы автомобиль служил нам долго и исправно, периодически придётся заниматься его ремонтом. Пока не появился вечный двигатель, и нет средства, которое полностью исключит разрушающую силу трения на детали, придётся время от времени доставать ящик с инструментами для ремонта.
Назначение и устройство шарошек для клапанов
Видео — шлифовка седла клапана
Для тех автолюбителей, которые стараются выполнять любые ремонтные работы самостоятельно, классического набора автоинструментов будет катастрофически не хватать. Чтобы произвести демонтаж, установку или обработку некоторых элементов, следует обзавестись специальными приспособлениями.
Шарошки седел клапанов — один из таких инструментов, который имеет специфическое назначение и может быть использован лишь с целью ремонта головки двигателя внутреннего сгорания. Другое его название зенкер — это абразивные или резцовые насадки на электрические или механические инструменты, позволяющие производить обработку внутренних поверхностей металлических деталей.
Применительно к ремонту головок ДВС, шарошка выполняет одну очень важную функцию. Её задача заключается в придании правильной формы внутреннему диаметру седел, позволяющей обеспечить плотное закрывание тарелки клапана. Для газораспределительного механизма качество стыковки рабочей поверхности тарелки клапана и седла имеет огромное значение. Чем герметичнее происходит смыкание, тем выше степень компрессии (рабочего давления), что соответственно приводит к получению максимальной мощности и экономному расходованию топлива.
Специалисты советуют активно использовать приспособление в следующих случаях:
- Замена направляющих втулок клапана, седел или клапанов;
- обработка седел после притирки клапанов на станках;
- повреждение рабочей поверхности сёдел, когда их замена не проводится.
Шарошки-зенкеры — инструмент для настоящих мастеров
Обработка сёдел клапанов Шарошка для клапанов представляет собой небольшой металлический цилиндр со сквозным отверстием по оси и одной или двумя коническими поверхностями. Угол конуса может быть различным, но в наборах встречаются шарошки с углом 15, 30, 45 и 60 градусов. На конусе закрепляются резцы из прочной стали (ВК 4 или аналог).
Один и тот же набор шарошек можно использовать для ремонта двигателей автомобилей разных марок, независимо от диаметра тарелки клапана. Кроме этого, обязательно в работе должна присутствовать направляющая ось, которая обеспечит очень точную притирку.
Обработку седел и притирку клапанов лучше доверить специалисту, имеющему, кроме специального оборудования, необходимые навыки. Неумелое использование шарошки может привести к необходимости повторной замены сёдел, хотя ничего сложного в этой работе, на первый взгляд, нет.
Технология шарошения или зенкования седел клапанов
Ремонт головки двигателя автомобиля — очень ответственное мероприятие. Особенно это проявляется при необходимости использования такого инструмента, как шарошка. Поэтому при шарошении седел необходимо придерживаться определенного порядка технологических процедур.
- После того как выбран угол обработки седла, устанавливаются резцы на необходимый диаметр;
- шарошка устанавливается на направляющую соответствующего диаметра, которая вводится во втулку, прижимаясь резцами к седлу;
- вращательным движением производится притирка поверхности до образования ровного поля шириной около 1 мм.
Основная задача, которую выполняет шарошка — это начальная подготовка рабочей поверхности седла, после чего производится непосредственная притирка клапана к нему. Особенности конструкции двигателей могут потребовать обработки седел двумя или тремя зенковками с разным углом наклона резцов.
Производители шарошек
Борфрезы сегодня производятся многими компаниями и предприятиями, как в нашей стране, так и за рубежом. Существует возможность заказать борфрезы по индивидуальному чертежу. Поскольку область применения такого инструмента велика, не всегда в продаже можно найти нужный аналог.
Отечественные производители
Из отечественных производителей можно отметить такие предприятия выпускающие шарошки, как:
- «Геомаш», которое производит борфрезы с диаметром от 76 до 490 мм.
- «Практика», выпускающая шарошечные долота с алмазным напылением.
- «Дело Техники» — российский изготовитель слесарного инструмента.
- «Зубр» – производит шарошки с абразивными головками.
- «Буринтех», в основном, производит мощные шарошки для бурения скважин различной направленности (нефтяные, горные, газовые).
Зарубежные производители
Из зарубежных популярностью пользуются изделия для шлифовки и прочих слесарных работ таких компаний как:
- Немецкая Karnasch.
- Китайская Sturm, производящая шарошки с алмазным напылением. Хотя сам бренд разработан в Германии.
- Kraftool I/E GmbH, немецкого происхождения, продукция которого продается под маркой STAYER.
- GROSS, также немецкого происхождения. На рынке появилась с 2008 года.
- Dremel, американская компания, производящая борфрезы из карбида кремния.
- Компания Norton, которая производит шарошки с абразивным и алмазным напылением.
Посмотрите видеоролик по работе с борфрезами:
Какого бы производителя вы не выбрали, не забывайте, что всегда может потребоваться не одна шарошка, поэтому есть смысл приобретать наборы этих приспособлений, чтобы для каждого отдельного случая была своя борфреза.
Процесс изготовления шарошки
Конечно, если следовать всем технологическим канонам изготовления инструмента из закаленного металла, то его следует предварительно отпустить, чтобы облегчить последующую механическую обработку. Но для этого понадобиться муфельная печь, которой у нас нет. Из-за этого нам потребуется немного больше времени, усилий и износа нарезного и обточного дисков, что не слишком затруднительно, ведь мы изготавливаем всего одну шаровую фрезу.Еще раз замеряем с помощью штангенциркуля диаметр выбранного шарика и убеждаемся в том, что предстоит снять с его поверхности слой металла в 0,5 мм. Ведь нам нужна шарошка диаметром 32 мм.Оправку можно было бы изготовить, просверлив в шарике глухое отверстие, с последующей нарезкой резьбы. Но это будет не так-то просто сделать, поскольку в таком случае точно придется отпускать металл заготовки, располагать специальным приспособлением для удержания шарика при обработке и, конечно, сверлильным станком, которого нет в наличии.Поэтому мы останавливаемся на варианте с приваренной гайкой и оправкой, вворачиваемой в резьбу метиза. Для этого зажимаем шарик в тисках и с помощью сварочного аппарата закрепляем гайку на заготовке. По завершении сварки быстро охлаждаем полученное соединение в воде, чтобы предотвратить отпуск металла шарика.Надежно вворачиваем оправку в гайку и закрепляем ее в шпинделе электродрели или болгарки, которые, в свою очередь должны быть надежно зафиксированы с помощью струбцин или тисков. Все готово для доводки диаметра шарика до нужного размера.Для этого придаем вращение шпинделю с закрепленной заготовкой и приступаем к съему металла при помощи обточного диска и болгарки, постоянно контролируя диаметр обрабатываемого шара штангенциркулем.Получив нужный поперечный размер (32 мм), прекращаем обработку.Теперь все готово для формирования режущих зубьев. За хвостовик крепим заготовку в тисках по металлу и с помощью болгарки с отрезным диском приступаем к выполнению продольных пазов, которые будут необходимы для получения режущих кромок.Возникает вопрос: сколько сделать проточек? Ответ однозначен: чем тверже обрабатываемый материал, тем их должно быть больше. Поскольку нам предстоит восстанавливать мотоциклетный блок цилиндров из дюралюминия, достаточно выполнить 10 пазов, чтобы получить 9 режущих кромок.С помощью обточного диска удаляем лишний металл, чтобы получить трапецеидальный профиль зубьев, направленных в сторону вращения инструмента
Данная операция – наиболее сложная и важная, поэтому ее требуется выполнять со всем вниманием и аккуратностью. После нее можно считать, что шарошка полностью готова к предназначенной работе.Остается проверить ее в деле на блоке цилиндров от мотоцикла «Урал» или каком-нибудь другом с теми же размерами отверстий. В процессе работы фрезу необходимо периодически смазывать маслом
Чтобы процесс протекал интенсивней и без лишних усилий на приводе.Единственное, о чем хочется предупредить, так это о зоне обработки седла клапана, сделанного из стали. При приближении к нему следует уменьшить подачу и крепче держать инструмент, чтобы он не вырвался из рук, что чревато травмой или порчей обрабатываемой детали










В процессе работы фрезу необходимо периодически смазывать маслом. Чтобы процесс протекал интенсивней и без лишних усилий на приводе.Единственное, о чем хочется предупредить, так это о зоне обработки седла клапана, сделанного из стали. При приближении к нему следует уменьшить подачу и крепче держать инструмент, чтобы он не вырвался из рук, что чревато травмой или порчей обрабатываемой детали.
МАШИНОСТРОЕНИЕ И ПРОИЗВОДСТВО ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
Машиностроение и производство промышленного оборудования с высокими требованиями в области качества – это наш круг заказчиков. Для этого сегмента мы разработали большое количество специальных инструментов, например, для снятия фасок, снятия заусенцев и внутренней обработки отверстий. Благодаря интенсивной работе с нашими клиентами мы смогли дополнительно улучшить наши инструменты. Мы предлагаем большой ассортимент продукции, чтобы удовлетворить широкий спектр различных требований и задач в производстве машин и оборудования, дополняя его индивидуальными решениями и продуктами.
ВЫБОР СПЕЦИАЛЬНЫХ ИНСТРУМЕНТОВ ДЛЯ ОТДЕЛЬНЫХ ОТРАСЛЕЙ ПРОМЫШЛЕННОСТИ:
- лепестковые плоскошлифовальные диски со шлифовальной шкуркой из керамического песка
- зубчатые шайбы с корундом циркония и активной шлифовальной добавкой
- шлифовальные головки с валом, качество NKE
- оправки для абразивных лент с порошком из корунда циркония
- шлифовальные насадки NK-BA мягкие
- твердосплавные борфрезы с зубцами 4
- полировальный инструмент из полиуретана
- борфрезы LUKAS для зачистки от заусенцев, подходят также для удаления заусенцев в обратном направлении
Наш каталог, который включает в себя рекомендации по применению материалов, поможет вам найти правильный инструмент для машиностроения и производства промышленного оборудования. Конечно, мы будем рады помочь вам лично для того, чтобы выбрать оптимально подходящий инструмент.
Как правильно использовать шарошки для электроинструмента
Чтобы работа с этим приспособлением доставляла максимальное удовлетворение необходимо соблюдать некоторые правила, которые продлят время эксплуатации как самих шарошек, так и не нанесут вреда электроинструментам.
- Необходимо соблюдать полный контакт фрезы и обрабатываемой поверхности, но работать шарошкой нужно так, чтобы ее хвостовая часть не касалась обрабатываемой поверхности, поскольку это может привести к тому, что разрушится место соединения головки и основной части инструмента.
- Не стоит прикладывать сильного физического давления на шарошку во время работы. При излишнем надавливании снижается скорость вращения электродрели, в результате чего инструмент может перегреваться, что приведет к его быстрой порче, а сам процесс обработки снизится.
- Нужно правильно выбрать скорость обработки. При высокой скорости работающего электроинструмента с шарошкой исключается образование неровностей поверхности и заусениц. Кроме этого правильно выбранный режим работы увеличит срок эксплуатации электродрели и снизит расход электроэнергии. К тому же, на высокой скорости работы дрели исключается такое явление, как заклинивание фрезы в обрабатываемом материале, а углы и пазы можно обрабатывать более тщательно.
- Как и любой инструмент, контактирующий с твердыми поверхностями, головки шарошек также подвержены износу и истиранию. И в первую очередь страдают режущие элементы, то есть зубья. Чтобы продлить срок их службы необходимо использовать специальную смазку, которая периодически наносится на головку шарошки. Смазочное вещество исключит перегрузку электроинструмента и поможет лучшему скольжению шарошки по обрабатываемой поверхности. Помимо смазки во время работы рекомендуется время от времени погружать головку фрезы в жидкую суспензию, в качестве которой может использоваться жидкий воск либо синтетическое машинное масло.
При сильном износе головки борфрезы, инструмент должен меняться. В противном случае нужно будет прикладывать сильные физические усилия, чтобы добиться желаемого результата. А это чревато порчей, как самой фрезы, так и электроинструмента.
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.





