

Немного об экструдере для сварки
Благодаря ручному сварочному экструдеру можно делать много видов разнообразных работ с полипропиленом и полиэтиленом.
Сначала может показаться, что данные материалы не являются очень распространенными и редко где применяются.
Но в действительности их применяют во многих сферах. Из подобных материалов с помощью данного типа ручного экструдера делают системы для очищения воды, различных типов емкости и т. д. Преимущественно данные материалы пойдут как вспомогательные, но без них в любом случае нельзя обойтись.
Сварочный ручной экструдер имеет ряд преимуществ. Любая выбранная модель экструдера для экструзионной сварки будет гораздо лучше других.
Подобным экструдером работать можно абсолютно в любом помещении и при различных условиях. Проще говоря, для работы не надо подготавливать специально обустроенное пространство или рабочий цех.
Ручным экструдером для сварки можно делать швы на разнообразные формы и конструкции. Это достаточно удобно, ведь при этом можно самостоятельно контролировать всю работу. Нередко случается, что в одном районе шов нужно сделать тонким, а немного дальше – толще. Ни одно оборудование не может такого сделать автоматически.
Помимо всего вышеперечисленного, стоит учесть, что данное устройство не слишком дорого стоит. Его цена будет приемлема практически для любого человека. Экструдер сварочный необязательно применять во время производства. Довольно часто его применяют дома. Дальнейший уход и обслуживание не заберут много денег. Данный экструдер может производить свою работу в течение многих лет, и он всегда остается актуальным и нужным приспособлением.
Ручные сварочные экструдеры бывают таких видов:
- безшнековые;
- шнековые;
- комбинированные.
Комбинированные экструдеры уместно применять при обработке композитного товара. В данных устройствах применяют и дисковую зону, и шнековую часть. Данное оборудование еще называют червячно-дисковым. К тому же у данного типа экструдеров есть прекрасная смесительная особенность.
Экструдеры, которые не имеют шнеков, используют для производства раствора полимеров, имеющих элементы высоко качества.
Обычно, приобретая данную продукцию, в комплекте покупатель получает несколько специальных насадок и подставок, но производители разные, поэтому и комплектация оборудования также различная. Сварочный ручной экструдер может работать при температурах от 180 до 260°С. Чтобы привести в работу устройство, необходимо подключить его к электрической сети. Желательно подключать его к напряжению в 220 В.
Экструзионная сварка – достаточно сложный процесс, поэтому чтобы сделать своими руками экструдер, необходимо иметь определенные знания и навыки. Разумнее будет приобрести оборудование у надежного производителя.
Экструзия считается распространенным методом получения полуфабрикатов или полимерных товаров. Такой процесс создают в пищевой промышленности или в производстве комбикорма. Расплав полимера вытаскивают с помощью головки экструдера в формующую головку со специальным профилем.
Ручной экструдер для пластика своими руками

Ручной сварочный экструдер своими руками больше не является фантазией. С развитием технологий, появилась реальная возможность создать этот агрегат самостоятельно.
Разберемся для начала, что это такое и для чего необходимо. Именно с помощью этого агрегата получают полимерные изделия без ограничений по длине. Это имеет свои сферы пользования и применения. Ручной экструдер своими руками — простота и удобство сборки и последующей эксплуатации.
Процесс выделки
Верхняя часть, так же именуемая «головкой экструдера», перемещает плавкий полимер в следующую камеру, иначе именуемую «формовкой», с должным для выбранного изделия профилем. Описанный способ один из наиболее распространенных методов. Сравнить с ним можно только способ изготовления плас.
Какие полимеры особенно ярко взаимодействуют с экструзией:
Что ж, непосредственный процесс довольно прозрачен, стоит рассмотреть поближе собственно экструдер.
Конструкция и действие
Самой идее уже больше шестидесяти лет, не удивительно, что за прошедшее время она претерпела некоторые изменения и стала почти идеальной. С течением времени появилось большое количество машин обладающих разным способом воздействия и почти одинаковыми в области получаемых изделий.
Что нагревает основу будущего изделия? Здесь все довольно просто, энергия от механических процессов становится теплом, что равно помогает нагреву пластика. Так же возможно внешнее тепловое воздействие. Здесь по большей части идет зависимость от изначальной конструкции экструдера.
Изменчивые элементы обработки пластика при помощи экструзии:
- состав;
- природа;
- влажность;
- интенсивность;
- продолжительность;
- давление и температура.
Работа экструдера
Экструдер достаточно простой агрегат, и все технические вариации можно поделить на три группы. Группы разделяются по рабочим моментам:
- формовка холодная;
- экструзия горячая;
- тепловая обработка.
Наиболее востребованный элемент в данное время это горячая формовка. Этот процесс сопровождается высоким давлением и скоростью. Для реализации необходим экструдер именуемый шнековым. У таких агрегатов основным элементом служит шнек особого вида. Здесь процесс формовки расположен на выходе. Сырье загружается в специализированную камеру, точно так же как и выбранные добавочные компоненты. Эти агрегаты имеют заводскую возможность оснастки шнеков особыми элементами. От этого зависит смешивание состава и его перемещение.
Процесс пользования экструдером
Зерновой агрегат осуществляет свою работу за счет камер закрытого типа и зерен в них располагающихся. Внутреннее давление возрастает благодаря выпариванию влаги. Чтобы осуществить увеличение объема смеси пара и воздуха осуществляется резкая разгерметизация. А разгерметизация в свою очередь повышает объем зерен.
Производство
Ручной экструдер для полипропилена своими руками — это один из простых способов приобретения подобного агрегата. Следует отметить, что процесс сборки не так сложен, как может показаться, и вполне по силам любому.
Читать также: Как определить проводимость транзистора
Производство экструдеров довольно интересный процесс, напрямую зависящий от конфигурации и назначения агрегата. Производственные различия:
- количество рабочих камер;
- наличие дополнительных систем;
- конструктивное исполнение элементов.
Единственное что неизменно – цилиндрическая форма. На сегодняшний день она полагается наиболее технологичной, а потому остается собой.










Технологические различия
Процесс создания и работы экструдера достаточно понять. Но осталось несколько важным моментов, которые следует осветить. В частности, освещения требует процесс сухой экструзии. Почему именно так? Сухая экструзия завязана на тепле, выделяемом агрегатом самостоятельно, за счет непосредственного процесса работы. При этом остается возможность привнесения в работу пара, для этого имеет особая камера. Для чего необходим пар? Именно благодаря ему повышается износостойкость агрегата.
Особое отличие этого способа – скорость. Процесс длиться всего лишь полминуты. За это время агрегат успевает:
- измельчить;
- обезводить;
- смешать;
- обеззаразить;
- стабилизировать и увеличить объем.
Ручной сварочный экструдер своими руками требует приобретения нескольких элементов из которых и производится сборка. Перечень необходимых для сборки элементов:
- шнек должной конфигурации;
- электрический двигатель;
- корпус прибора;
- емкость для подачи и выходная емкость;
- вакуумная камера.
Описание экструдеров
Назначение.
В современный мир прочно и надолго вошли пластиковые изделия различного назначения. Пластмассовые изделия есть практически везде: в промышленности, на стройке, в быту, в упаковке продуктов питания, в космонавтике, в офисе. Но для такого объём пластиковых изделий просто необходимо специальное оборудование, которое позволяет надёжное сделать и скрепить пластик. Одним из самых популярных видов оборудования для скрепления пластика является ручной сварочный экструдер.
Типы ручных экструдеров: шнековые, безшнековые, комбинированные.
Почти все ручные сварочные экструдеры имеют общий принцип работы. Но их можно разделить на несколько типов:
- шнековые экструдеры,
- безшнековые экструдеры
- комбинированные экструдеры.
В безшнековых (так называемых дисковых экструдерах ) расплав полимера в головку проталкивает диск специальной формы. Движение расплава по сварочному экструдеру достигается с помощью движущей силы, которая создаётся в полимерной массе за счёт силы направленного напряжения. Безшнековые экструдеры используют для получения смеси полимерных компонентов более высокого качества. Но в безшнековых экструдерах трудно получить высокое давление. Это накладывает ограничения не технические характеристики экструдеров. В комбинированных экструдерах одновременно используется шнековая и дисковая часть. И такие экструдеры назвали червячно-дисковыми. У данного типа экструдеров наблюдается хороший смесительный эффект. Особенно это удобно при переработке композитных материалов.
Но самыми полярными аппаратами являются экструдеры шнекового типа. Данные аппараты делятся на несколько типов:
- одношнековые экструдеры или двухшнековые экструдеры
- количество ступеней — одна или две
- с зоной дегазации и без нее
- направление вращения шнеков — в одну или в обе стороны.
Наиболее распространённым является одношнековый экструдер не имеющий зоны дегазации. Состоит из следующих компонентов: обогреваемый цилиндр, шнек и сменная формующая насадка.
Виды
- Шнековые. В них проволока для присадки плавится в шнековом резервуаре экструдерного аппарата и выдавливается сквозь стержень с винтовой поверхностью вдоль оси – шнек. Вместо проволоки используют и материал в гранулированном состоянии. Он находится в специальном отделении, где соединяется в однородную расплавленную массу и становится пригодным к подаче.
- Безшнековые. Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
- Скомбинированные. В них совмещаются шнековы и безшнековый типы.
Сварочные экструдеры лучше выбирать, когда нужно сварить пластиковые детали с большой толщиной. При этом соединения получатся быстро и практически безошибочно.
Всё потому, что мастеру не нужно контролировать состояние сварочного углубления, как во время варки металлических конструкций.
Кроме того, правильно подавать и убирать шлак тоже не приходится. Новичок легко справится с экструдерным устройством в первые часы практики.
Экструдер из запчастей сельхозмашин
Чтобы сделать этот аппарат, необходимо иметь:
- Электрический двигатель,
- Шестеренки от тракторной коробки передач,
- Шток, диаметров 5 мм, от гидравлического цилиндра,
- Проволока, толщиной 8 мм,
- Листовой металл.
Для изготовления цилиндра несколько шестеренок свариваются между собой. В результате должен получиться шнек, диаметром около 6,25 см. Далее на него накручивается переменным шагом проволока. Ширина шага постепенно уменьшается с 2,4 см до 2 см. Все элементы свариваются, а шов зачищается шлифовальной машинкой.
Следующий этап: вытачивание букс на токарном станке. Одну делают для шнека, вторую под редукторный вал. Когда элементы готовы, сваркой детали скрепляют в следующей последовательности: вал, буксы, подшипник, шнек. На последний при помощи фильеры крепят головку экструдера.
Сборку кормового экструдера начинают со сварки рамы, на которую крепят мотор. Его соединяют с рабочим узлом и пусковым элементом при помощи цепного привода. Сверху ставят бункер для загрузки: это может быть как ведро, так и сваренный из железа ящик. На противоположном конце устанавливается форма для сжатия обработанной массы. Проходя через фильеру, зерно продавливается через отверстия и поступает в дозатор.

Работает экструдер зерновой по принципу мясорубки, а размер гранул зависит от формы и размера отверстий в фильере.
Конструкция и принцип работы
Ручной экструдер выполнен в виде механического приспособления, при использовании которого соединение материалов осуществляется поэтапно: вначале пластик подвергается нагреву для придания ему вязкого состояния, а затем полученная масса выдавливается на поверхность в месте стыка. После охлаждения ПНД, ПВХ и других легкоплавких пластических масс на месте проведенных работ появляется прочный сварочный шов.
Устройство экструдера
Чтобы было удобнее работать с этим прибором, производители выпускают его в виде пистолета с ручкой и верхней насадкой, предназначенной для нагрева рабочей смеси. В конструкции экструдера можно выделить следующие рабочие узлы:
- термонагреватель;
- камера для расплавления пластика;
- дробильный шнековый механизм;
- экструзионная камера;
- система контроля;
- сварочное сопло;
- питатель;
- двигатель.
Принцип действия
Перед работой в экструдер вставляют присадочный пруток, который должен быть выполнен из материала, планирующегося для использования в сварочных работах. Сам рабочий процесс выглядит так: на верхней панели прибора крепят приёмную втулку с отверстием, в которую затем вставляется присадочный пруток. Он должен располагаться в нём таким образом, чтобы свободный конец оказался в области его захвата шнеком.
 Когда специалист запускает электродвигатель, подвергаясь воздействию насыщенной струи горячего воздуха, пруток нагревается, и одновременно с этим по прошествии некоторого времени, которое заранее выставлено датчиком прибора, пруток подаётся в область его измельчения. Здесь шнек, совершающий вращательные движения, начинает дробить пруток, который приобретает вид гранулированной массы. В результате нагрева она начинает плавиться и постепенно перемещается в область плавления, где гранулят уже имеет полностью однородный состав.
Когда специалист запускает электродвигатель, подвергаясь воздействию насыщенной струи горячего воздуха, пруток нагревается, и одновременно с этим по прошествии некоторого времени, которое заранее выставлено датчиком прибора, пруток подаётся в область его измельчения. Здесь шнек, совершающий вращательные движения, начинает дробить пруток, который приобретает вид гранулированной массы. В результате нагрева она начинает плавиться и постепенно перемещается в область плавления, где гранулят уже имеет полностью однородный состав.
Испытывая воздействие давления со стороны шнека, гранулят направляется в сварочную зону, а оттуда идёт в сварочное сопло, где в процессе прижима к поверхности соединяемых изделий выходит наружу в виде однородной полосы заданной ширины, определяемой конфигурацией сопла. Учитывая, что температура за пределами свариваемого изделия гораздо ниже создаваемой термонагревателем, материал прутка быстро охлаждается, в результате чего возникает сварочный шов.










При использовании более габаритных и производительных моделей экструдеров функцию нагрева присадочного прутка берёт на себя внешний термонагреватель, в который воздух поступает от небольшого компрессора. Экструдеры могут отличаться между собой и способом нагрева присадочного материала. В отдельных моделях для этой цели используются кольцевые нагревательные элементы, установленные в корпусе термонагревателя.
На систему контроля в составе экструдера возложены следующие функции:
- Отключение термонагревателя при продолжающем работу шнеке. Это позволяет предотвратить прилипание частиц гранулята к стенкам сварочной камеры.
- Блокировка «холодного старта». Срабатывает при допущении, что в зоне работы шнека всё ещё находится неоднородный присадочный материал.
- Запуск привода шнекового измельчителя.
- Включение термонагревателя.
- Предварительный выбор температуры нагрева, который зависит от температуры плавления пластика.
https://youtube.com/watch?v=PvsbXGgn3AI
Выполнение сварки
Если экструдерный аппарат не новый, и вы уже использовали его раньше, уберите из резервуара остатки присадки, которые вы применяли до этого.
Сделать это нужно, даже если вы использовали тот же материал, что и в этот раз. Если присадка нагреется еще раз, её прочность уменьшится.
Затем нужно снять блокировку с холодного пуска, разогреть устройство и подающие детали до температуры, при которой вы собираетесь работать, установить настройки производительности.
Во время того, как вы будете варить, поддерживайте необходимый наклон экструдера. Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Если пауза будет долгой, снизьте температуру аппарата примерно на 45 градусов. Нагрев присадки приостановится, но проблем с продолжением процесса не будет.
РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
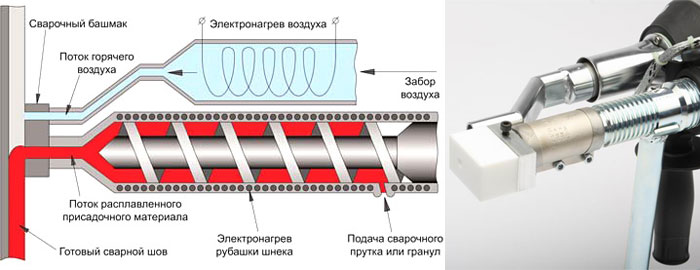
Перед тем, как соединять элементы, их нужно нагреть. В корпус сварочного экструдера для этой цели может быть встроен термофен. Он нужен для того, чтобы пластиковые детали нагрелись потоком воздуха перед тем, как на них подастся присадочный материал.
Нагретая воздушная масса может идти не только от термофена, но и от компрессорной установки или организационной пневмосети. Присадочная проволока нагревается благодаря электрическим нагревателям, встроенным по кругу экструзионного отделения.
Последний подходит к зоне сварки сквозь башмак в состоянии своеобразной лавы.
Ручной сварочный экструдерный аппарат используют в основном для пайки полиэтилена с низким давлением, полипропиленовых деталей и остальных типов термических пластмасс из первой группы.
У них температура плавления и температура разрушения рознятся на 50 градусов Цельсия. Это уменьшает беспокойство по поводу деструкции, так как даже перенапряжение на 35-45 градусов не повреждает итоговое соединение.
Вторая группа термических пластмасс включает поливинилиденфторид и поливинилхлорид
Они плавятся и разрушаются с очень маленькой температурной разницей, поэтому тут важно жёстко контролировать терморежим сварки
При работе с элементами из этих материалов, экструдер должен долго работать в ожидающем режиме или не выключатся долгое время.
Как сделать экструдер из мясорубки
Для изготовления грануляторов используются различные подручные материалы, например, мясорубка. Такой экструдер отличается минимальной мощностью и не предназначен для переработки твердых кормов, так как будет оказываться повышенная нагрузка на шток. Чаще всего такие агрегаты используются для приготовления растительного корма для кроликов и других сельскохозяйственных животных.
Необходимые материалы:
- мясорубка со всеми деталями;
- два шкива 1:2;
- болванка толщиной 6 см – она будет использоваться для изготовления матрицы;
- электромотор от любого домашнего прибора – пылесоса или старой стиральной машинки;
- ремень, который будет соединять двигатель и мясорубку.
Все операции должны выполняться на верстаке или прочном столе, застелив его поверхность резиновым ковриком, предотвращающим скольжение элементов.
Пошаговая схема изготовления
Для того чтобы сделать экструдер для кормов своими руками из мясорубки не потребуется сложных схем и чертежей. В первую очередь нужно замерить матрицу, сетку, габариты вала и корпуса. При расчетах учитывайте, что матрица должна плотно прикрепляться к червячной передаче, поэтому нужно оставить место для маленького углубления.
После этого установите пресс на прочный стол или верстак и надежно зафиксируйте при помощи крепежных болтов. Просверлите отверстия в ножках мясорубки.
Основные этапы изготовления экструдера для кормов:
- Для изготовления матрицы подготовьте трафарет – его можно начертить от руки или воспользоваться чертежной проектировочной программой.
- В центре матричного диска просверлите отверстие для вала. Его размер зависит от диаметра болванки – для элемента размером 20 мм проделывается отверстие диаметром 3 мм, для 25 мм потребуется 4 мм.
- Отшлифуйте отверстие и установите на наконечник шнекового вала матрицу.
- Отдельно изготавливается крышка, так как старая крышка от мясорубки уже не подойдет ввиду увеличенной толщины. Чтобы выточить для нее новую резьбу можно сделать надрезы при помощи болгарки или приварить к ней кусочки проволоки размером 6 мм.
- Просверлите отверстие в шнеке мясорубки – оно будет использоваться для крепления ножа болтами снаружи матрицы.
- Установите шкивы – ведущий к валу мотора, ведомый к рукоятке.
- Плавно соедините шкивы с мотором ременной передачей, не забывая о возможной пробуксовке. На колесе, к которому будет притягиваться ремень, не должно быть зубчиков, в противном случае этот элемент экструдера будет сильно перегреваться, значительно повышая риск поломки агрегата.
После сборки конструкции нужно приварить емкость к отверстию, которое осталось от корпуса мясорубки. Эта воронка будет использоваться для загрузки сена, зерна или другого сырья, необходимого для изготовления комбикормов.
Экструдер для кормов, сделанный собственноручно – это незаменимый «помощник» в приусадебных хозяйствах. Он позволяет обеспечить сельскохозяйственных животных и птиц качественными и натуральными комбикормами, значительно сократив затраты на покупку фабричных кормов.






Правила эксплуатации и выбор модели
Прежде чем приступить к сварке пластиковых изделий, необходимо выполнить ряд условий, обусловленных особенностями материала. С поверхности соединяемых изделий необходимо удалить все имеющиеся загрязнения и позаботиться, чтобы во время работы они не контактировали с влажным материалом.
 Для надлежащего выполнения работы необходимо учитывать разницу температур плавления соединяемых материалов, если они отличаются между собой химическим составом. Так, ручной экструдер можно использовать для сварки ПНД и полипропилена, так как у этих материалов диапазон температуры их плавления полностью или частично перекрывается. Когда же необходимо соединить материалы из ПВХ и ПНД или полипропилена, часто возникают сложности. При работе с такими материалами ручной экструдер допустимо использовать исключительно для соединения изделий, которые выполнены из идентичных материалов.
Для надлежащего выполнения работы необходимо учитывать разницу температур плавления соединяемых материалов, если они отличаются между собой химическим составом. Так, ручной экструдер можно использовать для сварки ПНД и полипропилена, так как у этих материалов диапазон температуры их плавления полностью или частично перекрывается. Когда же необходимо соединить материалы из ПВХ и ПНД или полипропилена, часто возникают сложности. При работе с такими материалами ручной экструдер допустимо использовать исключительно для соединения изделий, которые выполнены из идентичных материалов.
Поскольку ручной экструдер обладает компактными размерами, сварку пластиковых элементов можно проводить с помощью этого устройства, не прекращая работы соединяемых изделий. Так, трубы из полипропилена можно сваривать без предварительного отключения подачи воды по ним.
До начала работ по сварке пластиковых изделий необходимо провести ряд обязательных проверок:
- Убедиться, что присадочный пруток будет доставлен до втулки экструдера прямолинейным путём. Иногда, когда присутствует сильная шероховатость, пруток начинает двигаться по винтовой траектории, а это негативным образом влияет на функционирование шнекового дробильного механизма и нередко приводит к появлению гранулята неоднородного состава.
- Проверка оптимальности температуры нагрева прутка, который должен перед подачей быть доведен до состояния вязкой текучести. При проверке обязательно учитывается производитель материалов, так как у пластика разных марок диапазон температур плавления может отличаться.
- Проверка надежности прижима сварочного сопла к соединяемым поверхностям. В первую очередь это актуально для изделий, имеющих сложную форму. Для предотвращения подобной проблемы производители оснащают свои экструдеры для сварки набором сменных насадок.
- Проверка возможности расплавления материалов при помощи горячей струи воздуха, поступаемой от термонагревателя, без использования присадочного прутка. Необходимость в этом возникает, когда нет точной информации о материале изделий, которые планируется соединять экструдером.
Чтобы подобрать наиболее подходящую модель устройства, необходимо учитывать ряд характеристик:
- диапазон диаметр прутка;
- наличие в комплектации сменных приспособлений;
- толщину соединяемых изделий;
- удобство настройки параметров процесса;
- производительность за единицу времени.
 Многие производители выпускают экструдеры вместе с фирменными присадочными материалами, дополнительно указывая, что для создания надежного соединения расходный материал должен соответствовать изготовителю инструмента.
Многие производители выпускают экструдеры вместе с фирменными присадочными материалами, дополнительно указывая, что для создания надежного соединения расходный материал должен соответствовать изготовителю инструмента.
В принципе всегда можно рассмотреть возможность изготовления экструдера для домашнего использования своими руками. В качестве основы для него используется обычный промышленный фен, к которому подключают шнековый привод, а затем видоизменяют конструкцию для придания обоим узлам компактного вида. В некоторых случаях шнек можно заменить плунжерным приводом, однако надежным такой вариант считать нельзя. Такой самодельный экструдер для сварочных работ по-разному может себя вести с посадочными прутками из-за того, что они могут быть изготовлены из разных материалов. В качестве привода лучше всего использовать мотор коллекторного типа, поскольку он более стабилен при постоянных изменениях показателей крутящего момента.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).





