

1.1 Структура и продукция металлургического производства
Металлы и сплавы на их основе являются основными конструкционными материалами, основой современного машинои приборостроения. Объем производства черных и цветных металлов и сплавов всегда является важнейшим показателем уровня развития экономики, мощи и обороноспособности государства .
Металлургия – наука об извлечении металлов из природных соединений (руд) и дальнейшей их переработке с целью придания металлу определенных свойств.
Различают черную металлургию, занимающуюся производством железа и его сплавов, и цветную – производство всех остальных металлов и их сплавов.
Металлургическое производство – сложная система производств, базирующихся на месторождении руд, коксующихся углей, энергетических комплексах.
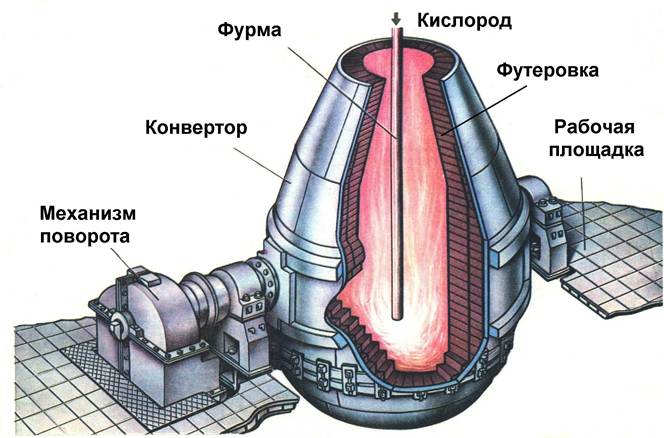
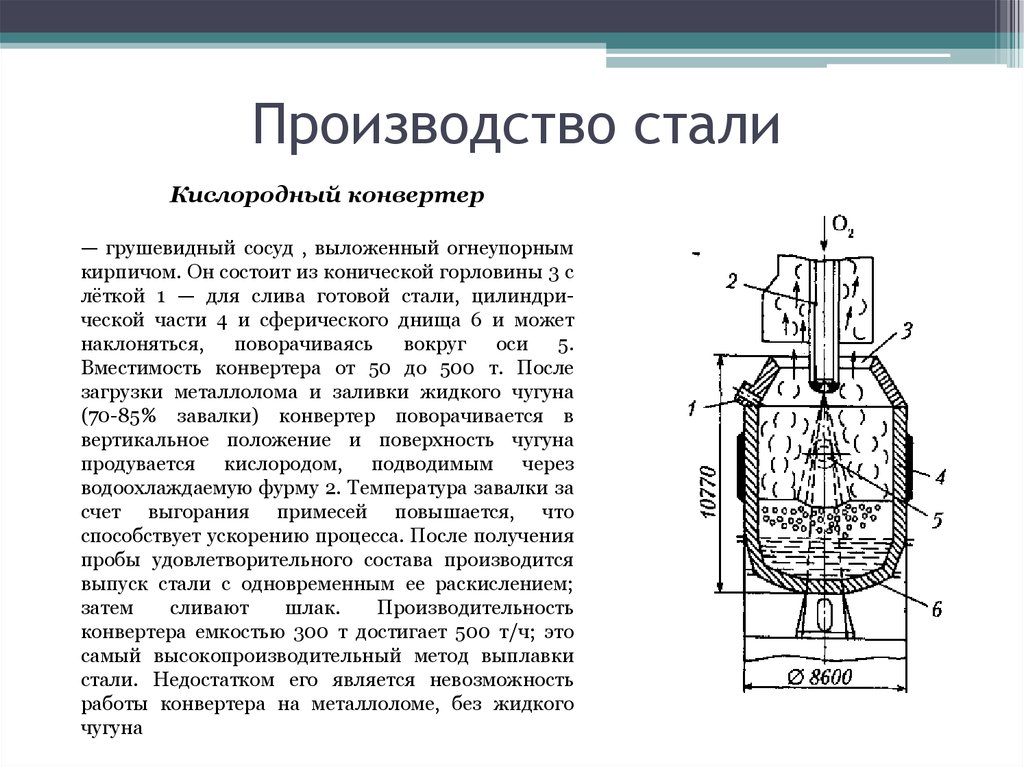
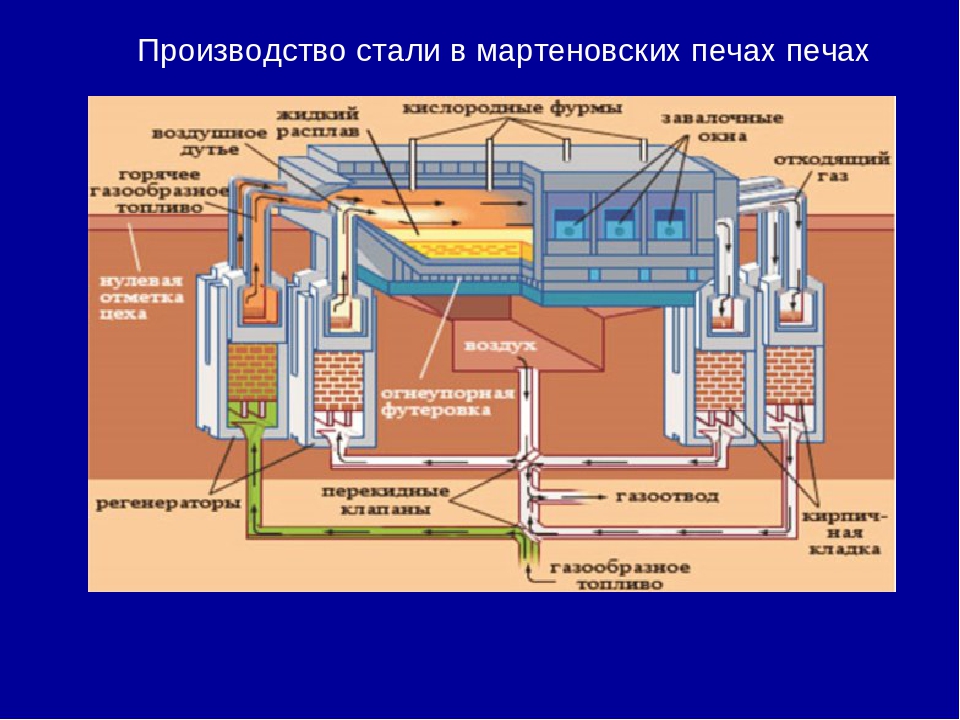
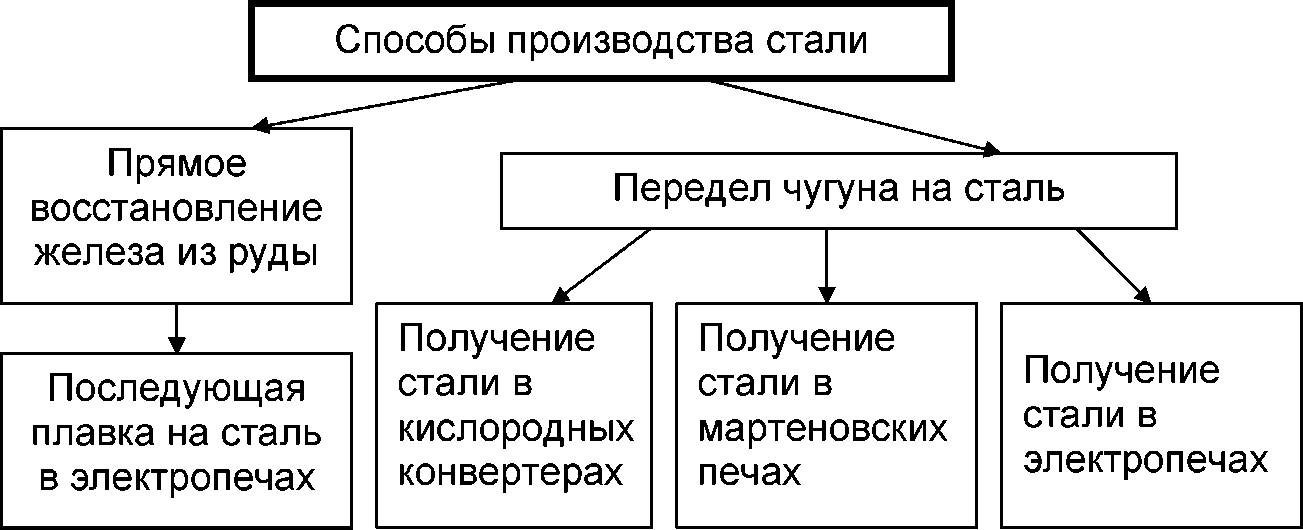
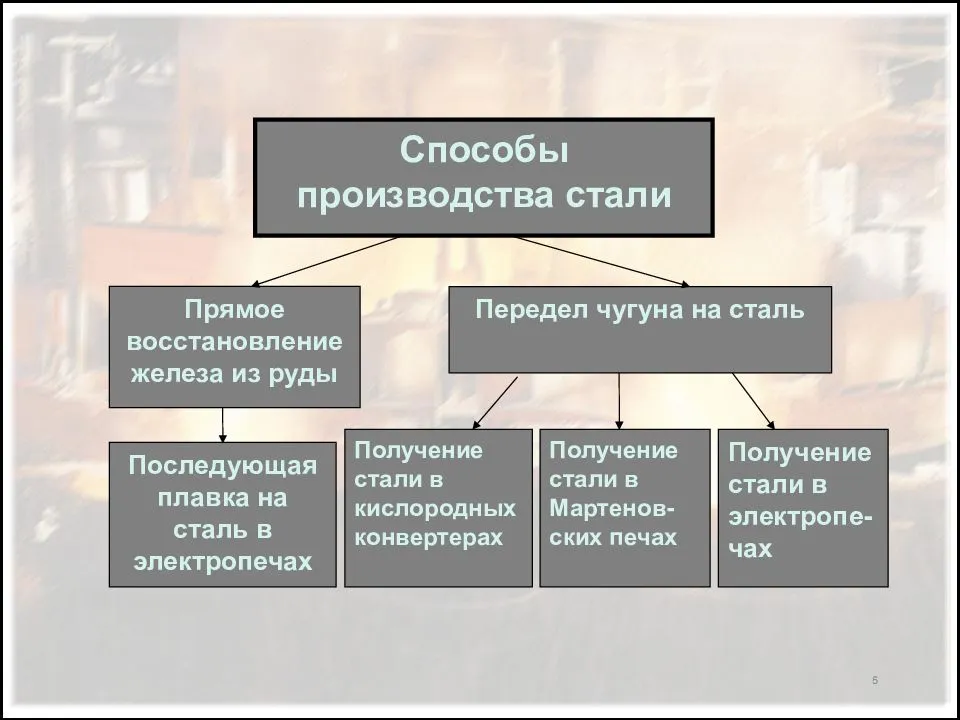
Структура металлургического производства включает: шахты и карьеры по добыче руд и каменных углей; горно-обогатительные комбинаты (ГОК), где обогащают руды, подготовляя их к плавке; коксохимические заводы, где осуществляют подготовку углей, их коксование и извлечение из них полезных химических продуктов; энергетические цеха для получения сжатого воздуха и кислорода, очистки металлургических газов; доменные цеха для выплавки чугуна и ферросплавов; сталеплавильные цеха (мартеновские, конвертерные, электроплавильные) для производства стали; прокатные цеха для переработки выплавленного металла в сортовой, трубный, листовой и специальный прокат.
Основная продукция черной металлургии: передельный (белый) чугун для переработки на сталь; литейный (серый) чугун для получения фасонных отливок на машиностроительных заводах; ферросплавы (ферромарганец, ферросилиций, феррованадий и другие) для выплавки легированных сталей; стальные слитки для производства проката; кузнечные слитки для изготовления крупных кованых валов, роторов турбин, дисков и т.п.
Продукция цветной металлургии: слитки (чушки) цветных металлов для прокатки различных профилей; лигатуры – сплавы из цветных металлов для получения легированных сплавов; слитки чистых и особо чистых металлов для приборостроения, электронной техники и других отраслей.
Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо и огнеупорные материалы.
Промышленной рудой называют горную породу, из которой на данном уровне целесообразно извлекать металлы или их соединения. Например, в настоящее время целесообразно извлекать металлы, если их содержание в руде составляет: железа не менее 30–60 %, меди 1–6 %, молибдена 0,005–0,02 %.
Бедные руды обогащают на ГОКах, то есть удаляют из руды часть пустой породы и получают концентрат с повышенным содержанием металла.
Флюсы – это материалы, загружаемые в плавильную печь для образования легкоплавкого соединения (сплавления) пустой породы, золы из топлива и других веществ, которые нужно удалить из конечного продукта. Такое соединение называется шлаком. Обычно шлак легче металла, располагается в печи сверху (всплывает) и может быть удален (слит) в процессе плавки. Шлак защищает расплавленный металл от контакта с воздухом и печными газами. Шлак бывает кислым, если в его составе преобладают кислотные оксиды (SiO2; Р2О5) и основным, если преобладают основные оксиды (CaO; MgO; FeO).
Топливом в металлургических печах служат кокс, природный газ, мазут, печные газы. Кокс получают на коксохимических заводах путем сухой перегонки при температуре 10000С (без доступа воздуха) каменного угля специальных коксующихся сортов.
Огнеупорные материалы применяют для внутренней облицовки (футеровки) металлургических печей и ковшей для расплавленного металла. По химическим свойствам огнеупоры разделяют на кислые, основные и нейтральные. Кислые огнеупоры содержат большое количество кремнезема SiO2 (динасовые, кварцеглинистые, кварцевый песок). Основные огнеупоры содержат основные оксиды CaO, MgO (магнезитовый, магнезитохромитовый кирпич). Нейтральные огнеупоры состоят из оксидов Al2O3; Cr2O3 (шамотный кирпич, высокоглиноземный, углеродистые блоки из графита).
При высоких температурах футеровка печи взаимодействует с флюсами и шлаками, поэтому в основной печи нельзя применять кислые флюсы и наоборот, в печи с кислой футеровкой – основные флюсы, так как это приведет к разрушению футеровки печи.
Способы прямого восстановления железа, характеристика продукции и сырья
Под процессами прямого восстановления железа понимают такие процессы, которые дают возможность получать непосредственно из руды металлическое железо, минуя доменную печь. Способы прямого получения железа позволяют вести процесс не расходуя металлургический кокс, заменяя его другими видами топлива.
Известно, что использование железа прямого восстановления при выплавке стали (в основном, в электродуговых печах) позволяет производить наиболее высококачественный, экономически выгодный (с относительно низкой энергоемкостью) и экологически чистый металл без примесей серы и фосфора, пригодный для удовлетворения самых высоких требований таких отраслей-потребителей, как машиностроение (авиа-, судостроение и т. д.). В настоящее время предложено более 20 различных способов прямого получения железа.
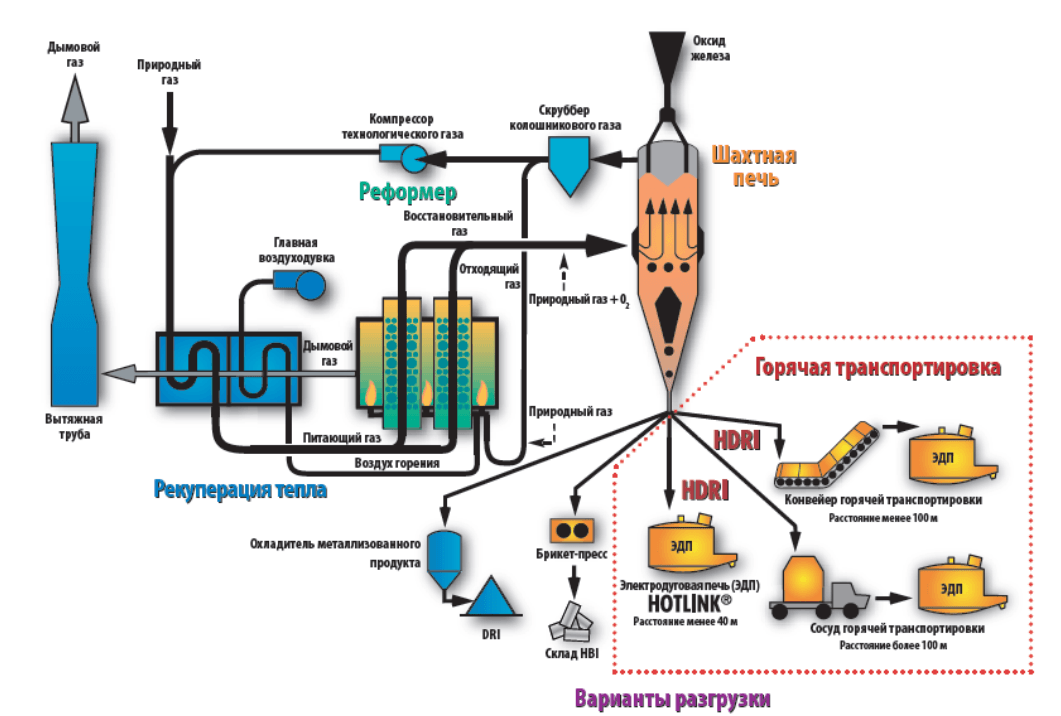
Железо прямого восстановления (или губчатое железо) в основном производят в виде металлизированных окатышей: холодных СDRI (Сool Direct Reduced Iron) или горячих HDRI (Hot Direct Reduced Iron), а также горячебрикетированного железа НBI (Hot Briquetted Iron).
Рис.38. Внешний вид железа прямого восстановления СDRI (а),HDRI (б) и НBI (в)
Окатыши СDRI (рис. 38 а) получают в основном в шахтных печах с охлаждением в нижней части печи до 50º С, после чего отравляются на склад, а затем загружаются в электропечь.
Окатыши HDRI (рис. 38 б) выгружаются из установки прямого восстановления в горячем состоянии и загружаются в расположенную рядом электропечь при температуре 600º С и выше.
Горячебрикетированное железо НBI (рис. 38 в) получается путем прессования брикетов размерами 30×50×110 мм в формы в виде подушек из металлизированного продукта, который выгружается из печи при температуре около 700º С.
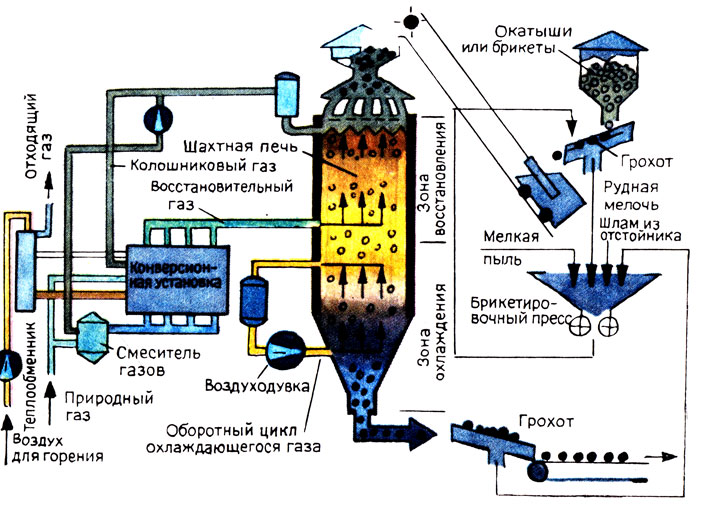
Наибольшее распространение получили технологии компании Midrex (США). Процесс протекает в шахтной печи, в верхнюю часть которой подаются окатыши или кусковая руда. Установки Midrex действуют на многих предприятиях крупнейшей металлургической компании ArcelorMittal, расположенных в Германии, Канаде, Мексике, Тринидаде и Тобаго и ЮАР.



Второй по распространенности технологией прямого восстановления железа является HYL/Energiron. Процесс HYL был разработан мексиканской компанией Tenova для прямого восстановления железной руды (кусковой или окатышей) в металлическое железо с помощью восстановительного газа в реакторе с подвижным слоем.
Менее известна технология Finmet, которая позволяет использовать железорудную мелочь без предварительного окускования в процессе газового восстановления в кипящем (псевдосжиженном) слое. По этой технологии пока действует только одно предприятие – Orinoco Iron в Венесуэле.
Для получения железа прямого восстановления также применяется целый ряд угольных технологий – SL/RN, Jindal, DRC, SIIL, Tisco, Codir и др. В основном все они действуют на базе печей с вращающимся подом с использованием угля или пылеугольной смеси.
Такие предприятия работают в Индии, а также в ЮАР, Китае, Перу и в некоторых других странах. Хотя экологичность таких производств и качество получаемого металла существенно ниже, чем у «газовых» предприятий, однако они дешевле, что и обеспечивает им значительную долю в структуре мирового производства DRI.
Существуют также жидкофазные способы прямого восстановления и альтернативные доменной печи установки для получения чугуна.
Рис. 39. Доля способов производства железа прямого восстановления в мире
Структура производства железа прямого восстановления в мире в последние годы приведена на рис. 39.
Технология
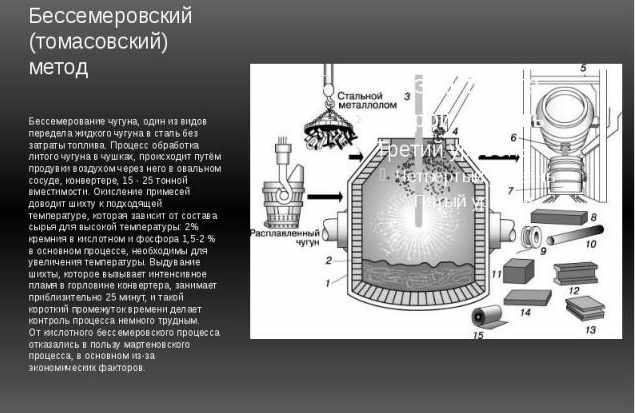
Бессемерование – процесс плавки чугуна, который позволяет получить сталь относительно высокого качества. Следует отметить, что подобная технология на сегодняшний день применяется крайне редко. Это связано с появлением довольно большого количества современных технологий, которые позволяют получить более качественную сталь за меньшие сроки.
Весь бессемеровский процесс производства стали можно разделить на несколько основных этапов:
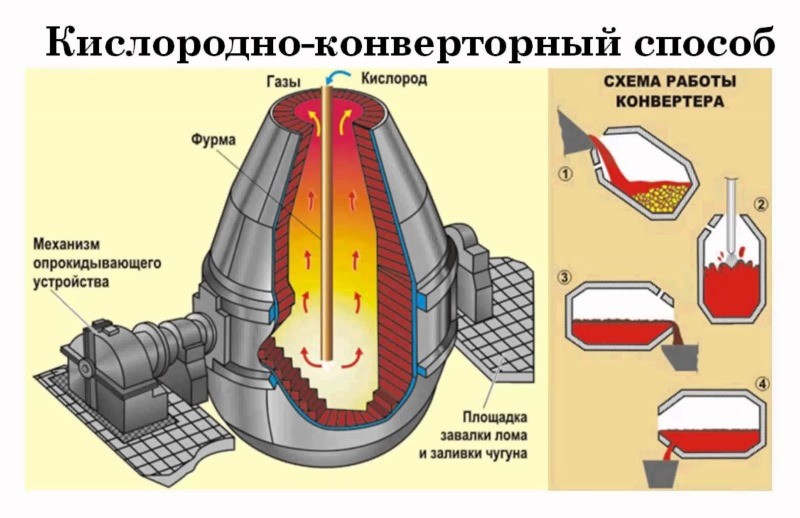
- Выполняется заливка чугуна в конвертор через горловину. Важным моментом назовем то, что в подобном положении устройство должно находится в горизонтальном положении, так как есть вероятность заливки сопла металлом. Сопла необходимы для того, чтобы продувать шихту. Именно окисление примесей и их вывод в качестве шлаков позволяет получать сталь повышенного качества.
- Следующий этап заключается в пуске дутья и переворачивании конвертора в вертикальное положение.
- Для того чтобы обеспечить окисление вредных примесей и излишков углерода проводится продувка металла воздухом. На данном этапе происходит образование шлака, с которым и уходят ненужные химические вещества.
- После достаточно длительного периода продувки конвертор снова переворачивается в горизонтальное положение, прекращается продувка расплавленного металла.
- Выполняется слив расплавленного металла в ковш и его раскисление путем добавления специальных веществ.
На момент начала продувки состава происходит активное окисление марганца и кремния. На первоначальной стадии углерод практически не окисляется. Это связано с тем, что данный компонент реагирует исключительно на воздействие высоких температур. Кроме этого, на процесс окисления примесей оказывает влияние термодинамические факторы, которые определяют активность переноса кислорода к местам протекания бессемеровского процесса.
Рассматривая данную технологию отметим нижеприведенные моменты:
- На первом этапе происходит образование большого количества различных шлаков, который в составе имеет высокую концентрацию кремнезема. Временной интервал протекания первого этапа составляет 2-5 минут.
- На втором этапе бессемеровского процесса производства обеспечиваются наиболее благоприятные условия для окисления углерода. Примером можно назвать повышение рабочей температуры примерно до 2000 градусов Цельсия. Протяженность данного этапа составляет примерной 13 минут. В конце этого этапа температура понижается примерно до отметки 1600 градусов Цельсия.
- Добиться высокого качества стали можно различными методами бессемерования. Все зависит от особенностей состава применяемого лома, концентрации крема в составе.
- Для того чтобы исключить вероятность возникновения процесса передувки металла активная подача воздуха прекращается уже на втором этапе.
- Только на третьем этапе можно отметить активное окисление железа, что становится причиной выделения бурого дыма. Данный этап начинается на тот момент, когда концентрация углерода меньше 0,1%.
Как ранее было отмечено, бессемеровский метод изготовления стали получил большое распространение по причине высокой производительности. В литейных цехах довольно часто устанавливается оборудование, которое имеет садку около 35 тонн.
Бессемеровский метод выплавки стали
Сегодня бессемеровский метод производства стали практически не применяется, что связано с низким качеством получаемого металла и его достаточно высокой стоимостью.
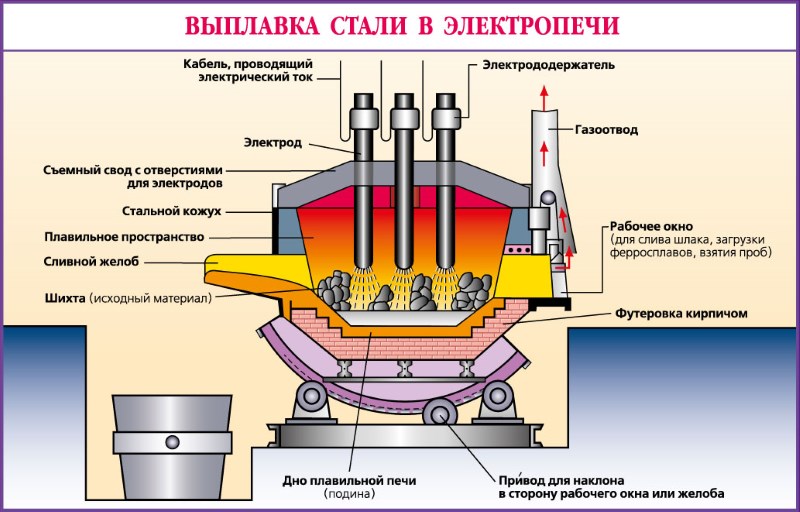
Дуговая плавильная печь
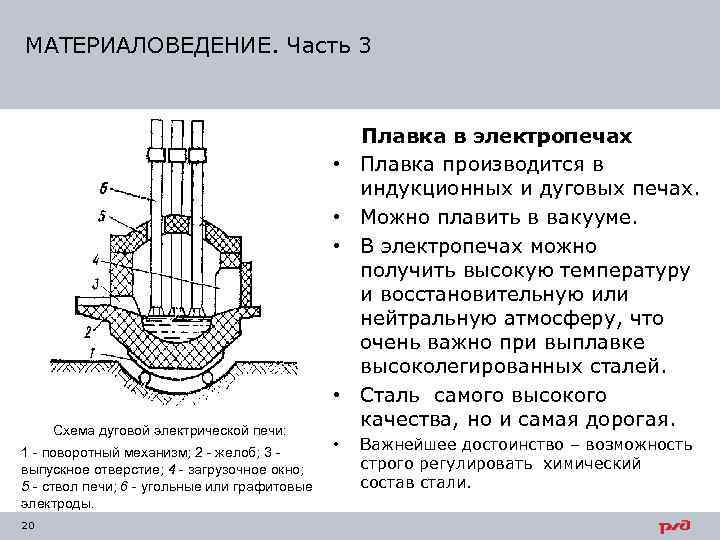
Дуговая электропечь состоит из рабочего пространства с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты (рисунок 24). Плавку стали ведут в рабочем пространстве печи, ограниченным куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Она может быть основной (магнезитовой, магнезитохромитовой) или кислой (динасовой). В съемном своде расположены три цилиндрических электрода из графитизированной массы, которые с помощью специальных механизмов могут перемещаться вверх или вниз, автоматически регулируя длину дуги. Печь питается трехфазным переменным током.
Шихтовые материалы загружают на под печи сверху в открываемое рабочее пространство. После их расплавления в печи образуется слой металла и шлака. Плавление и нагрев шихты осуществляется за счет тепла электрических дуг, возникающих между электродами и жидким металлом или металлической шихтой.
Для управления ходом плавки в печи имеются рабочее окно и отверстие для выпуска по желобу готовой стали (летка). С помощью поворотного механизма печь может наклоняться в сторону сталевыпускного отверстия или рабочего окна. Вместимость дуговых печей может составлять 0,5 – 400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.В основной дуговой печи можно осуществить плавку двух видов:
- без окисления примесей методом переплава шихты из легированных отходов;
- с окислением примесей на углеродистой шихте.
Плавка без окисления примесей
Шихта для такой плавки должна иметь низкое содержание фосфора и меньше, чем в выплавляемой стали, марганца и кремния. Производят нагрев и расплавление шихты. По сути это переплав. Однако в процессе плавки часть примесей окисляются (алюминий, титан, кремний, марганец).
После расплавления шихты из металла удаляют серу, наводя основной шлак. При необходимости науглероживают и доводят металл до заданного химического состава. Затем проводят диффузионное раскисление, подавая на шлак мелкораздробленный ферросилиций, алюминий, молотый кокс. Плавкой без окисления примесей выплавляют стали из отходов машиностроительных заводов.




Плавка с окислением примесей
Плавку применяют для производства конструкционных сталей и ведут на углеродистой шихте. В печь загружают шихту, состоящую из стального лома (~90%), чушкового передельного чугуна (до 10%), электродного боя или кокса для науглероживания металла и известь (2-3%) . Затем опускают электроды, включают ток и начинают плавку. Шихта под действием тепла дуги плавится, металл накапливается на подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты окисляются железо, кремний, фосфор, марганец и частично углерод. Оксид кальция и оксиды железа образуют основной железистый шлак, способствующий удалению фосфора из металла.
После прогрева металла и шлака до температуры 1500 – 1550 °С в печь загружают руду и известь и проводят период кипения. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют из печи шлак. Затем проводят удаление серы и раскисление металла, доведение химического состава до заданного. Раскисление проводят осаждением и диффузионным методом. После удаления железистого шлака в печь подают раскислители (силикокальций, силикомарганец) для осаждающего раскисления. Затем в печь загружают известь, плавиковый шпат, шамотный бой для получения высокоосновного шлака. После расплавления флюсов и образования высокоосновного шлака на его поверхность вводят раскислительную смесь для диффузионного раскисления (известь, ферросилиций, плавиковый шпат, молотый кокс). Углерод кокса и кремний ферросилиция восстанавливают оксид железа в шлаке и содержание его в шлаке снижается.
В этот период создаются условия для удаления из металла серы, что объясняется высоким содержанием СаО в шлаке (около 60%), низким содержанием FeO (менее 0,5 %) и высокой температурой металла. Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла. Затем выполняют конечное раскисление стали и выпускают из печи в ковш.В дуговых печах выплавляют высококачественные углеродистые стали. Это конструкционные, инструментальные, жаропрочные и жаростойкие стали.
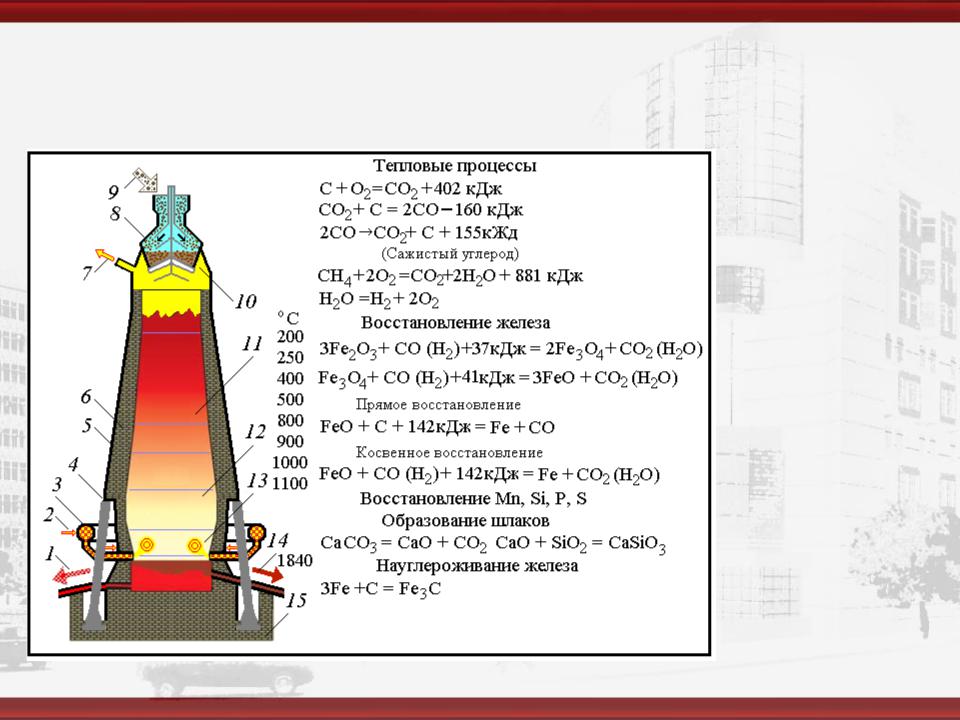
Восстановление других элементов
Mn, кремний, сера и фосфор попадают в доменную печь вместе с шихтой в виде различных химических соединений. Высшие оксиды марганца восстанавливаются до MnO примерно по тому же принципу, что и железо: MnO2 — Mn2O3 — Mn3O4 — MnO. Чистый марганец выделяется так: MnO + C = Mn + CO — Q. Кремний попадает в печь в виде кремнезема SiO2. Восстановление его происходит по реакции SiO2 + 2C = Si + 2CO — Q.

Фосфор восстанавливается водородом, твердым углеродом и CO и, к сожалению, переходит в чугун практически полностью. Этот элемент ухудшает доменный сплав железа. Позволяет получить чугун хорошего качества присутствующий в шихте кремнезем, а также высшие оксиды марганца. Mn в некоторых случаях добавляется в домну специально. При этом получается особый вид чугуна — марганцевый.
Выплавка быстрорежущей стали
Высокая твердость инструментальной стали достигается увеличением в ней содержания углерода и соответствующей термообработкой. Поэтому все инструментальные стали, в том числе и быстрорежущие, являются высокоуглеродистыми. Содержание серы и фосфора >0,03% повышает хрупкость стали. Марганец и никель увеличивают количество остаточного аустенита и затрудняют термообработку стали. Поэтому содержание этих элементов в быстрорежущей стали допускается только по 0,4%.
Неравномерное распределение карбидов в стали вызывает неравномерную твердость. Надежным способом уменьшения карбидной неоднородности слитков является уменьшение массы, поэтому быстрорежущую сталь разливают в слитки относительно небольшой массы (200—750 кг) и выплавляют преимущественно в 5—10-т дуговых электропечах.
Плавку ведут методом переплава легированных отходов либо с продувкой кислородом, либо без окисления. Необходимо иметь в виду, что молибден и вольфрам в быстрорежущей стали в некоторой степени взаимозаменяемы на основании следующего соотношения: 1 % Mo заменяет 2% W. Содержание молибдена в стали Р18М предусматривается до 1 %, а в стали Р9М — 0,6%.
При переплаве легированных отходов с продувкой кислородом шихту составляют из отходов выплавляемой стали или других отходов, подходящих по химическому составу (≤80%), расчетного количества ферровольфрама и мягкого железа. В шихту можно вводить отходы хромоникелевых сталей Х13Ю и др. При выплавке молибденсодержащей быстрорежущей стали в завалку можно давать отходы таких конструкционных сталей, как 38ХМЮА и др.
Мягкое железо и ферровольфрам подбирают с минимальным содержанием фосфора. При отсутствии легированных отходов шихту составляют из чистых по фосфору углеродистых отходов, ферровольфрама и феррохрома. Ферровольфрам при загрузке дают поверх остальной шихты в центр, что обеспечивает его более быстрое расплавление, феррохром загружают ближе к стенкам.
Перед завалкой металлической шихты на подину загружают шлаковую смесь в количестве 1—1,5% из извести, шамота и плавикового шпата. Плавление ведут при максимальной мощности трансформатора. По расплавлении основной массы шихты начинают продувку кислородом. Для ускорения плавления тугоплавкой вольфрамсодержащей шихты перед продувкой желательно иметь в ванне ~0,6% Si. Продувку газообразным кислородом ведут до полного расплавления всей шихты и окисления излишнего углерода. После продувки ванну тщательно перемешивают, отбирают пробу металла на химический анализ и приступают к раскислению. Для максимального использования легирующих элементов шихты окислительный шлак не спускают.
Началом периода рафинирования ванны можно считать момент присадки первой порции раскислительной смеси из кокса и молотого ферросилиция. В начале рафинирования для получения шлака нормальной консистенции присаживают соответствующее количество извести. После получения анализа на содержание углерода в первой пробе по расплавлении присаживают расчетное количество феррохрома.
Рафинирование проводят без скачивания шлака, чтобы уменьшить потери легирующих элементов. Скачивание шлака возможно только в случае неудовлетворительной основности, получения магнезиального шлака или при необходимости науглероживания металла. Рафинирование проводят под белым или карбидным шлаком, но перед выпуском карбидный шлак обязательно переводят в белый. Легирование металла ванадием и корректирование по содержанию вольфрама проводится не позднее, чем за 15—20 мин до выпуска. За 2—3 мин до выпуска металл раскисляют кусковым алюминием в количестве 0,3 кг/т. Металл выпускают вместе со шлаком. Продолжительность рафинирования составляет 1 ч 30 мин — 2 ч. Температура металла в ковше при разливке сифоном по слиткам массой 500—750 кг должна быть 1550—1590° С.
При переплаве легированных отходов без окисления шихту составляют так же, как и при выплавке с окислением кислородом. В конце расплавления металл энергично перемешивают для ускорения расплавления ферровольфрама. После полного расплавления шихты начинают раскисление шлака. В остальном процесс ведут, как и при переплаве легированных отходов с окислением кислородом.
Поскольку продолжительность расплавления тугоплавких вольфрамсодержащих отходов и ферровольфрама без продувки ванны кислородом заметно возрастает, плавки без окисления в настоящее время проводят только в случае отсутствия или недостатка кислорода.
Технология выплавки углеродистой стали
Углеродистую сталь в дуговых электропечах выплавляют как одно-, так и двушлаковым процессом. Выплавка с двумя шлаками проводится на свежей шихте с окислением и диффузионным раскислением металла в печи под белым, слабокарбидным или известково-глиноземистым шлаком. Выше выплавку стали на свежей шихте рассматривали преимущественно применительно к углеродистой стали. Поэтому ниже отмечены лишь основные моменты выплавки рассматриваемой стали на свежей шихте с двумя шлаками.
Шихта состоит на 85—90% из железистого лома, скрапа, обрези прокатных цехов и на 10—15% из передельного чугуна. В качестве науглероживателя используют также кокс или электродный бой.
Шихту рассчитывают таким образом, чтобы содержание углерода но расплавлении было на 0,3—0,4% выше нижнего предела для стали данной марки. Плавление ведут форсированно с использованием кислородной или газокислородной продувки. Конец расплавления устанавливают по состоянию ванны (отсутствие местного интенсивного кипения), прощупыванием шомполами и по температуре металла, которая должна быть ≥1550° С. Окислительный период заканчивается при содержании углерода в металле, равном нижнему пределу для данной марки стали или еще на 0,03—0,05% ниже, и при содержании фосфора ≤0,015%. Температура металла в конце окисления ванны должна быть ≥1610° С. После окончания присадок железной руды или продувки кислородом производится 10-мин выдержка.
В случае, если восстановительный период проводят под белым шлаком, перед наведением рафинировочного шлака металл раскисляют ферромарганцем и кусковым ферросилицием или силикомарганцем из расчета введения 0,1% Si в металл и марганца на нижний предел. Продолжительность рафинирования под белым шлаком составляст ≥40 мин, под карбидным шлаком 1—1,5 ч. Окончательно металл раскисляют либо полностью алюминием па штангах за 3— 5 мин до выпуска, либо часть алюминия заменяют силикокальцием.
В восстановительный период желательно перемешивание металла при помощи установки электромагнитного перемешивания. Так, например, на 100-т электропечах Новолипецкого завода установки электромагнитного перемешивания включают в следующие моменты:
- в окислительный период до достижения металлом 1600° С при хорошем состоянии подины;
- при скачивании шлака;
- при раскислении металла;
- за 5 мин до взятия проб и замера температуры.
Такой режим работы установки электромагнитного перемешивания не влияет на стойкость подины и откосов электропечи.
В практике отечественных и особенно зарубежных заводов широко применяется выплавка углеродистой стали в электропечах одношлаковым процессом на свежей шихте с окислением.
Доля углеродистой стали в сортаменте дуговых электропечей возрастает. При определенных условиях (относительно дешевой электроэнергии и металлического лома) электропечи становятся конкурентоспособными е мартеновскими печами по выплавке углеродистой стали. На отечественных заводах в связи с большим числом действующих мартеновских печей углеродистую сталь выплавляют преимущественно в этих печах, а электропечи предназначены для выплавки более сложного сортамента.



Производство стали в двухванных сталеплавильных агрегатах.
Двухванные сталеплавильные агрегаты имеют две ванны, соединенные каналом для перехода из одной ванны в другую (рисунок 23). Принцип работы двухванной печи следующий. Когда в одной ванне после заливки чугуна ведут продувку металла кислородом, в другой производят завалку и подогревают твердую шихту отходящими из первой ванны газами. После выпуска металла из первой ванны проводят завалку шихты. Одновременно начинается продувка второй ванны кислородом. Топливо в двухванные агрегаты подается через топливно-кислородные горелки, установленные в своде и торцах печи. Если в шихте содержится жидкого чугуна больше 65%, то двухванная печь может работать без расхода топлива, так как количество физического тепла и тепла выделяющегося при окислении примесей чугуна, а также окисления СO до CO2 увеличивается. В этом случае двухванная печь становится аналогичной кислородному конвертеру.
Качество металла, производимого в двухванных агрегатах не отличается от качества мартеновской или кислородно-конвертерной стали. Технико-экономические показатели процесса в двухванных сталеплавильных агрегатах характеризуются:
- высокой производительностью;
- низким удельным расходом топлива и огнеупоров.
К основным недостаткам процесса, ограничивающим его широкое распространение, относятся:
- более высокий расход жидкого чугуна по сравнению с мартеновским скрап-рудным процессом;
- более высокий угар железа;
- ограниченность сортамента выплавляемого металла.
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.





