

Химические препараты для работы
В связи с тем, что жало паяльника чистое и сухое, а технология паяния предусматривает флюсы, необходим набор химических препаратов. Для качественной работы рекомендуется следующий перечень флюсов:
- Канифоль — универсальное и популярное вещество, без которого ни один паяльщик не приступит к работе. Применение обязательное. Продаётся в сухом виде.
- Флюс ЛТИ-120 химически активное вещество, в состав которого входит ортофосфорная кислота для снятия окислов с металла. Принцип действия как у обычной канифоли. Применяется для работы с окислившимся металлом. Смывать после завершения процесса не требуется.
- Флюс Ф-38М — это активное кислотное вещество, которое необходимо смывать после работы. Применяется для пайки нихрома, алюминия, нержавеющей стали. Отмывается обезжиренным бензином.
- Паяльная кислота, более дешёвый вариант флюса Ф-38М. Применяется в исключительных случаях, так как имеет свойство разъедать металл. Помогает при пайке нержавейки, бронзы, никеля, нихрома.
- Глицерин — маслянистая жидкость, окислительными свойствами не обладает, безопасна, не приносит вреда изделиям. Смывается обычной водой.
- Самодельный флюс — на 200 грамм изобутилового спирта добавляется 200 грамм этилового, водка не подходит, так как содержит воду. В смесь спиртов добавляется 50 грамм глицерина и 100 грамм канифоли. Получается концентрированный раствор, обладающий неактивными свойствами, смывается водой.
- Флюс индикаторный ТТ. Плотность геля. Имеет пастообразную структуру, не течёт, не требует отмывки. На маркировке рекомендация производителя: не смывать, предохраняет контакты от окисления.
Область применения
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.

Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости. Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки. Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение. Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя. То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения. Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные. Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии. Яркими представителями этого класса является хорошо известные воск и канифоль.
Про состав припоя
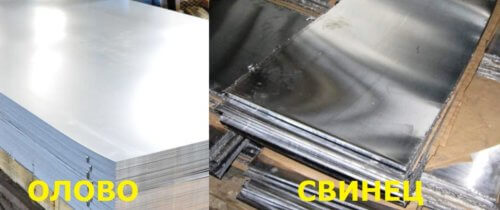
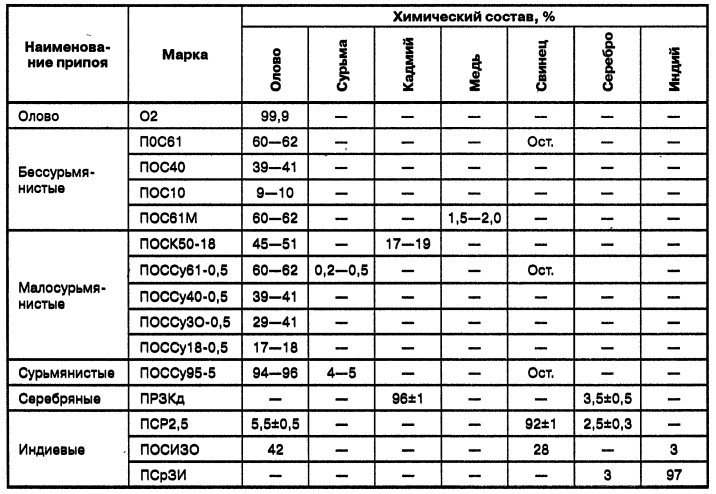
Название припоя оловянно-свинцовой группы говорит о содержании в нем олова. Например ПОС-40 содержит 40 % олова, а ПОС-61 — почти 61 % олова. Остальная часть состоит из свинца и дополнительных примесей. По внешнему виду можно на глаз прикинуть состав . Если припой ПОС более матовый и темный, то он больше содержит свинца. Если более светлый и блестящий — то больше олова. Лучше всего это познается в сравнении. Как выглядит лист олова и лист свинца смотрите на фото.
Прочность припоя зависит не только от легирования сплава, но и от паяемого металла. Например, для пайки меди или цинка в припой ПОС добавляют несколько процентов меди или цинка соответственно. Это снижает химическую эрозию металла и увеличивает поверхностную прочность соединения.
Легирование припоя
Для улучшения эксплуатационных характеристик применяют легирование припоя следующими веществами:
- Адгезию припоя улучшает добавка из меди, кадмия, сурьмы, алюминия, серебра и цинка;
- Пластичность припоя и стойкость к термоциклированию улучшается добавкой индия, серебра, марганца, висмута, лития;
- Прочность припоям добавляют никель, кобальт, цинк, кремний, бор, железо;
- Коррозионную стойкость припоя увеличивает никель и медь;
- Жаропрочность повышает кремний, цирконий, вольфрам, ванадий, кобальт, ниобий, гафний.
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.
Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.

Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности. Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов
Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.


Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
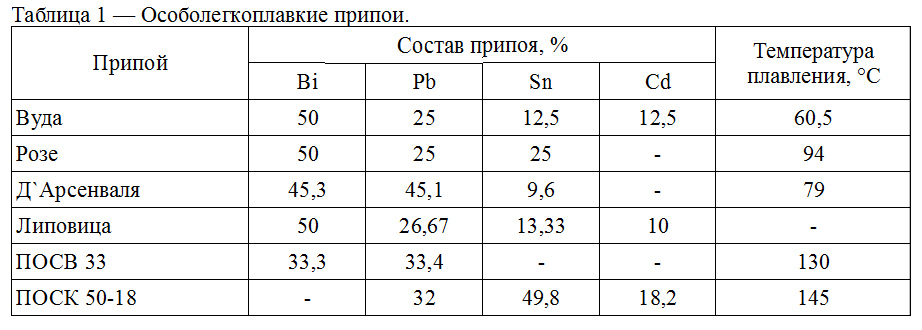
Бессвинцовые припои
Так как свинец токсичен (способен вызвать отравление), в некоторых странах значительно ограничивают его применение. По этой причине стали разрабатывать бессвинцовые припои. Их делают на основе олова, к которому добавляют серебро, медь, висмут, цинк, золото, индий. По перечню компонентов можно понять, что дешевыми сплавы не будут. Мало того, они не очень удобны в работе. Они безопасны, но плавятся с трудом. Именно этим и не нравятся — слишком сильно надо разогревать паяльник.
Демонтаж элементов, припаянных бессвинцовыми составами, нелегкое занятие. Надо не перегреть, но и недогреть не получается. Процесс идет быстрее и проще, если взять каплю припоя со свинцом и «разбавить» места пайки.
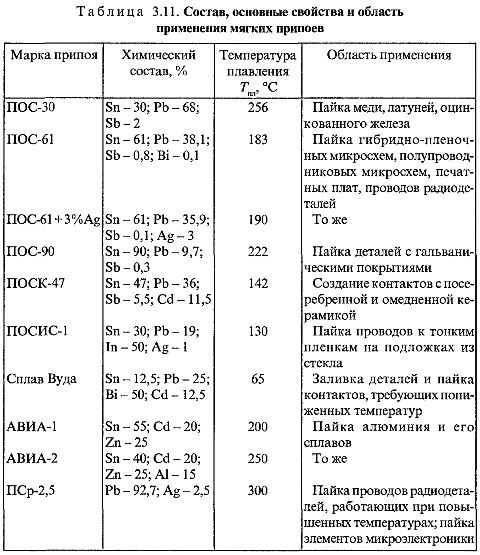
«Серебряный припой» Audio Note Silver Solder — бессвинцовый. Содержит 91% олова, 6% серебра, 2% меди и 1% сурьмы
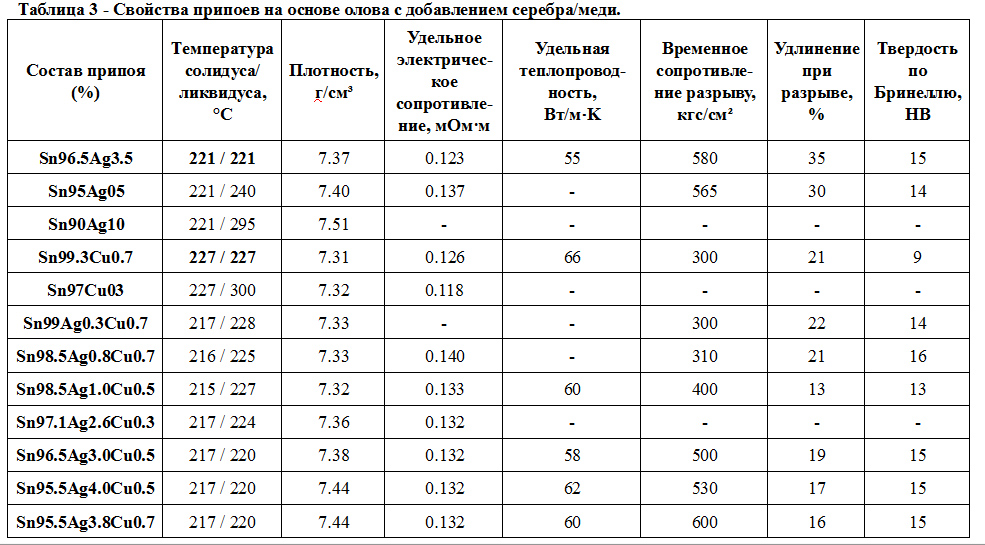
Практичны следующие составы на основе олова и серебра:
- с медью Sn96,5Ag3Cu0,5 и Sn96,5Ag3,5 — плавятся при 221°C;
- Sn96,7Ag2Cu0,8Sb0,5 — 216-222°С;
- Sn95,5Ag3,8Cu0,7 — 217°C;
олово+серебро Sn98Ag2 — 221-226°C.
с висмутом
- Sn90,5Ag2Bi7,5 — 207-212°C;
Sn93,5Ag3,5Bi3 — 206-213°C;
с цинком Sn89Bi3Zn8 — 189-199°C.
Часто наносится соответствующая криптограмма
Бессвинцовый припой индий+висмут и состав на основе олова с теми же добавками — более легкоплавкие из этой группы. Но цена на них не ниже, чем с серебром, так как металлы редкие.
- Bi67In33 — 107-112°C;
- Sn70Bi20In10 — 143-193°C.
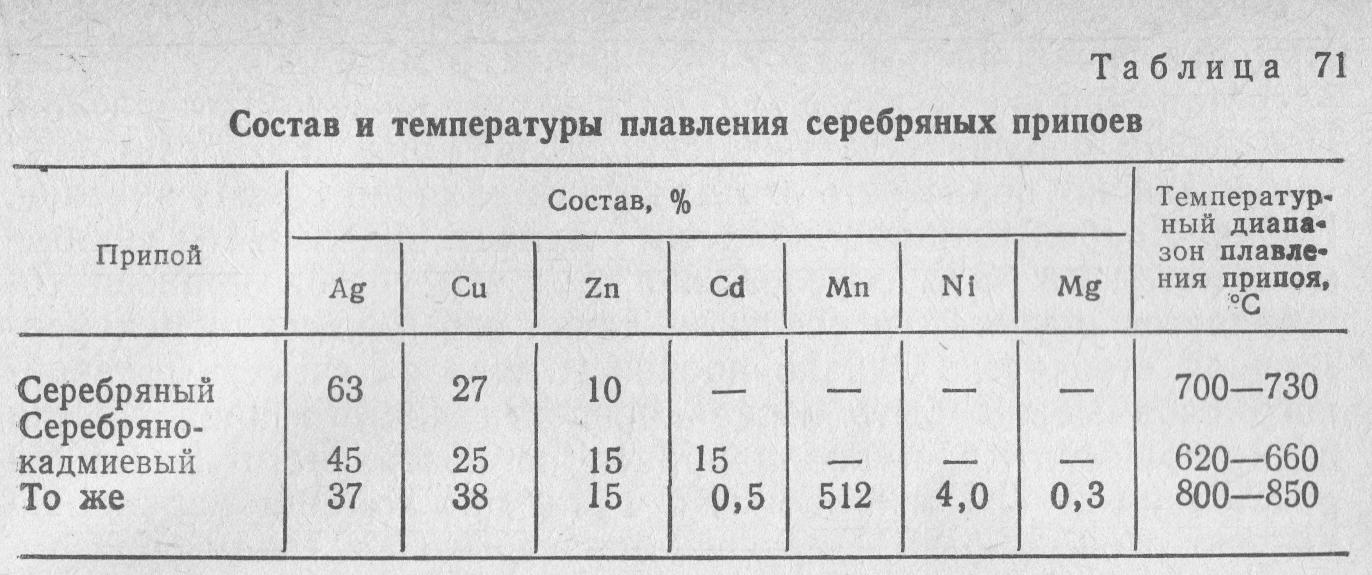
При использовании припоев с серебром, пайка получается более прочной. Эти составы хороши там, где может быть высокая механическая нагрузка. Как известно, серебро хорошо проводит электрический ток. И составы с высоким его содержанием также отличаются повышенной электропроводимостью. Так что применяют серебряный припой при пайке средств связи.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.

Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
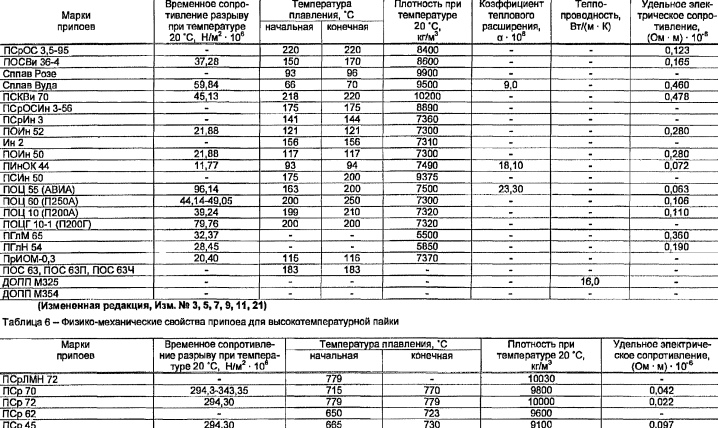
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав припоев должен соответствовать требованиям таблицы.
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц. Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
| Химический состав, % | ||||||
| Марка припоя | Код ОКП | Основные компоненты | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Остальное то же |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | |
| ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | |
| ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | |
| ПОС30 | 17 2321 1100 09 | 29-31 | — | — | — | |
| ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | |
| ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | — | — | — | Остальное то же |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | — | |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | — | |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | 0,05-0,5 | — | — | |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | — | |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | — | |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | — | |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Ост. | 4,0-5,0 | — | — | — |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Остально то же |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | |
| ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | |
| ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-0,1 | — | — | |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — |
| Массовая доля, % | ||||||||||
| Марка припоя | Примесей, не более | |||||||||
| Бессурьмянистые | ||||||||||
| Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Аллюминий | Свинец | |
| ПОС 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОС 63 | 0,05 | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОС 40 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОС 30 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОС 10 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОС 61М | 0,20 | — | 0,2 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОСК 50-18 | 0,20 | 0,08 | 0,2 | 0,03 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОСК 2-18 | 0,05 | 0,05 | 0,2 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| Малосурьмянистые | ||||||||||
| ПОССу 61-0.5 | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 50-0,5 | — | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 40-0,5 | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 35-0,5 | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 30-05 | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 25-0,5 | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 18-0,5 | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — |
| Сурьмянистые | ||||||||||
| ПОСу 95-5 | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 |
| ПОССу 40-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 35-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 30-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 25-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 18-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 15-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 10-2 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 8-3 | — | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 5-1 | — | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 4-6 | — | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
| ПОССу 4-4 | — | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | — |
Примечания:
- По требованию потребителя массовая доля мышьяка в бессурьмянистых пирпоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.
- В сурьмянистых припоях марок ПОССу 40-2, ПОССу 30-2 и ПОССу 18-2, применяемых в автомобилестроении, допускается массовая доля меди до 0,1% и мышьяка — до 0,05%. 3. Содержание примесей железа, серы, никеля, цинка, аллюминия обеспечивается технологией изготовителя.
2.3. Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин. (Измененная редакция, Изм. № 2)
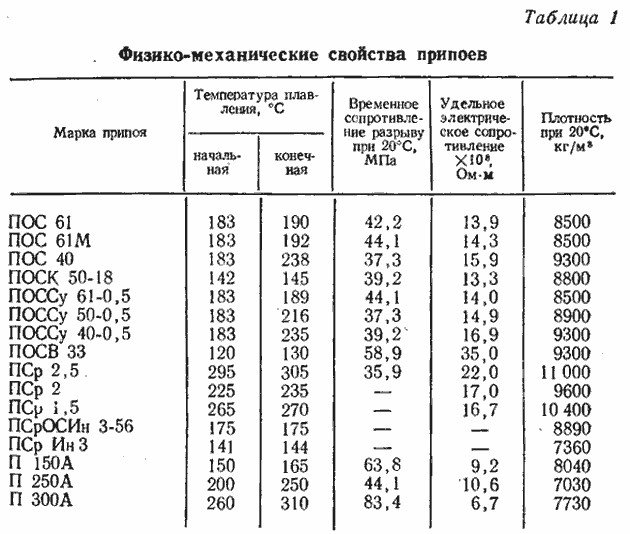
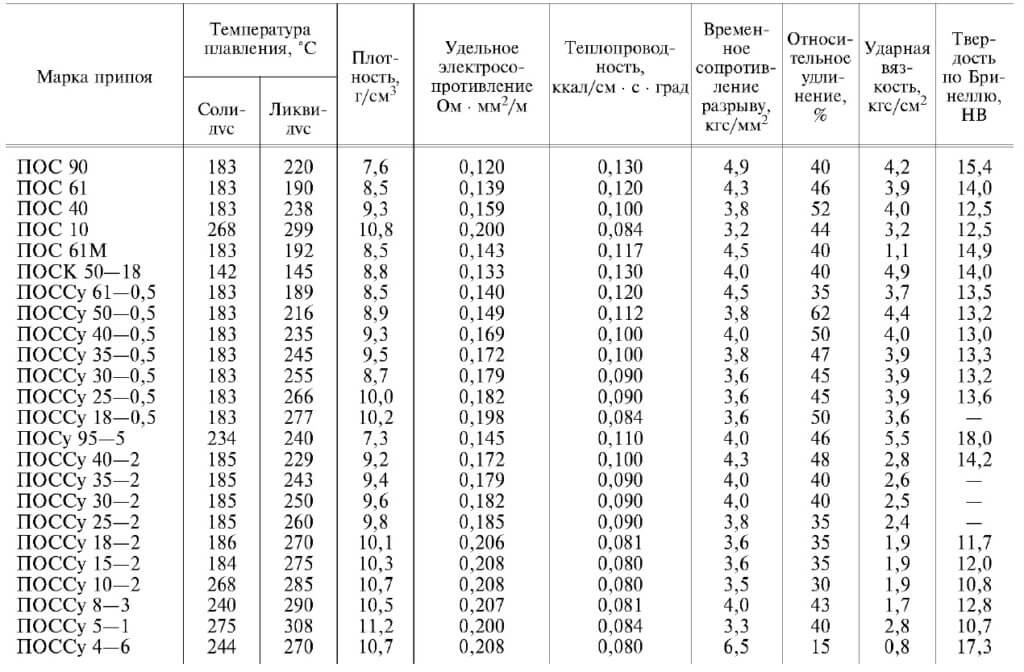
. 2.4. Физико-механические свойства припоев приведены в приложении 1. 2.5. Области преимущественного применения припоев приведены в приложении 2.Разд. 2а (Исключен, Изм. № 3) .
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.

Больше половины олова
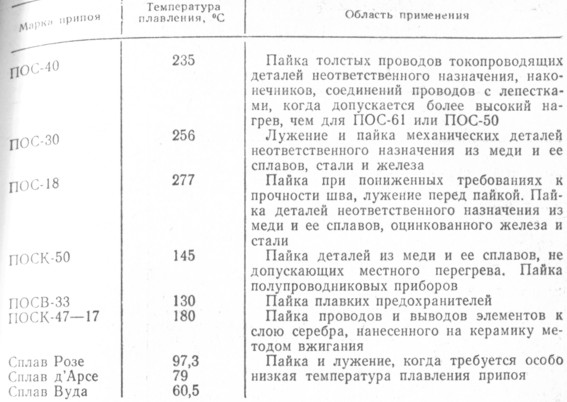
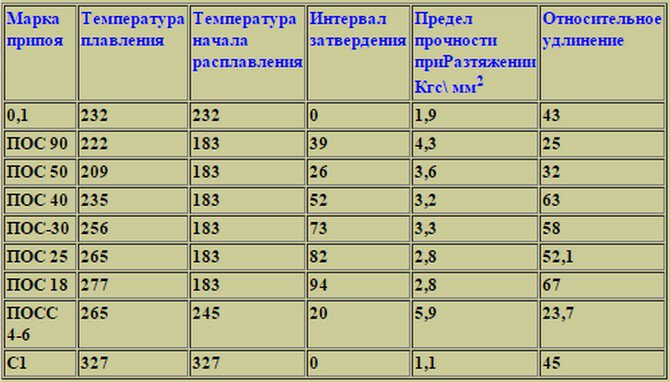
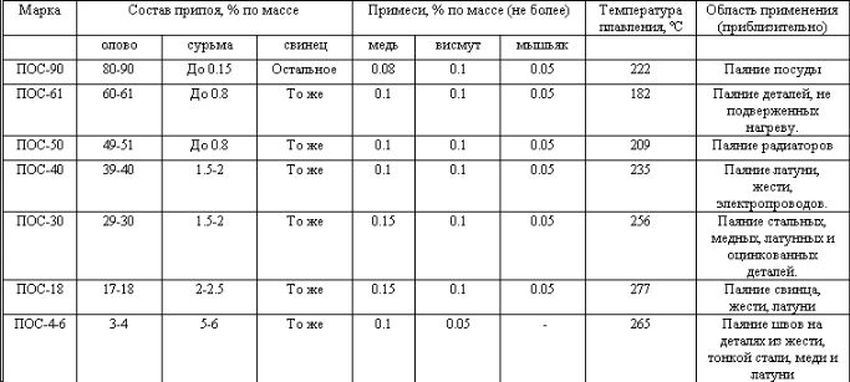
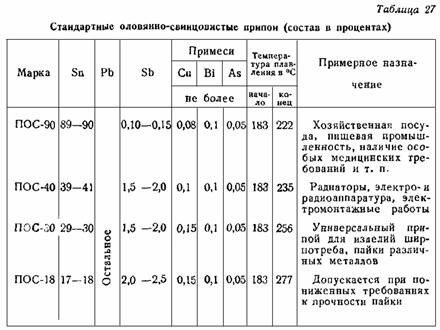
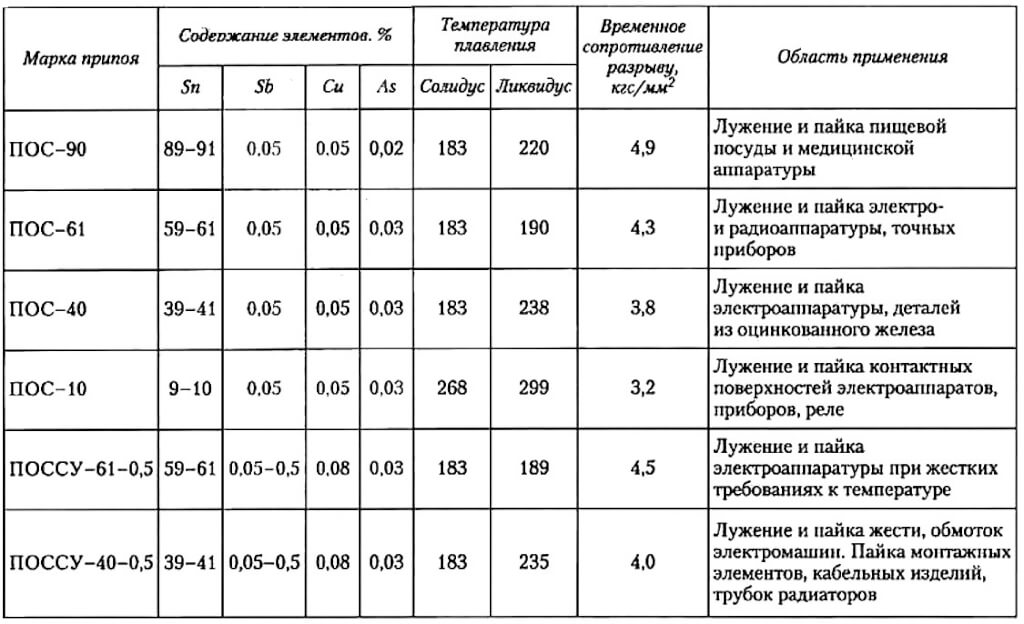
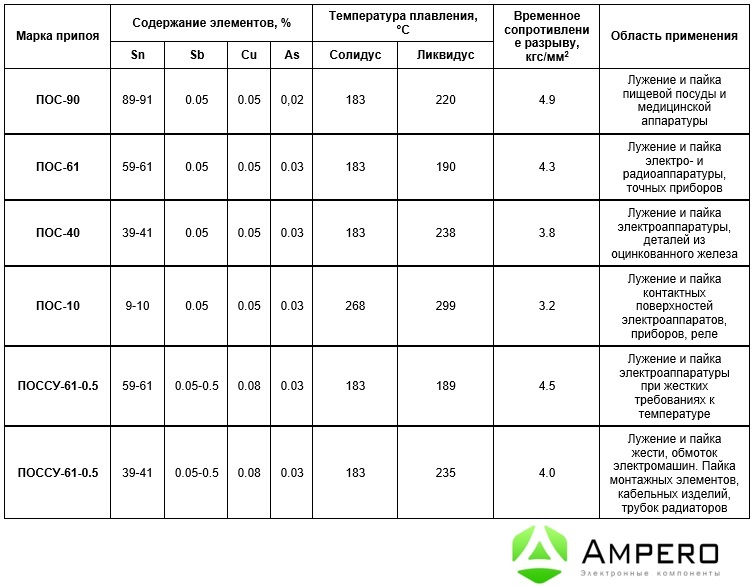
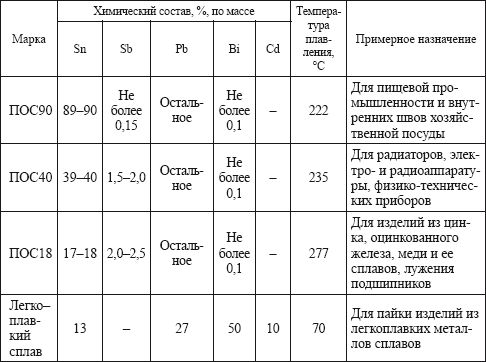
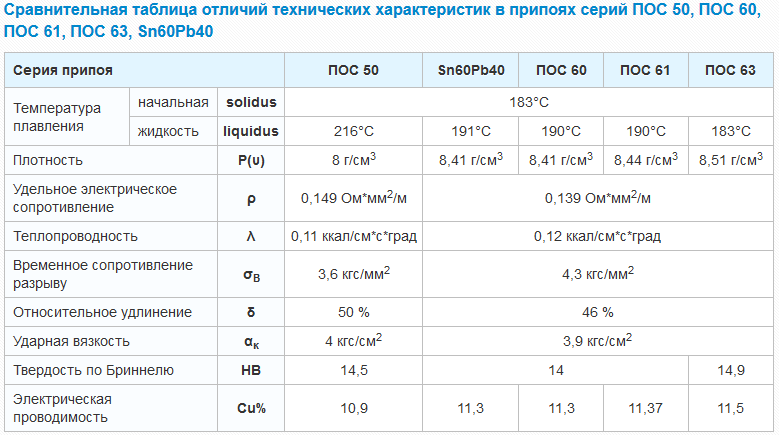
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
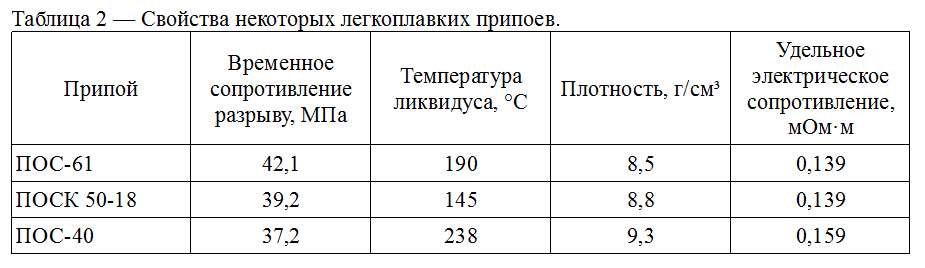
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.
Меньше половины олова
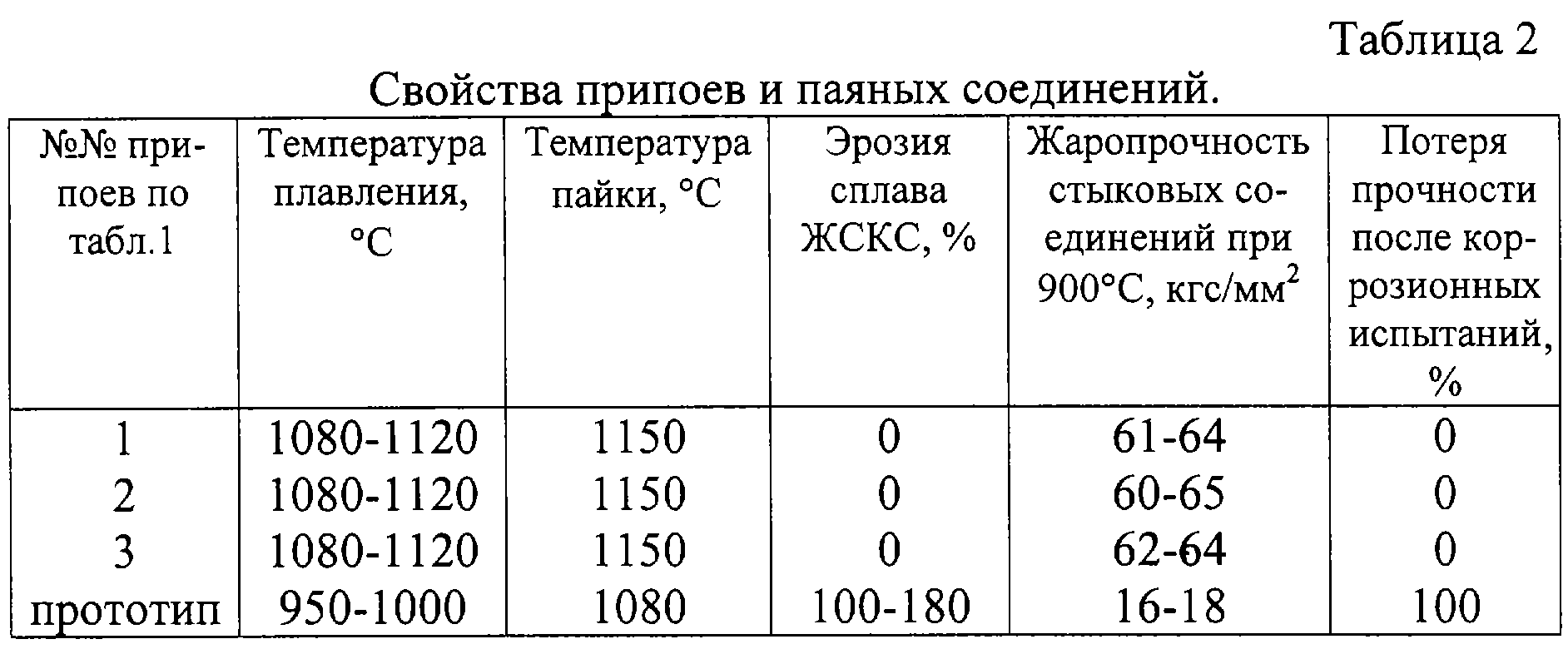
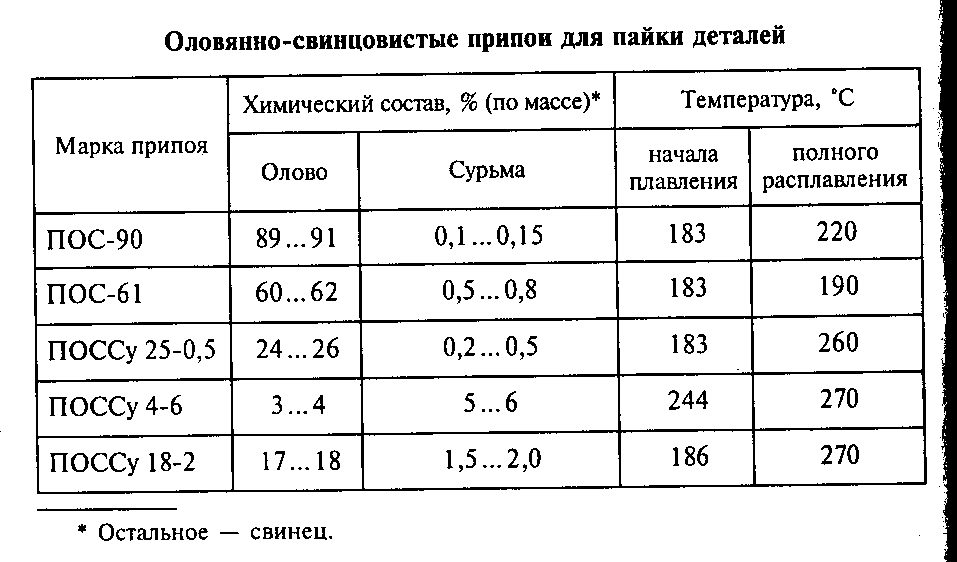
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах. Сплав предназначен для работы с проводами, деталями из разных металлов
Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
Формы выпуска
В зависимости от сферы применения, припой марки ПОС может иметь различные формы выпуска. Так, к примеру, для лужения обширных площадок удобнее всего применять его в виде плоской ленты. Для пайки различных конструкций выпускаются специальные свинцово-оловянные прутки. Ими удобно паять как при помощи паяльника, так и с помощью газовой горелки. В радиоэлектронике в качестве флюса, применяемого в процессе пайки, используется канифоль, для этого выпускается припой в виде трубки, наполненной канифолью. Это добавляет удобства во время монтажа радиодеталей так, как не требует нанесения дополнительного флюса.
Припой ПОС60 в виде флюс-пасты
Иногда можно встретить ПОС-61 в виде паяльной пасты. Она состоит из порошка сплава и флюса и применяется при поверхностном монтаже электронных компонентов с помощью паяльного фена. Редко применяется в домашних условиях (и только отдельными мастерами) ввиду необходимости наличия специального оборудования.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Больше половины олова
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.
Меньше половины олова
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах. Сплав предназначен для работы с проводами, деталями из разных металлов
Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.



Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.





