

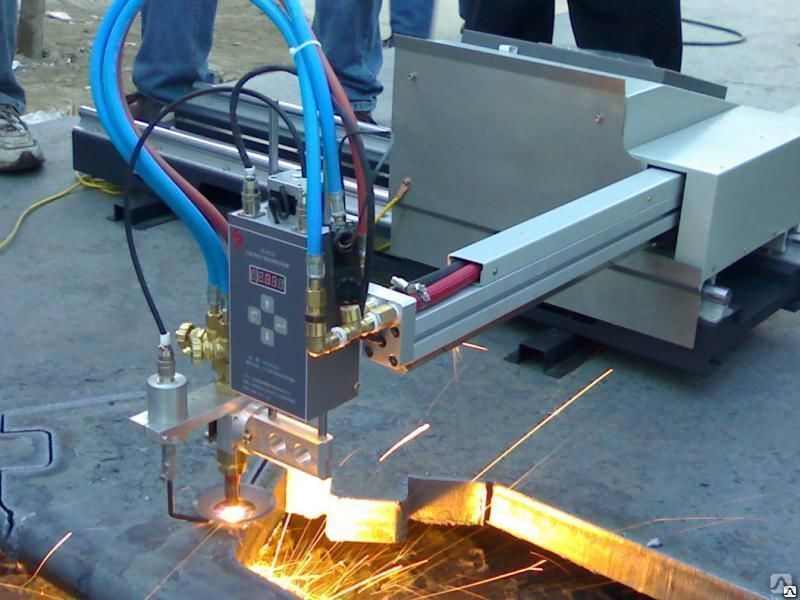
А если сделать плазменный станок самому
На станке с ЧПУ для плазменной резки металла можно сделать много полезных вещей. В нем заинтересованы небольшие мастерские по изготовлению металлических дверей. Но стоит это оборудование (особенно импортные варианты) – недёшево, поэтому некоторые домашние мастера стремятся его собрать самому из частей труб квадратных сечений.

Важно знать, что агрегат, несложный по конструкции, сделать без знаний и умений невозможно. Особенно сложно собрать сам плазмотрон
Но составляющие части аппарата и ЧПУ для управления станком реально приобрести отдельно в специализированных онлайн-магазинах.
Хотя возможны варианты электромагнитной и фотоэлектронной систем управления, но именно плазменные станки с ЧПУ способны обеспечить наиболее точную и быструю работу. Домашнему умельцу, заинтересованному в оборудовании, предстоит также собрать систему подачи газа, добиться высокой точности позиционирования, чтобы в полной мере пользоваться возможностями этого аппарата, предусмотренными его техническими характеристиками.
5 Принцип работы аппаратов для ручной плазменной резки
После того, как установка ручной плазменной резки собрана (произведены все подключения и соединения ее элементов), металлическую заготовку подсоединяют к аппарату (инвертору или трансформатору) предусмотренным для этого кабелем. Оборудование подключают к электросети, плазмотрон подносят к обрабатываемому материалу на расстояние до 40 мм и производят зажигание дежурной (инициирующей ионизацию) электрической дуги. Затем открывают подачу газа.

После получения плазменной струи, которая обладает высокой электропроводимостью, в момент ее соприкосновения с металлом образуется рабочая (режущая) электрическая дуга. Одновременно автоматически отключается дежурная. Рабочая дуга поддерживает непрерывность процесса ионизации подаваемого газа, образования плазменного потока. Если она по какой-то причине погаснет, то требуется прекратить подачу газа, заново включить плазменный аппарат и зажечь дежурную дугу, а после этого пустить газ.
Суть плазменной резки
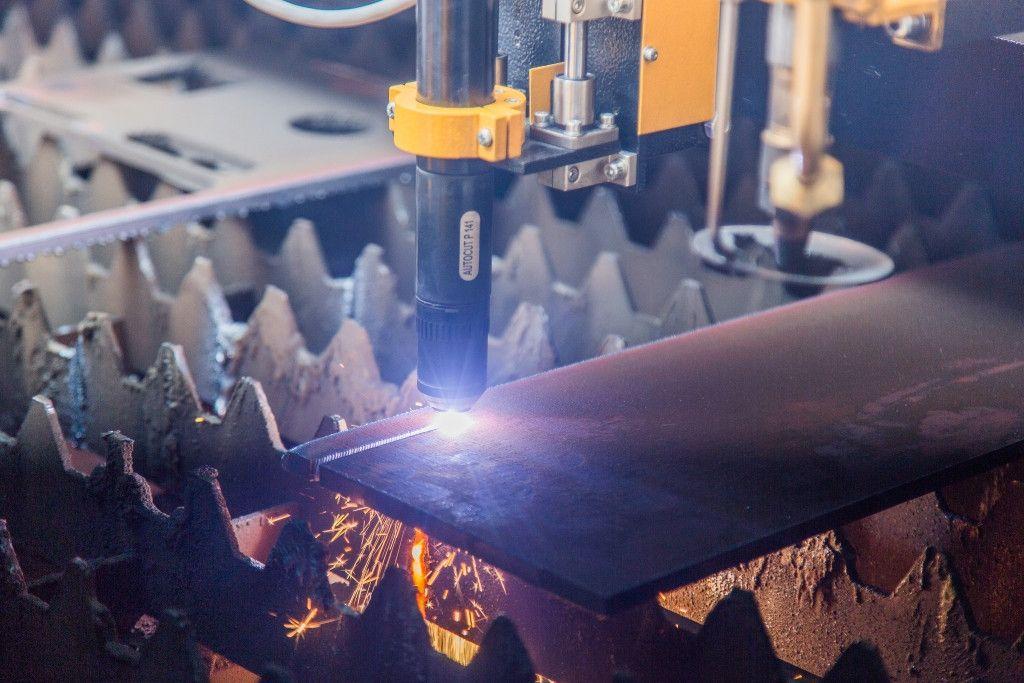
Плазменная резка предполагает локальный нагрев металла в зоне разделения и его дальнейшее плавление. Такой значительный нагрев обеспечивается за счет использования струи плазмы, формируют которую при помощи специального оборудования. Технология получения высокотемпературной плазменной струи выглядит следующим образом.
- Изначально формируется электрическая дуга, которая зажигается между электродом аппарата и его соплом либо между электродом и разрезаемым металлом. Температура такой дуги составляет 5000 градусов.
- После этого в сопло оборудования подается газ, который повышает температуру дуги уже до 20000 градусов.
- При взаимодействии с электрической дугой газ ионизируется, что и приводит к его преобразованию в струю плазмы, температура которой составляет уже 30000 градусов.
Полученная плазменная струя характеризуется ярким свечением, высокой электропроводностью и скоростью выхода из сопла оборудования (500–1500 м/с). Такая струя локально разогревает и расплавляет металл в зоне обработки, затем осуществляется его резка, что хорошо видно даже на видео такого процесса.
В специальных установках для получения плазменной струи могут использоваться различные газы. В их число входят:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон;
- пар, полученный при кипении воды.
Технология резки металла с использованием плазмы предполагает охлаждение сопла оборудования и удаление частичек расплавленного материала из зоны обработки. Обеспечивается выполнение этих требований за счет потока газа или жидкости, подаваемых в зону, где осуществляется резка. Характеристики плазменной струи, формируемой на специальном оборудовании, позволяют произвести с ее помощью резку деталей из металла, толщина которых доходит до 200 мм.
Устройство и принцип действия плазменной резки
Аппараты плазменной резки успешно используются на предприятиях различных отраслей промышленности. С их помощью успешно выполняется резка не только деталей из металла, но и изделий из пластика и натурального камня. Благодаря таким уникальным возможностям и своей универсальности, данное оборудование находит широкое применение на машиностроительных и судостроительных заводах, в рекламных и ремонтных предприятиях, в коммунальной сфере. Огромным преимуществом использования таких установок является еще и то, что они позволяют получать очень ровный, тонкий и точный рез, что является важным требованием во многих ситуациях.
Это интересно: Труборезы для полипропиленовых труб — роликовые, гильотинные, аккумуляторные
Как выбрать установку для резки металла?
Прежде чем покупать плазмотрон нужно подумать над рядом факторов, которые повлияют на работу с заготовками. К ним относятся:
- Толщина разрезаемых листов.
- Скорость проводимых работ. От этого будет зависеть производительность.
- Система управления.
- Наличие дополнительных функций.
- Мощность станка.
Толстые листы лучше разрезать на установках, которые оборудуются подачей азота. Длительные нагрузки лучше выдерживает оборудование, изготовленное из медных деталей. Аппараты для плазменной резки металла должны быть сделаны из качественных, износоустойчивых материалов.






![Ручная плазменная резка [аппараты, оборудование, видео]](https://domdetaley.ru/wp-content/uploads/f/f/a/ffad0994f9484ff1515827e6c12b5be7.jpeg)

Лучшие производители плазменного оборудования
Машины для плазменной резки металла нужно выбирать учитывая мировых производителей. Лидеры продаж — Hypertherm (Америка), Kjellberg (Германия). Продукция этих производителей имеет высокую производительность, точность проводимых работ, надёжность, износоустойчивость. Однако за оборудование придется заплатить не малые деньги
Многие мастера обращают внимание на китайских производителей, но такие модели имеют низкое качество
Стоимость
Резаки для плазменной резки относятся к дорогому оборудованию. Говоря о цене, их можно разделить на три группы:
- Простые модели — до 500 000 рублей.
- Промышленные станки — до 1 500 000 рублей.
- Профессиональные аппараты — до 5 000 000 рублей.
Цена зависит от мощности, функциональности и габаритов плазматронов.
Принцип действия плазменной резки
Плазменная резка – это разделительная обработка металла с помощью термического процесса. Роль режущего инструмента здесь играет струя низкотемпературной плазмы.
Принцип действия плазменного аппарата:
- Между разрезаемым металлом и электродом или соплом плазмотрона создается электрическая дуга с температурой в 5000С.
- В сопло под давлением поступает газ, за счет чего температура электрической дуги повышается до 20 000С.
- Газ ионизируется и преобразуется в высокотемпературный газ или низкотемпературную плазму.
- От нагретой дуги возрастает ионизация, и температура газовой струи повышается до 30 000С. Во время этого процесса поток плазмы обладает высокой теплопроводностью и ярко светится.
- Плазма со скоростью в 500–1500 м/с проистекает из сопла, попадает на подготовленный металл, разогревает его и плавит в месте разреза.
Более наглядно процесс резки металла с помощью плазмотрона можно посмотреть по видео.
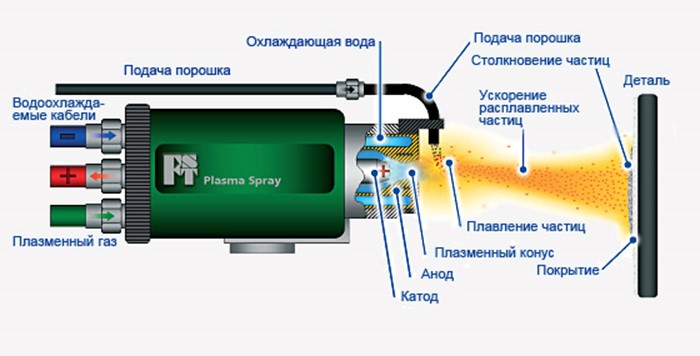
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.
Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.
Виды и принцип плазменных резаков
В основном выбор зависит от сферы использования – какие металлы предстоит разрезать, ширина заготовок, требования к срезу, теплопроводность материала и прочие параметры. Разновидности:
- Инструменты, которые работают в среде инертных газов, – они являются восстановителями.
- Дополняются окислительными парами и насыщены кислородом.
- Технологии, работающие на основании смесей.
- Работа происходит в среде газожидкостных веществ.
- Водная или магнитная стабилизация – редко используется.
Из вышеперечисленных приборов самой распространенной основой являются инертные газы, например, аргон, водород, азот, гелий. В зависимости от толщины металла используют аппараты на инверторе или трансформаторе. Также они различаются по наличию контакта между резаком и заготовкой или по бесконтактному способу.
Исходя из мощности и предназначения, есть бытовые устройства и промышленные. Первые работают от стандартной сети с напряжением в 220 В, а вторые подключаются к 380 В.








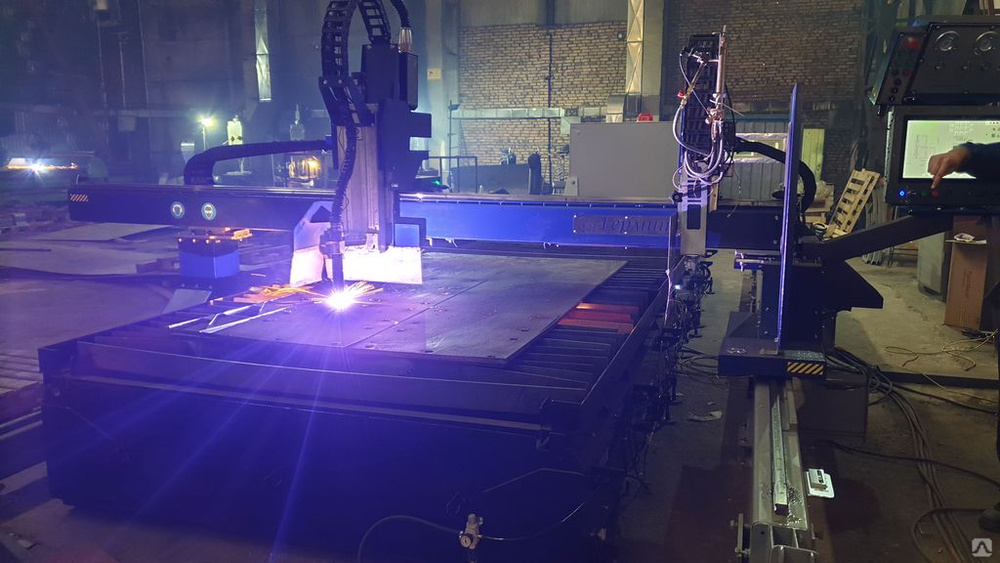
Особенности станка с ЧПУ для резки
Станки плазменной резки
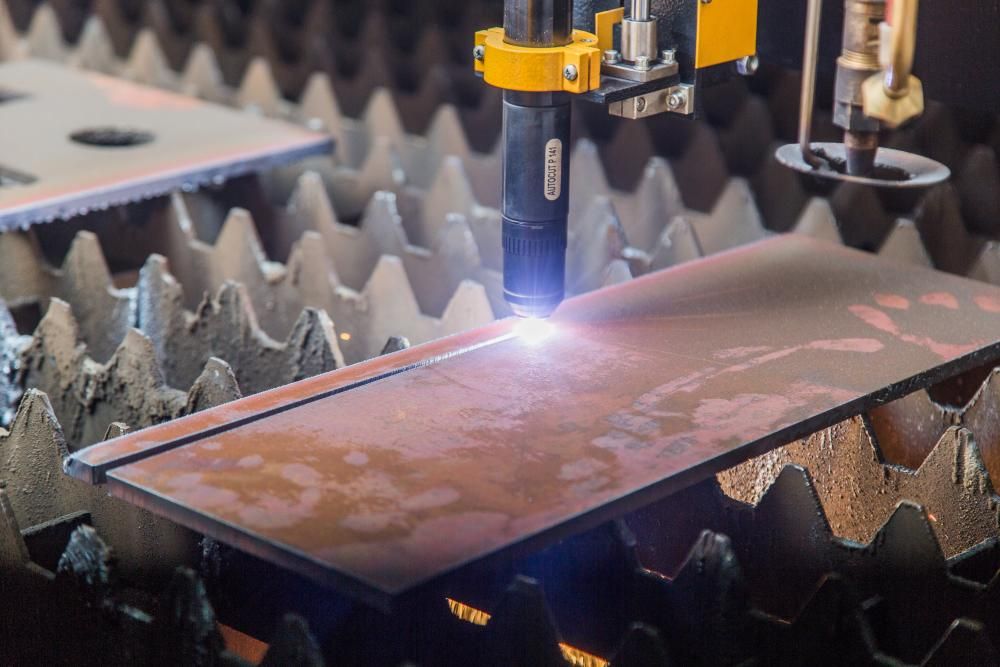
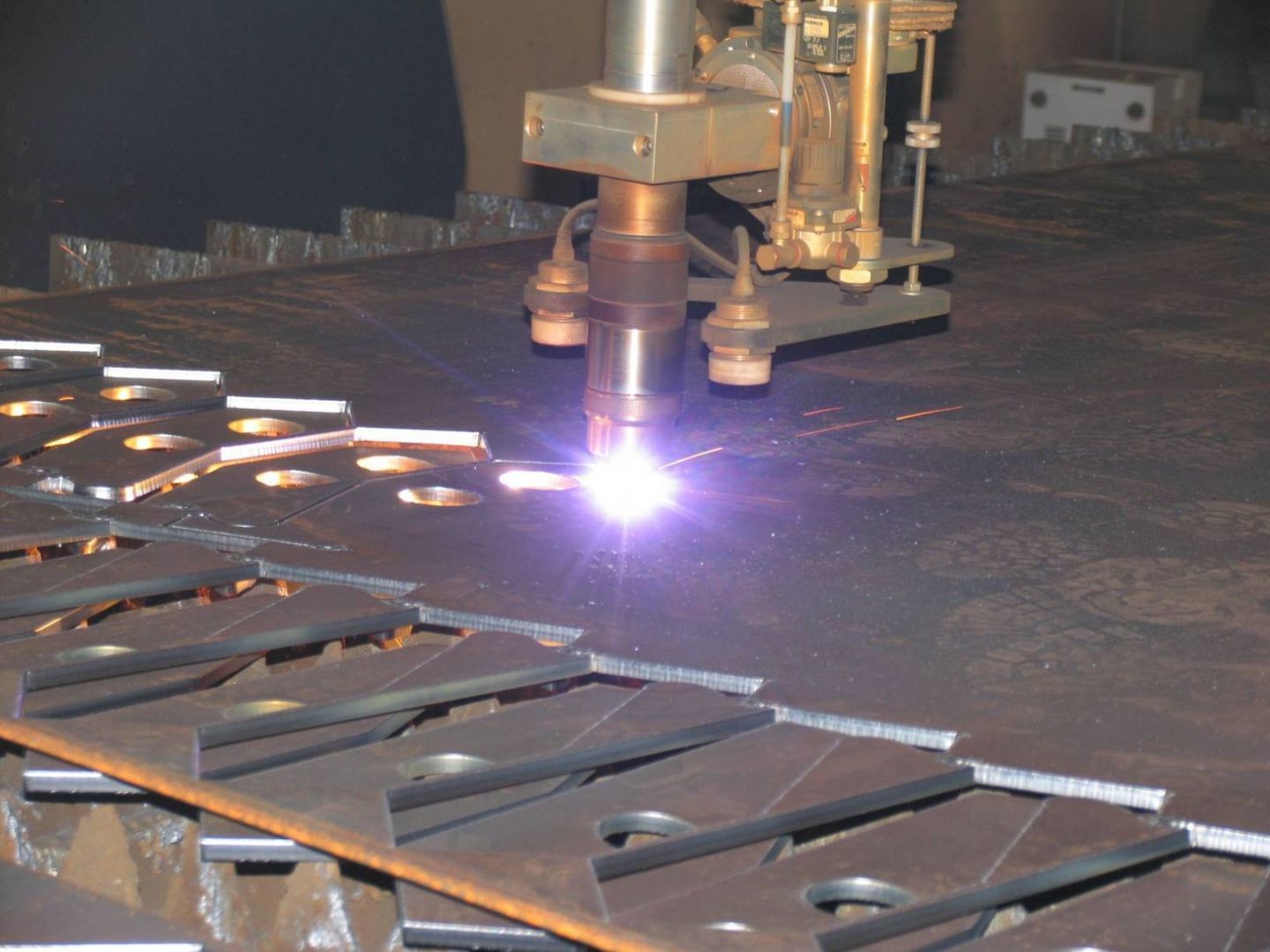
Машина плазменного вида резания с ЧПУ может работать с поверхностью в 2 сантиметра в толщину. После формируется плазменный луч, который возникает благодаря короткому замыканию посреди форсунки и заготовки либо в связи с поджогом высоковольтных импульсов.
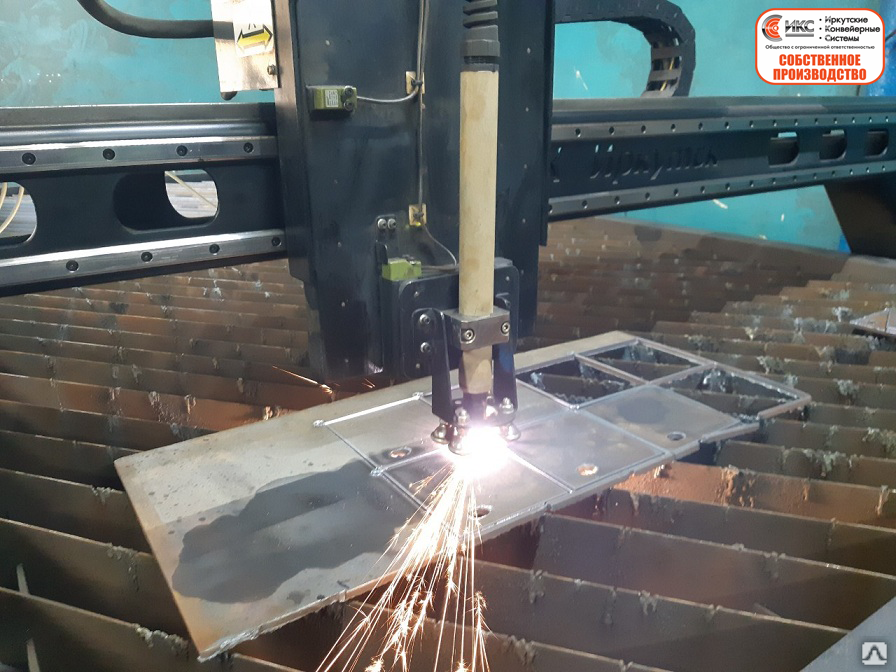
 Технология плазменной резки
Технология плазменной резки
Чтобы сформировать плазму, которая обрабатывает центры, применяют несколько типов газа: активный в виде кислорода либо воздуха и малоактивный в виде азота, аргона либо водорода. В первом случае используют газ, чтобы обработать черный металл, а во втором – цветной.
Для низколегированного либо мягкого металлического изделия плазменный вид резки конструкций из металла используется с применением кислорода. Благодаря этому можно сохранить количество железа и избежать формирования заусеницы.
Главным недостатком такого вида является невозможность обработать заготовку шире 2 сантиметров.
4 Источники питания ручных плазменных аппаратов для резки
Все источники питания ручных аппаратов работают от электросетей переменного тока. Большинство из них преобразуют получаемую электроэнергию в напряжение постоянного тока, а остальные служат только для усиления переменного тока. Такое распределение обусловлено тем, что у плазмотронов, работающих на постоянном токе, более высокий КПД. Переменный ток применяется в ряде случаев – к примеру, для раскроя алюминия и сплавов из него.
Источником питания может служить инвертор или трансформатор, подающий на плазмотрон ток большой силы. Инверторы обычно используют на маленьких производствах и в быту. Они обладают меньшими габаритами, весом и в энергопотреблении намного экономнее, чем трансформаторы. Инверторы чаще всего входят в состав ручного аппарата для плазменной резки. К достоинствам инверторных устройств относят КПД, который выше, чем у трансформаторных, на 30 %, и стабильное горение электрической дуги, а также компактность и возможность проводить работы в любых труднодоступных местах.
Трансформаторные источники питания получили свое название из-за используемых в их конструкции низкочастотных трансформаторов. Они обладают гораздо большими габаритами и массой, но при этом могут иметь и более высокую, чем инверторные источники, мощность. Трансформаторные аппараты применяют для ручной и механизированной резки металлов различных толщин. Они более надежны, потому что при скачках напряжения не выходят из строя. Продолжительность их включения выше, чем у инверторных аппаратов, и может достигать значений в 100 %.
Продолжительность включения (ПВ) оказывает прямое влияние на специфику работы с оборудованием. Например, если ручная плазменная резка металла, оборудование для которой имеет ПВ 40 %, длилась без перерыва 4 минуты, то затем аппарату необходимо дать 6 минут отдыха для того, чтобы он остыл. Устройства с ПВ 100 % используют в производстве, где аппарат эксплуатируется на протяжении всего рабочего дня. Существенный недостаток трансформаторного оборудования – высокое энергопотребление.
Технология плазменной резки металла
Плазменное разделение металла – это когда резка производится большим потоком плазмы. Последняя же формируется во время обдува электрической дуги газом, молекулы которого при нагреве распадаются на положительные и отрицательные ионы. В итоге получившийся поток имеет температуру в несколько тысяч градусов.
Основные виды резки плазмой:
- разделительный;
- поверхностный.
Первый вид предполагает утопание электрода в разрезе материала. Также при разделительной резке угол между деталью и электродом составляет примерно 60–90 градусов. Поверхностная резка угол больше 30° не допускает.
Способов разделения плазмой тоже два:
- плазменной дугой;
- плазменной струей.
В первом случае между поверхностью заготовки и неплавящимся электродом горит плазменная дуга. Второй же подразумевает, что она горит между электродом и наконечником плазмотрона. При резке струей плазмы изделие в электрическую цепь не входит.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Одним из самых популярных методов разрезания металлов сегодня является плазменно-дуговая резка, а для обработки изделий из других материалов больше подходит обработка струей плазмы.
Технология разделения металла плазморезом имеет свои особенности, которые обязательно нужно принимать во внимание:
- для охлаждения плазменного резака необходим постоянный приток воздуха;
- в составе газа для разделения металлов не должны присутствовать частицы масла и воды, иначе оборудование сломается;
- тщательное очищение заготовки перед резкой – обязательный этап;
- чтобы рез был качественным, требуется верно рассчитать давление газа и силу тока;
- в зависимости от вида металла и силы тока резак необходимо вести со скоростью 0,2–2 м/мин.
- во время плазменной резки сопло должно находиться перпендикулярно детали – лучше всего, если они будут удалены друг от друга на 1,6–3 мм.
Плазмотрон позволяет разрезать абсолютно любой металл. Нужно лишь правильно подобрать вид газа.

![Ручная плазменная резка [аппараты, оборудование, видео]](https://domdetaley.ru/wp-content/uploads/4/d/b/4db7fecda3d49fde0a976f237bc6dbfb.jpeg)



Резка металла плазмой с помощью воздуха. Если для формирования плазмы применяется воздух, то ее потоком можно обрабатывать самые разные металлические заготовки. Это могут быть детали из меди, латуни, черной и нержавеющей стали и т. п. Причем цена плазменной резки металла в этом случае невысока. Именно воздушно-плазменный метод нередко лежит в основе работы простейшего оборудования, которое находит применение, например, в частных хозяйствах. Качество резки металла и скорость здесь средние.
Кислородная резка. Она выполняется исключительно на профессиональном оборудовании. За счет использования чистого кислорода получаются высококачественные швы с небольшим слоем облоя. При этом рез строго перпендикулярен поверхности, а скорость разделения металла высокая.
Резка металлических заготовок защитными газами. На кислороде, азоте, аргоне и воздухе работает оборудование, созданное по последним технологиям. Цены на такие устройства немаленькие. К примеру, плазмотрон может обойтись в сумму свыше 10 миллионов рублей. Однако и качество обработки деталей будет не хуже, чем при лазерной резке.
К преимуществам разделения металла защитными газами можно отнести:
- скорость резки – 2,5–10 м/мин;
- толщину струи порядка 0,5–2 мм;
- возможность обрабатывать заготовку толщиной 0,5–60 мм;
- давление газа – 5–12 атмосфер;
- силу тока в пределах от 20 до 800 ампер.





