

Классификация, типы протяжек и их применение.
1. По назначению
протяжки подразделяются на две группы.
Для обработки внутренних поверхностей
(отверстий):
— круглые — для обработки круглых отверстий;
— шлицевые – для обработки шлицевых отверстий;
— шпоночные – для обработки шпоночных пазов;
— гранные – для многогранных поверхностей;
— протяжки для обработки винтовых канавок.
Для обработки наружных поверхностей
различного профиля:
— протяжки для обработки зубчатых колес;
— протяжки для протягивания цилиндрических поверхностей валов;
— протяжки для наружных шлицев различного профиля на валах;
— протяжки для получения канавок в форме ласточкина хвоста, Т-образных пазов, елочных профилей и др.
2. По конструктивному исполнению
протяжки могут быть:
3. По направлению лезвий
относительно скорости главного движения различают:
— протяжки с кольцевыми и винтовыми зубьями. Это протяжки для внутреннего протягивания.
— протяжки с прямыми и наклонными зубьями. Это протяжки для наружного протягивания, плоские и шпоночные.
4. По материалу режущей части
различают:
— протяжки из инструментальной стали,
5. По применяемой схеме резания
различают протяжки с:
— профильной (или обыкновенной);
— прогрессивной (или групповой);
— генераторной (или ступенчатой) схемами резания.
6. По числу протяжек в комплекте
различают протяжки:
Уменьшаем трение
У железа есть одна очень паршивая особенность – ржавчина расширяется в объёме, причем усилие таково, что может разрывать бетон, что наглядно видно на этом фото из википедии:
Представляете как крепко ржавчина может держать болт за резьбу? В таких случаях рычаг побольше приведет только к оторванной головке болта. Для облегчения откручивания в такой ситуации используют проникающую смазку (гуглить “penetrating oil”). Общее название таких составов – “жидкий ключ” – это и WD-40 и ее аналоги, например “Валера” отечественного производства. Смысл этих составов в том, что они проникают в зазор резьбы и облегчают скольжение. Если вы находитесь на необитаемом острове, то аналог проникающей смазки можно сделать смешав легкий растворитель (керосин, бензин и т.д.) с маслом (моторное, трансмиссионное и т.д.). Такая смесь будет хуже специально разработанного химиками состава, но лучше чем совсем ничего. При работе с проникающими смазками помним, что некоторые составы разъедают краску и вызывают набухание резинок, портят некоторые пластики. Проникающие смазки любят температуру (при +60С они работают лучше, чем при +5С) и время, лучше залить и оставить откисать на ночь.



 Источник картинки: https://smazka.ru/production/smazki/aerozolnye-smazki/master-smazka-valera-/
Источник картинки: https://smazka.ru/production/smazki/aerozolnye-smazki/master-smazka-valera-/
Прежде чем прикладывать усилия к тому, что не откручивается – примените проникающую смазку.
Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
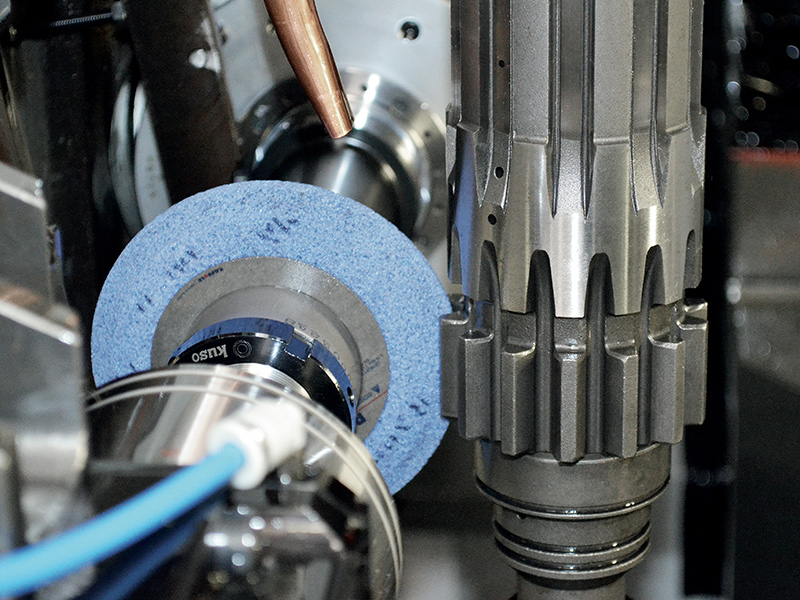
Затем детали подвергают шлифовке на шлифовальных станках.
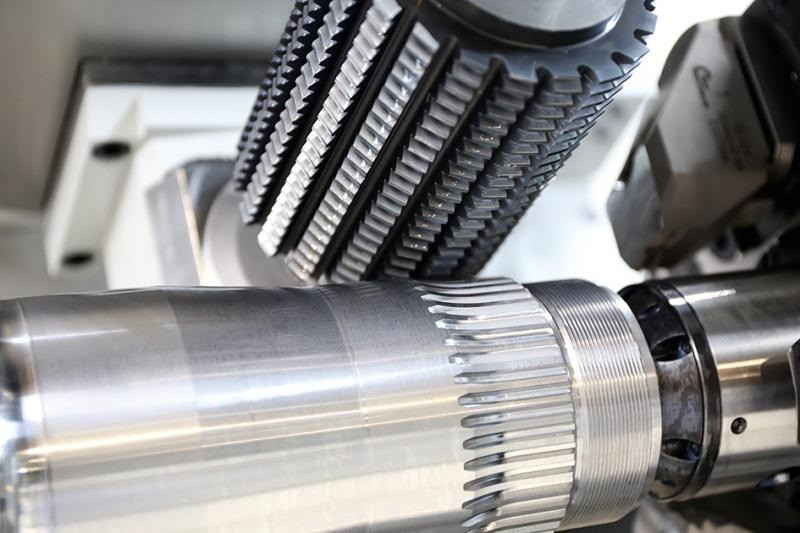
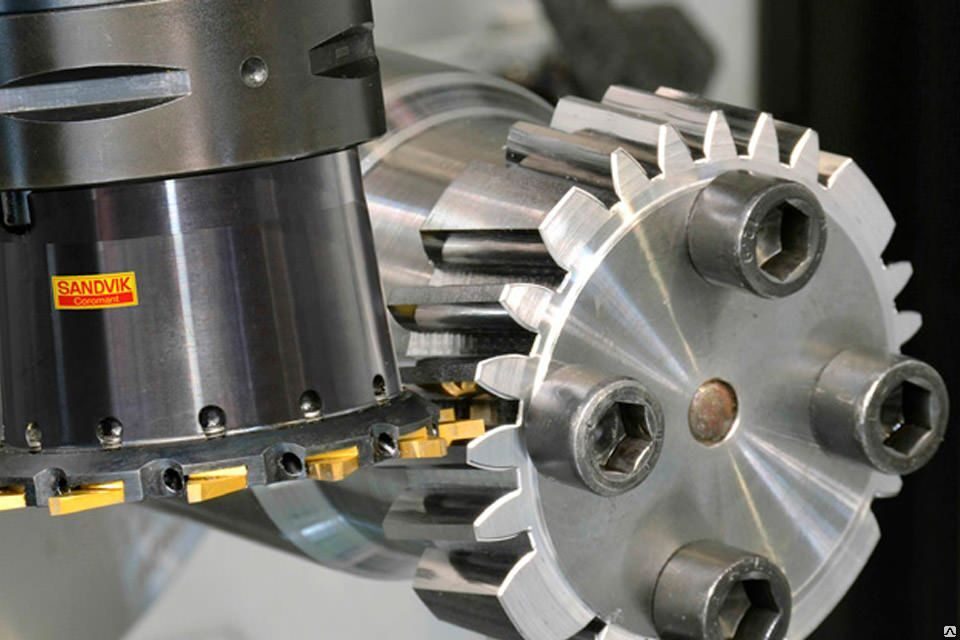
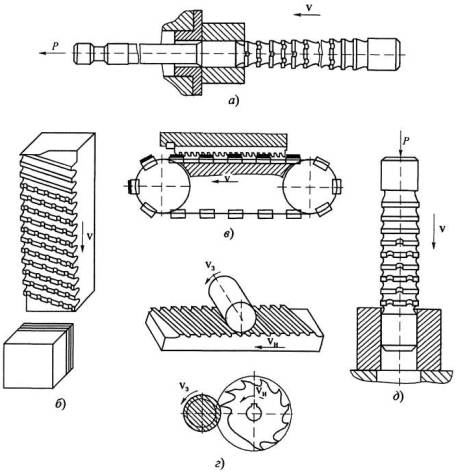
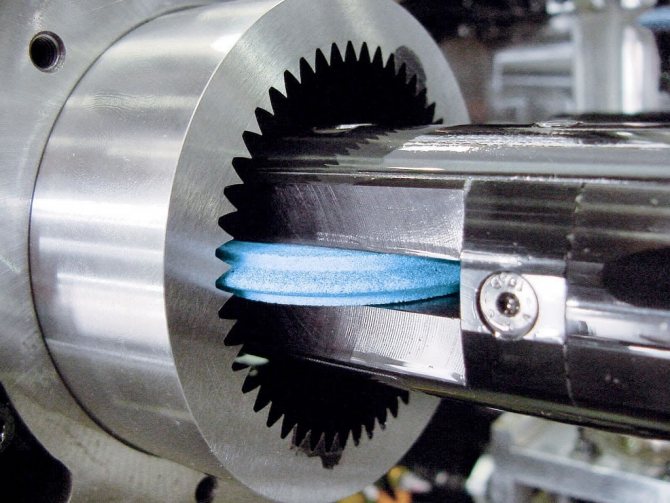
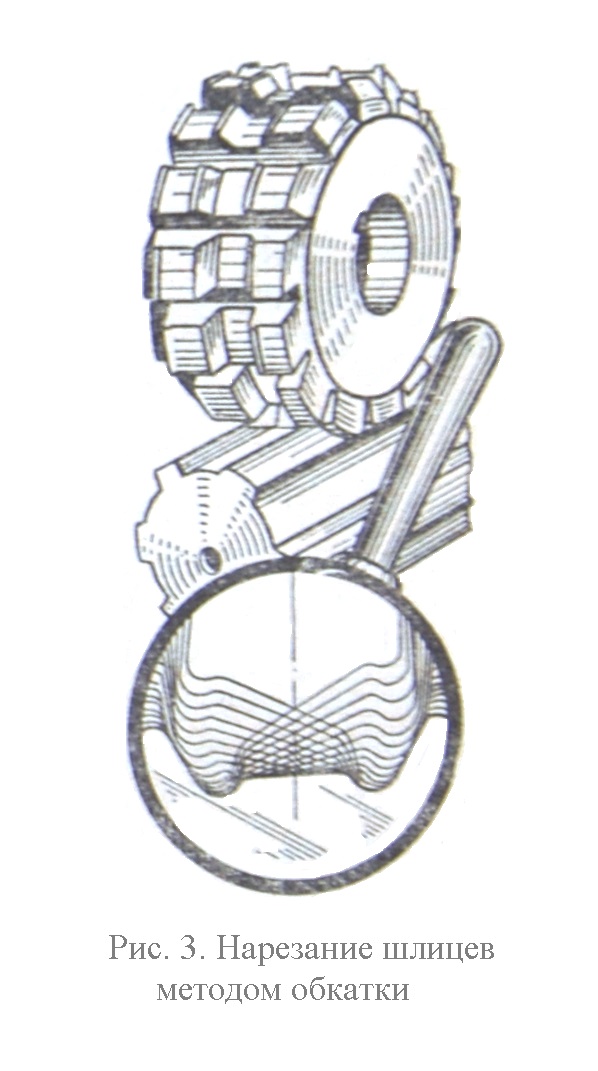
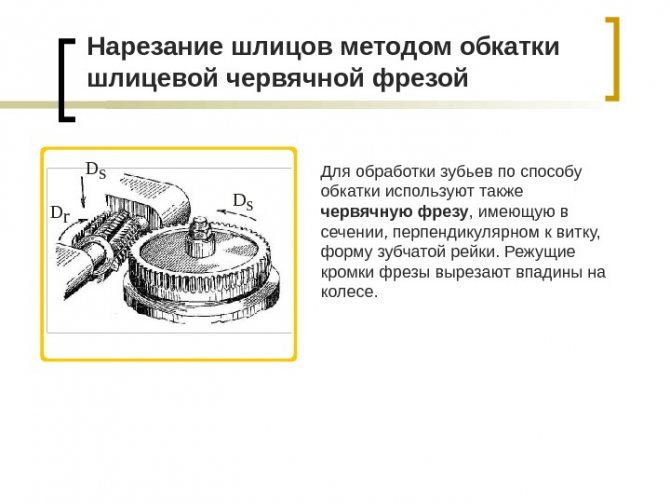
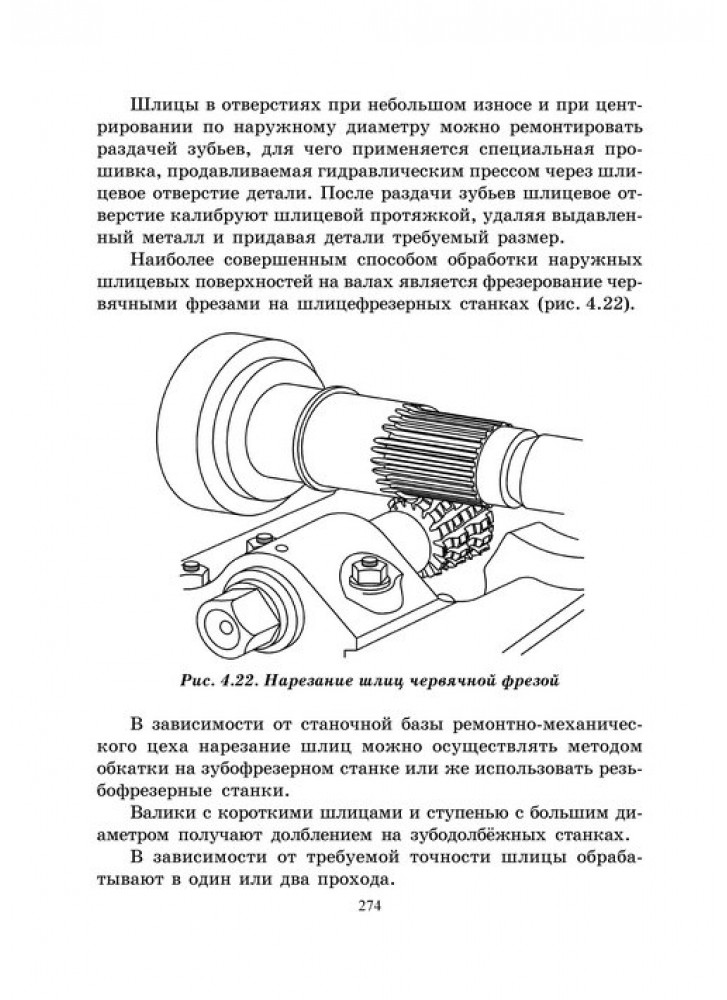
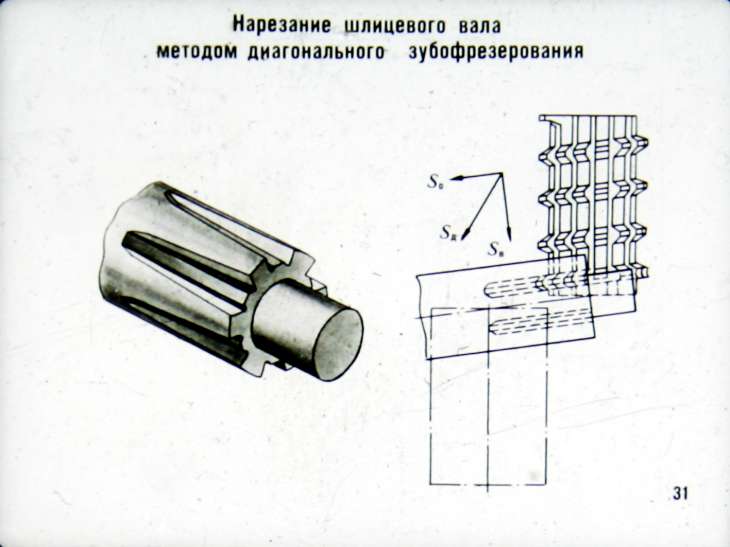
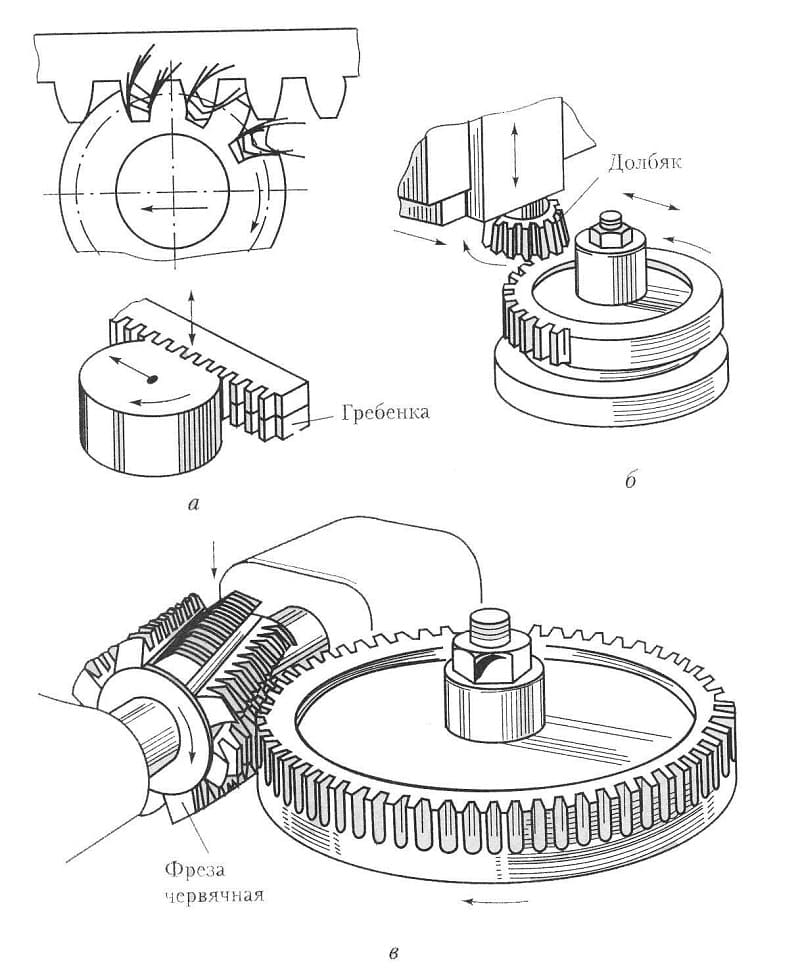
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
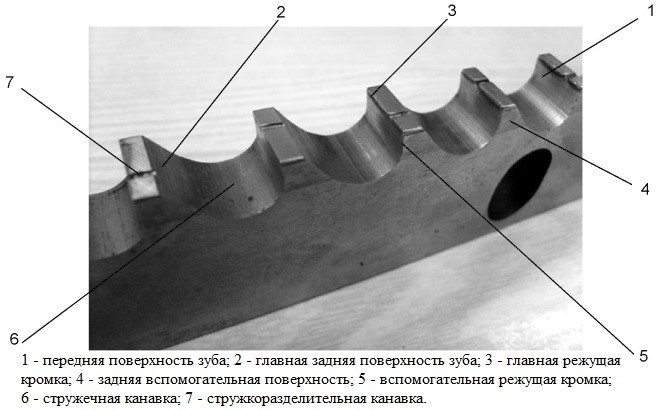
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
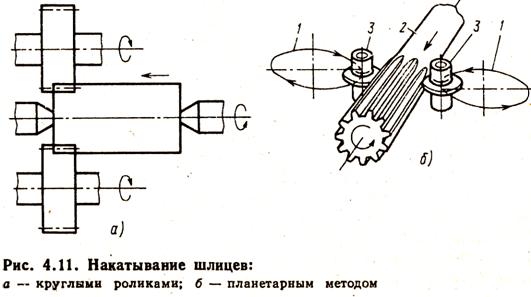
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
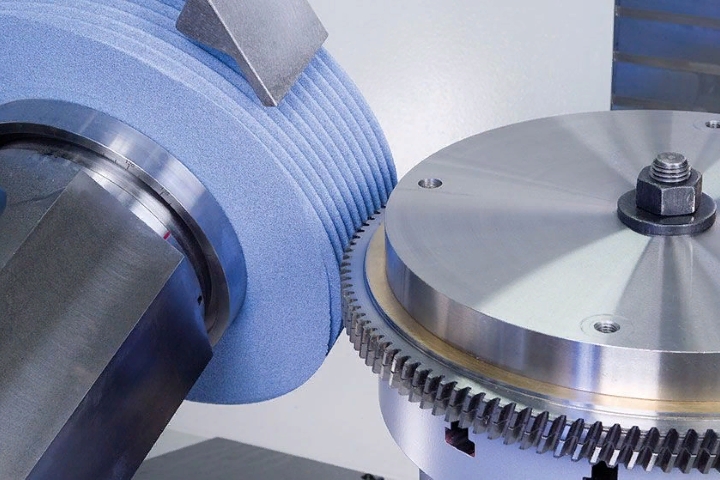
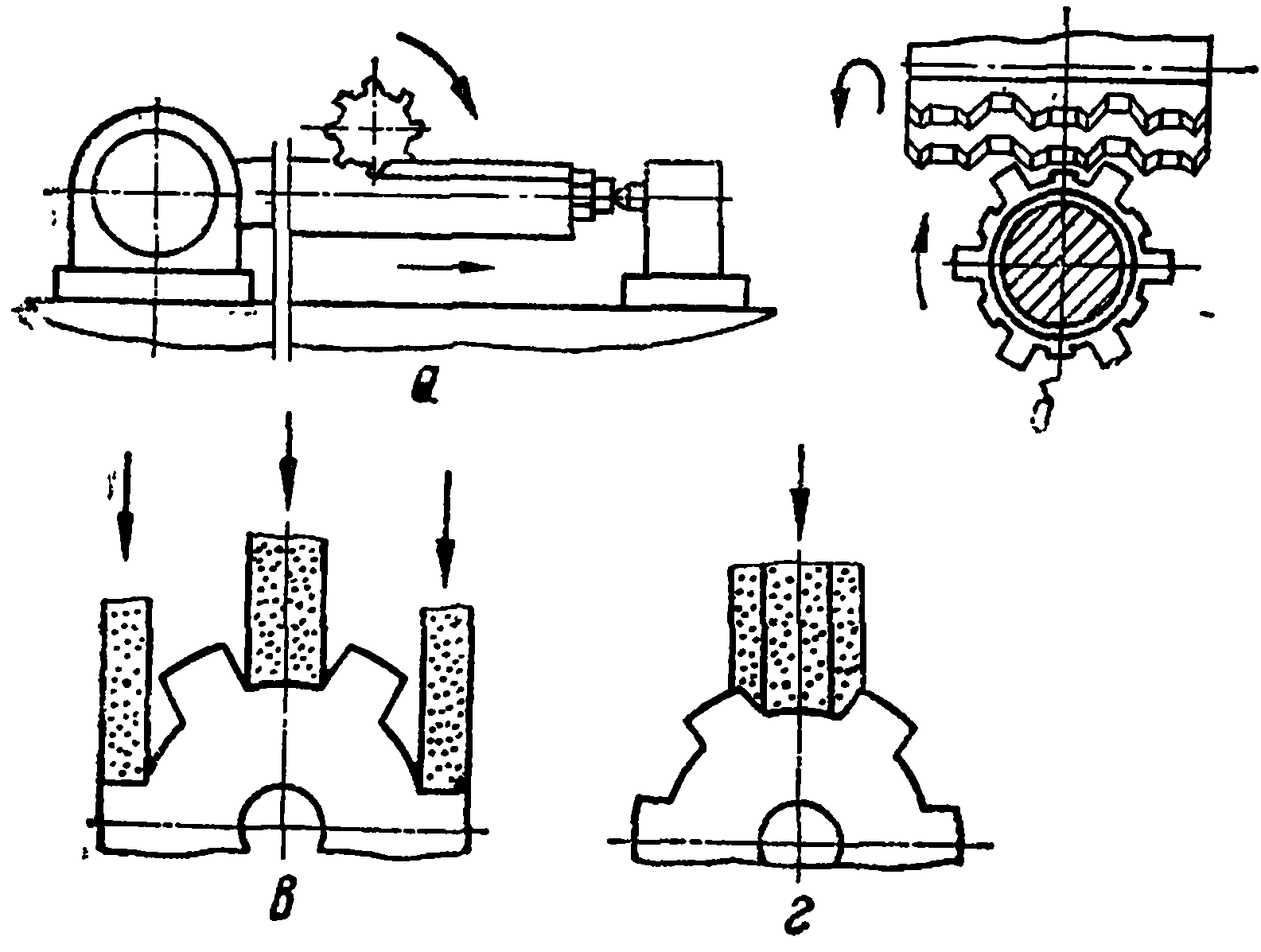
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Процесс восстановления
В первую очередь демонтируют механизм, после разъединяют шлицы, тщательно очищают их, обезжиривают поверхность перед дальнейшими действиями.
Существует несколько вариантов ремонта в пределах автосервиса:
- Если диагностика выявила незначительный износ, то восстановить шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер.
- Запчасти можно восстанавливать, прибегая к раздаче зубьев, если шлицевое соединение центрировано по внутреннему диаметру. При закаленных деталях вал для начала нужно отжечь, затем раздать все шлицы в осевом направлении (продольно), при этом подогнав ширину к необходимому размеру, оставив припуск в одну-две десятых миллиметра для механической обработки. Существуют два варианта выполнения данной процедуры: первый – раздача вручную, второй – с помощью зубил и чеканов на прессах. Во время процедуры вдоль шлицов наносятся продольные риски, вдоль которых затем зубилом намечаются канавки, которые раздаются чеканами.
- Раздать шлицы возможно на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
После восстановления деталь проходит тщательную проверку, проводятся тесты, после чего можно устанавливать её обратно.
Если поверхность деталей имеет дефекты, например заусенцы или же острые грани, то производят запиливание, а с торцов снимаются фаски.
Необходимым моментом после завершения ремонтных работ является и проведение балансировки карданного вала, которую лучше всего доверить специалистам.
СПРАВКА: Как правило, гарантия на отремонтированную деталь предоставляется на срок до полугода или года.
Замена шлицевой кардана и особенно восстановление шлицевых соединений – дело непростое и требует предельной точности, чтобы не нарушилась балансировка и механизм в последствии работал исправно. Когда проблема уже обнаружена, не стоит откладывать визит в автомастерскую – это не только предупредит последующие неизбежные поломки, но и сделает езду снова безопасной.
Как нарезать внутренние шлицы
#1 andreykachinskiy
- Имя: Андрей
- Сфера деятельности: Конструирование
Зарегистрирован
3 сообщений
Имеется вал длиной 1150 мм, нужно нарезать внутренние прямобочные шлицы длиной 70 мм в отв. диаметром 70 мм, предусмотрена канавка для выхода инструмента. Подскажите станок, токарный или фрезерный, как я понимаю (в долбежный не помещается), инструмент и оснастку, литературу для для выбора и расчета инструмента и оснастки.
#2 Шум
- Имя: Павел
Сфера деятельности: Информационные технологии
Зарегистрирован
54 сообщений
Нужен поперечно-строгальный станок, достаточно большой. С такой же большой делительной головкой, чтобы вал в отверстие её шпинделя прошел.
- Город Якутск
Имя: Александр Габышев
Сфера деятельности: Прочее
Зарегистрирован
162 сообщений
а покороче железку выточить и приварить к валу не получится?
#4 andreykachinskiy
- Имя: Андрей
Сфера деятельности: Конструирование
Зарегистрирован
3 сообщений
Вообще, это шнек. Сборный вариант рассматривается, но это скорее всего из трёх частей и не желательно. Кроме поперечно-строгального станка, есть еще какие-нибудь варианты?
Сфера деятельности: Конструирование
Характеристики шлицевых соединений
По своей конструкции и способу передачи вращательного момента, шлицевые соединения можно отнести к многошпоночным. Несколько плоскостей взаимодействия при вращении, только вместо большого количества пазов и шпонок в них, только шлицевый вал и втулка. Шпонки отсутствуют, их заменяют шлицевые пазы и зубья, вырезанные непосредственно на сопрягаемых деталях. Конструкция позволяет значительно сократить погрешность изготовления и дает возможность перемещаться втулке вдоль оси вала, не прекращая радиальное движение.
Размеры шлицов определяются внутренним диаметром вала, их количеством и формой. В шлицевом соединении образуется несколько плоскостей контактов. Возможность передачи большого крутящего момента возрастает по сравнению со шпонками в несколько раз.
Зуб шлица нарезается фрезами на зуборезных станках и протяжкой. Для подвижных узлов делается последующая шлифовка боковых поверхностей. Длина зубьев может быть любой, у неподвижных шлицевых соединений равна высоте ступицы колеса. При скольжении шестерни вдоль оси, длина нарезанных выступов на валу определяется размером перемещения шестерни, ее высотой и технологическим припуском, равным радиусу фрезы для ее выхода при обработке.
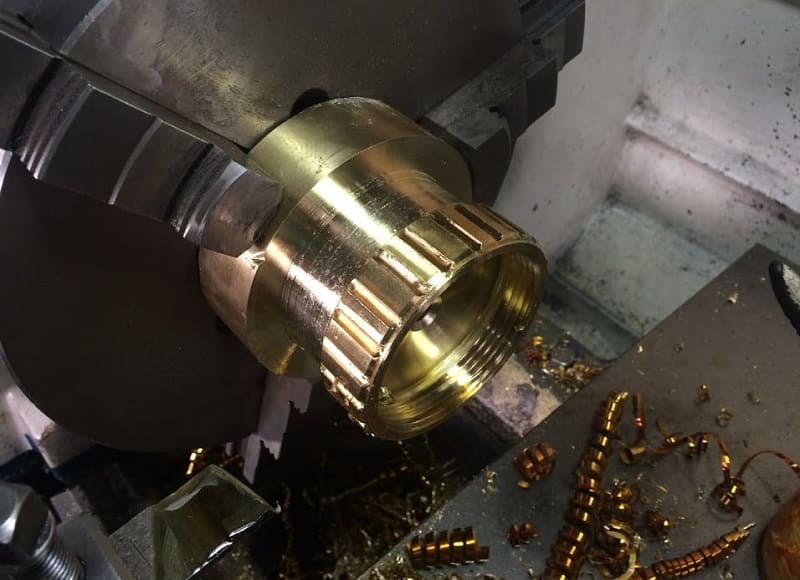
Диаметр вала по наружной поверхности равен размеру втулки по впадинам. Втулка со шлицами в точности копирует своим отверстием профиль вала и плотно надевается на него. Шлицевые канавки по отверстию нарезаются на долбежном станке. Технология изготовления длительная, требует большой точности, которую не может обеспечить долбяк, поскольку длина резца большая относительно его сечения. При попытке ускорить обработку, сделать больше заход и подачу, инструмент отжимает, размер получается в минус.
При проектировании узла и подборе пар, основным параметром является внутренний диаметр по шлицам. Его рассчитывают на кручение и изгиб. Шлицевая втулка подвергается меньшим по силе воздействиям. Она выбирается по справочнику. Детали делают из среднеуглеродистых малолегированных сталей: Ст 45, Ст40Х, Ст 40ХН. Они имеют относительно высокую вязкость и низкую хрупкость в нормализованном состоянии и после объемной закалки на воздух при твердости 320–350 HB.
Определить количество зубьев при проектировании можно по таблицам. Они разделены для каждого внутреннего диаметра на 3 группы по нагрузкам:
- легкая;
- средняя;
- тяжелая.
Чем больше крутящий момент нужно передавать, тем выше сам шлиц и больше их количество. За счет этого увеличивается площадь контакта.
Зубчатые соединения рассчитываются с учетом погрешности изготовления. Между поверхностями сопряженных деталей имеется зазор соединения. При повороте ведущей детали он смещается в противоположную сторону от направления действия силы. В идеале все поверхности соприкасаются и нагружены одинаково. По факту зубчатые соединения изготавливаются с погрешностью в 0,01–0,03 мм, в зависимости от размера и способа обработки. Муфта одной плоскостью соприкасается сильнее, другими меньше. При расчете прочности выбирается по таблице поправочный коэффициент, позволяющий рассчитать параметры деталей на прочность с учетом неравномерных сил нагрузок.
Зазор в соединении определяет размер холостого хода. Начиная двигаться, ведущая деталь сначала выбирает просвет между рабочими плоскостями, затем начинается силовое воздействие и вращение ведомой детали и всего узла.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.

К наиболее распространённым способам устранения найденных неисправностей относятся:
- осадка;
- раздача;
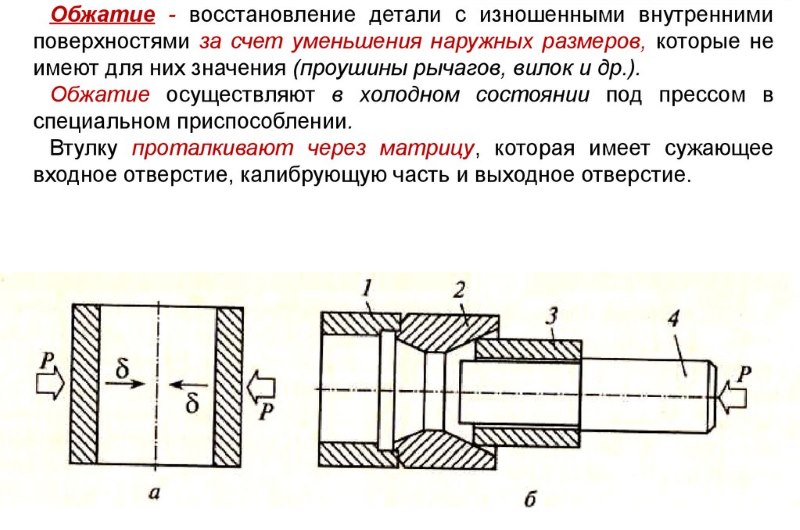
- обжатие;
- вдавливание;
- правка;
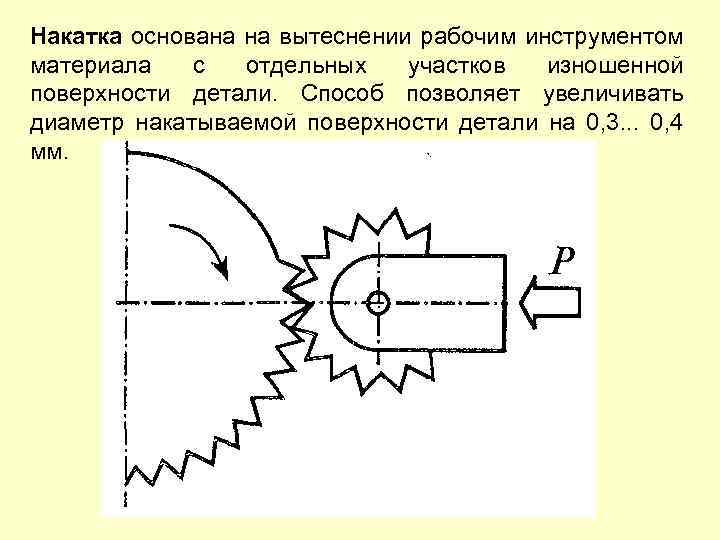
- накатка.
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.

Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.
Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Технология
Многие даже не знают,
что шлицевые соединения можно восстановить. Некоторые считают, что это не надежно! Спешим Вас переубедить! Мы — компания, которая восстанавливает шлицевые соединения по особенной технологии, не имеющей аналогов в России и за рубежом. В качестве основного материала используется полиуретан, износостойкость которого выше, чем у стали, а упругость материала позволяет распределять возникающие нагрузки и предотвращать появление первоначальных люфтов.
Применение полиуретана для реставрации шлицевых соединений базируется на нашем более чем 10-летнем опыте изготовления комбинированных изделий для использования в высоконагруженных системах. Уникальность технологии основана на отличном знании характеристик материалов при работе на границе полиуретан-сталь в условиях повышенных нагрузок.
Сфера использования и особенности шлицевых соединений
Изготовление шлицов является достаточно востребованным в силу того, что вид получаемого в результате проведённых рабочих операций соединения необходим во многих сферах производства и промышленности. Чаще всего шлицевые соединения применяются при необходимости обеспечить крутящие моменты в соединениях вала с зубчатым колесом, шкивом, полумуфтой, а также рядом других деталей. В основном такой вид соединения является подвижным, то есть втулка способна двигаться по оси, поверхности шлица выступают в качестве направляющих для продольного перемещения элементов. Шлицевые соединения являются технологически сложными, особенно по сравнению со шпоночными, однако дают более высокие возможности. Так, с их помощью можно обеспечить отличную центровку втулки на валу, а также передавать значительные вращающие моменты.
Профилактика
Всегда проще не допускать проблему, нежели её решать. Поэтому прежде чем крутить что-то, удостоверьтесь:
- Бита в шлице сидит плотно, и площадь контакта максимальна. И вы не перепутали крестовые шлицы PH и PZ и JIS (особенно если техника японская – там может быть крестовой шлиц JIS внешне очень похожий на PH. Шлиц JIS имеет точку в одном из секторов.).
- Бита имеет точную геометрию и не имеет разбитых граней.
- Зев гаечного ключа не разогнут, и зазора с гайкой у него нет. Предпочтительнее использовать накидные гаечные ключи с шестигранным отверстием, а не 12-гранником, у шестигранника площадь контакта выше.
- Шлицевая отвертка имеет радиусную заточку (hollow ground), а не две грани под скос (см. картинку):
 Источник картинки: https://www.amazon.com/Real-Avid-Smart-Drive-90/dp/B07NDHMM4W
Источник картинки: https://www.amazon.com/Real-Avid-Smart-Drive-90/dp/B07NDHMM4W
Если вы попытаетесь открутить хорошо прикипевший крепеж инструментом, который в шлице болтается или не обхватывает наружный шестигранник полностью – то шансы сорвать грани при приложении усилия резко возрастают.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.
Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
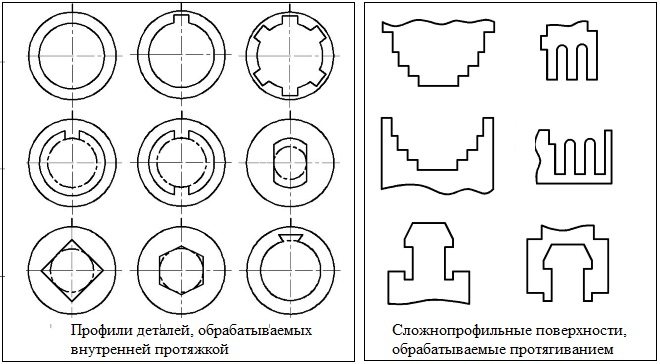
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
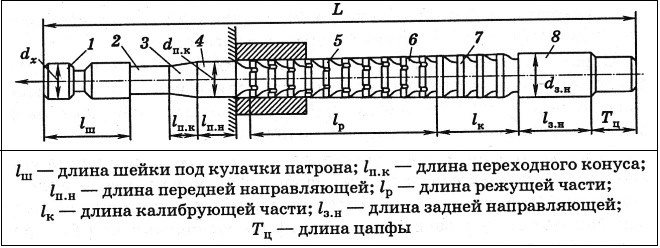
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).




Стандартный хвостовик шлицевой протяжки
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
Основные элементы режущей части шпоночной протяжки
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
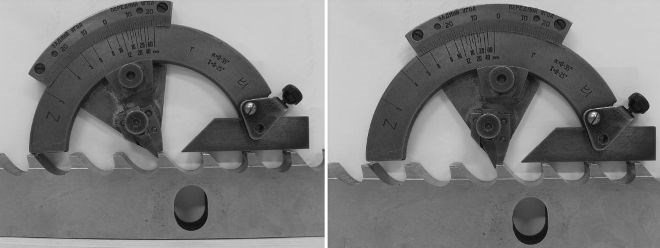
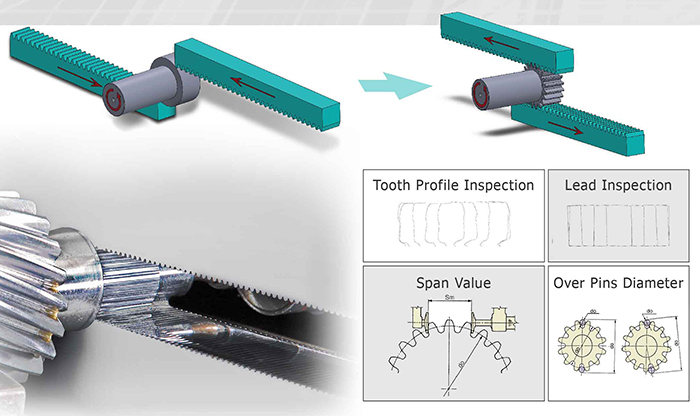
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
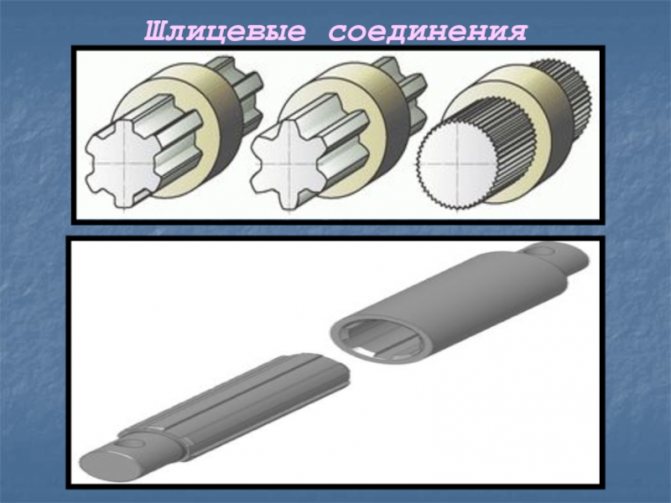
Шлицевые соединения
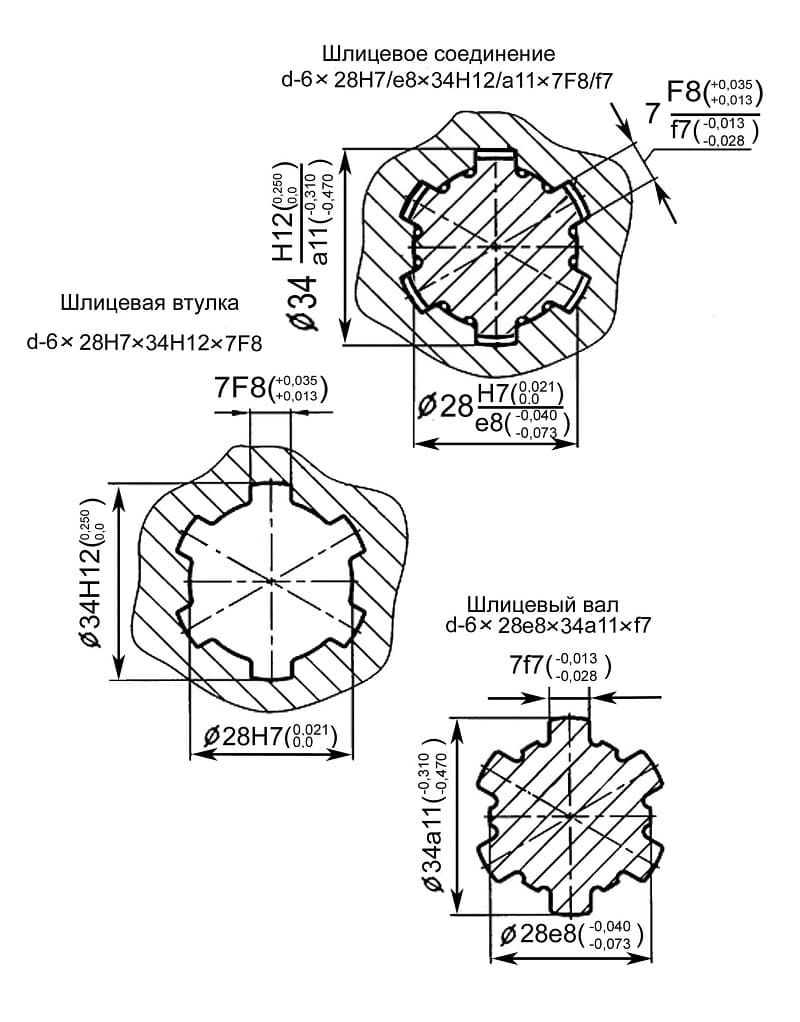
Шлицевое соединение представляет собой глухое или подвижное соединение деталей, осуществленное с продольными выступами-шлицами, входящими в соответствующие выемки сопрягаемой детали.
На тепловозах применяют главным образом шлицевые соединения с прямобочными шлицами с подвижной посадкой, значительно реже — эвольвентные и треугольные.
Износ шлицов и трещины в деталях соединения — наиболее часто встречающиеся неисправности. При износе и смятии шлицов увеличиваются боковые зазоры между ними, вследствие чего возрастает работа удара, возникают перекосы деталей, вызывающие перегрузку отдельных участков шлицов. Чрезмерный износ и смятие шлицов сопровождаются характерным стуком при изменении частоты вращения механизма.
Разборка. Перед разъединением шлицевого соединения следует сделать метки, фиксирующие ориентировку шлицов в рабочем положении, которые необходимы при последующей сборке. Это вызвано тем, что шлицы в процессе эксплуатации прирабатываются друг к другу. Износ спаренных шлицов как по длине, так и по ширине происходит неравномерно. Измерить величину и определить характер износа каждого шлица, особенно у охватывающей детали, сложно. Поэтому в ремонтной практике чаще всего прибегают к измерению бокового зазора между шлицами в рабочем положении.
Ремонт. При предельном износе шлицов, т. е. когда боковой зазор между шлицами превышает на 50 % нормальный, работоспособность соединения восстанавливают одним из следующих способов:
наращиванием изношенной части шлицов электроискровым способом;
наплавкой шлицевой части охватываемой детали вибродуговым способом под слоем флюса. При восстановлении шлицов до 6 мм (у валов диаметром до 50 мм) чаще всего прибегают к сплошной заварке каналов. У валов с шлицами шириной более 6 мм наплавляют только их изношенную сторону;
заменой шлицевого конца вала новым или постановкой ремонтной шлицевой втулки внутрь охватывающей детали. Мелкие забоины с поверхности шлицов удаляют шлифованием.
Сборка. При сборке прямобочного (эвольвентного, треугольного) шлицевого соединения с подвижной посадкой необходимо обеспечить надлежащий контакт между рабочими сторонами шлицов как по длине, так и по ширине. В том случае, когда соединение собирают из деталей, ранее работавших вместе, их спаривают согласно меткам, сделанным перед разъединением. Если прежнюю ориентировку таких шлицов изменить, то контакт между ними нарушится и работа соединения резко ухудшится.
Если соединение собирают из новых или отремонтированных деталей, нужно обеспечить нормальные допуски на посадку. В случае сборки шлицевого соединения из обезличенных деталей, бывших в эксплуатации, что крайне нежелательно, их подбирают таким образом, чтобы боковой зазор между шлицами не превышал максимально допустимый зазор для соединения из новых деталей более чем на 30 %, а прилегание шлицов по длине составляло не менее 40%. Во всех случаях монтажа механизмов со шлицевым соединением следует обеспечить соосность отверстия охватывающей детали и шлицевого вала. Соосность гарантирует полный контакт шлицов по длине, а нормальные допуски на посадку — подвижность деталей по шлицам.





