

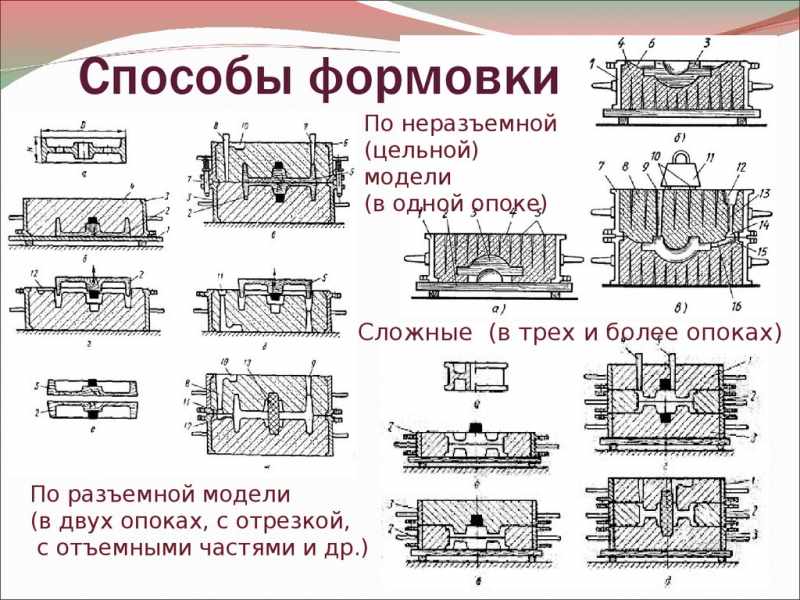
Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
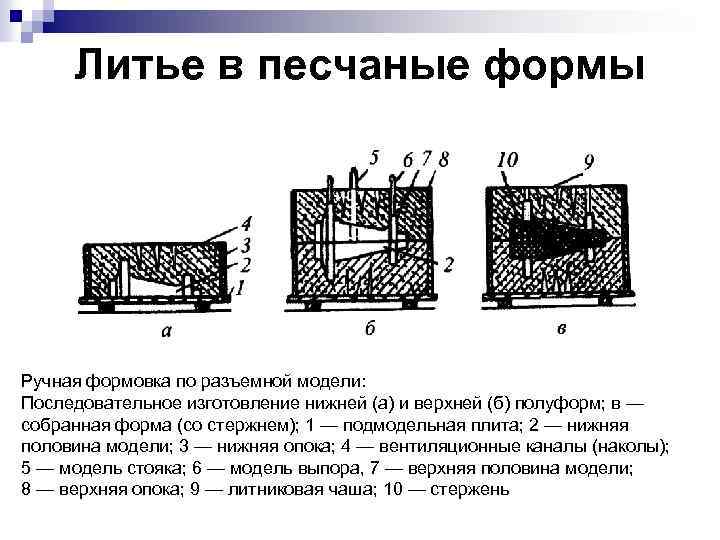
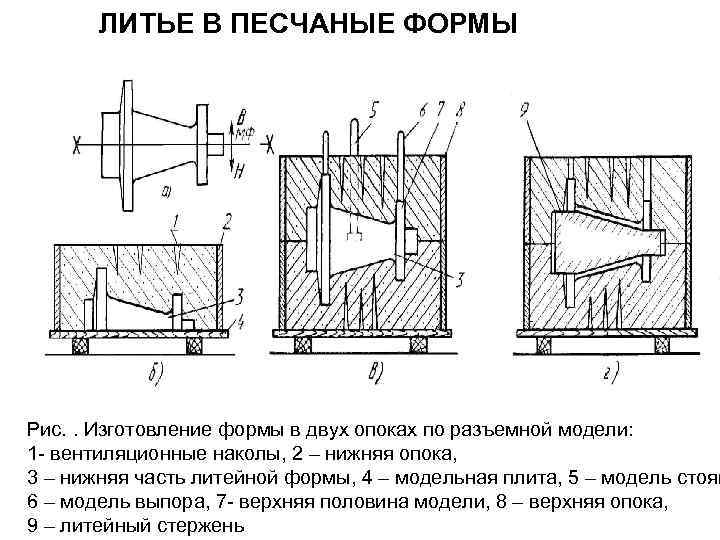
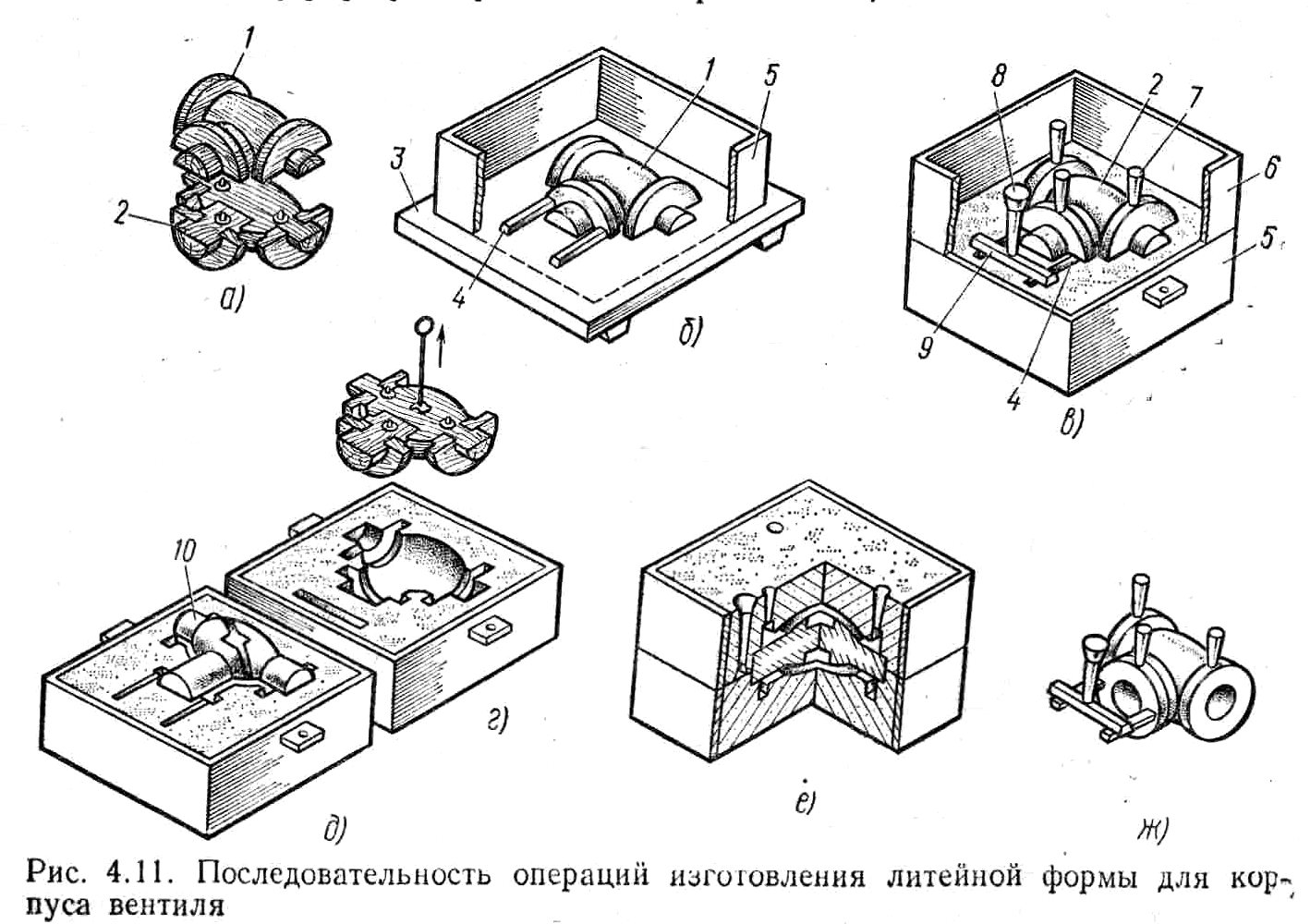
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.
Способы формовки
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.
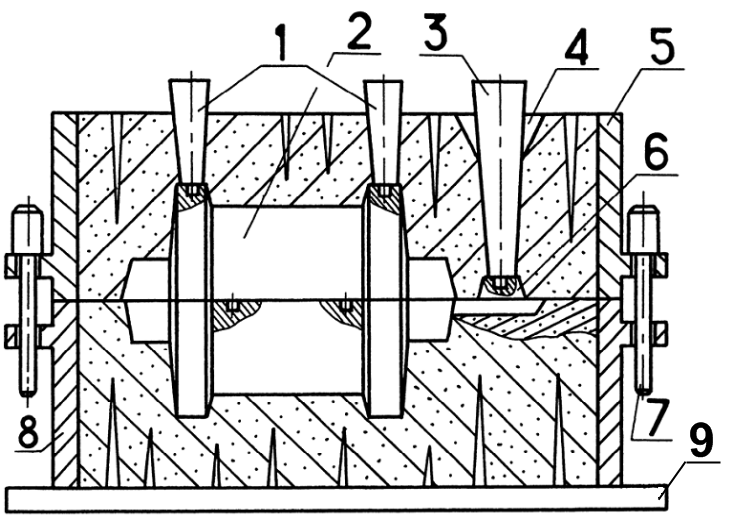
Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
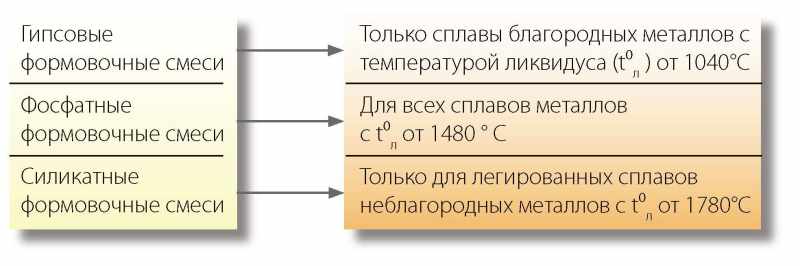
Свойства формовочных смесей
Формовочную смесь характеризуют основные свойства:
- Прочность определяет способность формы сохранять свою конфигурацию
- Пластичность — важна для способности формы повторять подробности контура и деталей поверхности модели.
- Газопроницаемость. Крупнозернистые составы легче пропускают газы.
- Огнеупорность. Материал не должен плавиться или спекаться, ухудшая однородность поверхности отливки
- Податливость
- Гомогенность. Однородность смеси гарантирует постоянство ее свойств в пространстве.
- Теплопроводность. Качественный материал имеет низкую теплопроводность. Это не дает примыкающему к форме слою отливки слишком быстро остывать, ухудшая свои свойства
- Долговечность особенно важна для многоразовых форм. Для одноразовых форм долговечность означает число циклов повторного использования земли после измельчения и просеивания.
Свойства формовочных смесей
Для смесей разных назначений на первый план выходят разные свойства. Так, для облицовочных важны пластичность, огнеупорность и теплопроводность, а для наполнительных важнее прочность и газопроницаемость.
Основные способы литья металлов
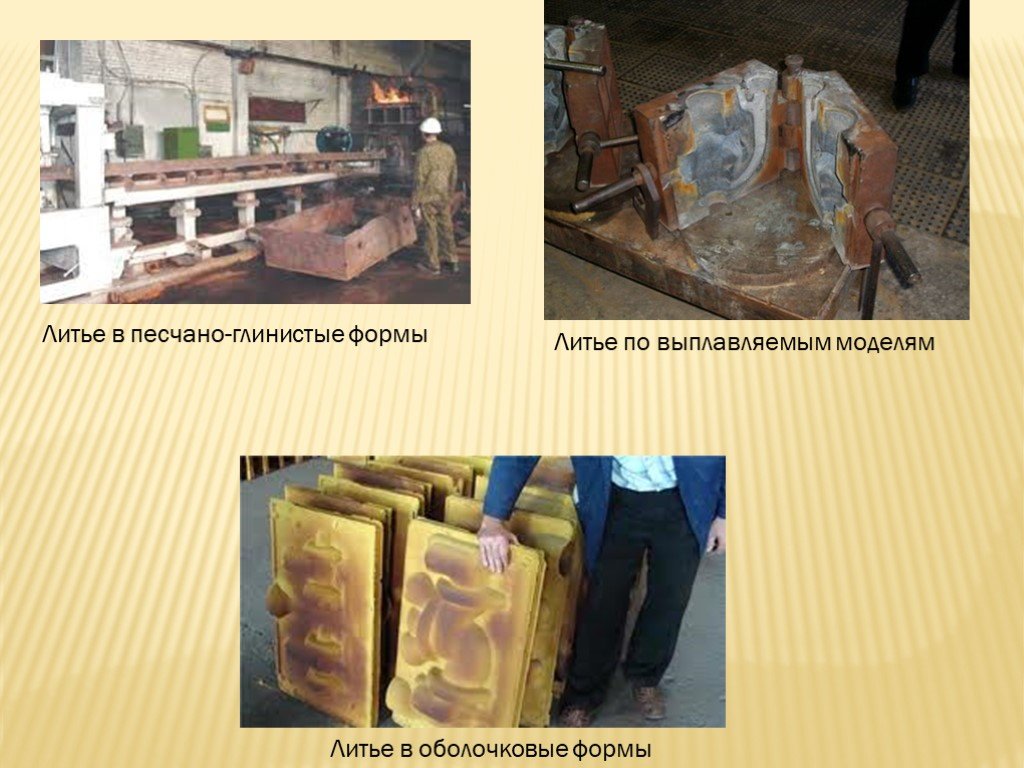
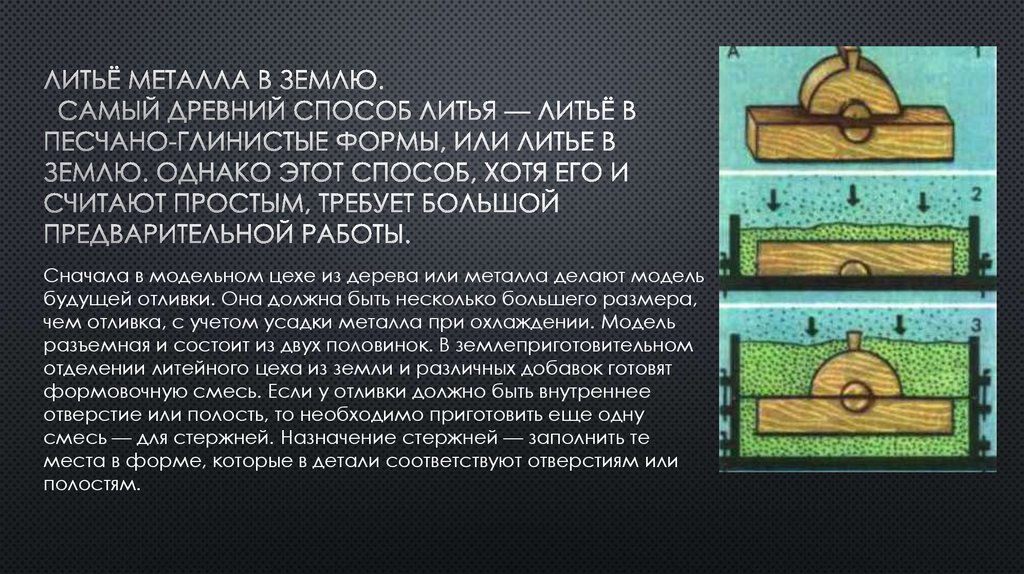
Литье в землю
Традиционный способ. Изготавливается простая или составная модель из дерева или других модельных материалов, потом по модели делается матрица из песчано-глиняной смеси. Подробнее об этом способе читайте в соответствующей статье.

Технология литья в землю
Модель извлекают из формы, части ее собирают вместе, создают литниковую систему. Форму накалывают тонкими острыми иглами, чтобы обеспечить газоотведение. Производят отливку, ждут ее остывания,
Литье в металлические формы
Разъемную форму, называемую кокилем, изготавливают из металлических деталей. Части матрицы получают путем отливки или, если требуется обеспечить высокое качество поверхности и точность размеров, путем фрезерования. Формы смазывают антипригарными составами и производят заливку.

Литье в металлические формы
После остывания кокили разбирают, извлекают отливки, очищают. Металлическая матрица выдерживает до 300 рабочих циклов.
Литье по газифицируемым моделям
Модель выполняется не из дерева или воска, а из легкоплавкого и газифицируемого материала, преимущественно полистирола. Модель остается в форме и испаряется при заливке металла.

Литье по газифицируемым моделям
Преимущества способа:
- модель не требуется извлекать из матрицы;
- можно изготовлять модели сколь угодно сложных отливок, не нужны сложные и составные формы;
- существенно снижена трудоемкость моделирования и формования.
Литье по газифицируемым моделям приобретает большую популярность на современных металлургических производствах.
Литье под давлением
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.
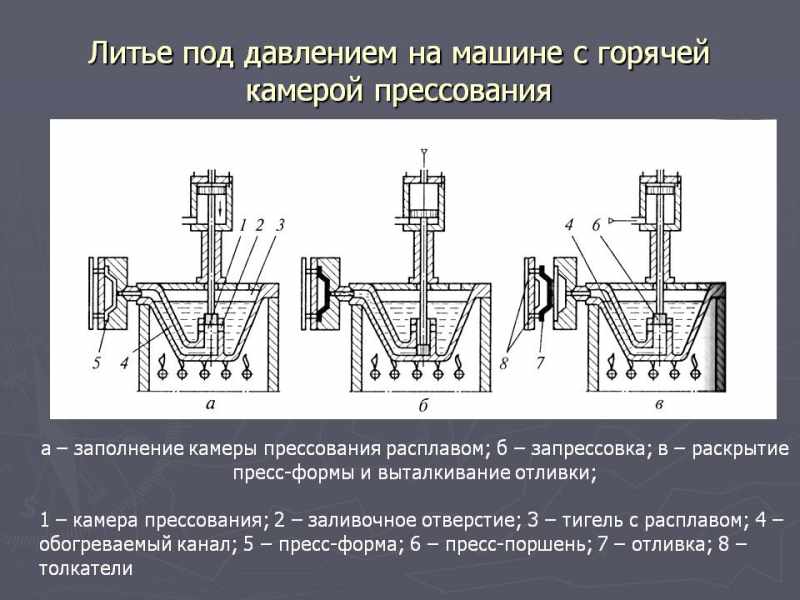
Литье под давлением
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
Преимущества метода
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
Недостатки
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.






Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
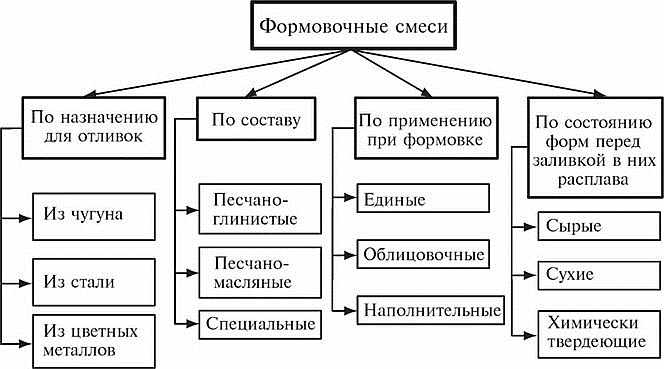
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.
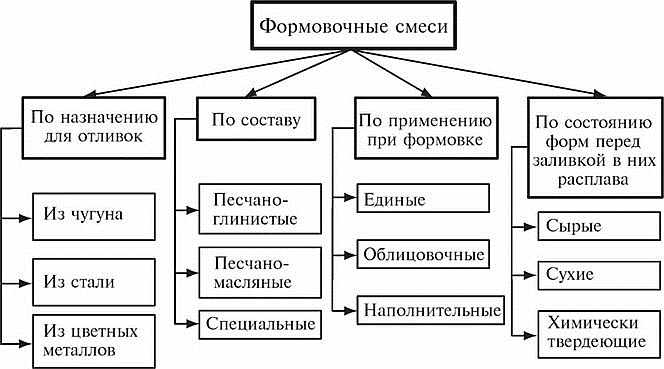
Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
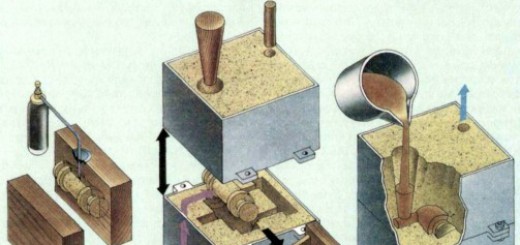
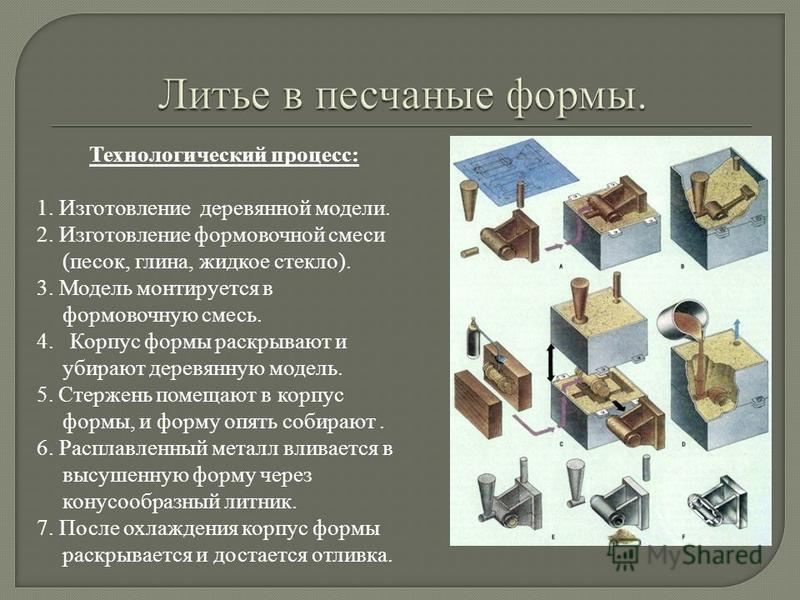
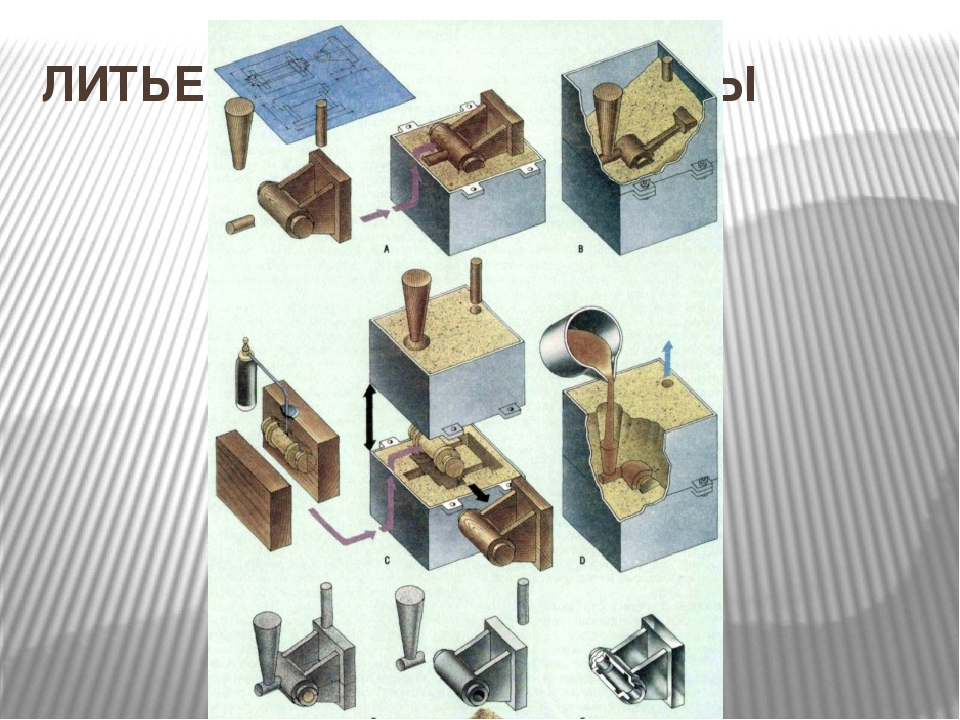
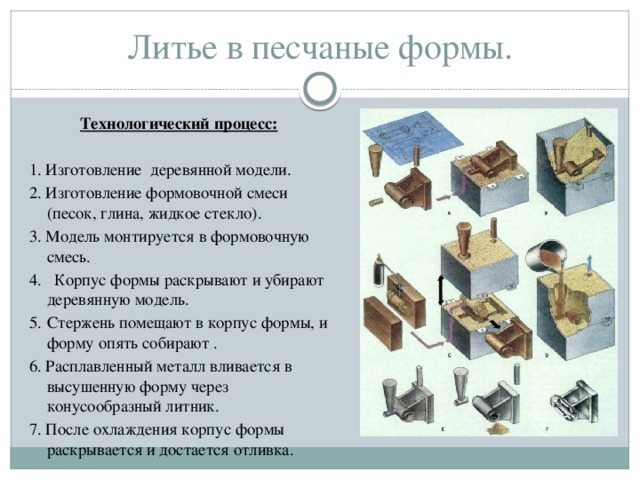
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
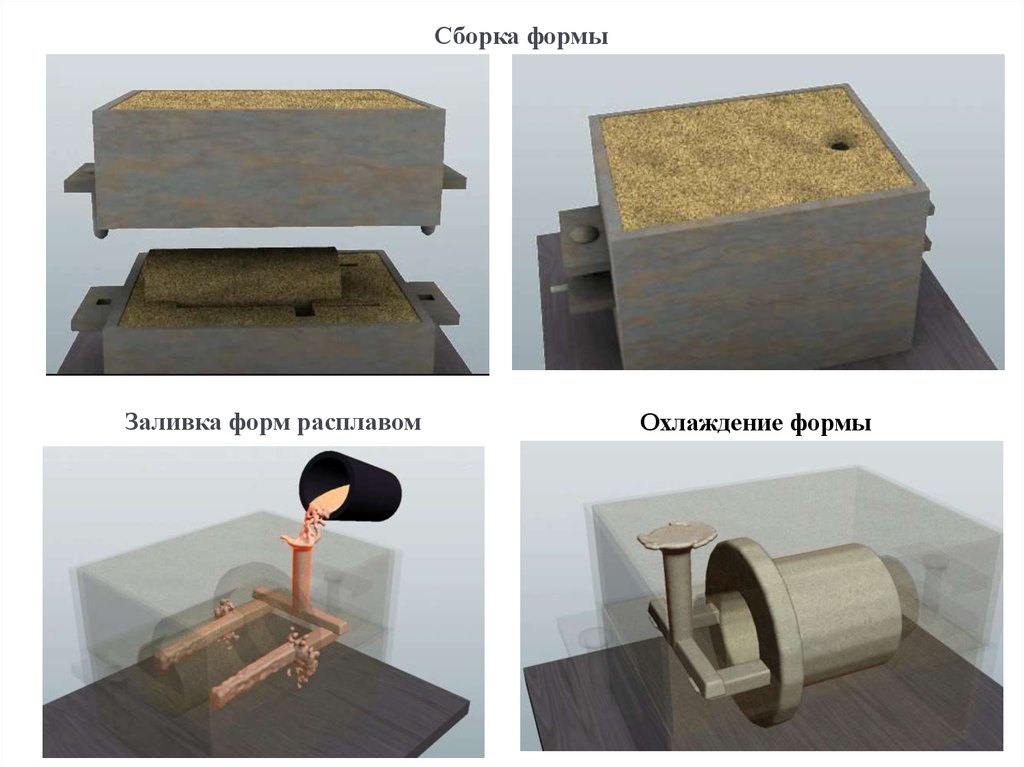
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
- Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.
- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
- Отделочные
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
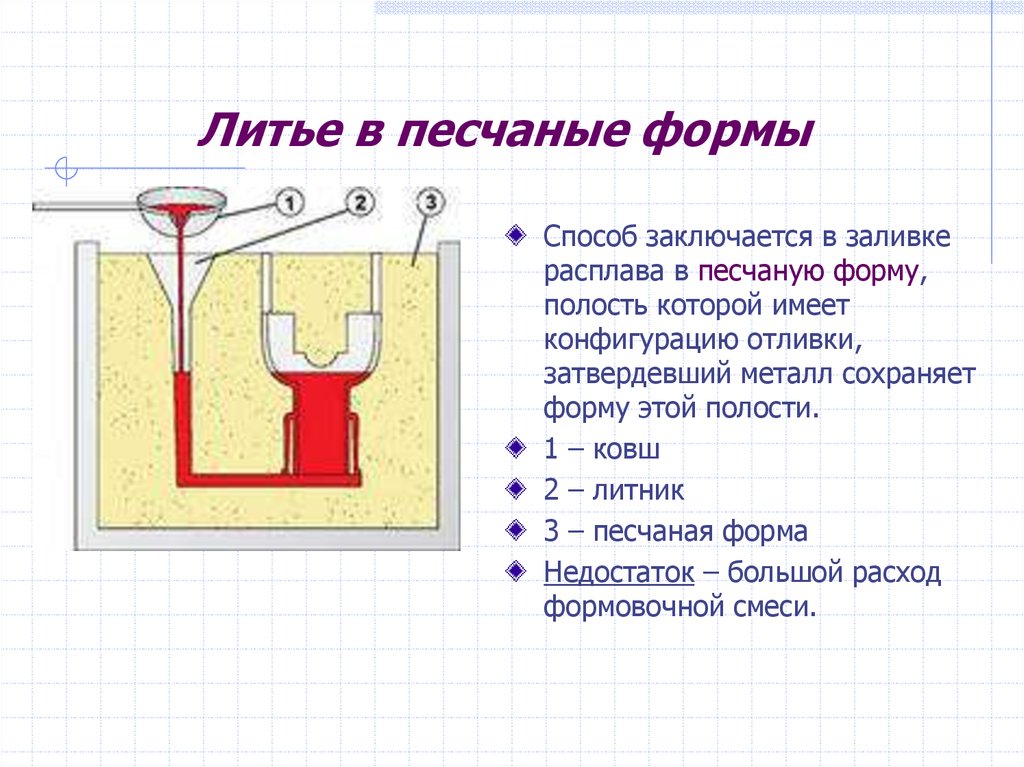
Что такое литье в песчаные формы?
Литье в песчаные формы, также называемое литьем в песчаные формы, представляет собой процесс литья металла, в котором в качестве материала формы используется песок. Выражение «литье в песчаные формы» также может относиться к продукту, созданному в процессе литья в песчаные формы. Другими словами, форма, которую я сделал из прессованного песка
Мы также можем определить это как производственный процесс, при котором жидкий металл заполняется лишнее отверстие песчаной формы либо под действием силы тяжести, либо с применением силы, где он затвердевает, образуя форму полости.
В соответствии с литье металла исследование , 60% металлических отливок производится методом литья в песчаные формы. Это просто показывает, насколько этот метод производства металлов очень популярен во всех спектрах.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Цельные модели
Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
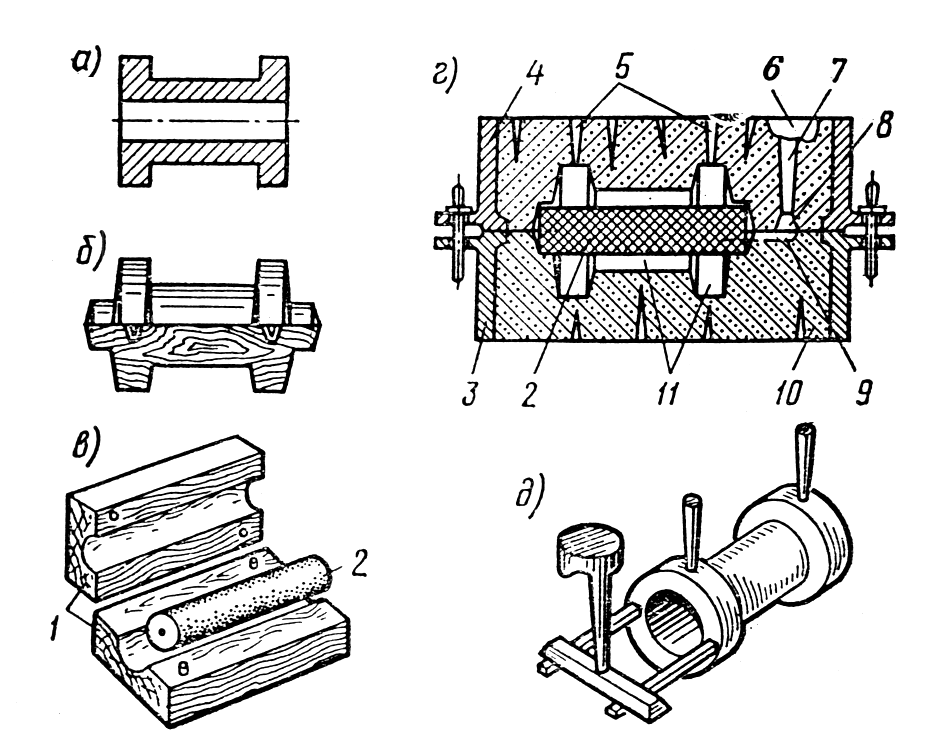
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках
Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами
Пары пазы-шипы и фиксируют компоненты во время формовки.

Разъемные модели
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.






Обзор литья в песчаные формы
Пескоструйная обработка является одним из процессов, подпадающих под процедуру литья широкого металла. Но что такое металлическое литье?
Литье металла – сложная процедура с давними корнями. В процессе литья металлические формы обрамляются путем слива жидкого металла в полость формы, где он охлаждается, а затем отделяется от конфигурации.
Литье металла – это старейший и самый сложный производственный процесс из когда-либо существовавших.
Он используется для изготовления значительного количества металлических предметов, используемых в нашей повседневной жизни: автомобильных запчастей, колес поездов, световых столбов, медицинского оборудования и многого другого.
Если вы производитель и планируете оказывать услуги по литью в песчаные формы в Китае, это руководство для вас. Мы расскажем все, что вам нужно знать о литье в песчаные формы.
Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
Плюсы:
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
Недостатки:
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.
Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Технология ЖСС
Технология жидко-стекольной смеси применяется там, где вдвигаются повышенные требования к качеству поверхности отливки. В состав смеси добавляют жидкое стекло и получившимся составом заливают модель. В опоку вводят углекислый газ, Проходит реакция, и ЖСС приобретает твердость. Требуется получить две полуформы, которые по окончании их твердения и извлечения макета соединяют. Получается оболочка, вокруг которой формируется наполнительная смесь.

Жидкое стекло
Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.


Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.

Самодельный горн для плавки
Материалы для литья в песчаные формы?
Как и другие методы обработки металлов, не все металлы пригодны для обработки определенным методом.
Есть некоторые методы, которые могут ограничить, какие металлы нужно обрабатывать, а какие нет.
Как мы уже упоминали, литье в песчаные формы – это универсальный метод, который можно легко использовать на разных типах металлов.
Наиболее распространенные металлы, которые можно обрабатывать посредством литья в песчаные формы, включают чугун, стальное литье, алюминиевые сплавы и латунные сплавы.
Все эти сплавы можно обрабатывать вместе с соответствующими сплавами.
Поскольку они имеют разные температуры литья, компания, предоставляющая услуги по литью, имеет современное оборудование, которое можно использовать для изменения температуры в зависимости от характеристик металлов.





