

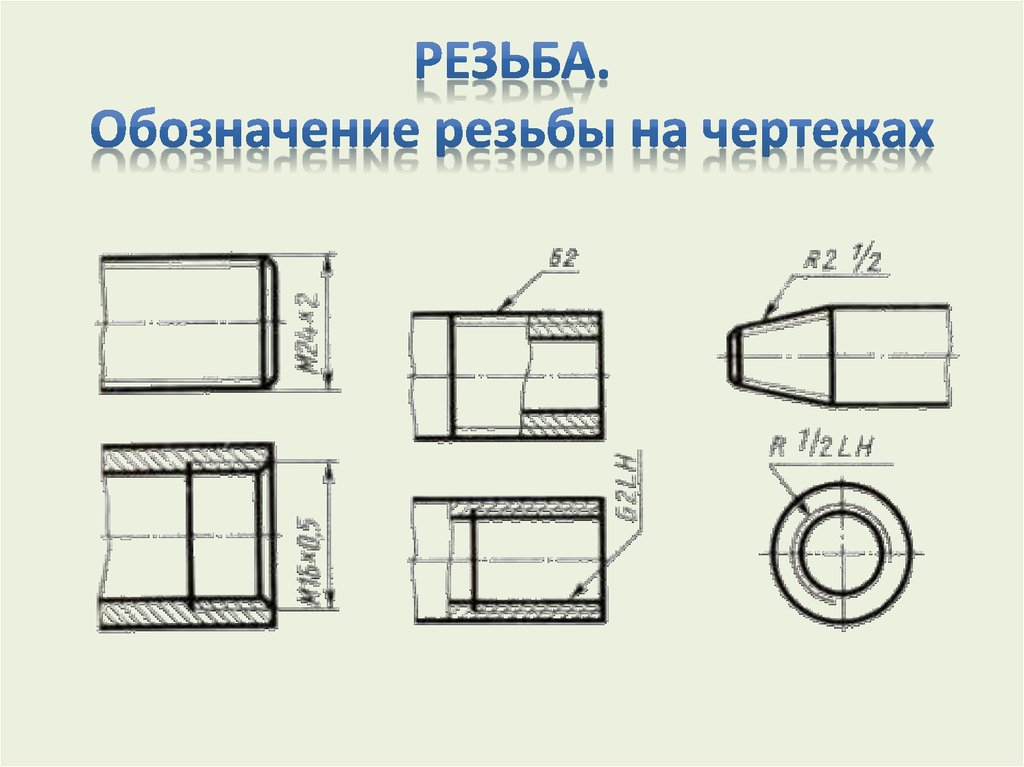
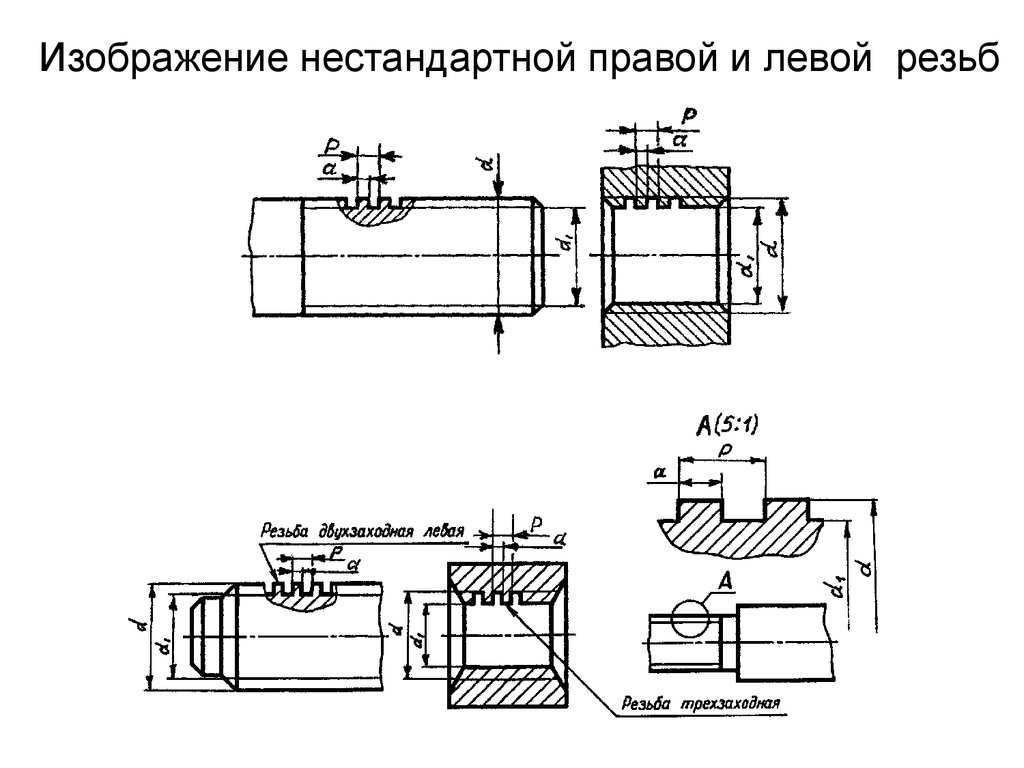
Виды трубной резьбы
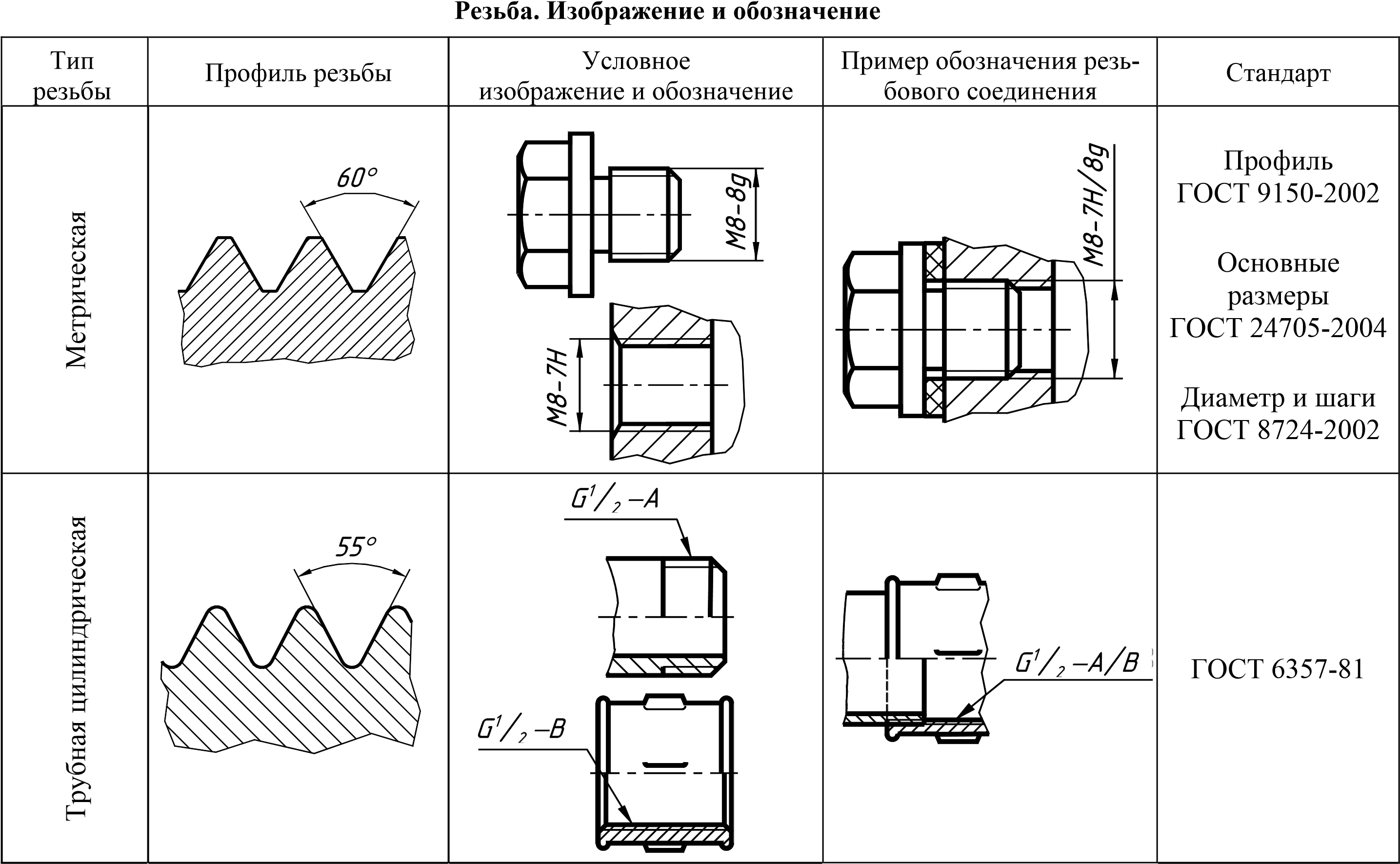
Итак, что же такое трубная резьба. Это та, которая имеет канавки особого профиля. В ее основе треугольник с вершиной 55° и скругленные вершины. Условное обозначение — G, после чего указывается условный проход трубы в дюймах. То есть, на чертежах ставят G 1 1/2″. Это и будет означать, что соединение резьбовое, резьба трубная с диаметром условного прохода 1 1/2 дюйма.
Как обозначается трубная резьба на чертежах? Буквой G и цифрами. Цифра — диаметр условного прохода трубы
Цилиндрическая трубная резьба: особенности, обозначение, размеры
Цилиндрическая трубная резьба описана в ГОСТ 6357-81. Она наносится на наружную или внутреннюю часть трубы. Стандарт также допускает соединение наружной конической и внутренней цилиндрической. Вообще, резьба должна быть выполнена с закруглениями, радиус которых тоже прописан. Однако под соединение цилиндрических деталей допускается прямой срез вершин треугольника (но не для соединения с конической резьбой).
Профиль цилиндрической трубной резьбы
Далее размеры. Цилиндрическая трубная резьба может быть наружной и внутренней. Характеризуются они тремя диаметрами: наружным, внутренним и средним. А еще рабочей высотой профиля, диаметром скругления и шагом. Диаметры и количество витков приведены в таблице.
| Ряд 1 | Ряд 2 | D = d | D1 = d1 | D2 = d2 | ||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9.728 | 9.147 | 8,566 | |||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | |||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | |
| 3/4″ | 22,911 | 21,749 | 20,587 | |||
| 5/8″ | 26,441 | 25,279 | 24,117 | |||
| 7/8″ | 30,201 | 29,039 | 27,877 | |||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | |
| 1 1/8″ | 37,897 | 36,418 | 34,939 | |||
| 1 1/4″ | 41,910 | 40,431 | 38,952 | |||
| 1 3/8″ | 44,323 | 42,844 | 41,365 | |||
| 1 1/2 | 47,803 | 46,324 | 44,845 | |||
| 1 3/4″ | 53,746 | 52,267 | 50,788 | |||
| 2″ | 59,614 | 58,135 | 56,656 | |||
| 2 1/4″ | 65,710 | 64,231 | 62,752 | |||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | |||
| 2 3/4″ | 81,534 | 80,055 | 78,576 | |||
| 3″ | 87,884 | 85,405 | 84,926 | |||
| 3 1/4″ | 93,980 | 92,501 | 91,022 | |||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | |||
| 3 3/4″ | 106.680 | 105,201 | 103,722 | |||
| 4″ | 113.030 | 111.551 | 110.072 | |||
| 4 1/2″ | 125,730 | 124,251 | 122,772 | |||
| 5″ | 138,430 | 136,951 | 135,472 | |||
| 5 1/2″ | 151,130 | 149,561 | 148,172 | |||
| 6″ | 163,830 | 162,351 | 160,872 |
По таблице, вроде вопросов быть не должно. Стоит только упомянуть, что при наличии выбора, стоит выбирать размеры из ряда 1. Шаг резьбы и количество витков — одинаковые для нескольких диаметров труб. Недостающие параметры — рабочую высоту профиля и диаметры скругления, берем из второй таблицы.
Рабочая высота профиля и диаметры скруглений для трубной цилиндрической резьбы
Обозначается цилиндрическая трубная резьба латинской буквой G, за которой проставлен диаметр условного прохода трубы в дюймах. Например: G 1/2″, G 2″ и т.д. Далее указывается:
- Если резьба левая, проставляются буквы LH, если правая ничего не ставят.
- Класс точности — A или B (у А меньше допустимые отклонения) ставят через дефис. Например, G 1 1/8″ — A или G 2″ LH — B. Второе — левая резьба с классом точности B.
- Затем прописывают длину свинчивания (длина участка в миллиметрах, на который наносится резьба). G 5/8″ — A — 40.
Если описывается соединение — труба/муфта, например, — класс точности указывается для обеих деталей. Например, G 2 3/4″ — A/A или G 1″ — B/A. Сперва указывается класс точности резьбы трубы, затем муфты или устанавливаемого устройства.
Коническая трубная резьба: особенности, таблица размеров, обозначение
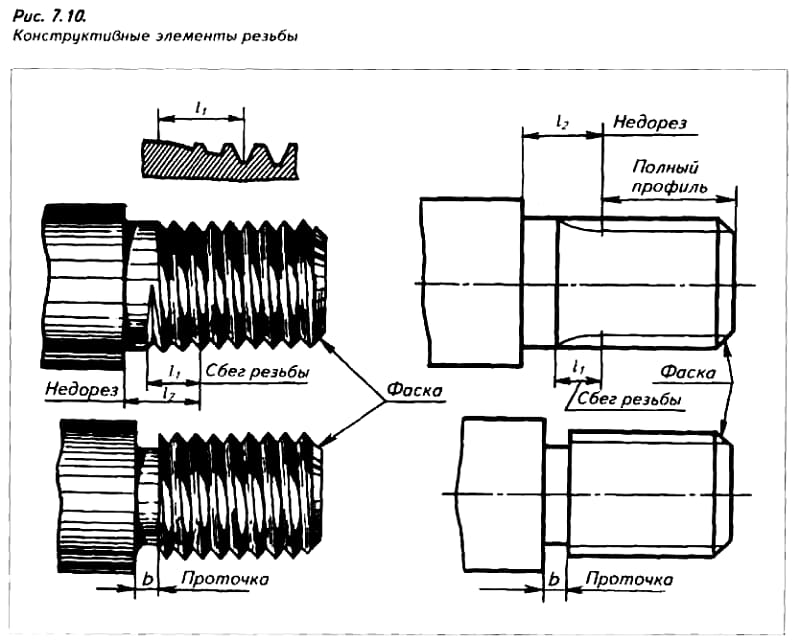
Этот вид резьбовых соединений применяется там, где необходима высокая надежность соединения. Коническая трубная резьба отличается тем, что наносится на конус. Профиль ее при этом остается точно таким же, но добавляются две величины — рабочая длина резьбы l1 и l2 — длина от торца до основной плоскости. Эти столбцы добавлены в таблицу.
Трубная коническая резьба: профиль, основные размеры
| D = d | D1 = d1 | D2 = d2 | l1 | l2 | |||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9.728 | 9.147 | 8,566 | ||||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26.441 | 25.279 | 24.117 | 14.5 | 9.5 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | 16.8 | 10.4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19.1 | 12.7 | ||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | 19.1 | 12.7 | ||
| 2″ | 59,614 | 58,135 | 56,656 | 23.4 | 15.9 | ||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26.7 | 17.5 | ||
| 3″ | 87,884 | 85,405 | 84,926 | 29.8 | 20.6 | ||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31.4 | 22.2 | ||
| 4″ | 113.030 | 111.551 | 110.072 | 35.8 | 25.4 | ||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||
| 6″ | 163,830 | 162,351 | 160,872 | 40,1 | 28,6 |
Обозначается цилиндрическая резьба буквой R с индексами, которые обозначают тип поверхности:
- Просто R для наружной конической резьбы.
- Rc — коническая внутренняя.
- Rp — цилиндрическая внутренняя.
После букв ставится условный размер трубы в дюймах, затем, если нанесение левостороннее, добавляют LH. Например, R 3/4, R2 1/2 LH. При описании резьбовых соединений, обозначения пишут в виде дроби. Обычно в числителе наружная, в знаменателе внутренняя. Например, Rc/R 3/8.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
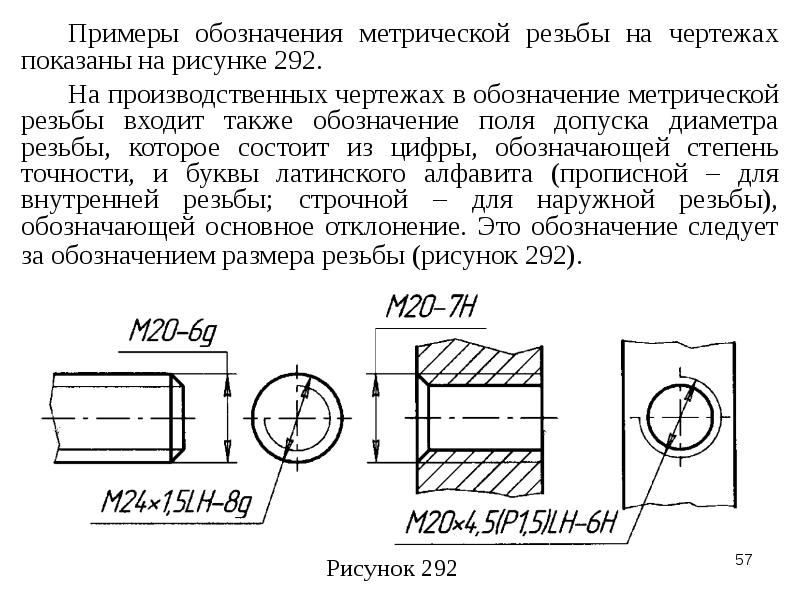
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
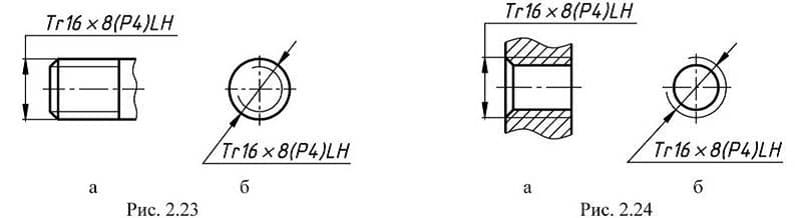
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.


Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Левая резьба. Особенности применения
Если есть вопросы по крепежу с левой резьбой, позвоните нам, мы проконсультируем Вас!
Одна из основных характеристик резьбы – направление вращения профиля. Существуют два основных вида крепежа, соответствующих этому признаку – с правой и с левой резьбой. Резьба правая, если с вращением по часовой стрелке выступы удаляются от наблюдателя. На левой резьбе с вращением по часовой стрелке выступы приближаются. Стандартной считается правая резьба. Львиная доля крепежа выпускается именно с такой. В каких случаях применяется левая резьба?
В стяжных конструкциях на вращаемой детали предусмотрена разнонаправленная резьба. С одной стороны левая, а с другой правая. Вращая такое устройство присоединяемые детали будут либо сближаться, либо удаляться. Ярким примером такого устройства является талреп. В корпусе талрепа (он может быть открытым или закрытым) с одной стороны резьба левая, а с другой – правая. При его вращении ответные детали – это может быть винт с крюком, кольцом, ушком – либо сближаются, либо удаляются. Так с помощью левой резьбы производится натяжение тросов, установка мачт или навесов, закрепляется оборудование или техника на платформе. Другой пример – ниппель для секционного радиатора. Имея с двух сторон разнонаправленную резьбу, с помощью специального ключа им стягивают секции алюминиевых, биметаллических, чугунных радиаторов.
– для предотвращения самоотвинчивания
Гайка или винт, закрепляющие деталь на вращающемся валу, должны затягиваться по направлению вращения вала. В противном случае резко возрастает вероятность самоотвинчивания крепежа. Поэтому, резьбовой крепеж с левой резьбой часто востребован для комплектации таких изделий или оборудования. Примерами могут служить крепление педали велосипеда, лопастей вентилятора, дисков угловых шлифмашин (некоторые модели), колеса некоторых моделей автобусов и много других устройств.
– защита от стандартных операций
Часто крепеж с левой резьбой применяется на аналогичном оборудовании, представляющем повышенную опасность. Если существует вероятность ошибиться в присоединении изделий, то на одном из них делают правую резьбу, а другом левую. По этому принципу сконструированы присоединительные резьбы для редуктора баллона с сжатым газом. Пропановый баллон имеет левую резьбу, кислородный – правую. Таким образом, невозможно присоединить к кислородному баллону редуктор от баллона с горючим газом.
Многие производители, особенно в автостроении, используют крепеж с левой резьбой для защиты от установки неоригинальных изделий. Такой маркетинговый ход, во-первых, делает изделие более индивидуальным. Во-вторых, гарантирует, что во время ремонта или замены будет использован только оригинальный крепеж от производителя.
Для чего нужен анкер гитары?
Многие начинающие гитаристы, которые не разбираются в том, как вообще устроен инструмент, немного неправильно воспринимают его строение. Гриф гитары вовсе не горизонтально прямой, как об этом многие думают. Более того – он представляет из себя столько не идеально ровный брус, сколько дугу, на которую, как тетива на лук, натянуты струны. Если бы эта часть гитары была идеально ровной – то тогда струны бы ложились на нее и их невозможно было бы зажимать. Анкер выполняет сразу две задачи – принимает на себя огромную нагрузку, которую оказывает на дерево натянутая струна, а также сохраняет гриф в одном положении для более удобной игры.

Соответственно в случае, если с гитарным стержнем происходят изменения, то это напрямую влияет на удобство игры, а также на возможность исполнения песен в принципе. С кривым грифом напрямую связаны две очень распространенные проблемы:
- Это одна из причин, почему дребезжат струны – то есть звенят об порожки, и вместо того, чтобы давать ровный, звонкий звук, они ладят, а иногда и не играют вовсе.
- Струны становится зажимать очень тяжело – особенно хорошо это ощущается на 5 и выше ладу. Крайне тяжко становится играть с приемом баррэ – гитарист начинает тратить гораздо больше усилий, чем для этого требуется. Такая ситуация тоже напрямую связана с тем, что гитарный анкер перетянут, и сжимает гриф намного сильнее, чем требуется.
Как же это исправить? Именно этому и посвящена данная статья.
Самый легкий способ открутить/сорвать гайку ступицы
Наиболее легким способом можно считать следующий, но он предполагает полную замену гайки. Не переживайте, любой метод не гарантирует сохранность этой детали. Чтобы легко открутить либо сорвать гайку ступицы с места (вариант для всех марок — от ВАЗ до иномарок, где на валу есть канавка), нужно взять:
- Новую гайку.
- Дрель или шуруповерт.
- Сверло до 3 мм.
- Зубило.
- Молоток.
Процесс.
- Сверлить гайку нужно вдоль канавки для расконтрирования.
- С помощью зубила и молотка просто разбиваем гайку и снимаем ее с последующей заменой.
- Если выбрасывать гайку не представляется возможным, тогда придется попотеть — и в прямом смысле слова тоже.
Стучит рулевая рейка Ваз 2110 из за чего и как это исправить
Стук в рулевой рейке Ваз 2110 довольно наиболее распространенная неисправность. Откуда он происходит? Давайте искать первопричину. Да, рулевая рейка – система более простая, нежели устаревшая червячная разновидность. Как уже отмечалось выше, она даже на российских машинах «ходит» 80-100 тыс. км, не доставляя автомобилистам проблем. Но преждевременный стук, увы, иногда возникает. Причины бывают такими:
- На ВАЗах к примеру, часто стук в рулевой рейке спровоцирован недостаточно хорошо закрученными крепежными болтами. Нет, затянуты они были добросовестно, это наши удивительные дороги, создавая вибрации, со временем раскрутили их. Стук здесь устранить несложно – надо просто затянуть все крепежи.
- На машине ВАЗ-2110 и всем авто в семействе десятого ряда нередко изнашивается опорная втулка на одной из сторон рейки. Поскольку изготавливают опорные втулки здесь из пластмассы, быстрый износ их не становится чудом при поездках по нашим идеальным, так сказать, автодорогам. Неровности способствуют возникновению свободного хода этого элемента, отчего износ происходит ускоренными темпами.
- Куда серьезнее ситуация, когда разрываются чехлы, защищающие рулевую рейку. Тогда пыли и грязи открыт доступ на ее зубчатые поверхности, что уже без лишнего драматизма похоже на катастрофу. Долго рейка без защиты не проработает, поэтому и появляется злополучный стук.
- Коррозия детали – вообще фатальная проблема, потому что рулевую рейку придется однозначно менять. Это дорого, но не дороже финансов и, главное, жизни со здоровьем.
- Редко, но имеет место заводской брак. Тут рейка чаще всего стучит уже на новом автомобиле. Благо, если транспорт числится на гарантии – тогда замены некачественного узла можно добиться за счет «заведения» изготовившего машину. Повреждение на заводе, плохое качество изготовления – наиболее частые случаи производственного брака.
- Материал рейки. Как правило, он мягкий и рассчитан для езды по качественным дорогам. При езде же по нашим ямам и в следствии постоянной вибрации постепенно слой за слоем, микрон за микроном происходит снятие металла с поверхности рейки, а это приводит к преждевременному износу опорной втулки. В данному случае проблему можно решить двумя способами. Или купить новую рейку или заказать изготовление аналогичной из более прочного металла. Обычно люди, которые этим занимаются порекомендуют вам нужный материал.
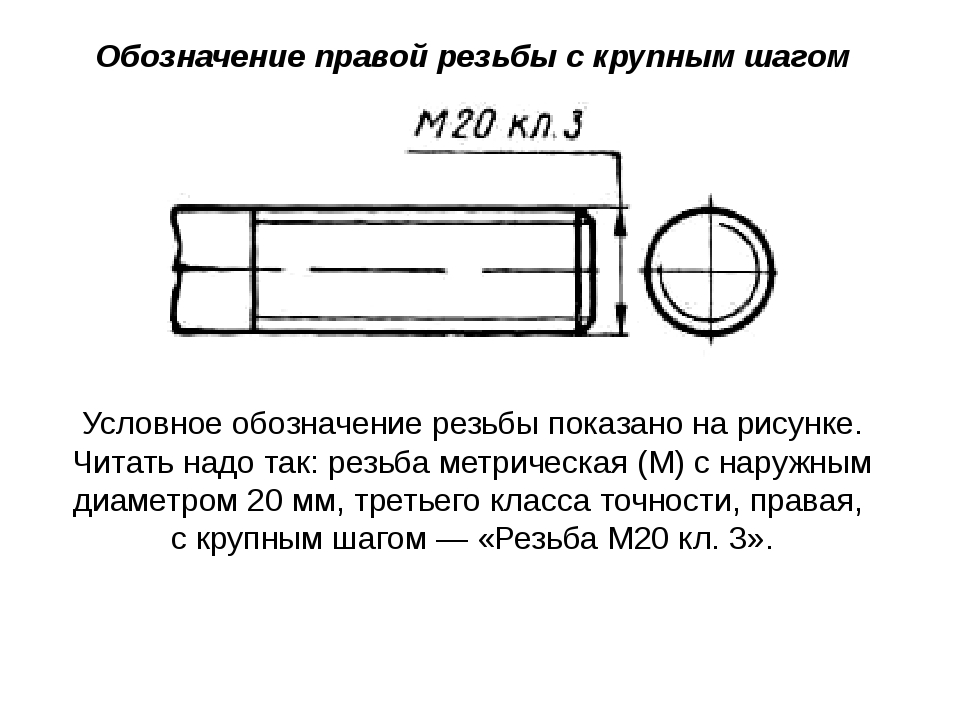
Резьба упорная усиленная 45°
ГОСТ 13535-87
Распространяется на упорную усиленную резьбу с углами наклона боковых сторон профиля 45° и 3°, диаметрами от 80 до 2000 мм и устанавливает ее профиль, основные размеры и допуски
В обозначение упорной усиленной резьбы должны входить: буква S, значения угла 45°, номинального диаметра и шага, например:S 45° 200×12.
Для левой резьбы условное обозначение резьбы дополняют буквами LH, например:S 45° 200×12 LH.
В обозначение многозаходной резьбы должны входить: буква S, значения угла 45°, номинального диаметра, хода и в скобках буква Р со значением шага, например:
для двузаходной резьбы со значением хода 24 мм и шагом 12 мм:S 45° 200×24 (Р12);
для левой резьбы:S 45° 200×24 (Р12) LH.
Длину свинчивания N в обозначении резьбы не указывают. Длину свинчивания L указывают в миллиметрах, например:S 45° 200×12 — 300;S 45° 200×12 LH — 300
Главное о секретных болтах
Предназначение секретного болта – защита колес от хищения. Крепежная единица имеет головку под специальный ключ. Ключ от болтов будет иметь только владелец авто. Секретки популярны среди автолюбителей, и множество автомастерских имеют в наличии похожие или аналогичные ключи, поэтому рекомендуется подбирать нераспространенные модели.

Преимущество и отличие от обычных болтов крепления
Преимущества и отличия от традиционных болтов следующие:
- Головка болта располагается с низкой посадкой.
- Элементы защищены специальными кольцами.
- Секретные болты на колеса выполнены из высококачественного сырья.

Разновидности
Отдельные конструкционные отличия следует учитывать при выборе секреток:
- Изделия имеют наружную головку в форме звездочки или многогранника. Модели пользуются большой популярностью среди потребителей.
- Болт с головкой внутренней формы в виде звездочек или специальных форм. Минусом таких секреток является склонность к накоплению грязи.
- Элемент с одним или несколькими защитными кольцами.
- Болты, которые имеют головки нестандартных размеров. Форма рисунка бывает внутренней или наружной.
- Секретные болты на колеса с несколькими отверстиями в головке. Конструкционные особенности состоят в том, что отверстия расположены не по строго установленной системе, а соответствуют определенным габаритам головки крепежа. Приспособиться и открутить данный тип метиза в случае потери секретного ключа будет затруднительно.

Как устанавливаются противоугонные болты
Особенности монтажа противоугонных болтов:
- При демонтаже гаек или болтов нужно помнить, в какую сторону откручивать болт на колесе – против часовой стрелки.
- На одно колесо устанавливают лишь один замок. Работу производят при помощи баллонного ключа. Перед установкой рекомендуется смазывать болты пластичными смазками.
- Секретка затягивается без чрезмерных усилий, лучше применить динамометрический инструмент.
- Делают проверку наличия пробела между колесным диском и гайкой либо соответствия нужной длины болта.
- Устанавливают пластиковые заглушки.
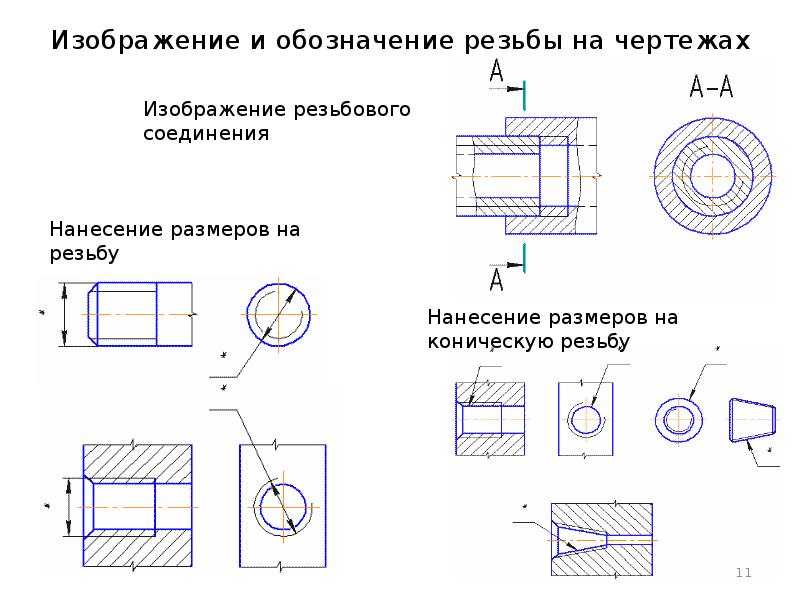
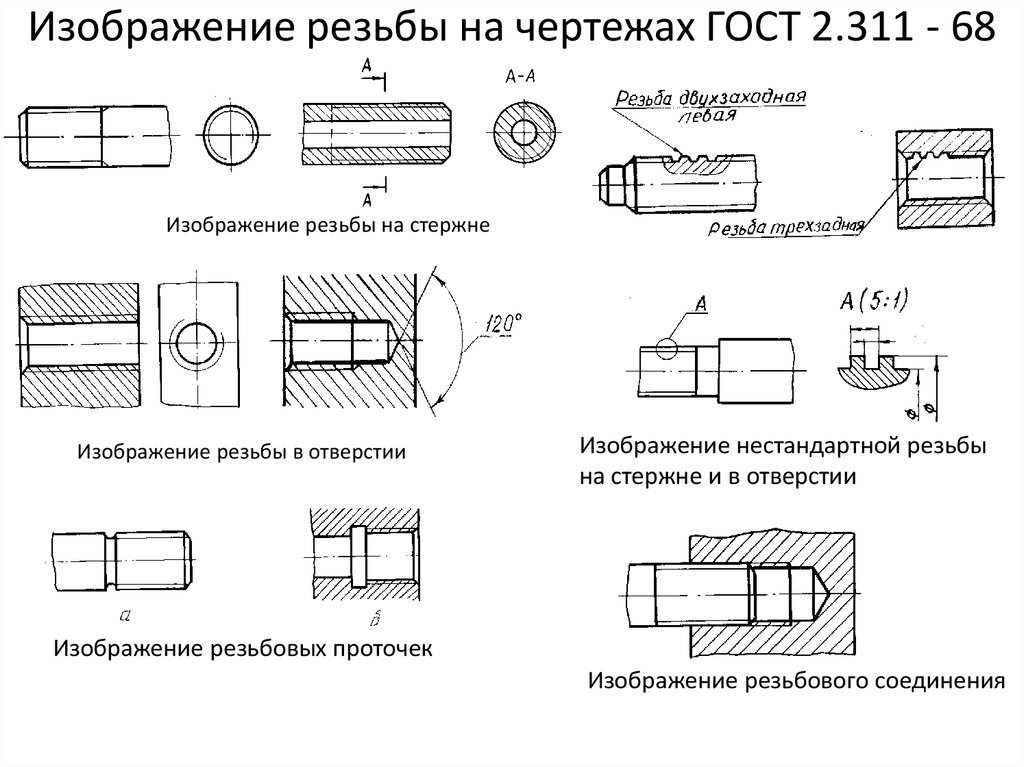
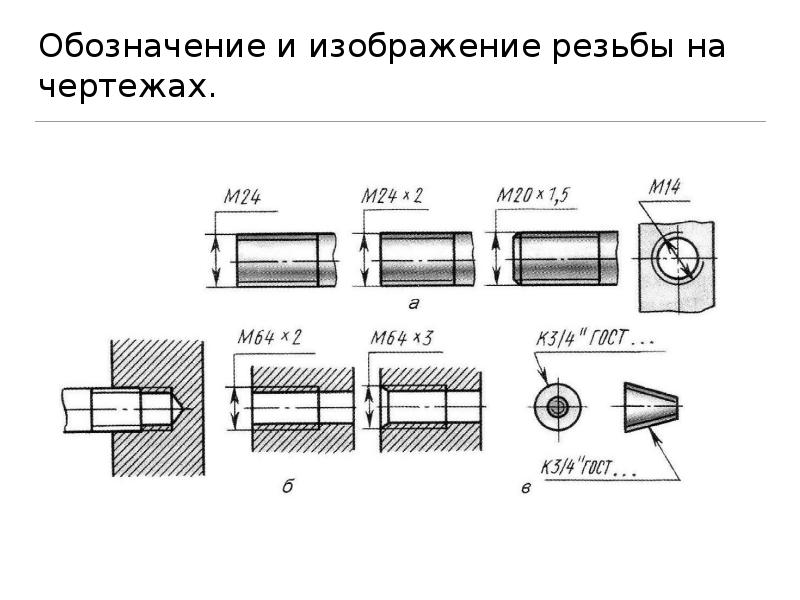
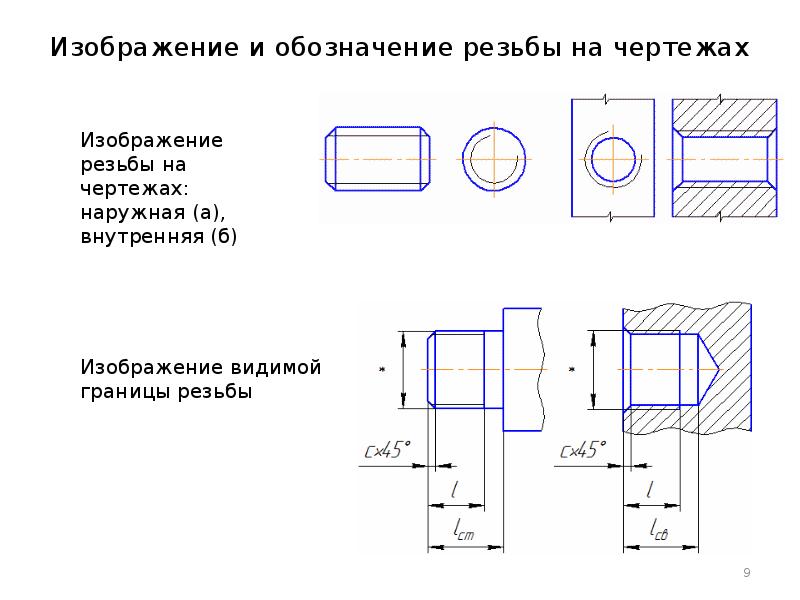
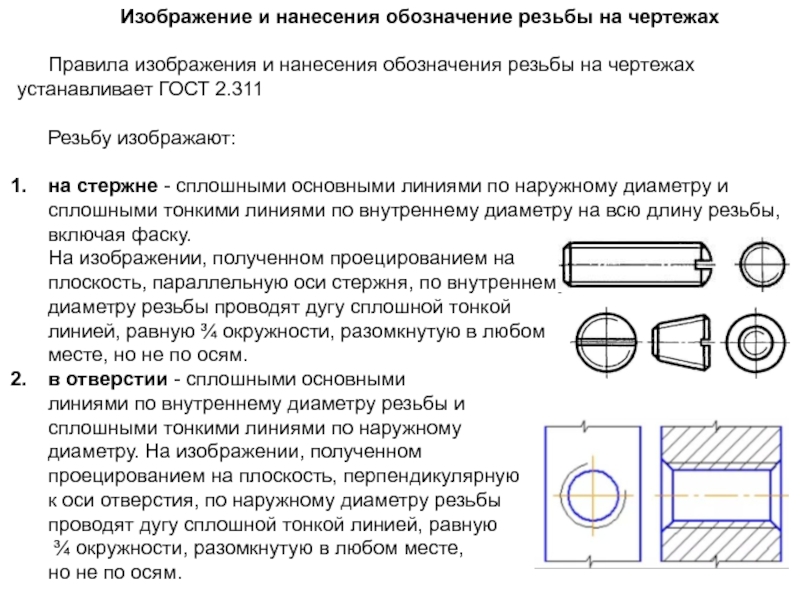
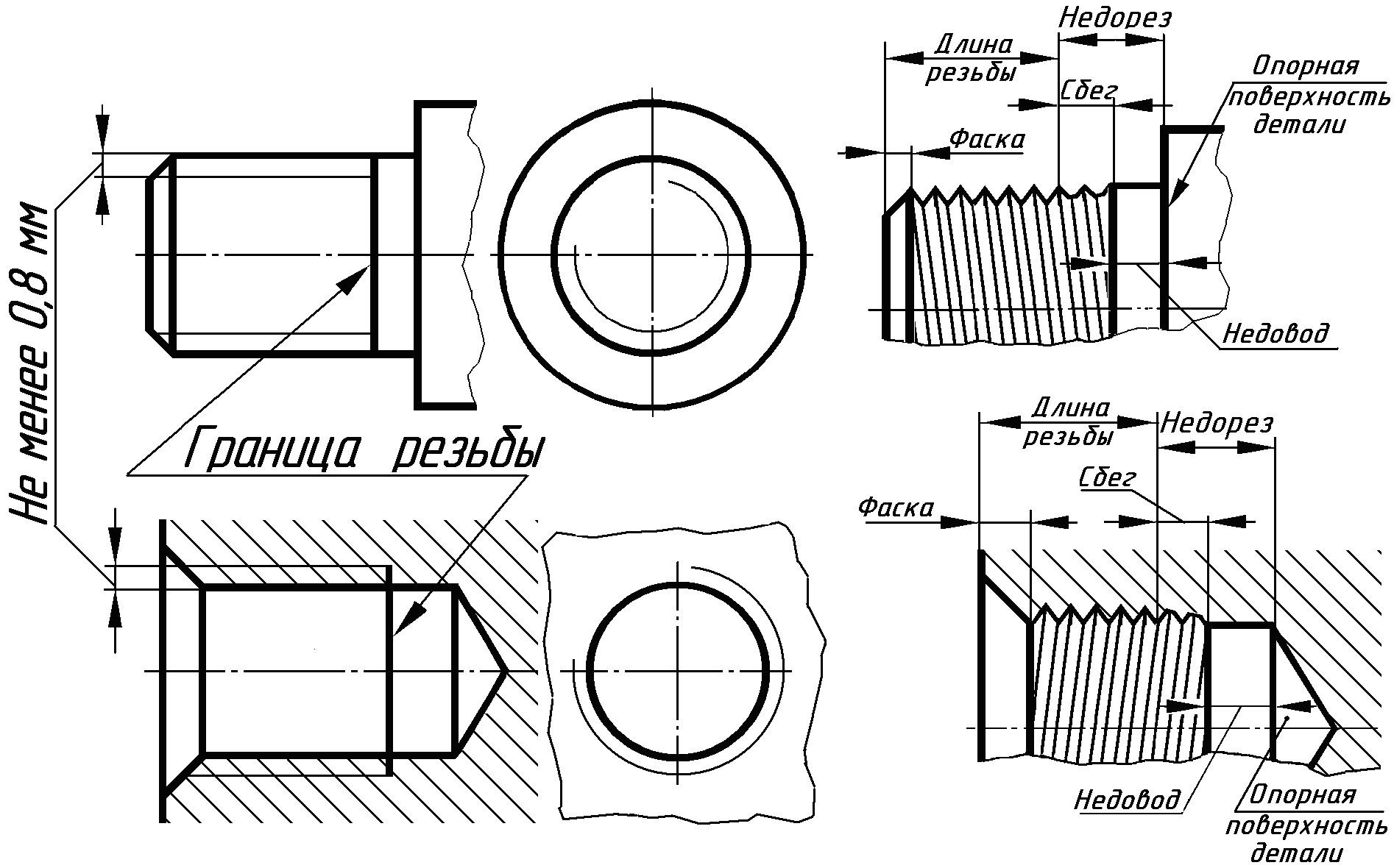
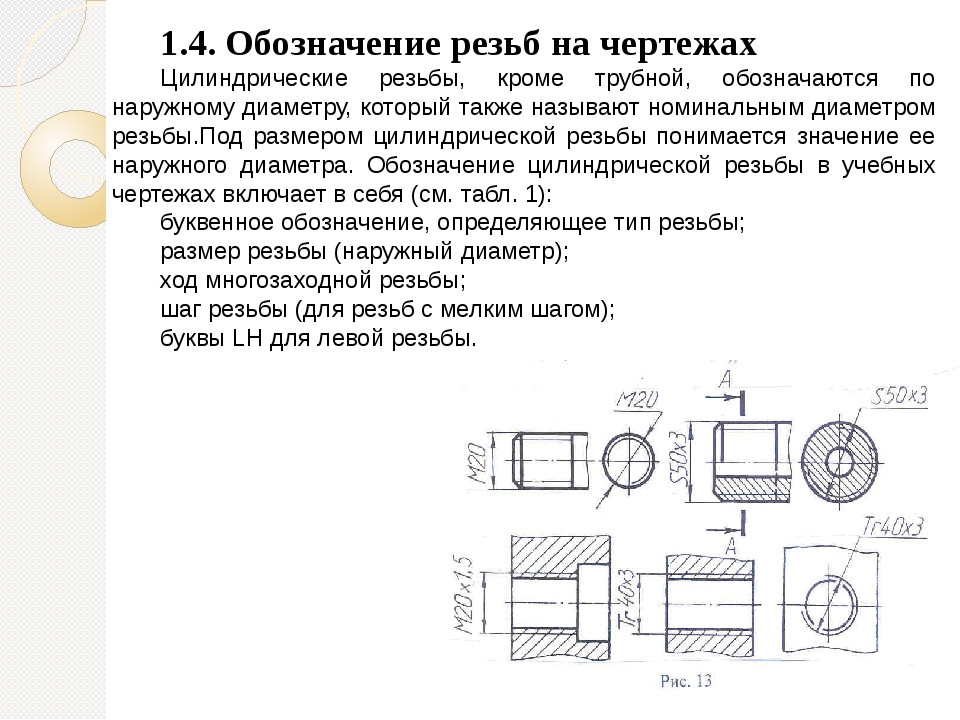
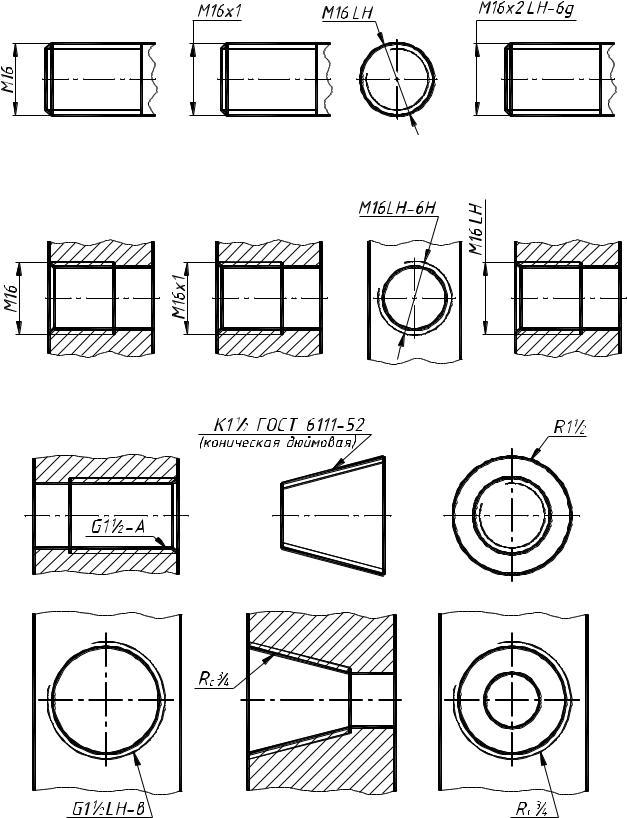
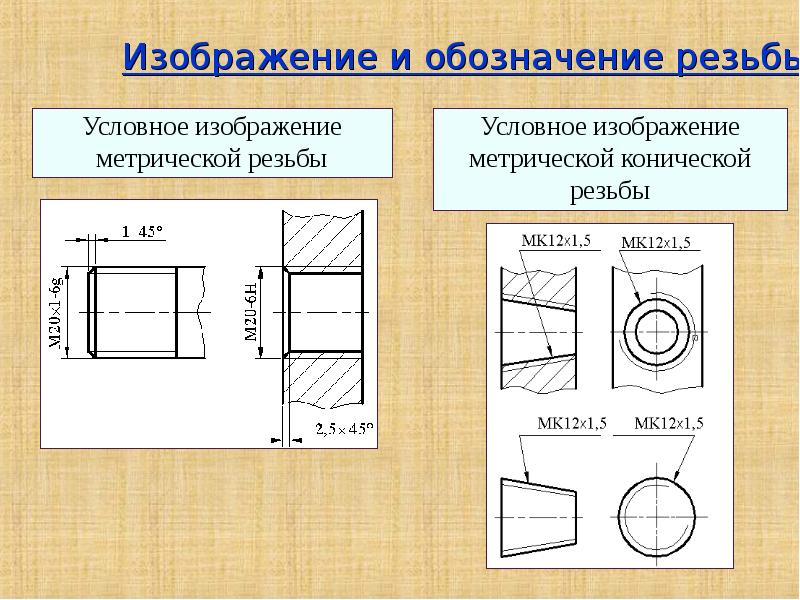
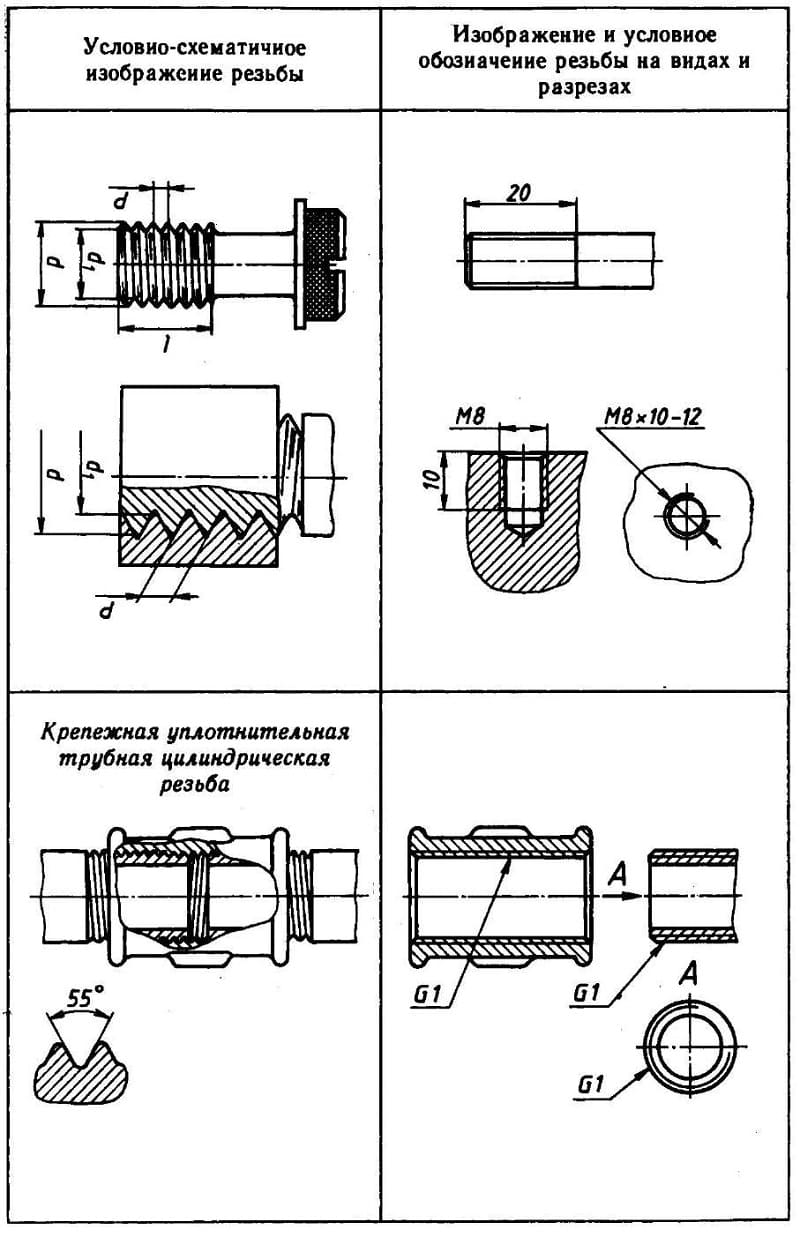
Изображение и обозначение резьбы на чертежах
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
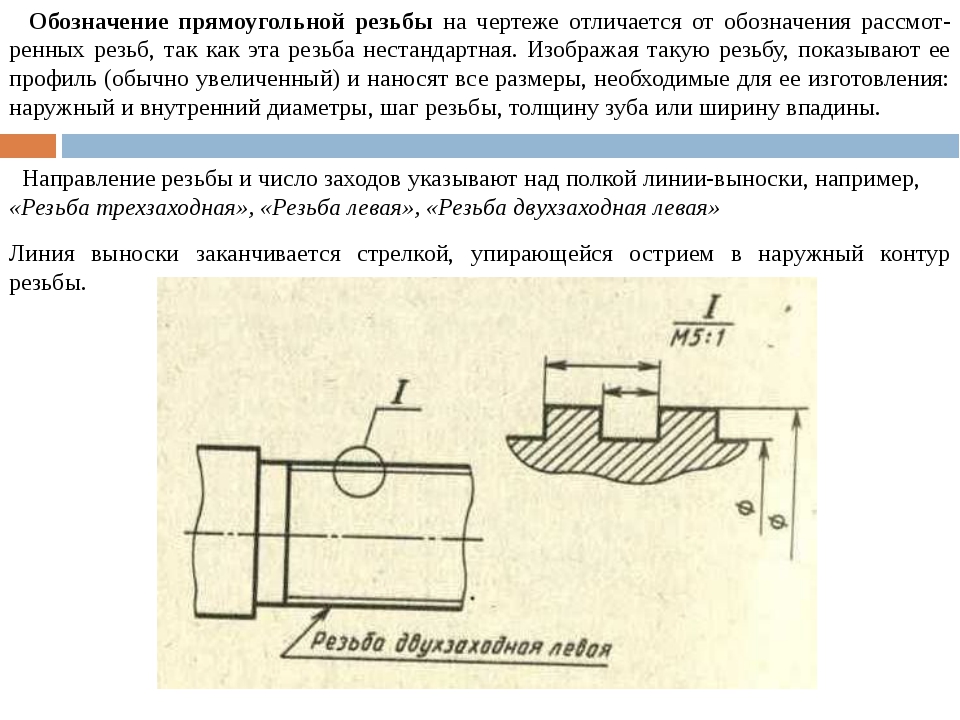
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров
Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
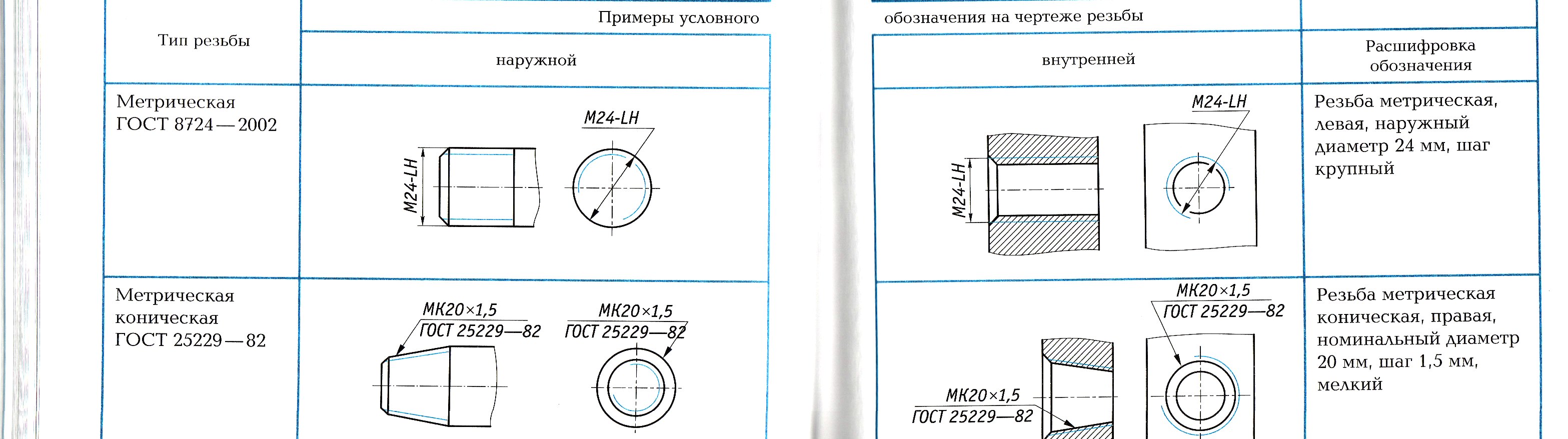
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
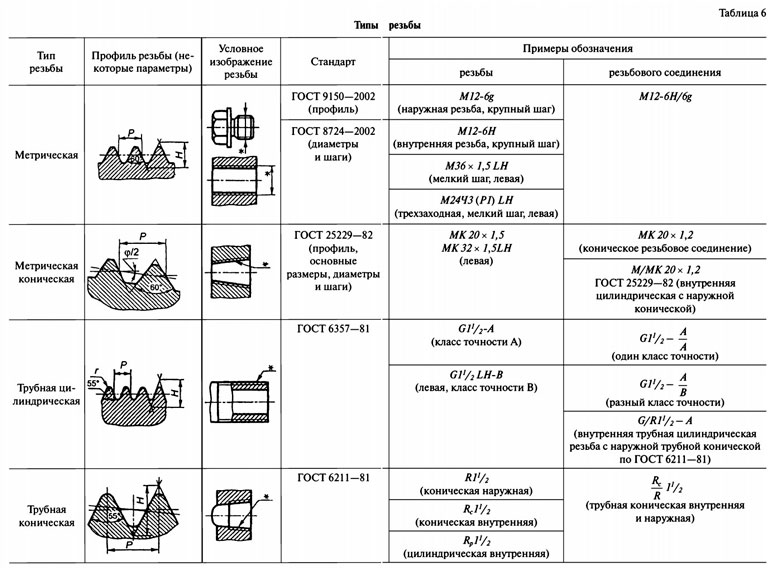
Виды резьбы
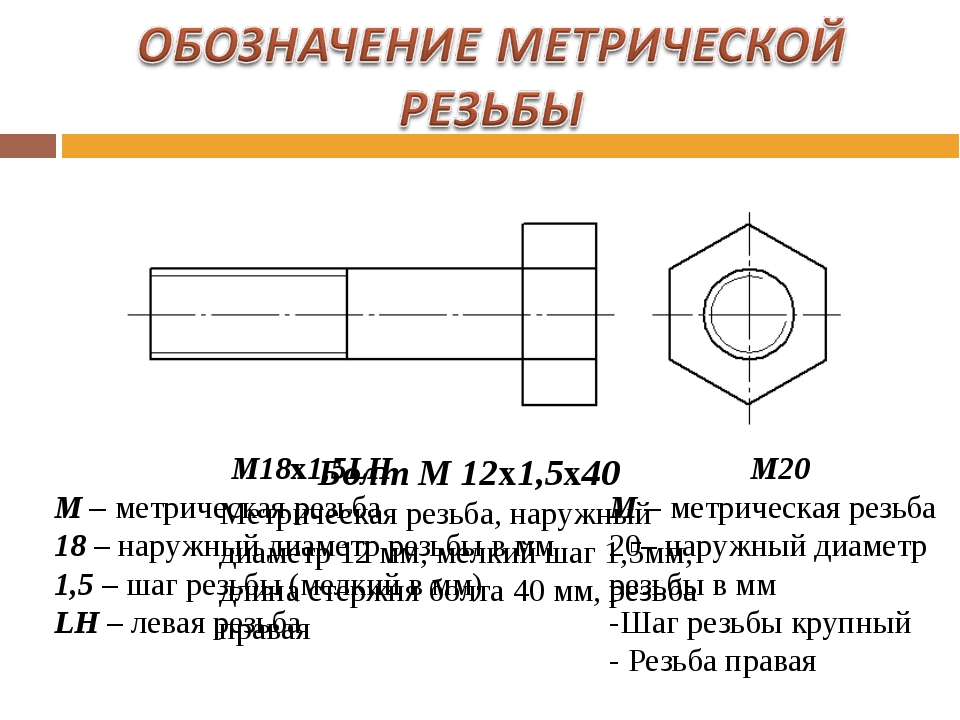
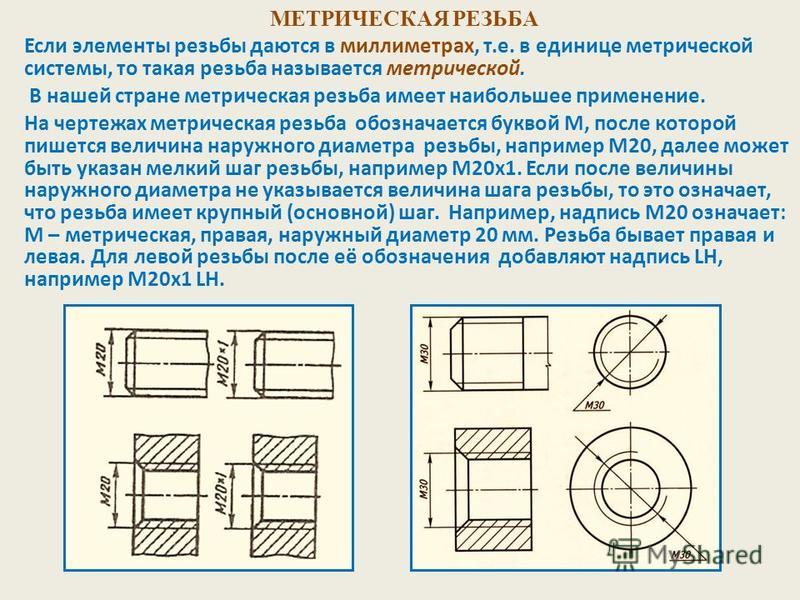
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
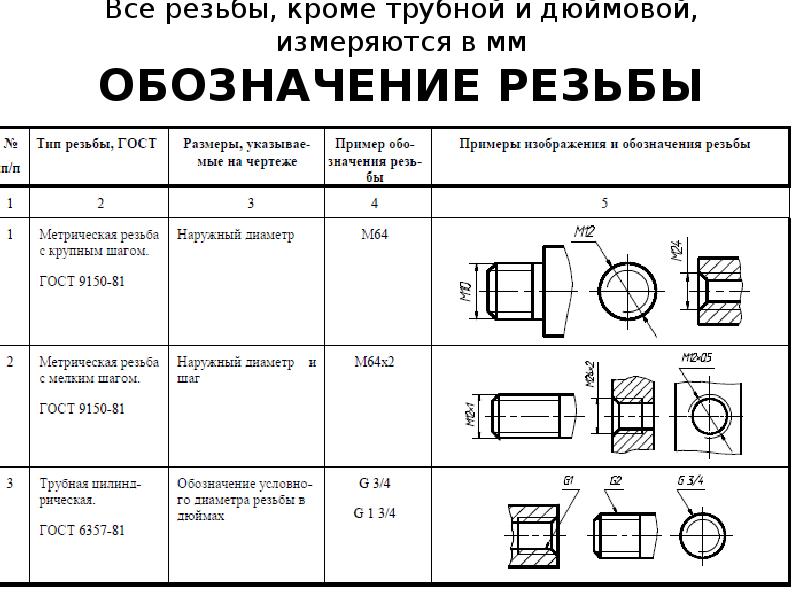
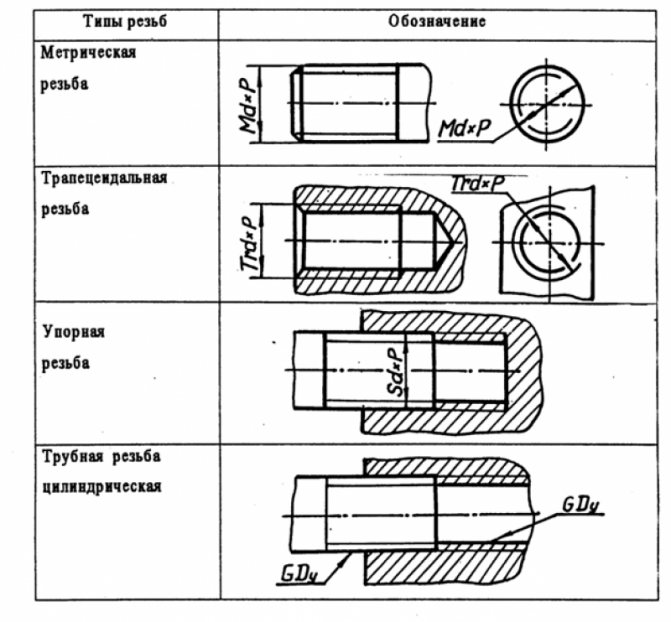
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая — налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
Обозначение на чертеже левой резьбы
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером.
Читать также: Условное обозначение реостата на схеме
Такое устройство, используемое в такелажных работах, — талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются.
Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Смазать ржавую резьбу

Знаменитое средство WD-40 и его аналоги. | Фото: popularmechanics.com.
На гайках и болтах, которые не хотят легко страгиваться, можно применить одно из многочисленных смазывающих средств. У автолюбителей очень популярно проникающее масло типа WD-40. Кстати, это очень полезный препарат в решении других бытовых проблем.

Проникающее масло обильно наносим на сопряженные поверхности деталей, и оставляем на какое-то время. Если болт или гайка очень ржавые, можно оставить «химию» работать на всю ночь.
Также можно смочить приржавевшие детали керосином, растворителем, простой водой или кока-колой. Эти средства также немного помогают.
Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.



Условное обозначение чистоты поверхности на чертеже
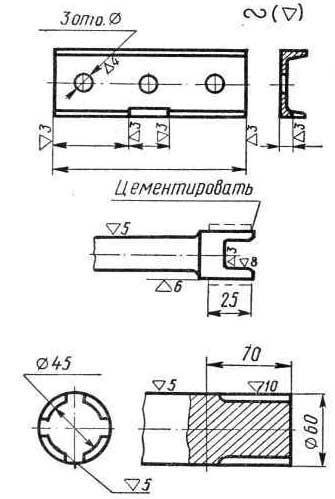
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
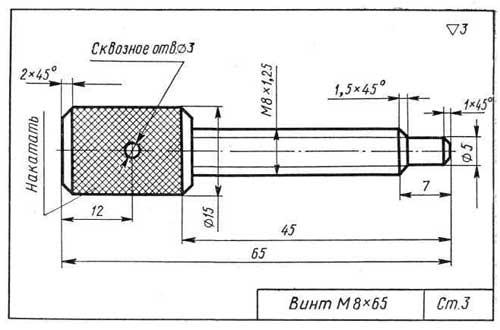
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | — |
| 2. Где ее применяют? | — |
| 3. Перечислите технические требования к детали | — |
| 4. Как называется вид чертежа? | — |
| 5. Какие условности имеются на чертеже? | — |
| 6. Какова общая форма и габарит детали? | — |
| 7. Какая резьба нарезана на стержне? | — |
| 8. Укажите элементы и размеры детали | — |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич





