Размеры конвейерных роликов
Типоразмерный ряд конвейерных
роликов зависит от ширины ленты, условий
эксплуатации, а также от конструктивных особенностей
деталей самих роликов. Так корпуса роликов конвейерных,
изготовленные из толстостенной трубы, могут применяться
в пыльных помещениях.
Изготавливаем конвейерные ролики по
индивидуальным размерам:
Размер | |||
| диаметр/длина | диаметр/длина | диаметр/длина | диаметр/длина |
| 76/200 | 89/160 | 102/200 | 127/245 |
| 76/250 | 89/180 | 102/250 | 127/280 |
| 76/310 | 89/200 | 102/310 | 127/310 |
| 76/380 | 89/230 | 102/380 | 127/380 |
| 76/500 | 89/250 | 102/465 | 127/420 |
| 76/600 | 89/280 | 102/500 | 127/420 |
| 76/750 | 89/310 | 102/530 | 127/560 |
| 76/900 | 89/355 | 102/600 | 127/650 |
| 76/1000 | 89/380 | 102/680 | 127/720 |
| 89/465 | 102/720 | 127/750 | |
| 89/560 | 102/750 | 127/950 | |
| 89/600 | 102/830 | 127/1150 | |
| 89/710 | 102/960 | 127/1300 | |
| 89/750 | 102/1120 | 127/1400 | |
| 89/900 | 102/1350 | 127/1600 | |
| 89/1300 | 102/1400 | 127/1800 | |
| 102/1450 |
Принимаем заказы на токарные работы по чертежам заказчика. Работаем с НДС.
Изготовление роликов конвейерных является одним из направлений деятельности ООО «Кронос-К». Вы можете приобрести конвейерные ролики любого типа и размера. Наше предприятие предлагаем широкий ассортимент роликов для конвейеров, которые не потребуют дополнительного ухода и смазки в течении всего срока использования. Изготовление конвейерных роликов происходит строго по ГОСТам из высококачественных материалов, а потому мы заслуженно гордимся их надёжностью и повышенным ресурсом эксплуатации. Для облегчения и ускорения рабочего процесса, на промышленных предприятиях разных направлений, используют такие механизмы, как конвейеры. Они позволяют непрерывно транспортировать груз по территории предприятия, фабрики или завода на определенное расстояние. Таким образом, можно перемещать кусковые, штучные, а также сыпучие грузы. Своим малым сопротивлением вращению конвейерный ролик обязан отсутствию трущихся элементов. Для того чтобы закрепить ось, на одном из ее концов имеются лыски, а на раме — специальные пазы.
Установка конвейерных шарикоподшипниковых роликов осуществляется на рамах: сварных из стального проката или разборных из гнутых легких профилей. Гнутые профили обладают универсальными элементами и отверстиями, которые обеспечивают легкую стыковку секций, а также простую установку осей и регулировку по высоте.
Общая классификация ленточных конвейеров
За десятилетия использования конструкторы создали множество разновидностей транспортеров. Их применяют как отдельные устройства, так и встраивают в механизмы, сложные технологические комплексы и производственные линии. Исходя из конструкции основного рабочего орган- ленты среди конвейеров различают следующие Типы ленточных конвейеров:
Прямые
Это самая простая и самая распространенная разновидность. Рама расположена горизонтально или под небольшим углом. Натяжной барабан перемещается на каретке вдоль рамы, обеспечивая необходимое натяжение. Чрез равные промежутки установлены опорные ролики, не дающие ленте провисать под тяжестью груза.
Барабаны и ролики вращаются на своих валах с помощью подшипников качения.
Теоретическая производительность таких транспортеров может достигать 25 тонн/час, длина, 10 метров. С увеличением длины возрастают потери энергии на трение, и производительность устройства снижается.
Горизонтальные конвейеры – оборудование универсального назначения. Они широко применяются на складах, логистических комплексах, производствах, сортировочных и сборочных линиях. С помощью скорости ленточного конвейера задается темп работы всей линии.
Желобчатые конвейеры
Ролики такого механизма имеют вогнутый профиль, часто вместо одного ролика используют пару, закрепленную V- образно. Такие устройства используют для транспортировки сыпучих материалов и отдельных предметов, кусков породы разной величины. Ленту часто снабжают рифлением или ребрами.
Применяется в строительной, добывающей, химической и пищевой индустрии.
Наклонные
Наклонные ленточные транспортеры устроены практически так де, как и прямые. Их рама наклонена под определенным углом, фиксированным или регулируемым. Они обязательно снабжаются бортиками, чтобы защитить работающий персонал от случайного падения груза с высоты.
Такие механизмы позволяют поднимать перевозимые ими грузы на определенную высоту. Для каждого устройства в паспорте указывается предельный угол возвышения для разных видов перемещаемых материалов.
Используются такие конвейеры и для опускания грузов. Для этого им придают отрицательный угол наклона.
Вертикальные транспортеры снабжаются высокими ребрами, ковшами или другими средствами удержания груза. Они позволяют эффективно поднимать его с уровня на уровень или даже с этажа на этаж, занимая при этом очень малую площадь. Если необходима постоянная подача материалов или предметов, ленточный транспортер заметно эффективнее лифта, и существенно проще в управлении.
Смешанного типа
Устройства смешанного типа являют собой сочетание различных типов ленточных транспортеров. Это позволяет экономить площадь и пространство в стесненных условиях, там, где установка наклонного транспортера заняла бы слишком много места.
Сочетание прямого, наклонного и снова прямого участка называют Z-образным ленточным конвейером, прямого и вертикального-L-образным. Часто такие устройства оборудуют бункерами- накопителями, дозаторами, обеспечивающими равномерную загрузку ленты, встроенными весами, средствами регулируемого сброса в конце рабочей ветви и другим дополнительным оборудованием.
Поворотные
Это наиболее сложные по своей конструкции системы. Плоская лента состоит не из непрерывного полотна из прорезиненной ткани или пластмассового материала. Она набрана из перекрывающихся листовых сегментов и способна изгибаться в плоскости транспортировки. Ленточный конвейер, таким образом, получает возможность поворачивать, огибать производственное оборудование либо строительные конструкции.
Ролики конвейерные
- Главная
- → Каталог
- → Комплектующие
- → Ролики конвейерные
Опросный лист на ролики конвейерные гладкие Опросный лист на ролики дефлекторные Опросный лист на ролики конвейерные обрезиненные
- Гладкие
- Амортизирующие
- Очищающие со стальной навивкой
- Дефлекторные
Предприятие выпускает серийно ролики конвейерные в сварном варианте с внутренней установкой подшипника. Ролики изготавливаются в исполнении У, категории 5 по ГОСТ 15150 для работы:
- при температуре окружающей среды от — 35 до + 45 °С;
- при относительной влажности воздуха при температуре 25°С – не более 98%;
- в атмосфере типа I при запыленности воздуха 200 мг/м3 .
- допустимый момент сопротивления вращению — по ГОСТ Р 51984
- ресурс 90% — по ГОСТ Р 51984
Ролики изготавливаются в двух исполнениях:
- Средняя серия – до 100 кГс/м. пог.;
- Тяжелая серия – до 250 кГс/м. пог.;
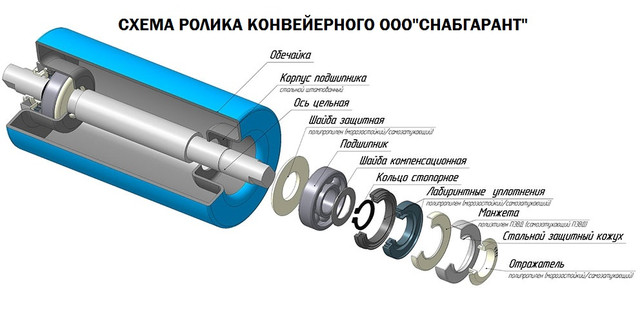
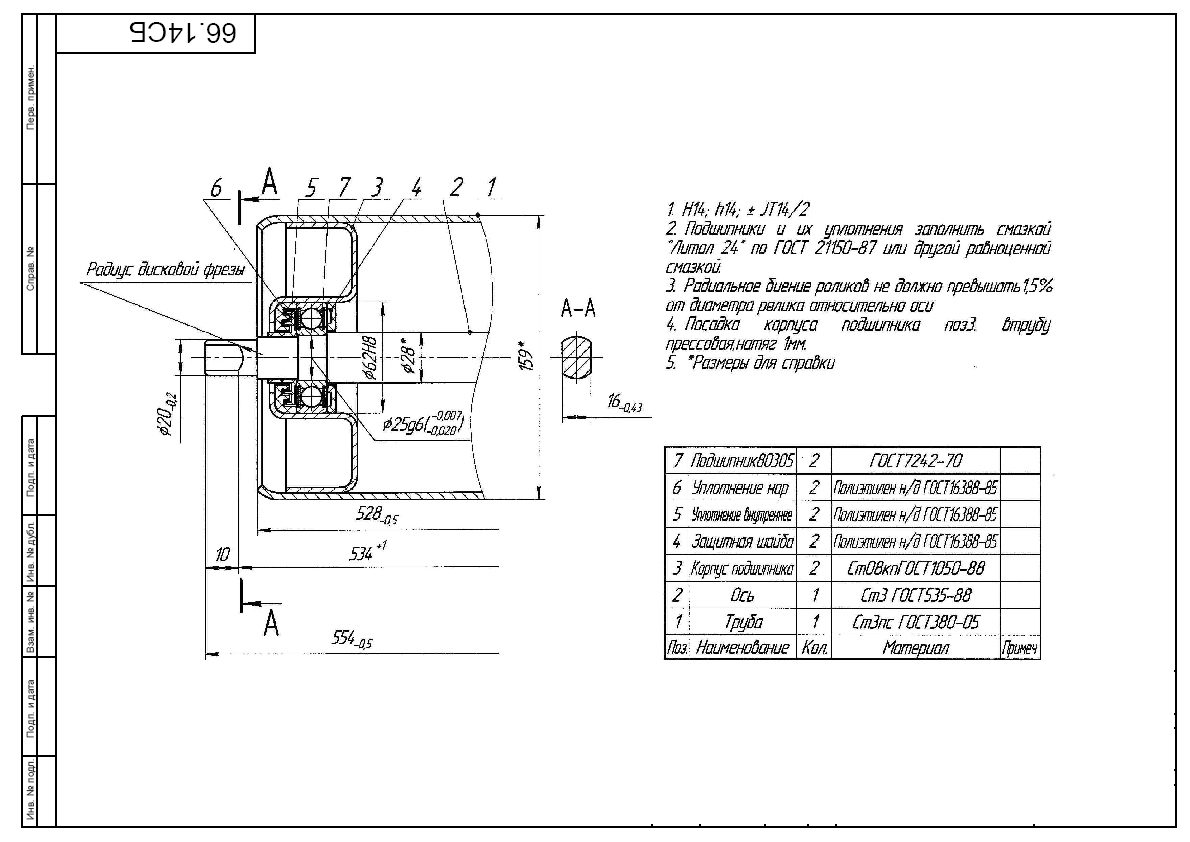
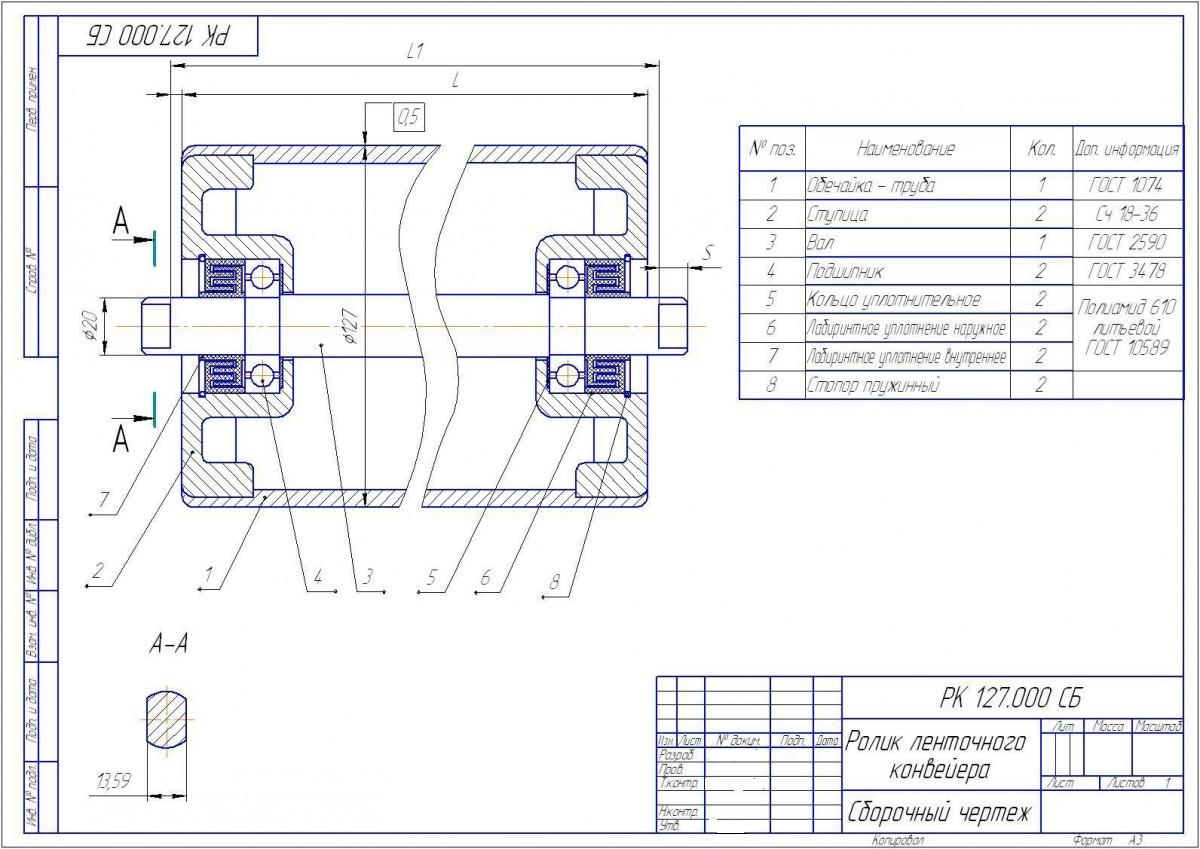
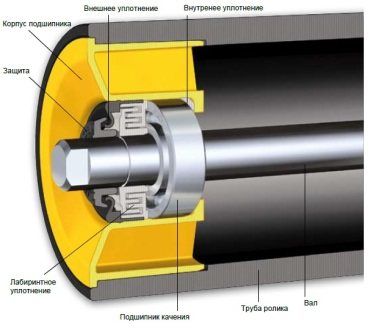
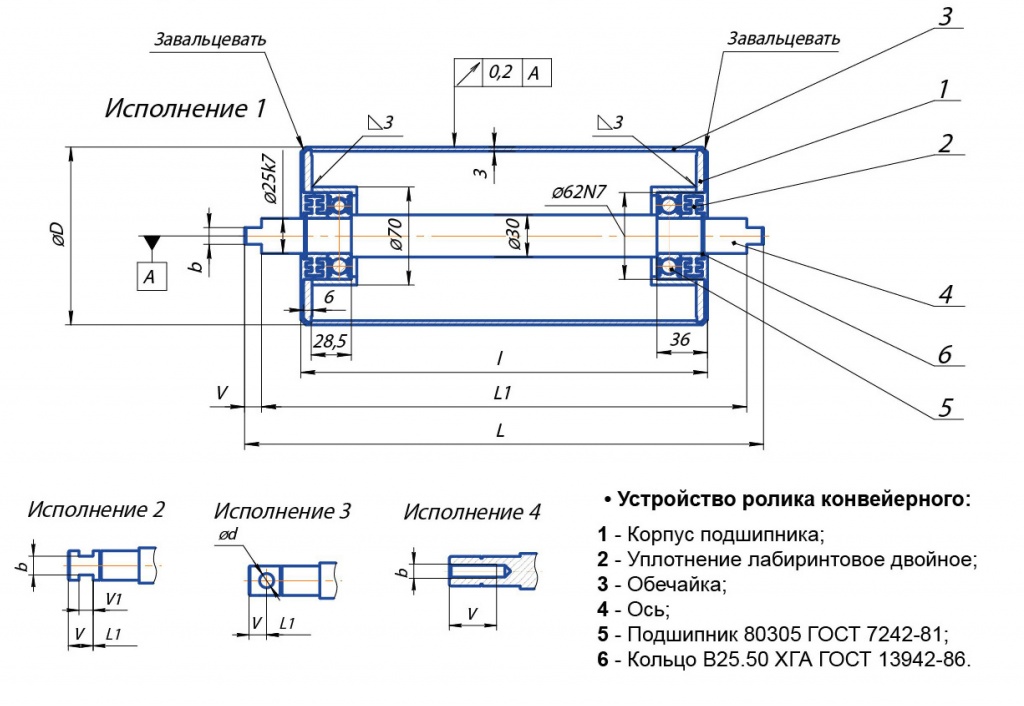
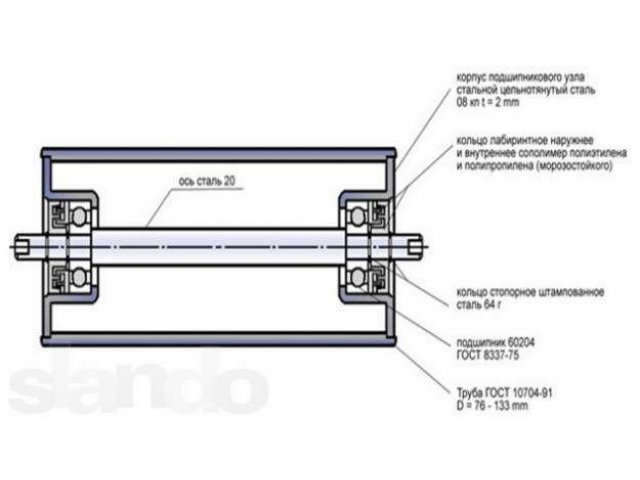
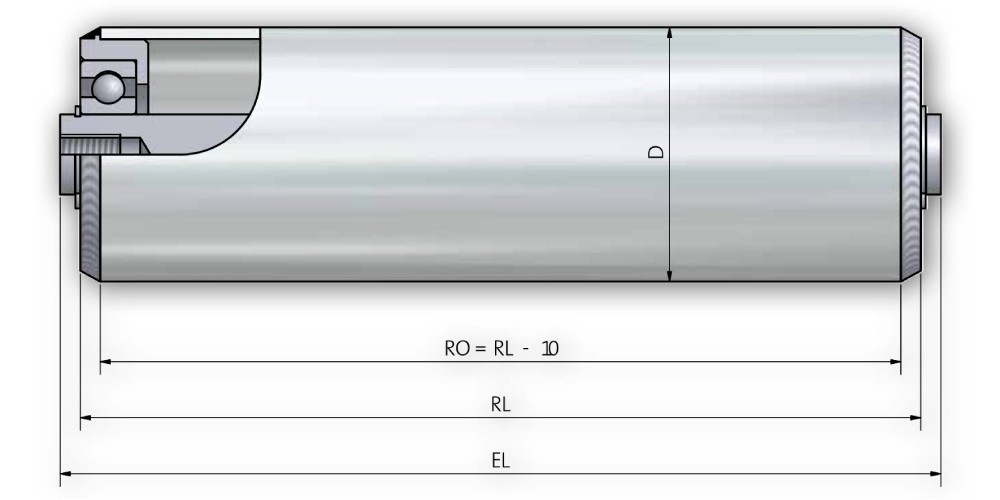
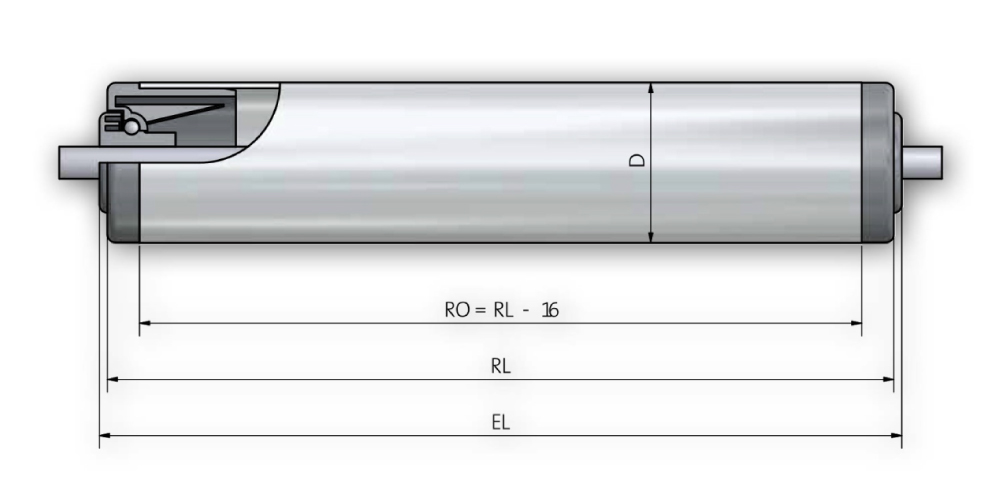
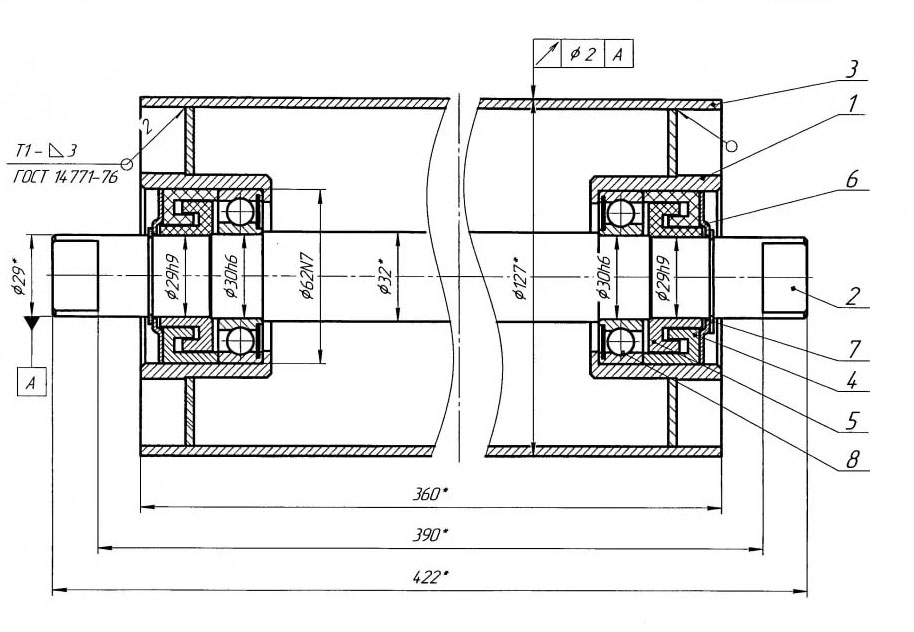
Принципиальная конструкция ролика конвейерного
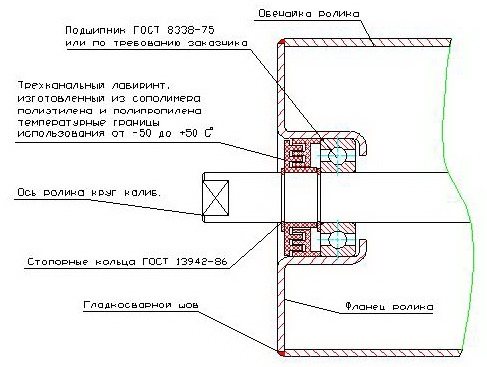
Ролики имеют конструкцию с автономным внутренним объемом, не зависящим от условий внешней среды и места эксплуатации. Корпус подшипникового узла штампованный из стального листа, по сравнению с литым и точеным корпусом имеет меньший вес, что значительно уменьшает силу сопротивления вращению при запуске конвейера и снижает при этом энергозатраты, а также увеличивает ресурс использования подшипникового узла. Для запрессовки в ролик используются подшипники закрытого и герметичного исполнения достойного качества, которые проходят строгий контроль на специальных стендах при приемке и постоянный мониторинг изменений на различных сроках эксплуатации.
Соединение обечайки ролика и корпуса в гладко-сварном исполнении. Оригинальная технология сборки ролика позволяет Потребителю производить замену подшипника, продлевая на дополнительный срок работу и минимизируя расходы предприятия на обслуживание конвейерного оборудования. Ролики по заявке Заказчика могут грунтоваться (для длительного хранения на складе) и покрываться специальными красками.
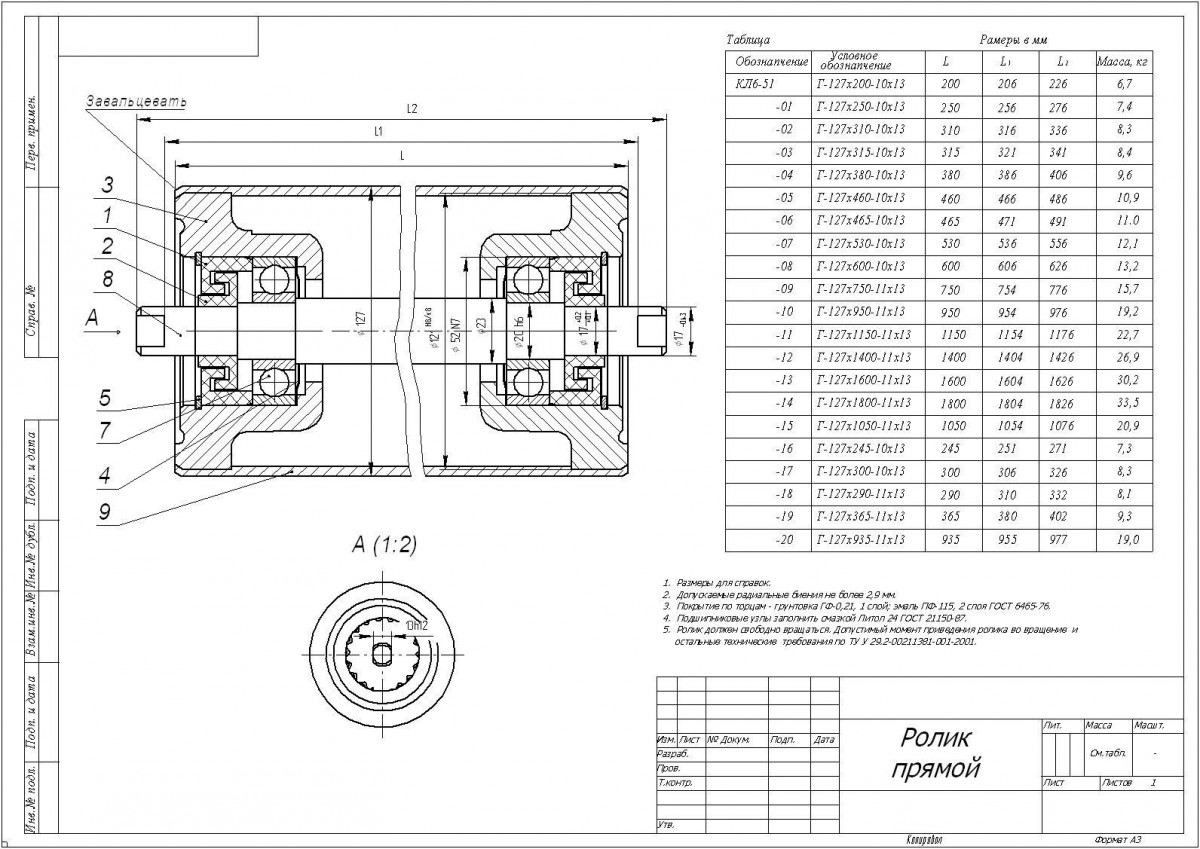
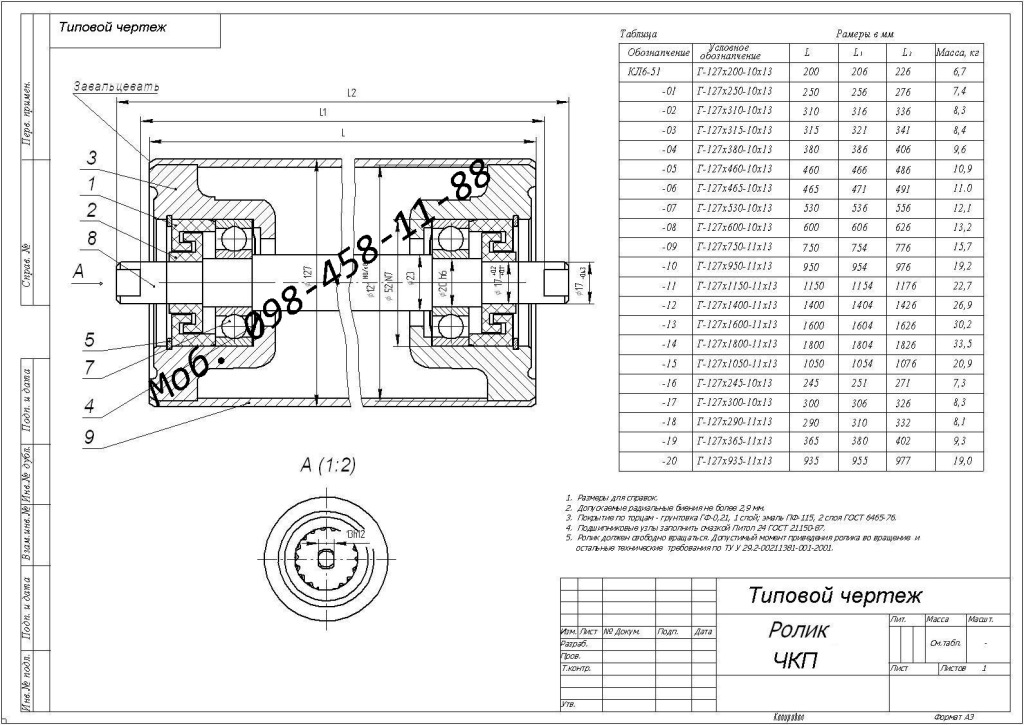
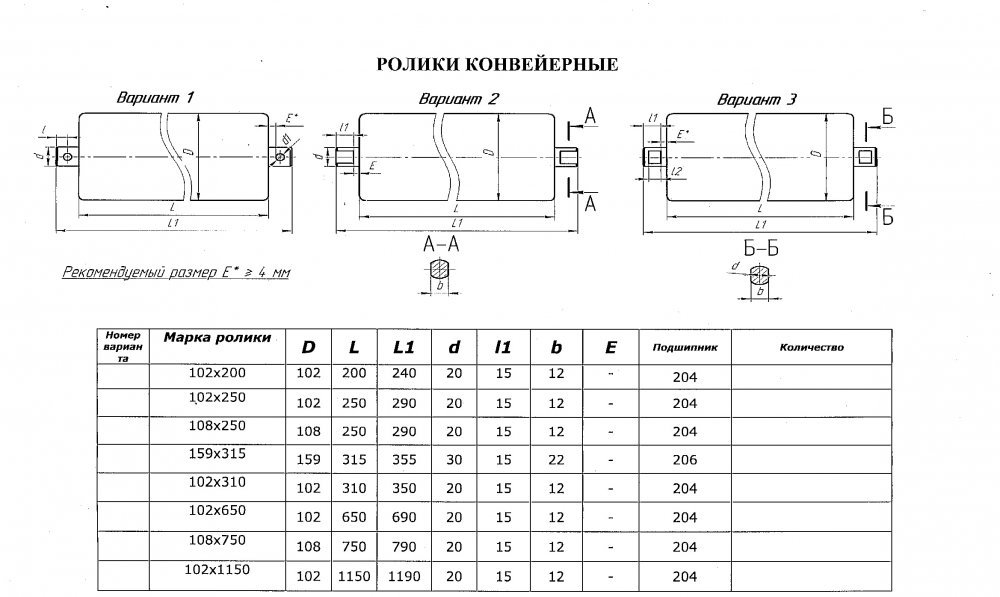
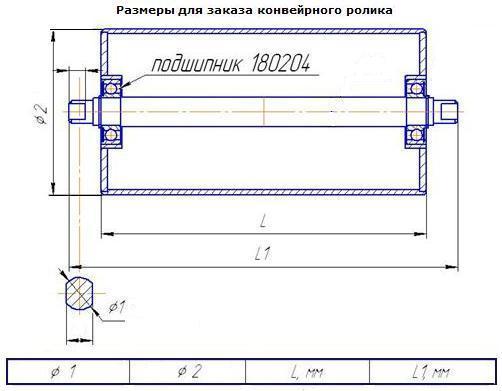
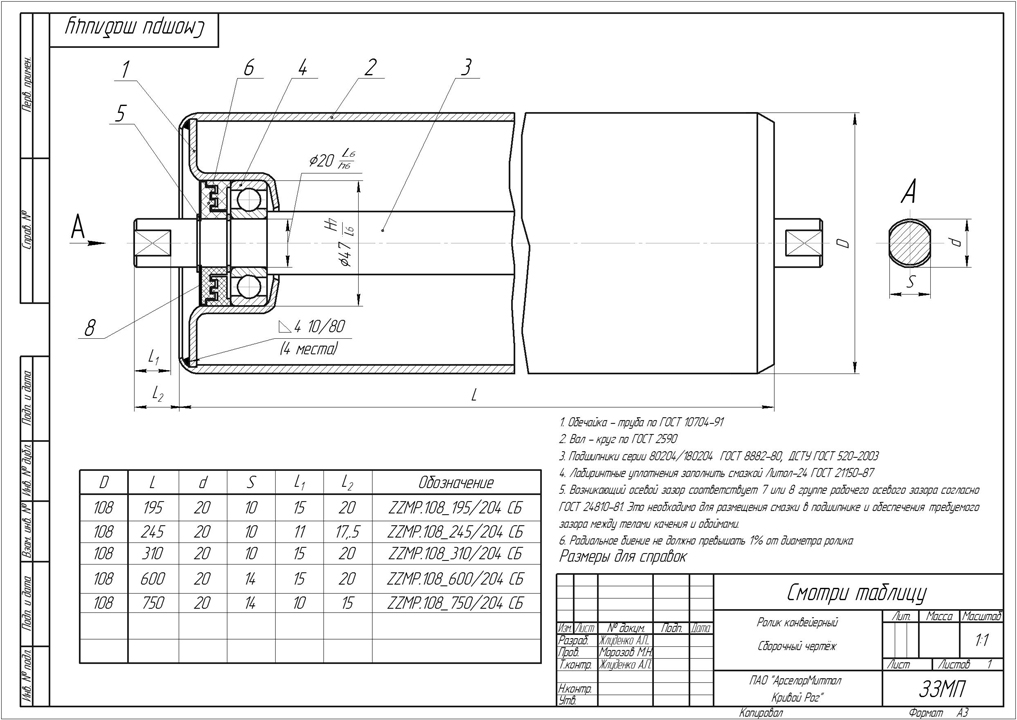
Таблица серийно выпускаемых роликов конвейерных
Варианты исполнения оси ролика для крепления в роликоопоре
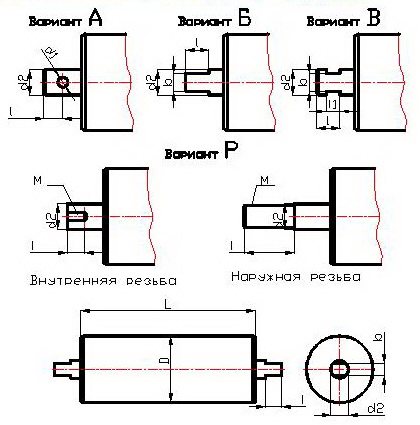
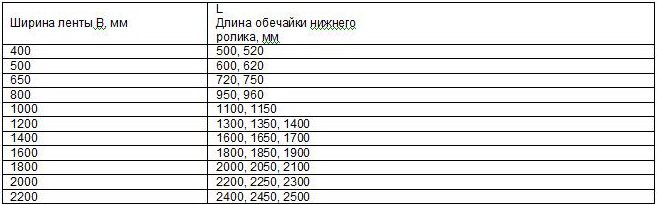
Таблица соответствия длины обечайки нижнего ролика ширине ленты
Ролики конвейерные обрезиненные (различного назначения)
- Амортизирующие
- Очищающие
- Поддерживающие для ленты с ребрами
Амортизирующие ролики
Ролики устанавливаются в местах загрузки (или по всей длине) конвейера. Резиновые кольца амортизируют удары при падении тяжелого и твердого груза крупной кусковатости, что сохраняет подшипники от преждевременного выхода из строя и защищают транспортерную ленту от повреждений.
Амортизирующий слой исполняется в двух модификациях:
1.Набор колец, установленных плотно на ролике, из резины типа Protector, которые подбираются по условиям использования роликов и могут быть различной модификации (тип резины, твердость, диаметр, ширина и т.д.). По особому требованию Заказчика изготавливается резина особых характеристик.
2.Слой цельно-наваренной резины (методом горячей вулканизации) расчетных характеристик.
Очищающие обрезиненные ролики Препятствуют налипанию материала на ролик, что продлевает срок службы роликов, снижает энергозатраты, сохраняет ленту дольше в рабочем состоянии.

Поддерживающие для ленты с ребрами Устанавливаются для поддержки обратной ветви ленты конвейера с беспрепятственным прохождением ребер ленты без по по всей трассе конвейера.
Ролики конвейерные очищающие со стальной навивкой
Ролики конвейерные дефлекторные
- Для желобчатой ленты
- Для плоской ленты
Ролики устанавливаются через 10-15 м конвейера для предотвращения бокового схода ленты.
Для верхней ветви ленты
Для нижней ветви ленты
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции. Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
Ленточные конвейеры: ролики и роликоопоры
- Роликоопоры нижние прямые. Их функция заключается в поддержании нижней ветви ленты.
- Роликоопоры верхние прямые. Они необходимы для нормального функционирования верхней рабочей ветви ленты. Их шаг идентичен шагу желобчатых роликоопор.
- Роликоопоры желобчатые. Роликоопоры верхние желобчатые не имеют футеровки, поэтому считаются рядовыми.
- Роликоопоры дефлекторные нижние для плоской ленты. Они применяются на секциях средней части конвейера с шагом от 10 до15 м.
В зависимости от допустимых нагрузок, ролики могут иметь различные типоразмеры для одной и той же ширины ленты. Соответственно выбор диаметра роликов напрямую связан со степенью нагрузки на ленту. При этом все желобчатые роликоопоры имеют определенный угол наклона. Он может быть 30, 20 и 10 градусов.
Полезные советы по ремонту. Ремонт своими руками

Конвейер или транспортер – уникальная система, предназначенная для перемещения грузов на различные расстояния. Конвейер способен упростить работу любого предприятия, чья деятельность связана с транспортировкой грузов. Но для качественной работы транспортера необходимо грамотное оборудование системы. Основной системой, которая обеспечивает эффективную работу конвейера, является система конвейерных роликов.
Конвейерный ролик представляет собой вращающуюся вокруг своей оси трубу. Эта труба поддерживает ленту ленточного транспортера, на которую приходится основная нагрузка при эксплуатации транспортерной системы.
Для бесперебойной работы конвейера необходимо, чтобы ролики двигались легко и плавно, в этом случае нагрузка, прилагаемая к ленте, не будет негативно влиять на срок его службы и на качество работы. Если ролик некачественный и быстро выходит из строя, он становится причиной истирания ленты.
Ролики конвейерные здесь подразделяются на несколько основных видов: гладкие, амортизирующие, дефлекторные. Корпус гладких роликов выполняется из полимерных материалов, которые придают им неплохие технические характеристики.
Гладкая поверхность ролика гарантирует уменьшение расхода электричества за счет уменьшения сопротивления вращению. При эксплуатации таких роликов не требуется дополнительного обслуживания. Использоваться такие ролики могут в интервале температур от — 60 градусов до + градусов.
Амортизирующие ролики используются в тех случаях, когда предполагаемая нагрузка на конвейерную систему является основательной. Амортизирующие конвейеры нивелируют силу ударов груза, поскольку в ряде случаев погрузка на конвейер осуществляется с расстояния.
Благодаря повышенной прочности такие ролики не выходят из строя, а лента полностью защищена от каких-либо поломок. Дефлекторные ролики необходимы там, где есть потребность в предотвращении бокового схода ленты. Их ставят на промежутках в 10-15 метров.
Ролики – простой, но в то же время очень важный механизм, обеспечивающий качественную и бесперебойную работу всего конвейера. Дабы продлить его работу, избежать аварий и ненужных трудностей, следует вовремя выбирать подходящий тип роликов, соблюдать все требования его эксплуатации.
Для того чтобы важное производство не остановилось в самый ответственный момент, нужно детально изучить все возможности конвейерных систем, правильно установить конструкцию. Тогда конвейер решит множество сложностей, поможет сделать производство безопасным и более эффективным
Причины сделать заказ у нас
Наша компания реализует продукцию собственного производства изготовленную с соблюдением всех стандартов и с поэтапным контролем качества. Поэтому в соответствии изделий актуальным нормам заказчик может быть уверен. Элементы получают устойчивость к высокой запыленности и повышенной влажности. Дополнительно могут комплектоваться резиновыми манжетам, усиливающими защиту от внешних факторов. Рассчитаны на работу в температурном диапазоне от — 40 до +40 С.
Мы готовы подробнее рассказать о параметрах и особенностях тех комплектующих, а также назвать стоимость с учетом тех объемов, которые интересуют клиента. Уточнить эту и прочую информацию (о наличии товара, сроках поставок и пр.) можно у наших специалистов в режиме телефонного звонка. Готовы доставить партию изделий в Ростов-на-Дону, Калининград, Выборг, Екатеринбург, Краснодар, Нижний Новгород, Тюмень, Симферополь, Новосибирск, Красноярск, Воронеж, Мурманск, Архангельск, Свердловск, Нижний Тагил, Казань.
и 3.
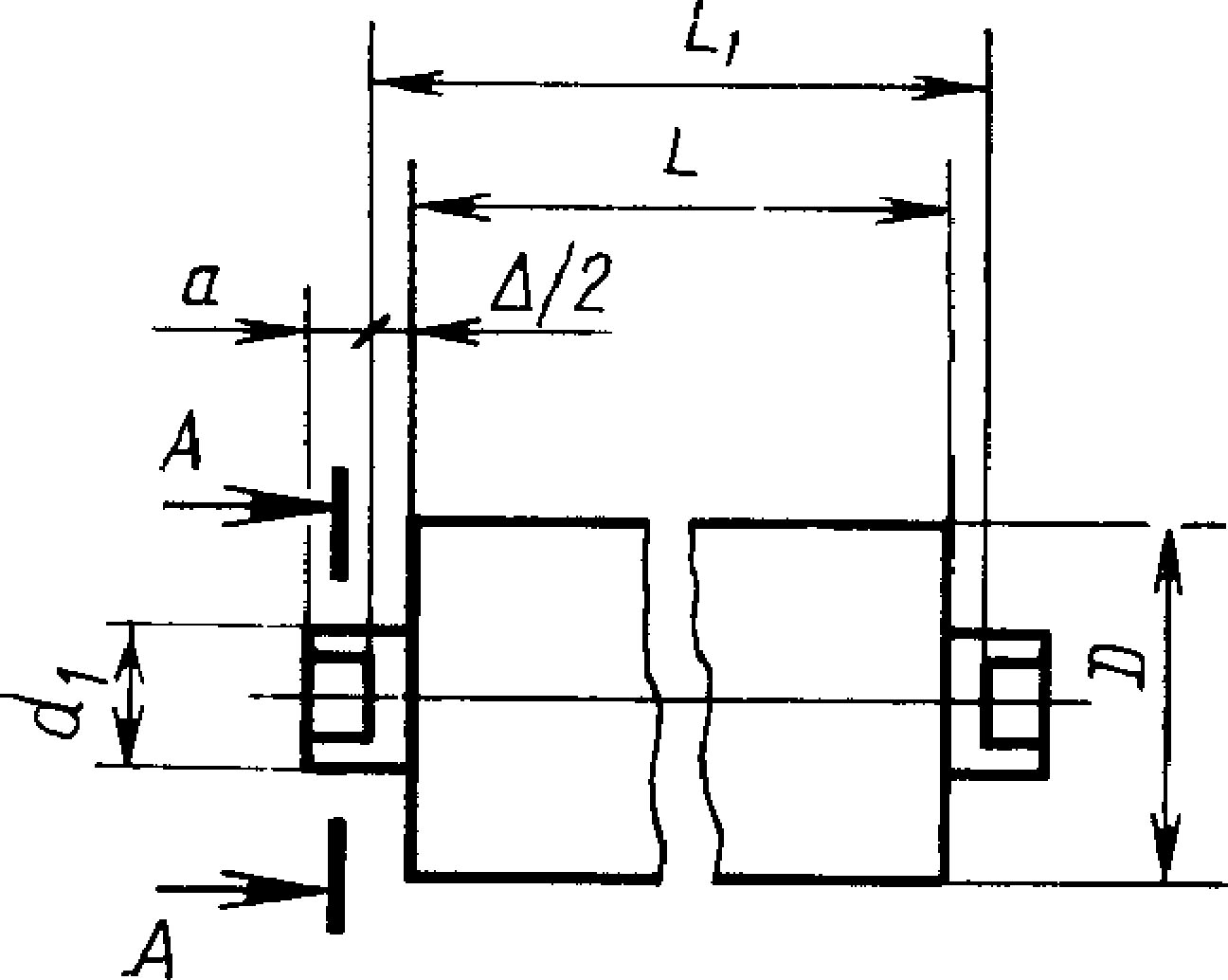
Ролики Г, Ф, А, Н, НФ Ролики НЛ, НФЛ

Ролик НД
Ролик НДЛ
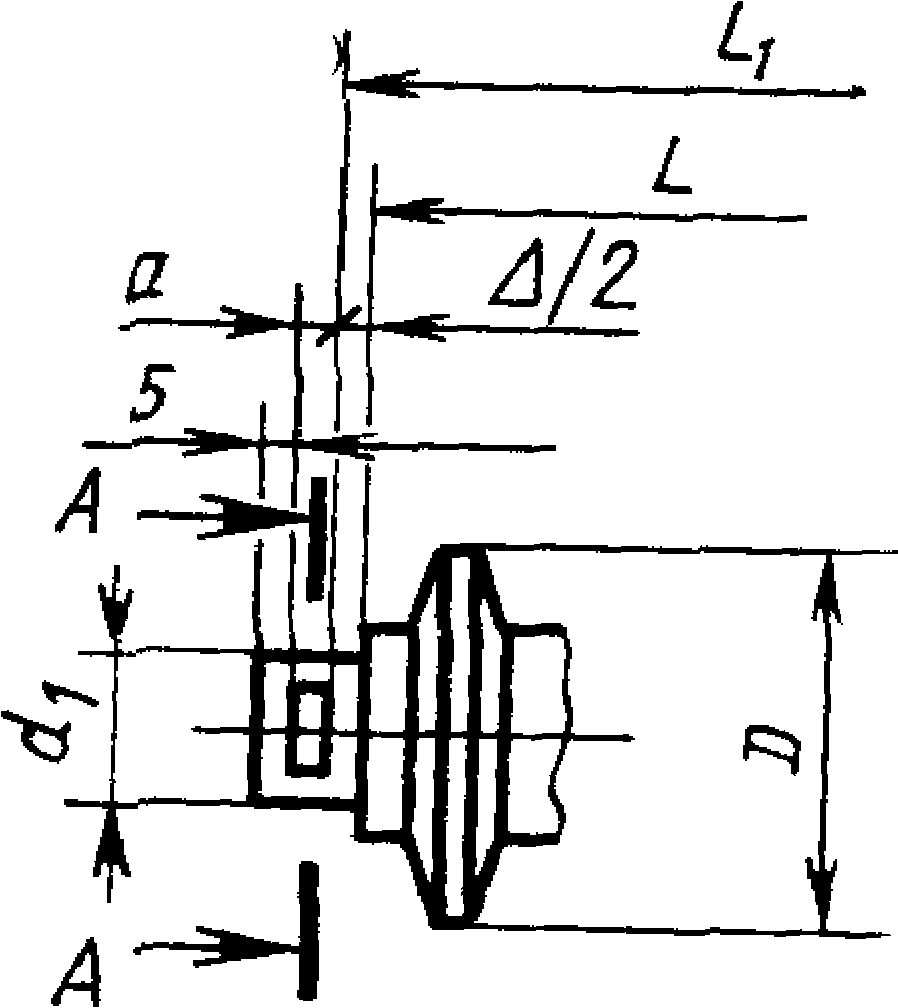
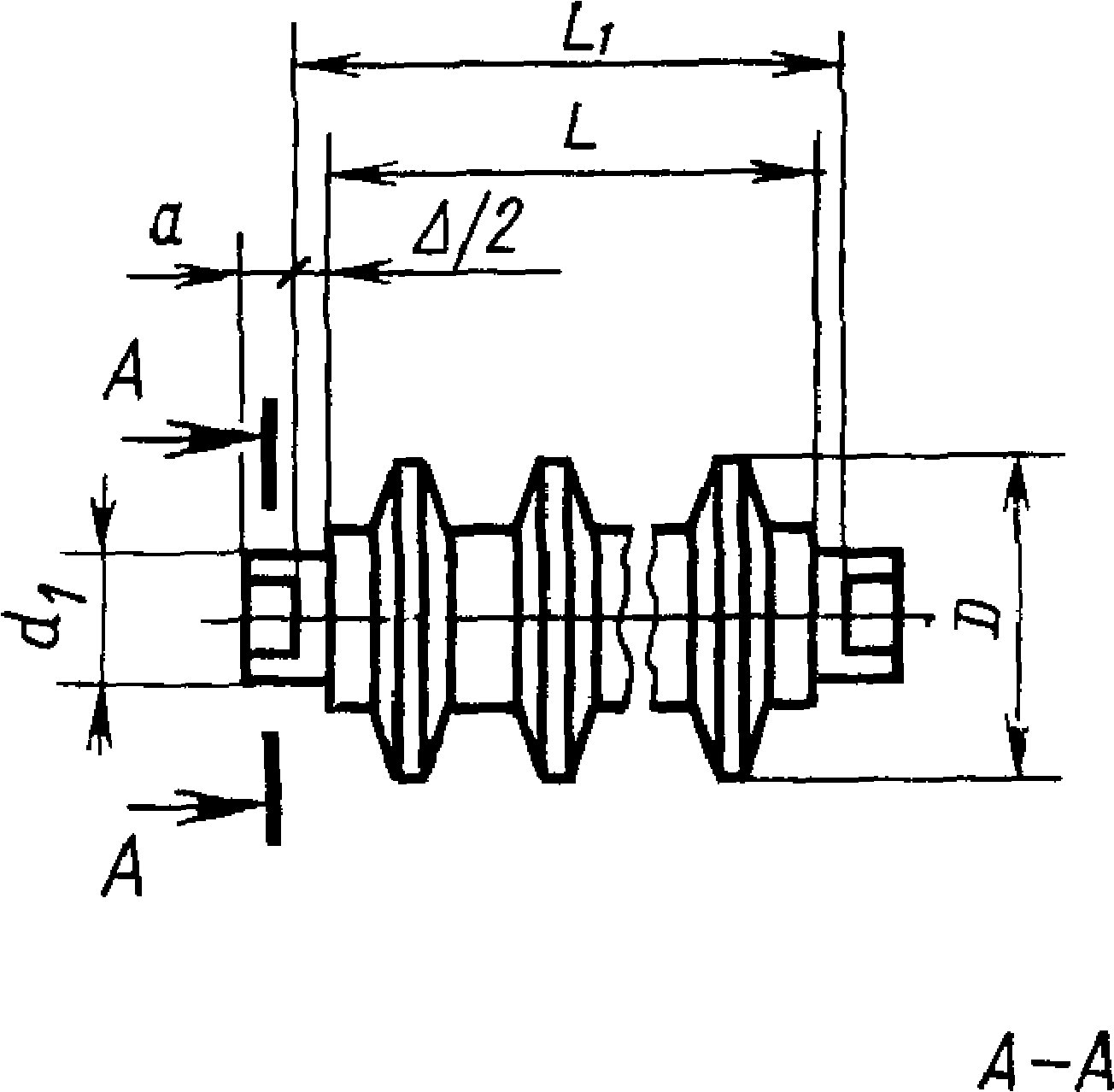
Примечание. Чертеж не устанавливает конструкцию роликов.
5л
V
!?■
sox
ssx
Suft
63 | 180 | 200 | 250 | 315 | 380 (400) | 500 | 600 | 750 | 950 | т* |
76; 89 | 160 | 200 | 250 | 315 | 380 | 465 | 500 | 600 | 670 | 750 |
182; 11 | 160 | 200 (195) | 250 (245) | 315 (310) | 380 | 465 | 500 | 530 | 600 | 670 |
127; 133 | 250 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 | 900 | 950 |
152 159 11 178 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
194 | 315 | 380 | 465 | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
219 | 315 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 950 |
245 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 1000 | 1150 |
950
750
,250
1150
900
1150
1150
1150
1150
1400
950
1400
1250
1250
1250
1150
1400
1400
1400
1400
(1500)
1000
(1500)
1600
(1500)
1600
18002000
20002200 2400
20002200
2400
ч
H
к
N
0)
a
i
Примечания:
1. Длину роликов, указанную в скобках, при новом проектировании не применять,
2, Для роликов Ф, ФЛ. НФ, НФЛ диаметр должен быть увеличен на двойную толщину футеровки
Таблица 3
мм
Исполнение концов осей | Диаметр ролика О | Размеры концов осей | ||
rfi | s-o.i -0,3 | а | ||
Со СКВОЗНОЙ ЛЫСКОЙ | 63 | (12); 20 | (8); (11); (12); 14 | (8); 9; (10); 15 |
76; 89 | (15); 20 | (8); 9; (10); 12; 16; 20 | ||
102; 108 | (17); 20; 25 | (12); 14; 18 | ||
127; 133 | 20; 25; 30 | (13); 14; (16); 18; (20); 22; 32 | 9; (Ю); (11); 12; 15; 20 | |
152; 159; 168»; 178 | 25; 30; 40 | |||
194 | 40; 45 | |||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 | 22; 32 | ||
С глухой лыской | 102; 108 | 20; 25 | 14; 1в | 9; (10); 12; 15 |
127; 133 | 20; 25; 30 | (13); 14; 18 | ||
152; 159; 168; 178 | 25; 30; 40 | (16); 18; 22 | (Ю); 12; 15; 20 | |
194 | 40 | (18); 20; 22; 32 | ||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 |
Примечание. Размеры, приведенные в скобках, не предпочтительны.


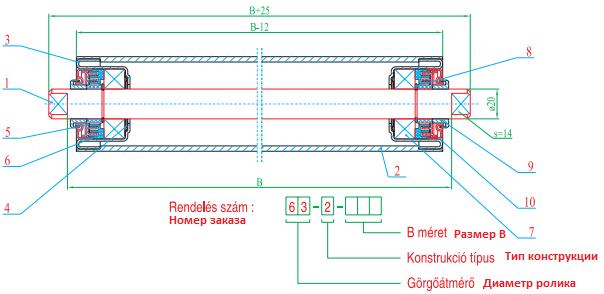
Пример условного обозначения верхнего гладкого ролика со сквозной лыской диаметром D = 89 мм, длиной £.=315 мм, с размерами лыски а= 10 мм и 5=14 мм:
Ролик Г-89Х315—10X14 ГОСТ 22646—77 То же, нижнего ролика дискового с глухой лыской диаметром D=219 мм, длиной L=2000 мм, размерами лыски а = 20 мм, 5=22 мм:
Ролик НДЛ-219Х2000—20 X22 ГОСТ 22646—77 (Измененная редакция, Изм. № 1, 2, 4).
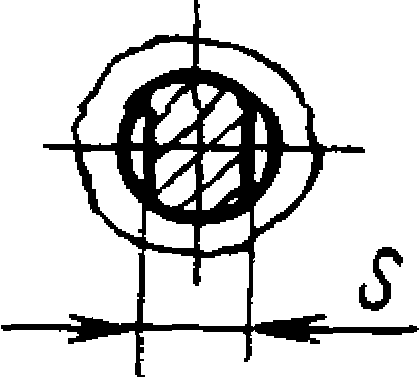
4. Размер между лысками Lx на осях роликов должен быть равен
Lx—L-j-Л,
i\zte А — не более 8 мм.
Примечание. Для роликов, изготовляемых по рабочим чертежам, разработанным до 01.01.85 и для роликов, изготовляемых для запчастей, значение А принимают по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
5. Предельные отклонения на размер L\ устанавливаются следующие:
минус 1 мм — для Li^750 мм; минус 2 мм — для Li>750 мм.
6. Ролики диаметром 63, 89 мм допускается изготовлять с резьбовым исполнением кондов осей.
(Измененная редакция, Изм. № 3).
7—9. (Исключены, Изм. № 3).
10. (Исключен, Изм. № 4).
ПРИЛОЖЕНИЕ
Справочное
Информационные данные о соответствии ГОСТ 22646—77
и СТ СЭВ 1334—78
Типы и исполнения роликов | Типы и исполнения роликов | ||
по ГОСТ 22646-77 | по СТ СЭВ 1334-78 | по ГОСТ 22646-77 | по СТ СЭВ 1334-78 |
Г | Тип 1, исполнение 1* | н | Тип 1, исполнение 1** |
гл | Тип 1, исполнение 2 | НФ | Тип 2 исполнение 1** |
ф | Тип 2, исполнение 1* | нд | Тип 3, исполнение 1 |
ФЛ | Тип 2, исполнение 2 | нл | Тип 1, исполнение 2 |
А | Тип 4, исполнение 1 | НФЛ | Тип 2, исполнение 2 |
АЛ | Тип 4, исполнение 2 | ндл | Тип 3, исполнение 2 |
* Верхние ролики.
** Нижние ролики.
(Измененная редакция, Изм. № 1, 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность — 5 лет
4. Стандарт соответствует СТ СЭВ 1334—78 в части типов и исполнений
Стандарт соответствует международному стандарту И СО 1537—75.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
ты | |
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644—77 | I |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, 3, 4, утвержденными в январе 1980 г., марте 1982 г., марте 1985 г., феврале 1988 г. (ИУС 3—80, 7—82, 6—85, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 17.02.88 № 269)
Редактор М. А. Глазунова Технический редактор Л. А. Никитина Корректор Я. И. Гаврищук
Сдано в наб. 20.06.88 Подп. в печ. 19.10.88 1.26 уел. печ. л. 1,25 уел. кр.-отт. 1,01 уч.-изд. л.
Тираж 6000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840» Москва, ГСП,
Новопресненский пер., 3.
Калужская типография стандартов, ул. Московская, 256. Зак. 1400
Область применения конвейерных роликов
Конвейерные ролики используются
в разричного рода конвейерном оборудовании.
Конвейерное оборудование
представляет собой подвижное или стационарное транспортное
средство, необходимое для перемещения продукции и
материалов, сыпучих грузов и т.д. Область применения
конвейерного оборудования чрезвычайно широка: от электроэнергетики,
горнорудной промышленности, предприятий нефтегазового
комплекса, черной и цветной металлургии до строительной
индустрии, складского оборудования и железнодорожных
станций.
В зависимости от конструктивных особенностей,
обусловленных объемом и характером груза, различается
конвейерное оборудование разных видов:
стационарные ленточные конвейеры, катучие ленточные
конвейеры, передвижные ленточные конвейеры, телескопические
ленточные конвейеры. В комплект конвейерного оборудования,
как правило, входят приводные, натяжные, предохранительные
и очистительные устройства.
Преимущества применения ленточного конвейера
Преимущества ленточных конвейеров появляются если понадобится организовать быстрое, экономически и энергетически эффективное перемещение разных материалов или предметов в ограниченных пределах производственного участка, склада, логистического терминала либо даже горного карьера.
Главные положительные качества этого вида транспорта такие:
- большая скорость транспортировки;
- большая продуктивность, есть транспортеры со скорость до десяти метров/с и шириной ленты до 3 метров, они перевозят до 30 млн кг в час и используются на добывающих и обогатительных фирмах;
- возможность организации как непрерывной подачи, так и управляемой, и дозированной;
- небольшие затраты энергии на перемещение единицы полезной нагрузки;
- самая маленькая сложность транспортировки, отлаженные устройства работают без вмешательства человека;
- высокая устойчивость к отказам и надежность обуславливаются небольшим количеством двигающихся частей;
- возможность одолевать подъемы либо даже подымать грузы вертикально, при условиях использования транспортеров подобающей конструкции;
- наличие мобильных и телескопических моделей дает возможность быстро развернуть оборудование на удаленном объекте и организовать эффективную перевозку.
Как и любому виду оборудования, ленточным конвейерам свойствен и ряд определенных минусов:
- возрастание сопротивления и связанных с ними потерь энергии при удлинении ленты;
- ограничения на величину угла возвышения при перевозке сыпучих грузов (для плоской ленты — до 20°).
- зависимость эластичности материала ленты от температуры;
- необходимость в периодической регулировке для восстановления натяжения ленты после ее удлинения и провисания во время работы;
Эксплуатационные особенности, такие, как тяжёлые условия климата, контакт с враждебными средами и остальные могут значительно уменьшить служебный срок ленты и самого ленточного конвейера.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.