

Оборудование для заточки инструмента
Основное разделение происходит по двум группам – специальные и универсальные. Для заточки специфических режущих деталей используется специализированное оборудование :
- Станок для заточки спиралевидных и перьевых сверл – внушительный комплект головок и цанг позволяет реанимировать сверло любого диаметра;
- Заточка фрез – выбор разных форм охватывает весь спектр используемых фрез на производстве, овальные, сферические, аркоподобные, конусные, факельные. Используются эльборовые и алмазные абразивы;
- Станок для заточки пильных дисков – используется алмазный абразив, режущая плоскость выставляется под углом в диапазоне 0-30°. Затачивается передняя и задняя поверхность каждого зуба, боковые грани и зубья прямого профиля;
- Универсальные станки сконструированы и разработаны для заточки многолезвийного инструмента. Метчики, зенкера, червячные фрезы, протяжки, развертки, резцы и прочее. Каждая модель станка имеет свой набор характеристик – диапазон диаметров затачиваемых инструментов, диаметр абразивных кругов, длина и угол лезвия, количество скоростей работы и другие.
Промышленные станки комплектуются внушительным набором регулировочных пластин, цанг, оправок и шлифовальных кругов. Переналадка оборудования выполняется в рекордно короткое время, конструкция станка исключает травмирование во время проведения операций.
Выбор конусного сверла
Умение читать маркировку — ключевой навык для всех мастеров и конические свёрла здесь не являются исключением. Маркировка указывает на диаметры отверстий, которые способна сделать насадка, шаг ступеней и длину изделия. Также она даёт информацию о металле, из которого сделано приспособление. Например, маркировку Ø4−12/2 HRC 61±2 следует расшифровывать следующим образом:
- Ø4 — начальный диаметр;
- Ø12 — конечный диаметр;
- 2 — шаг диаметров ступенчатого сверла (при заданных параметрах возможно выполнение отверстий Ø4, Ø6, Ø8, Ø10, Ø12);
- HRC — марка стали (в примере это высококачественная быстрорежущая сталь);
- 61±2 — твёрдость по Роквеллу.
Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием
Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Конусные свёрла изготавливаются из более сорока различных марок стали. Рядовому потребителю необязательно разбираться во всех различиях между ними, прощезапомнить аббревиатуру HSS. Её присутствие означает, что сверло разрешается применять в высокоскоростной обработке, а при интенсивном нагреве оно не будет деформироваться или терять прочностных характеристик.
Определившись с геометрическими параметрами и материалом насадки, смотрят на её цвет. И дело здесь не в эстетике, поскольку по цвету определяют, какую дополнительную обработку изделие прошло на заводе:
- Поверхность ярко-золотистого цвета говорит о присутствии абразивного напыления, как правило, это нитрид титана (TiN, AlTiN). Напыление значительно продлевает срок службы сверла (на 25 и 50 процентов соответственно), но за повышенную износостойкость придётся заплатить.
- Золотистый цвет означает, что металл избавлен от внутренних напряжений.
- Чёрный инструмент проходит обработку паром, его прочность увеличена.
- Серо-стальные резцы не подвергают дополнительной обработке, при прочих равных условиях его срок службы и эксплуатационные характеристики уступают первым трём типам.
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Способ ручной правки на плоском камне
Этим методом пользовались еще в старое советское время, когда массово работали ручными дрелями, а точильного станка у мастера не было. Приходилось править режущие кромки подручными средствами.
Использовали плоские точильные бруски, мелкую наждачную бумагу (нулевку), абразивные камни.
Технология трудоемкая, подходит только для тонких диаметров, требует строгой фиксации угла наклона оси вращения к плоскости наждака и точного расположения режущей головки.
Под нее разрабатывают различные фиксирующие подставки.
Как и в предыдущем случае, здесь можно только немного подправить кромки и задний угол резания. Поэтому этот способ используют радиолюбители и мастера, работающие с деревом.
Заканчиваю статью и выражаю благодарность Виктору Леонтьеву за его труд и предоставленную не только мне информацию, рекомендую посмотреть его видеоролик.
Вполне вероятно, что у вас остались какие-то вопросы по теме «Как заточить сверло по металлу в домашних условиях» или имеется желание высказать свое мнение по материалам статьи.
Сейчас самое удобное время для этого. Воспользуйтесь разделом комментариев.
Полезные товары
- Регулируемые ящички для хранения
- Цифровой штангенциркуль
- Фляга для спиртных напитков
Полезные сервисы и программы
- Курсы по дизайну
- Онлайн изучение английского языка с репетитором или самостоятельно
Устройство для заточки
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.





Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.

Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.

С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.



К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.





Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск
Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
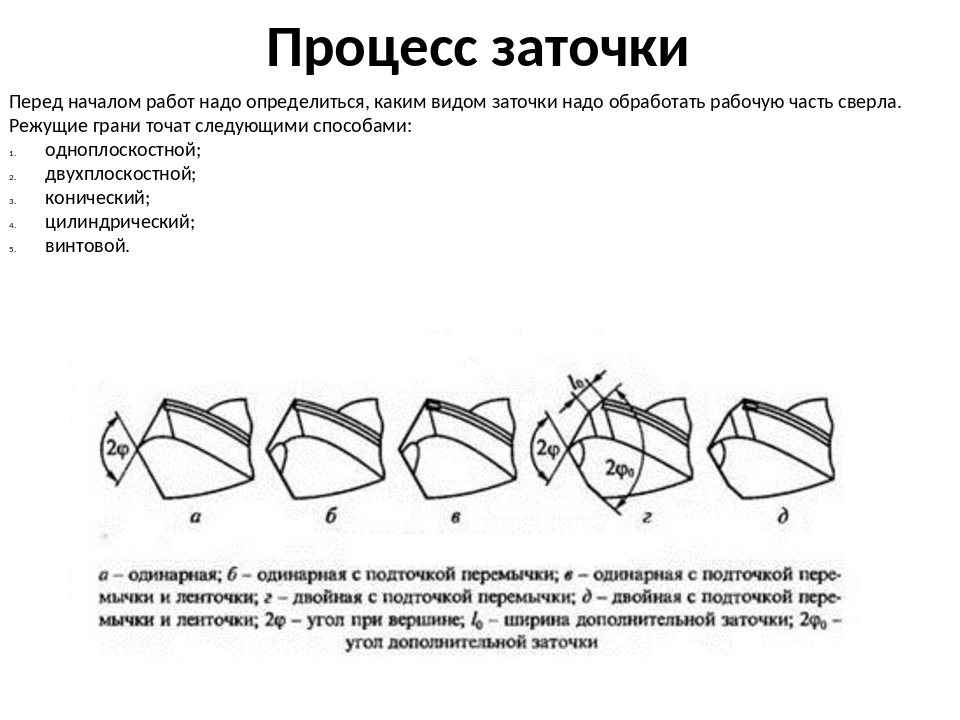
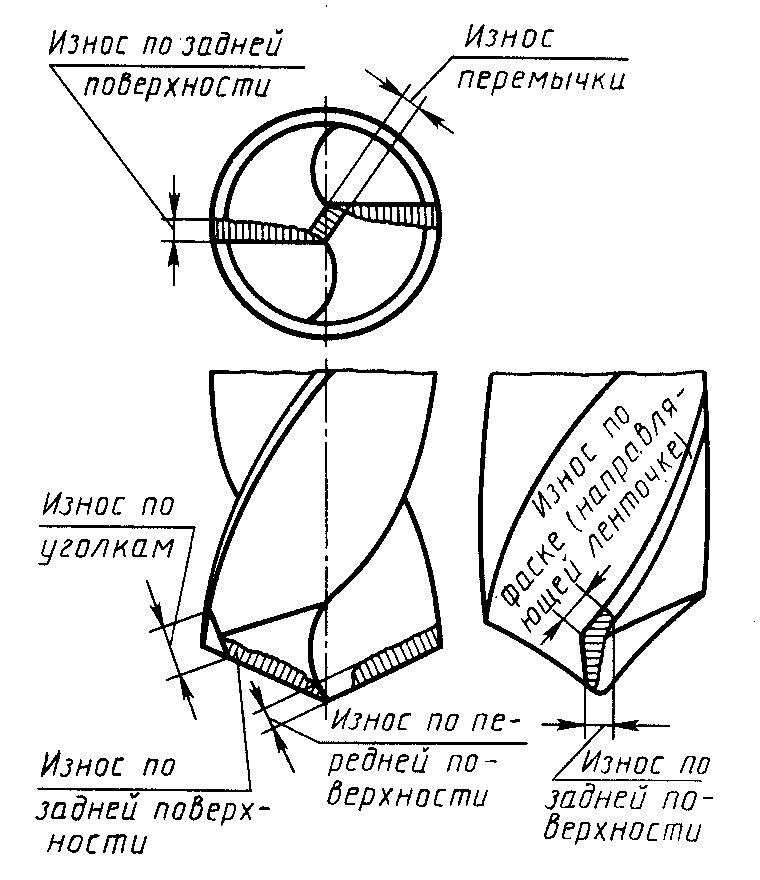
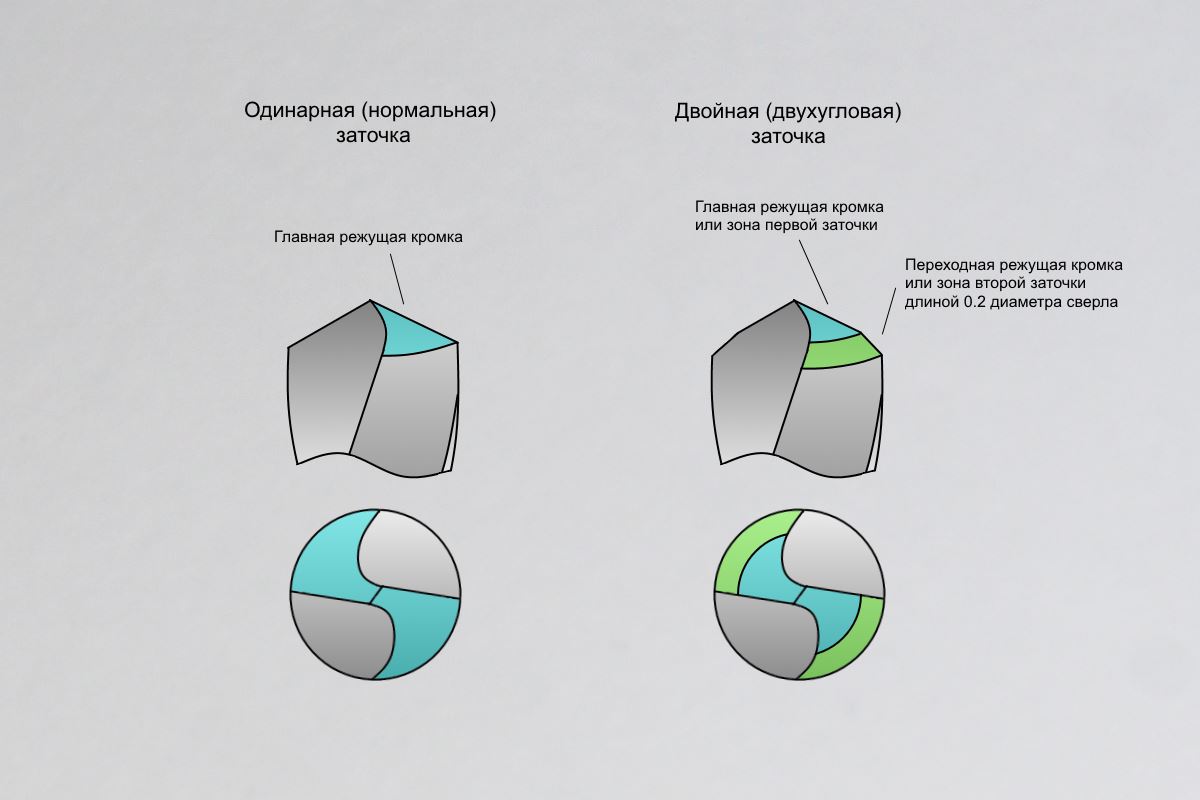
Специфика затачивания с различной формой режущей кромки
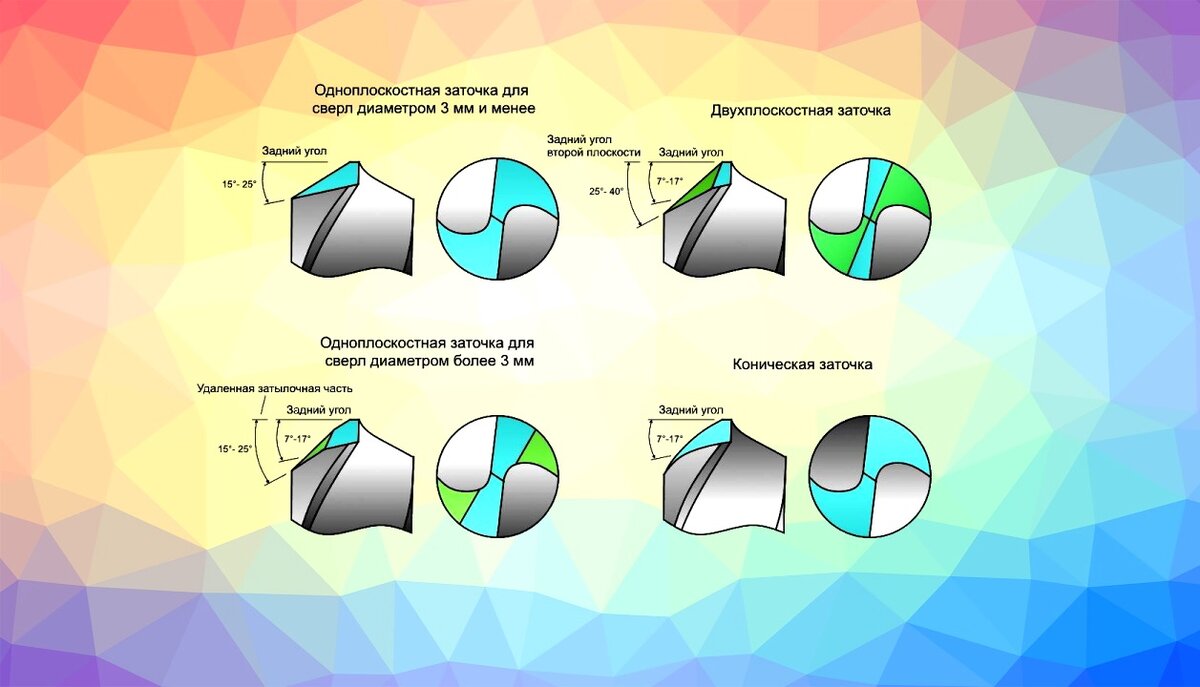
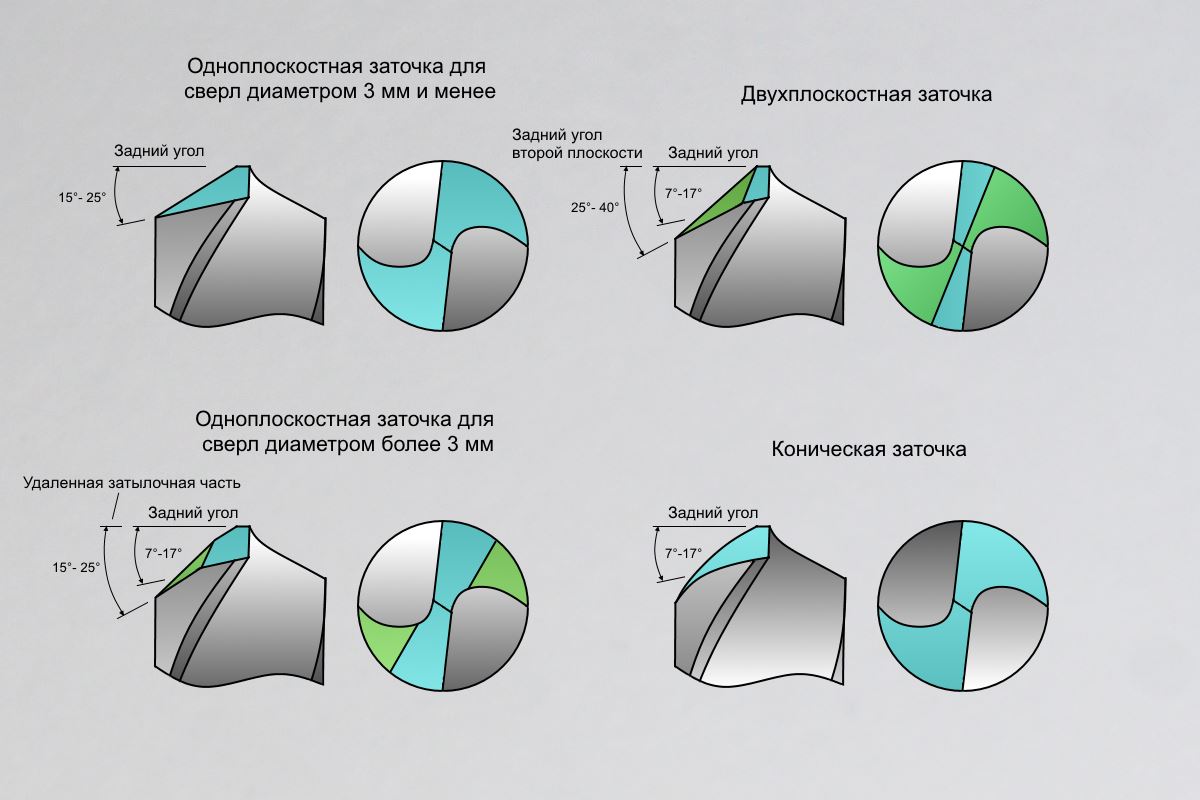
Есть 4 типа края, они нуждаются в 2 разных подходах:
- одноплоскостный и двухплоскостный обрабатывается с помощью приближения плоскостей (поочередно) с абразивному кругу, двигать инструмент при этом не нужно;
- цилиндрический и конический подвергаются процедуре немного сложнее – рабочая часть также подносится к движущемуся абразиву, но одной рукой мастер нажимает на нее, а второй – держит кромку и покачивает ее из стороны в сторону, чтобы добиться равномерной шлифовки.
Ошибки и их предупреждение при работе с наждаком для заточки сверл
Часто бывают допущены промахи:
- Разная длина кромок. Приводит к их поломке. Избежать можно точным глазомером и измерением перед началом работы.
- Асимметричность углов. Полученный результат – фактическая эксплуатация только одно края. Решение – пересмотрите чертежи, возможно у вас не очень функциональный держатель, его наклон приведет к асимметрии.
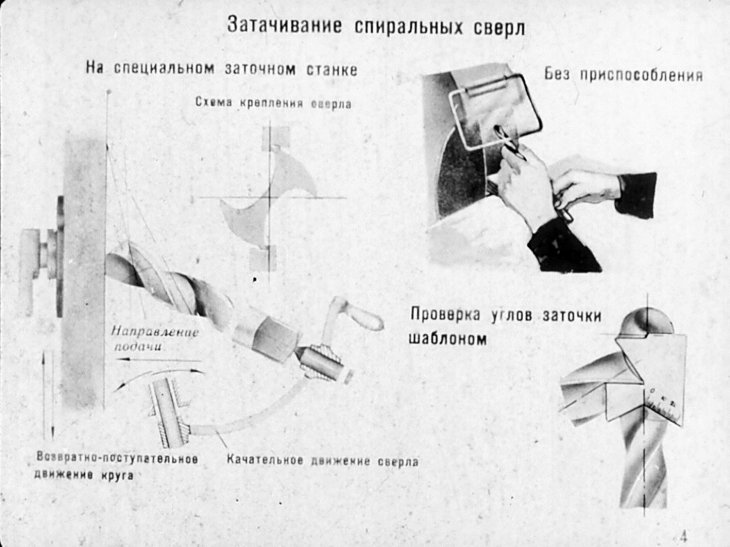
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло? Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
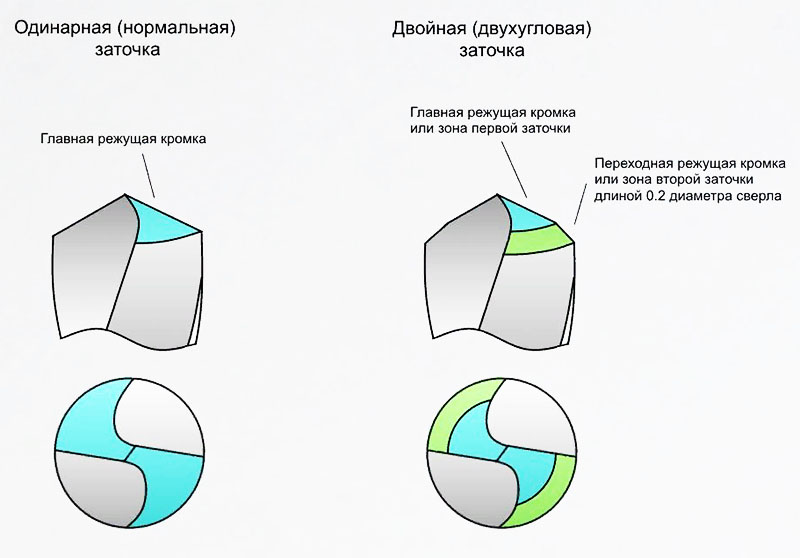
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
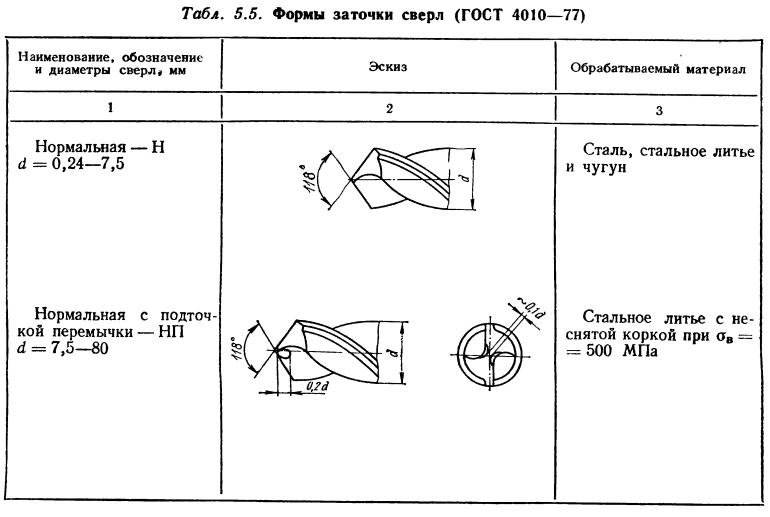
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Нюансы заточки сверла, которые нужно знать
В процессе подточки будет уменьшаться размер переднего и заднего угла, и расти угол рабочей кромки. Благодаря этому увеличивается срок службы инструмента и уменьшается ширина поперечной кромки, которая не принимает участия в сверлении.
В промышленных условиях, после того как инструмент заточен, выполняется доводка. Такое мероприятие позволяет избавиться от мелких зазубрин, оставшихся после основного процесса. Благодаря этому сверло меньше подвержено износу. Поэтому по возможности доводкой лучше не пренебрегать.
Разобраться, как правильно заточить свёрла по металлу не так уж и сложно, особенно если просмотреть видео проведения работ. Выполняя все работы самостоятельно, человек должен набраться терпения, так как не всегда всё получается с первого раза. Если терпения и желания заниматься самостоятельно заточкой инструмента нет, то можно обратиться за помощью к специалистам или просто приобрести новое сверло.
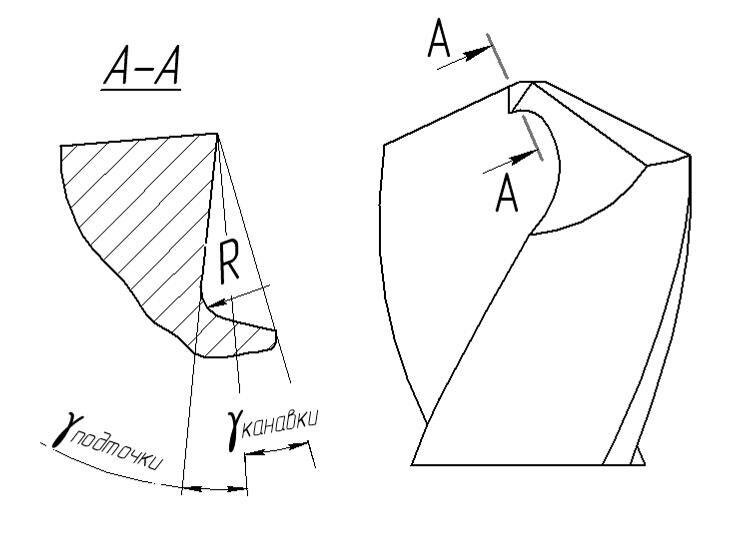
Уменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
ФОТО: Stroy-podskazka.ruПоложение сверла в горизонтальной плоскости для стачивания перемычки
ФОТО: Stroy-podskazka.ruПоложение сверла в вертикальной плоскости для стачивания перемычки
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.


При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Заключительная часть
Многие могут сказать, что не стоит заморачиваться с заточкой свёрл, если нет опыта подобных работ. В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
 ФОТО: aredi.ruСвёрла всегда должны быть в идеальном состоянии
ФОТО: aredi.ruСвёрла всегда должны быть в идеальном состоянии
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая РемонтКак легко и быстро вылечить вспухший от воды ламинат
Следующая РемонтПростая доработка шпателя, которая превратит его в универсальный инструмент
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения. Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм
Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
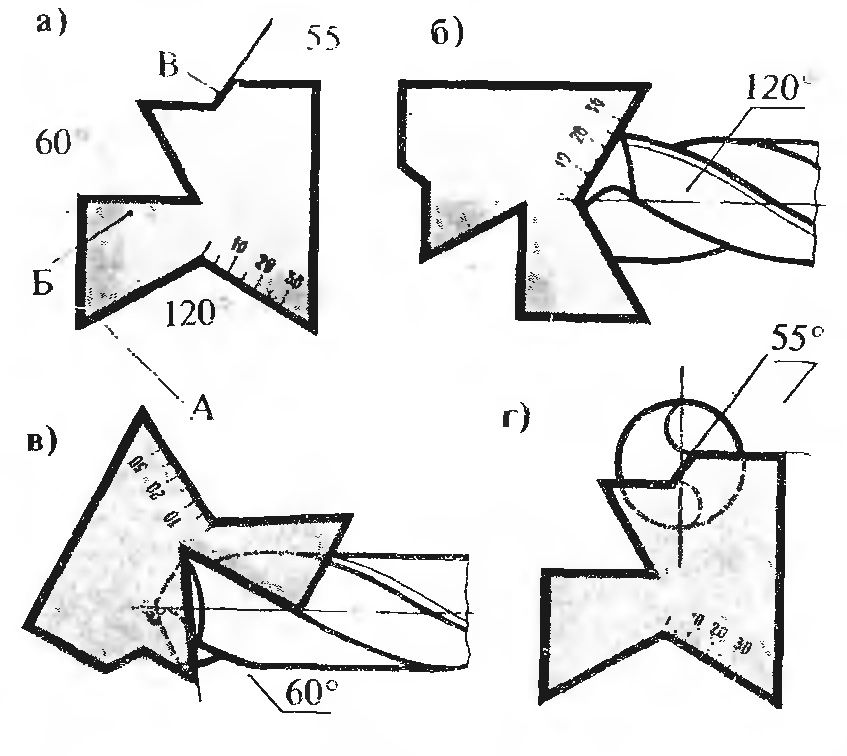
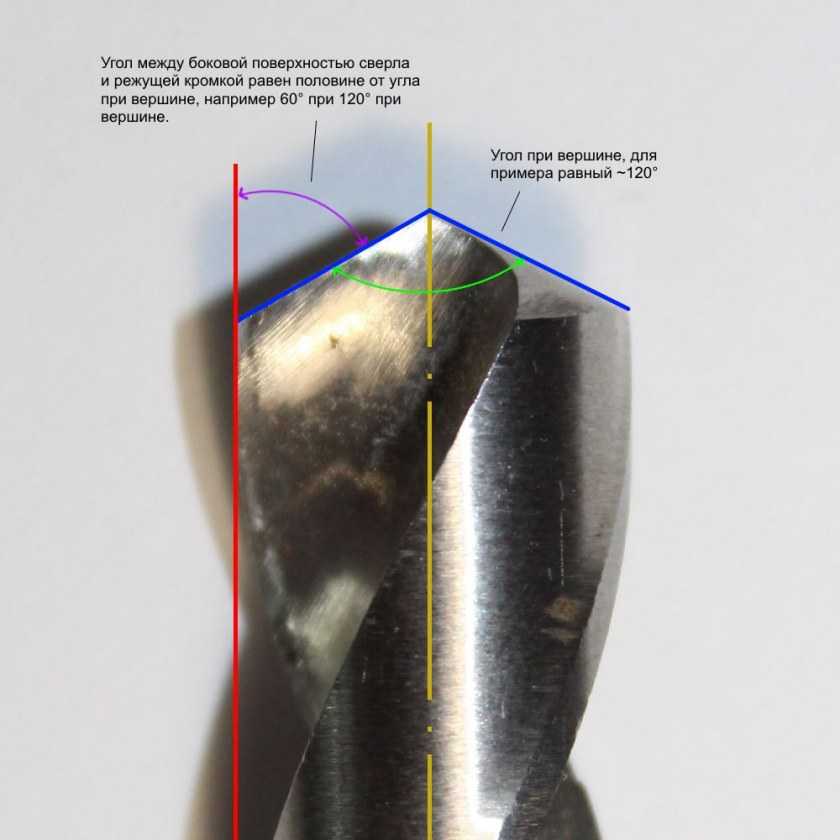
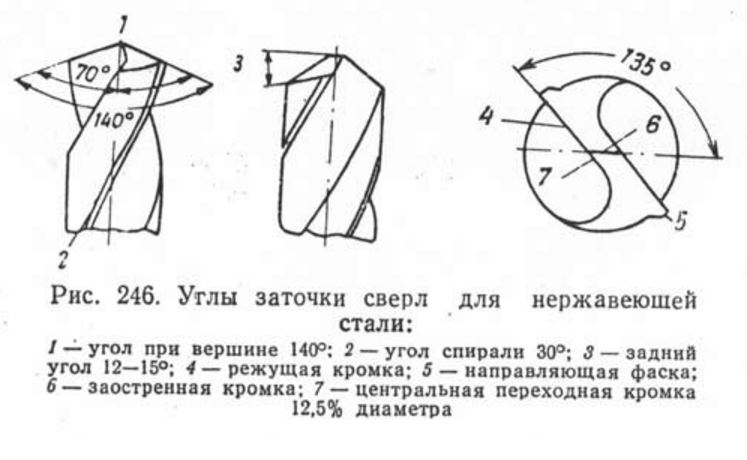
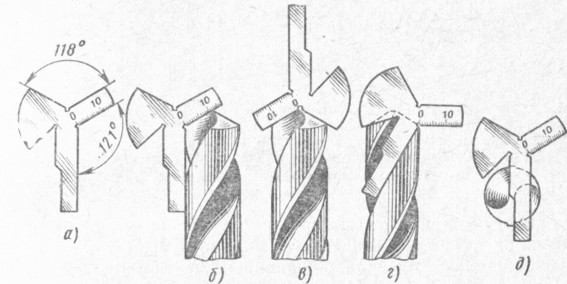
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально





