

Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
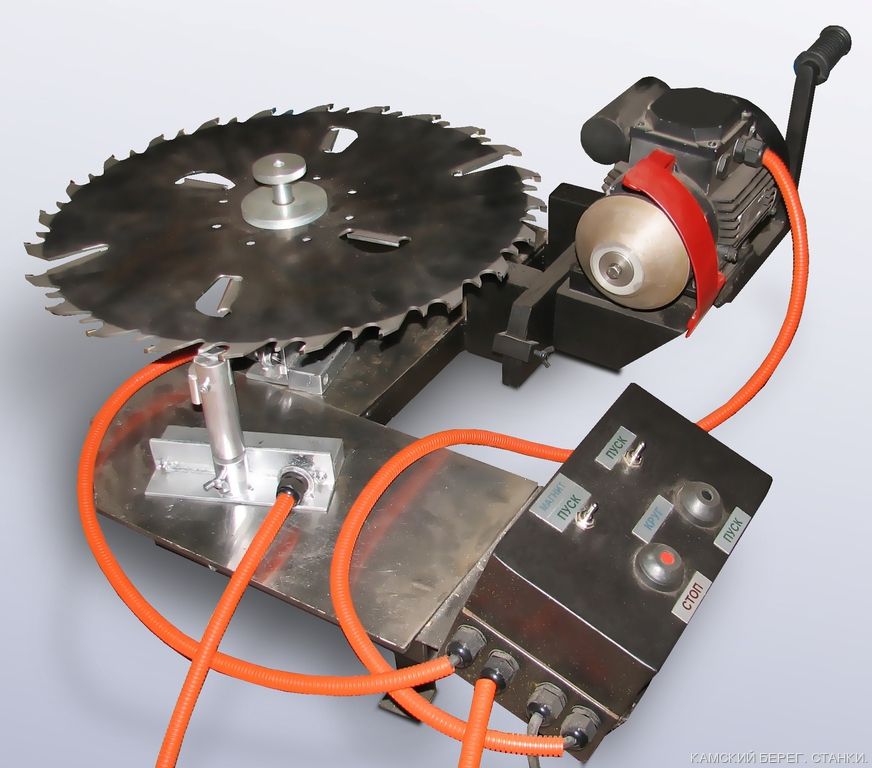
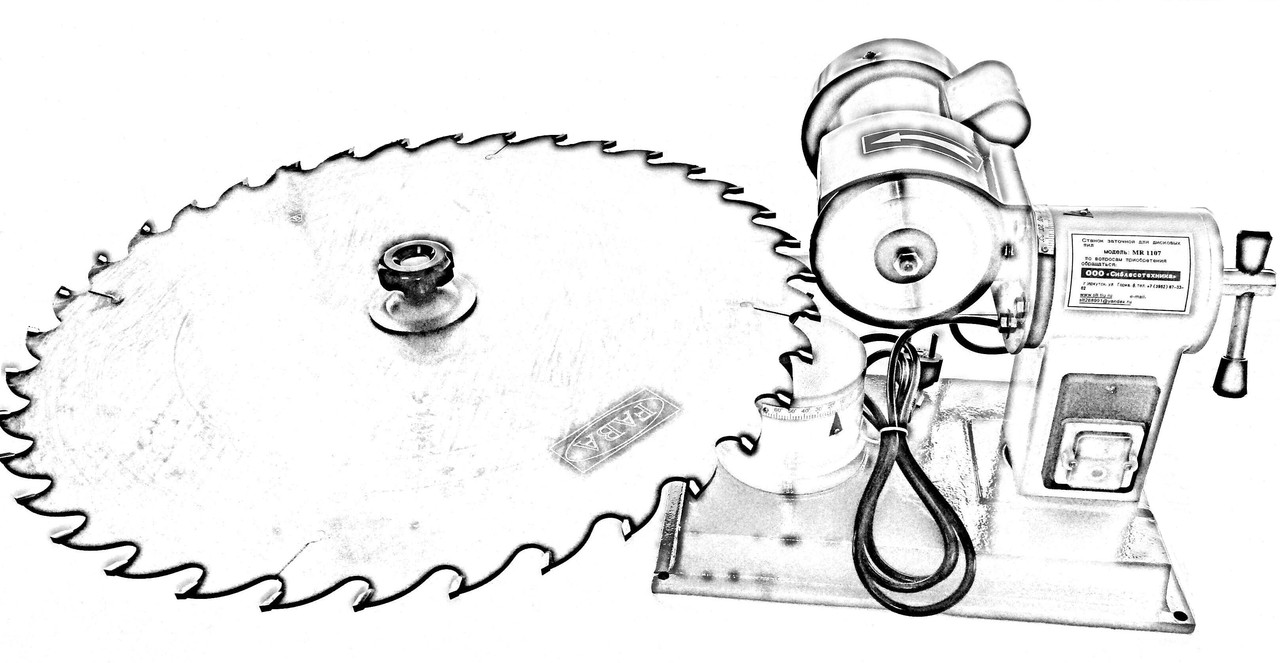
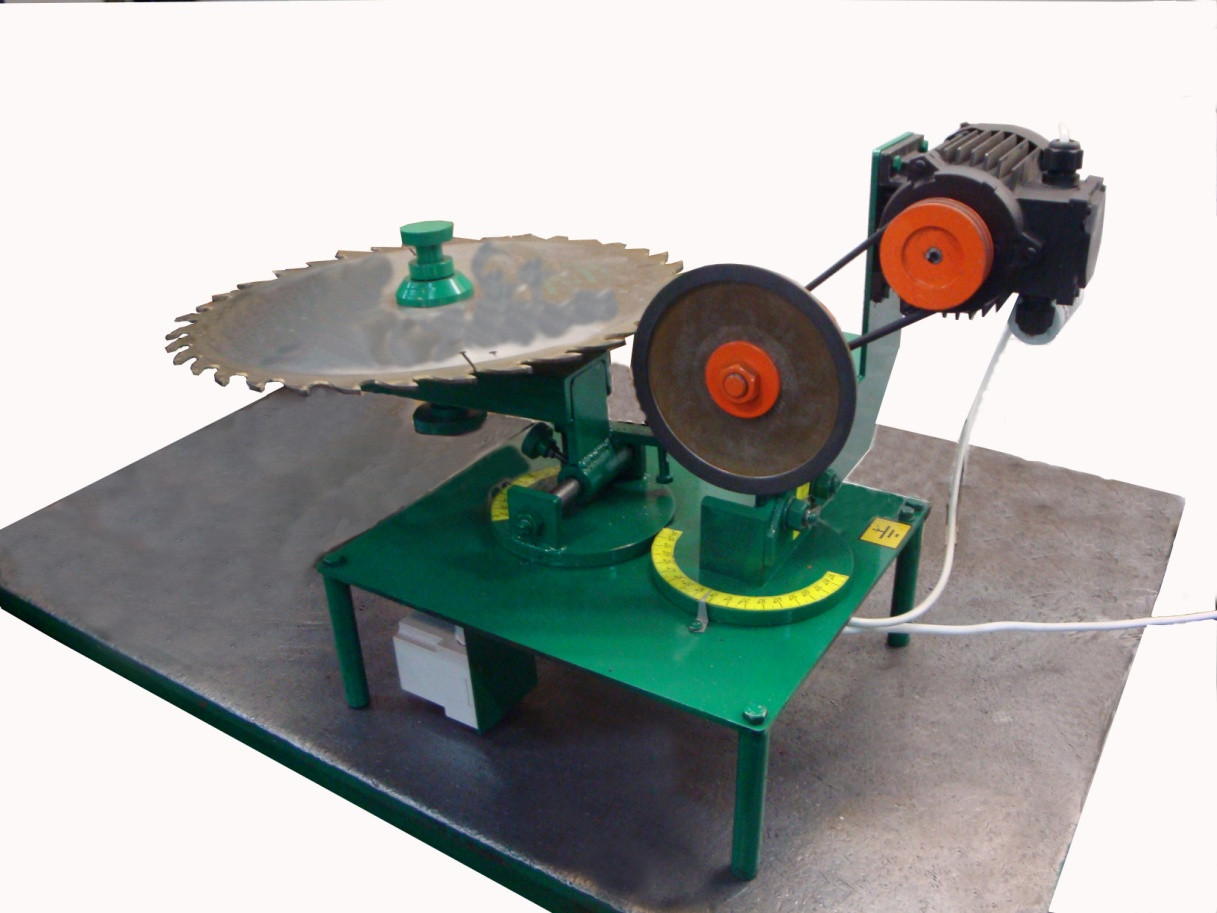
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
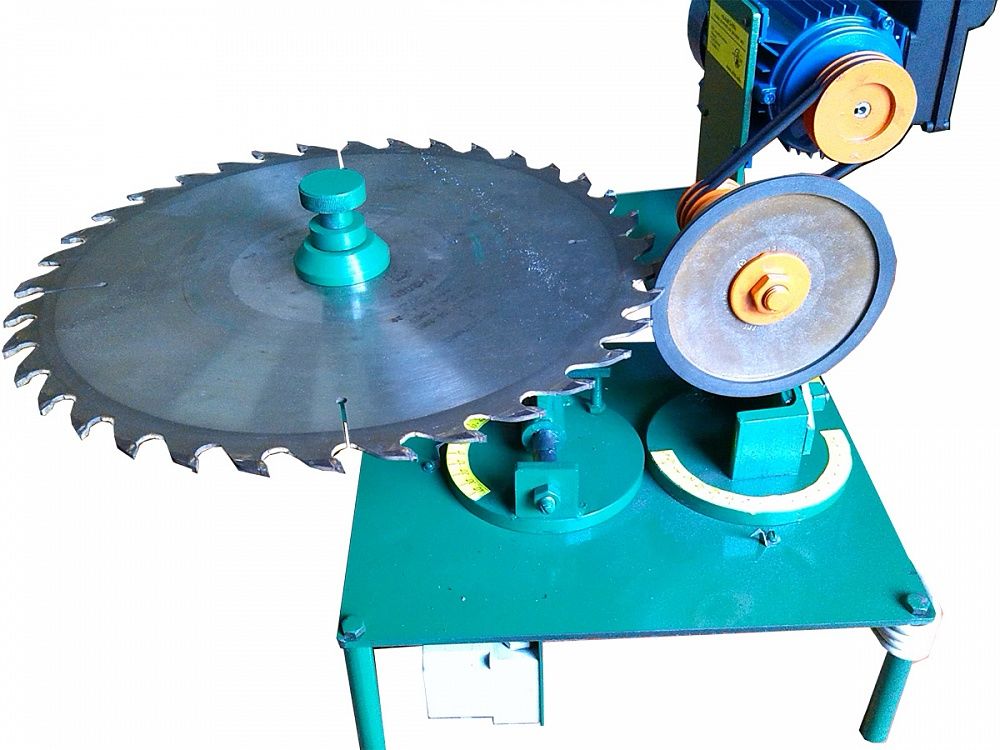
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
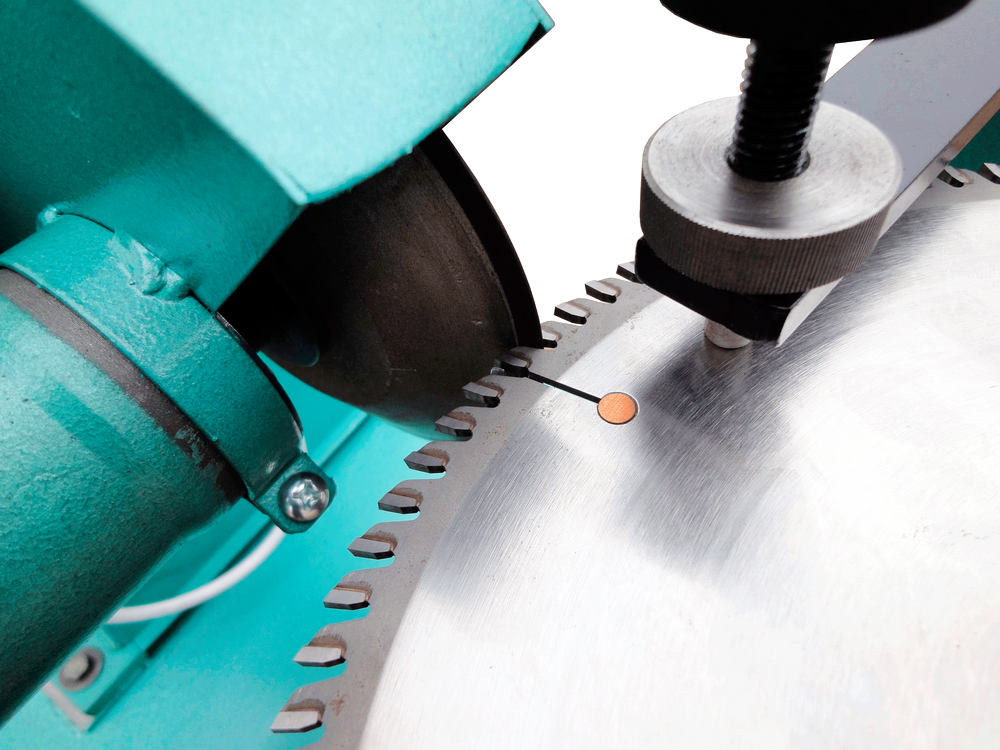
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Republished by Blog Post Promoter
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
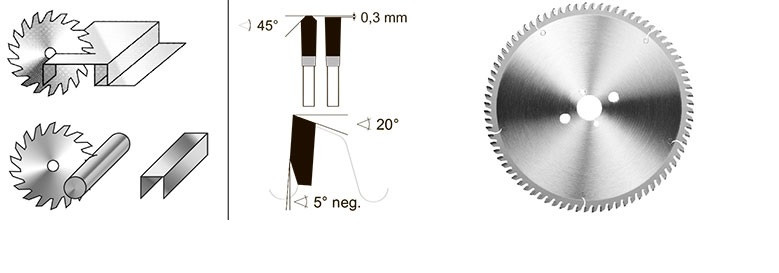
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
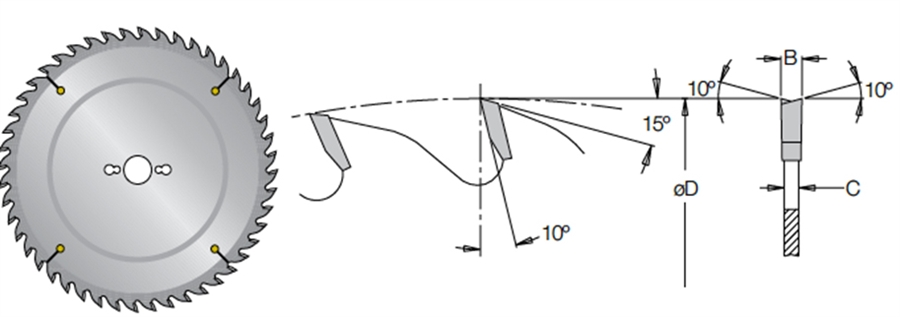
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.





Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
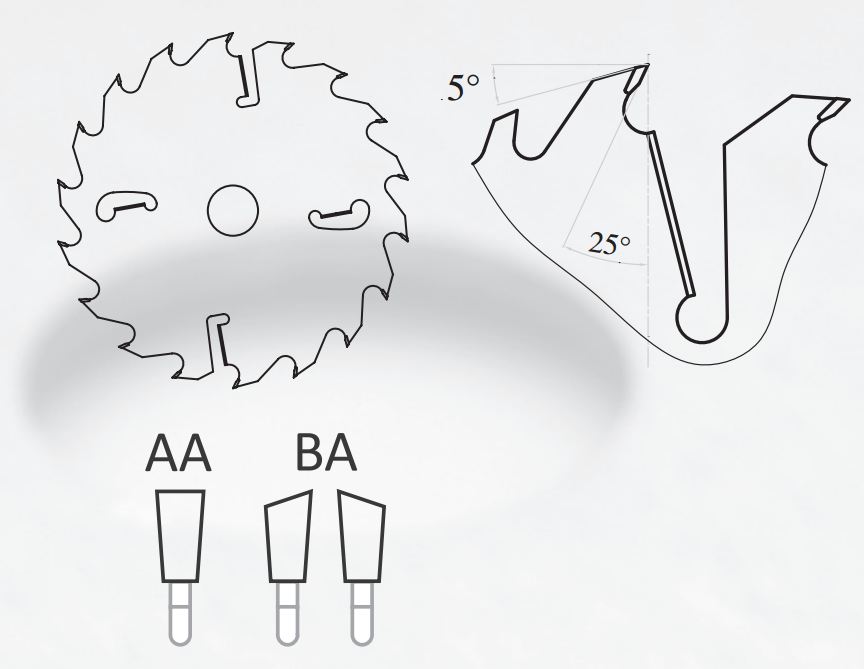
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Как определить износ дисковой пилы?
Все качества дисковой пилы доступны лишь при своевременной заточке зубьев. Затупившийся диск портит материал, увеличивает износ приводных механизмов пилы, повышает риск получить травму при работе. Существуют признаки затупления, при появлении которых необходимо срочно производить заточку циркулярных пил:
- Для продвижения заготовки во время распила, требуется большое усилие
- На распиле появляются сколы, трещины
- Двигатель привода сильно нагревается при работе
- Слышен запах подгоревшего материала
- На кромке распила видны темные следы от перегрева
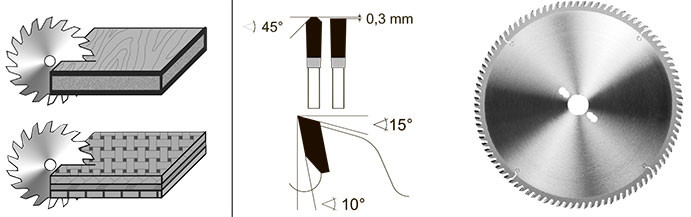
Кроме того, остроту зубьев можно проверять тактильно и с помощью увеличительного стекла. Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
ВАЖНО! При проведении работ всегда используйте диск, соответствующий материалу. В противном случае вы ошибочно отправите исправный диск на заточку.
Основные методы заточки
Восстановить остроту зубьев режущего элемента дисковой пилы помогают несколько методов – классический, ручной и автоматизированный. В первом случае нужны тиски, во втором – напильник и надфили с алмазным напылением. Заточка с использованием станка считается самой простой процедурой, но требует хороших материальных вложений на покупку оборудования.
Заточка дисковой пилы: классический метод
Затачивать диск начинают с задней поверхности, передняя при этом остается в неизменном положении. Круги при этом можно не снимать с пилы или установить его в тисках. В первом случае станок обязательно отключают от сети. Порядок и принцип действий в обоих случаях идентичны. Диск фиксируют 2 брусками, которые плотно прижимают к зубьям, в одном положении, что позволяет избежать движения обрабатываемого элемента. Боковую сторону первого зубца, подлежащего заточке, отмечают маркером.
По окончании процедуры обязательно проводят проверку работоспособности диска путем распила ненужной заготовки. При этом контролируют работу пилы. Отсутствие посторонних шумов, запаха гари и неровного движения обрабатываемого материала указывает на правильное выполнение операции. Если отмечается посторонний скрип, то рекомендуют закрепить фломастер возле пилы и медленно проворачивать диск. Такая манипуляция покажет, где высота зубьев меньше или больше, чем у остальных.
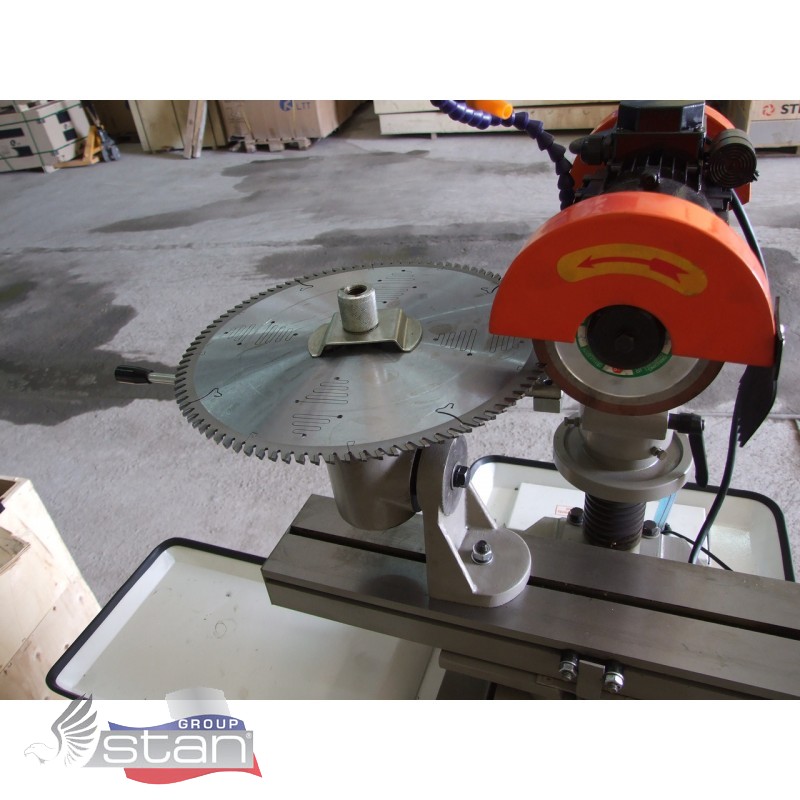
Как станком заточить диск
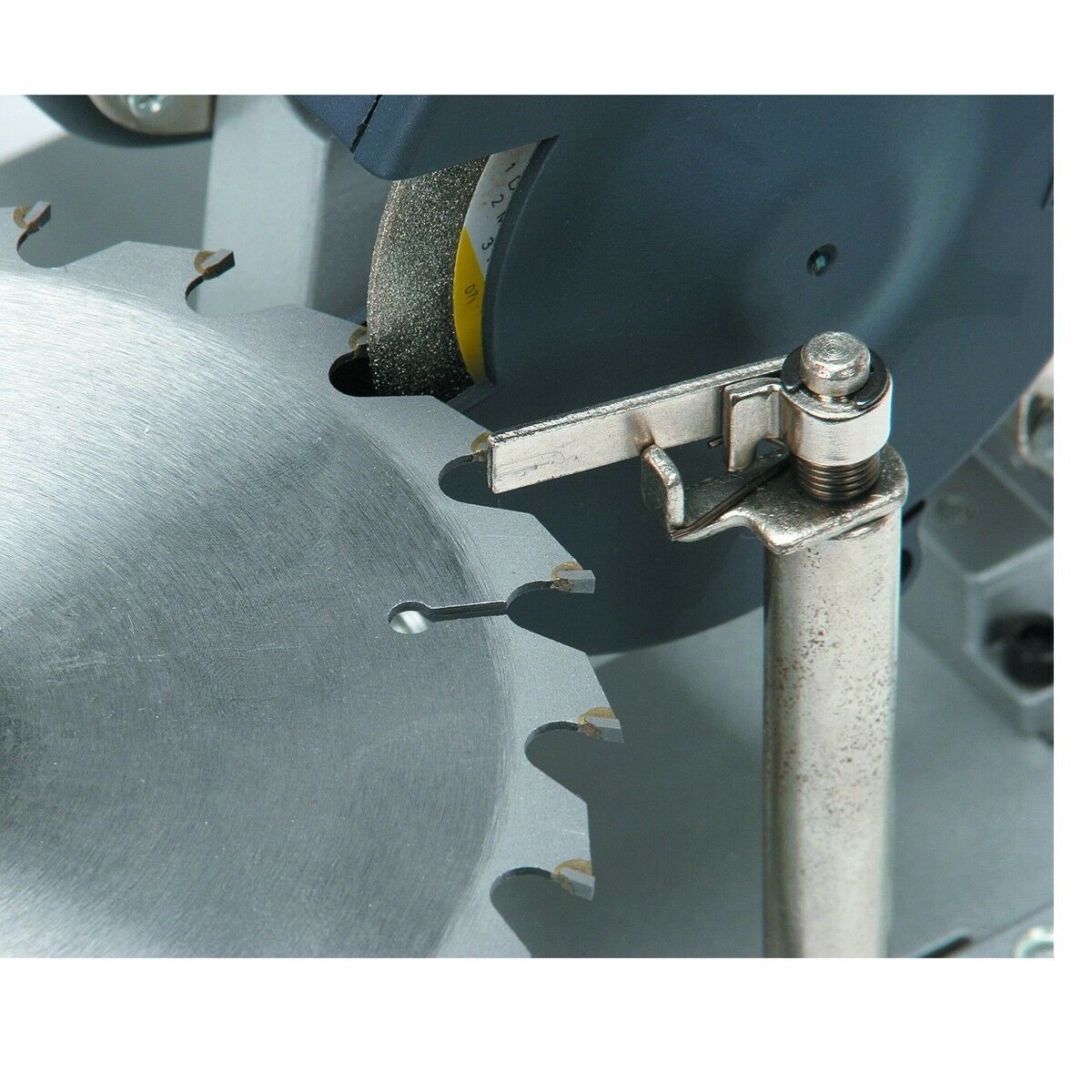
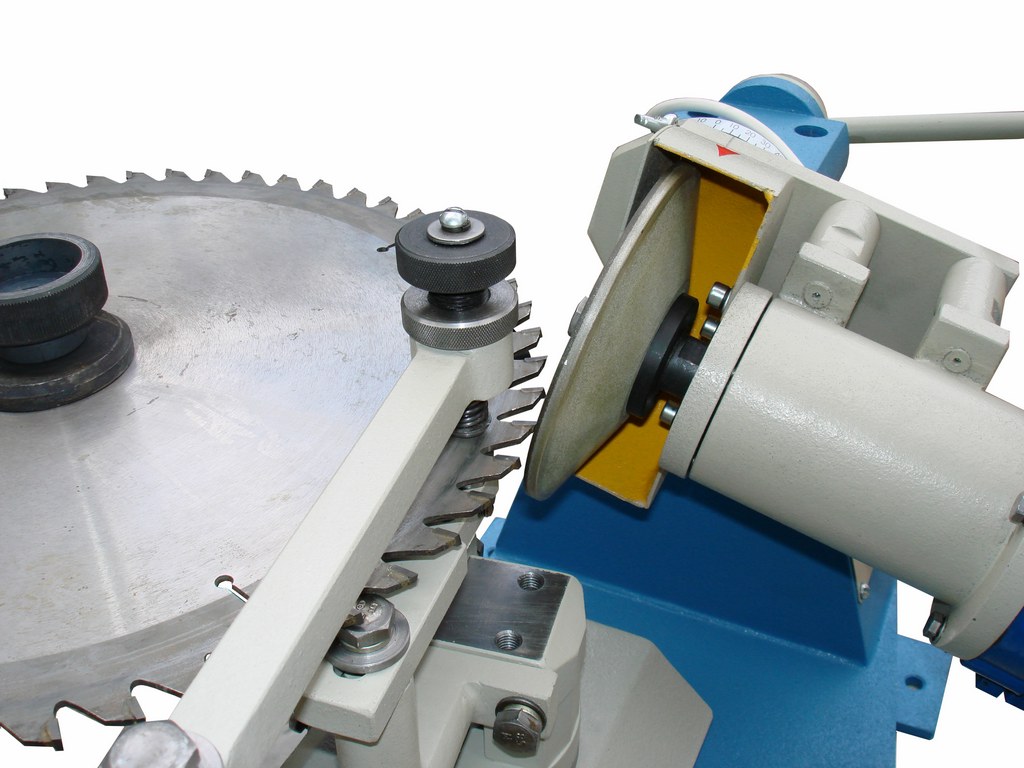
Применение специальных станков позволяет быстро и легко поточить циркулярную пилу. Главной задачей выступает контроль за углом подачи диска. Оператор выставляет его 1 раз, а затем перемещает зубья в область обработки, легко прижимая их плоскости к точильному кругу.
Самый простой станок состоит из следующих конструктивных элементов:
- двигатель с системой крепления заточного круга;
- направляющие с перемещаемой подставкой, которая подает полотно пилы в рабочую область;
- фиксатор режущего элемента пилы, удерживающий инструмент в неизменном положении при подаче к заточному кругу.
Перед проведением заточки диск обязательно обеззараживают.
Для заточки есть специальные станки
Ручной способ
Ручной напильник используют для заточки стальных дисков, так как при обработке режущей кромки элементов с победитовыми напайками сложно выдерживать правильный угол. Процедуру проводят, как и в предыдущем случае, после выполнения разводки зубьев.



Ознакомившись со следующими действиями, вы поймете, как точить циркулярку ручным способом:
- Режущий элемент зажимают в тисках или струбцине между 2 деревянными брусками длиной 100 мм и сечением 50х50 мм, чтобы поверхность находилась в горизонтальном положении.
- Маркером отмечают первый зуб, который подлежит обработке.
- Берут напильник, толщина которого позволяет ему свободно проходить в проемы между соседними зубьями.
- Точильный инструмент прикладывают одной стороной к обрабатываемой поверхности, а другой – к бруску.
- Медленными движениями с одинаковым усилием осуществляют заточку каждого зуба.
Применение такого метода считают рациональным при нечастом использовании пилы, так как осуществлять заточки в сравнении с другими способами намного труднее и дольше. При частой эксплуатации инструмента лучше приобрести специальный станок.
Заточка циркулярных пил своими руками – цена вопроса и надежность исполнения
Циркулярная пила (современное наименование – дисковая пила) гораздо более эффективный инструмент в сравнении с сабельными, продольными и цепными. Качество распила и удобство работы не вызывает сомнений. С помощью дисковой пилы можно идеально ровно раскроить заготовку большой площади, производить распилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить распил материала как вдоль, так и поперек волокон. Разумеется, получить чистый распил, можно лишь при правильно заточенных зубьях. Циркулярные пилы подразделяются на три категории:
- Цельнометаллические
- Цельнометаллические с напылением твердых материалов в рабочей зоне
- Пилы с напайками зубьев из твердых сплавов
Наличие технологических пазов на пильных дисках очень важно
Любой диск должен быть качественно заточен, а зубья правильно разведены. Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.
Заточка при помощи болгарки
Если есть желание, можно ускорить процесс, воспользовавшись электроинструментом. Для этого потребуется закрепить полотно пилы горизонтально таким образом, чтобы его зубцы слегка выступали за край верстака при помощи нескольких струбцин. Чем жестче будет фиксация, тем меньше будет погрешностей в заточке вследствие вибрации. Перед применением болгарки следует выполнить те же подготовительные операции, что и в случае с ручной заточкой, а именно проверку разводки и высоты зубьев.
Для снятия слоя металла применяются не шлифовочные, а отрезные абразивные диски. Дело в том, что интервал между зубьями невелик, и туда невозможно поместить толстый диск, не повредив соседний зубец. Оптимальными будут отрезные круги с толщиной 0,8-1,5 мм.
Во время выполнения работ обязательным является использование защитного инвентаря, как минимум специальных очков и перчаток. Это позволит защитить себя в случае повреждения отрезного круга. Щиток также должен быть смонтирован на положенном месте.
Диском нужно аккуратно проходить в пространстве между каждым зубцом, затачивая сначала одну сторону, а потом другую. При этом нужно довольно хорошо уметь обращаться с УШМ, поскольку угол заточки и количество снимаемого металла контролируется только самим работником. Если есть сомнения в успешности такого проекта, лучше сначала поэкспериментировать со старой ножовкой, которую будет не жалко испортить, чтобы набить руку.
1 Формы зубьев на пильных дисках
Их несколько, и появились они вследствие оптимизации воздействия режущей кромки на распиливаемый материал, который может иметь различные свойства.
Основными формами зубьев являются:
- прямая — используется при продольном распиливании, когда высокое качество не обязательно;
- косая (скошенный зуб) — имеет переменный правый и левый угол наклона задней (иногда и передней) плоскости. Используется для распила как в продольном, так и поперечном направлении. Наиболее распространенная форма для дисковых пил. Такая конфигурация удобна в использовании при подрезке плит с двухсторонним ламинированием, так как не дает сколов по краям пропила;
- трапециевидная — характеризуется долгим сроком удержания режущей кромки в остром состоянии. Обычно на пильных дисках зубья такой формы чередуются с прямыми зубьями, несколько возвышаясь над ними. Трапециевидные зубья, в этом случае, делают черновое пиление, а прямые зубья — чистовое;
- коническая — такая форма зубьев используется при вспомогательных операциях. К примеру, надрезается слой ламината для исключения появления осколков при основном распиливании.
Передняя грань всех зубьев имеет плоскую форму, но в некоторых видах дисковых пил — она вогнута.
Маркировки на дисковых пилах
Это позволяет качественно выполнять чистовое поперечное пиление.
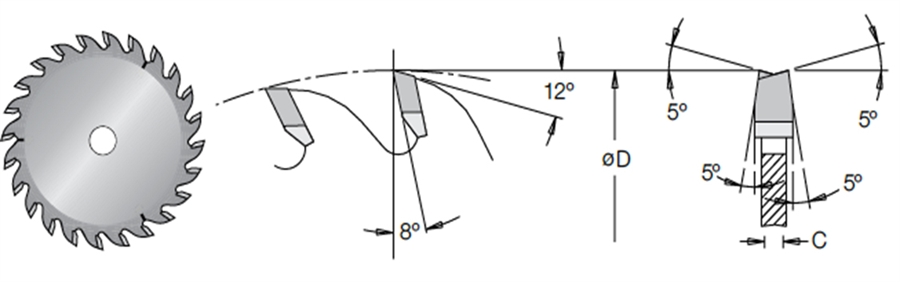
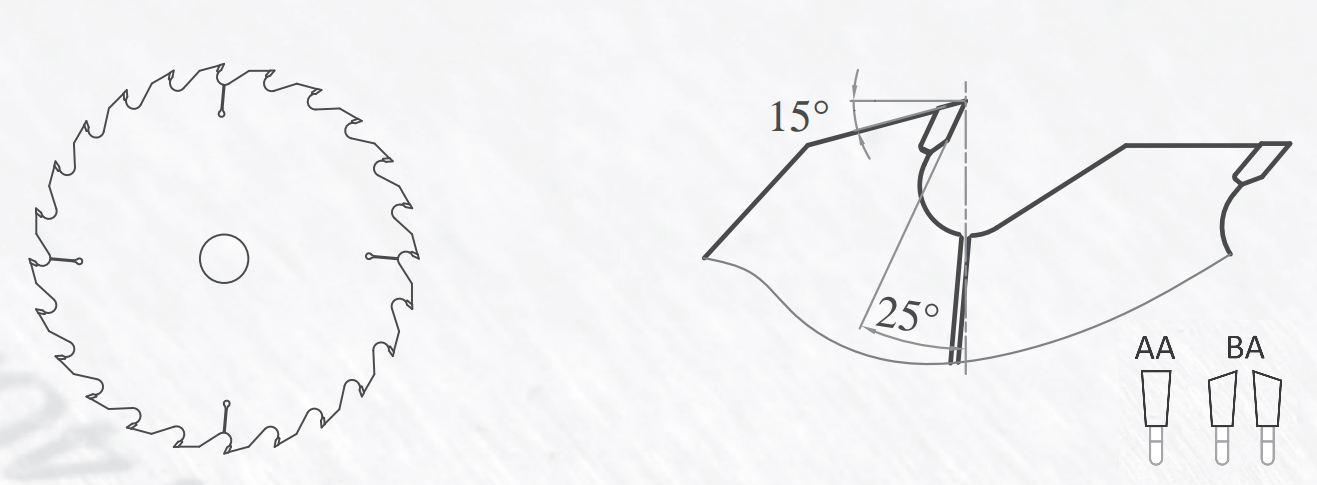
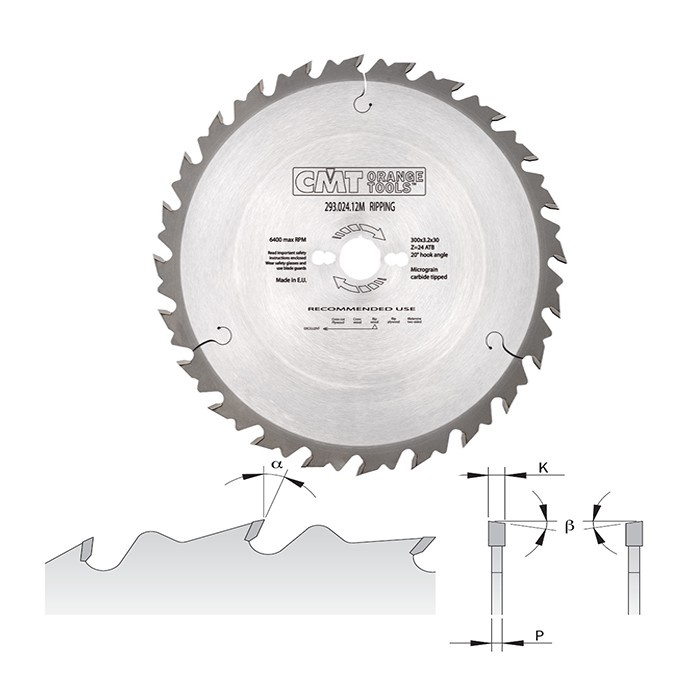
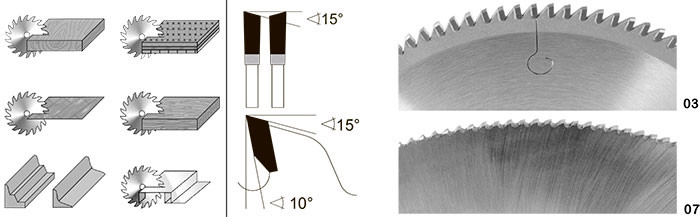
1.1 Углы заточки
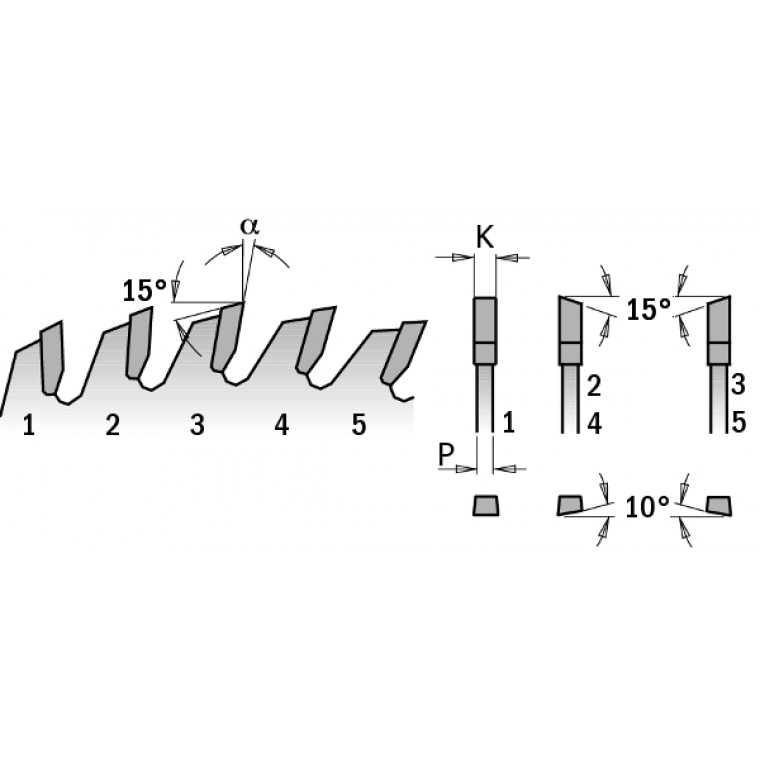
Заточка зубьев дисковой пилы проводится с учетом четырех основных углов, которые образуются на пересечении плоскостей:
- передний угол;
- задний угол;
- углы скоса передней и задней плоскости.
Как вспомогательный, учитывается еще угол заострения, который задается величиной передних и задних углов.
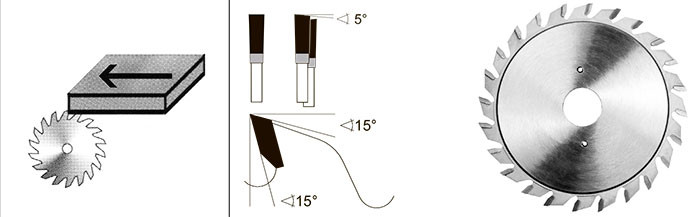
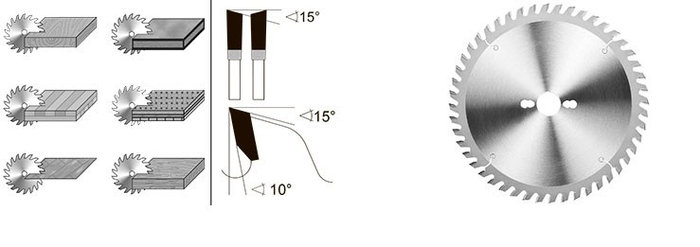
Углы заточки зависят от назначения пилы:
- для продольного пиления подходит величина переднего угла от 15 до 20 градусов;
- при поперечном пилении — от 5 до 10 градусов;
- при универсальном применении, в среднем — 15 градусов.
Основные типы зубьев твердосплавных дисковых пил
Углы заточки важно учитывать не только по направлению распила, но и по твердости дерева — чем оно тверже, тем меньшими должны быть передние и задние углы
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:



CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:





