

Правильно сформированный сварочный шов и его дефекты
 В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
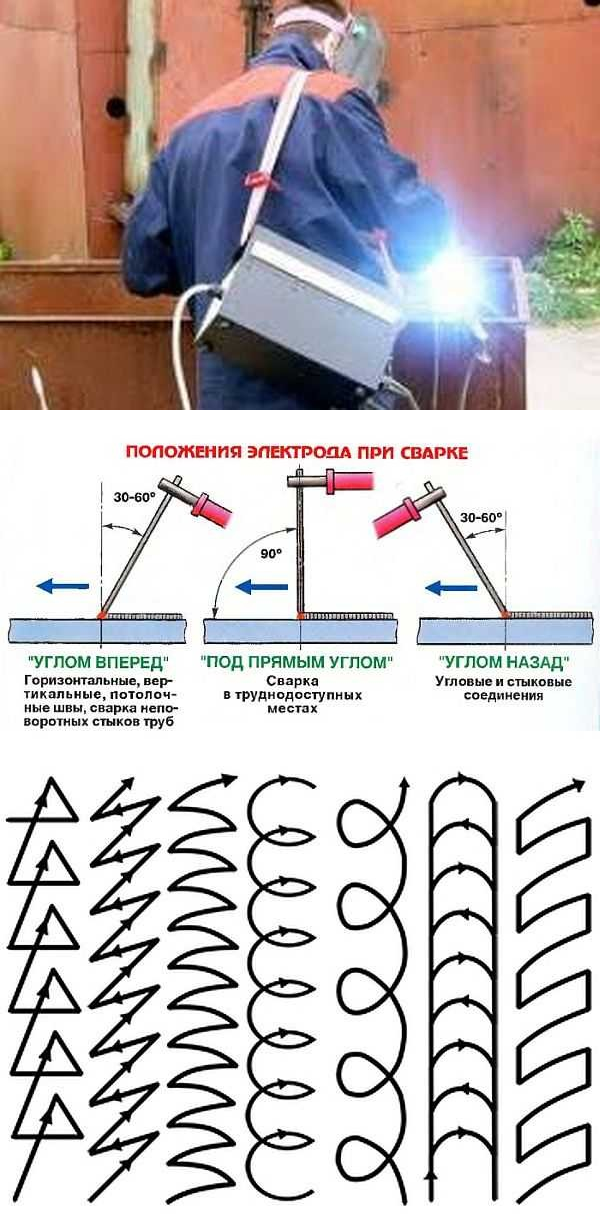
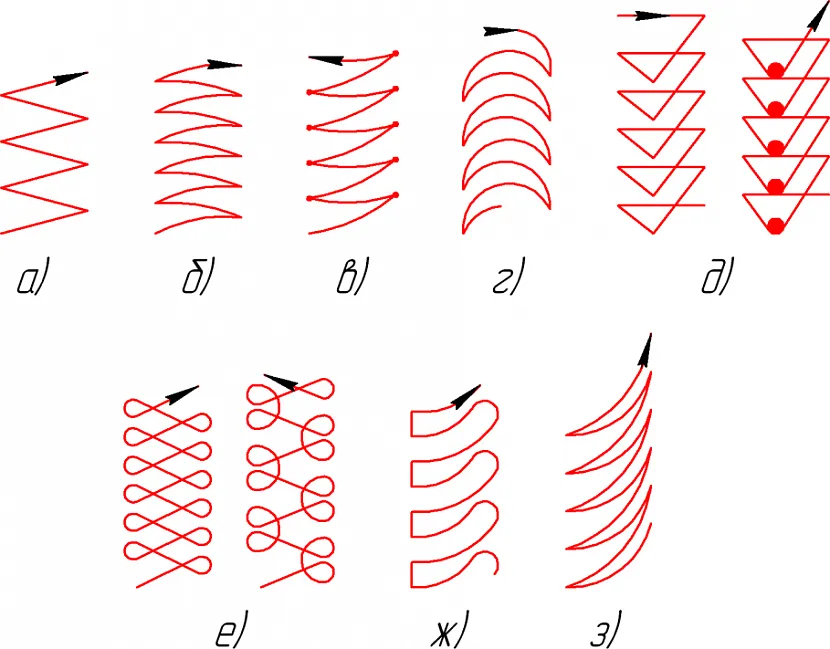
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов, при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
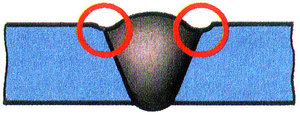 Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
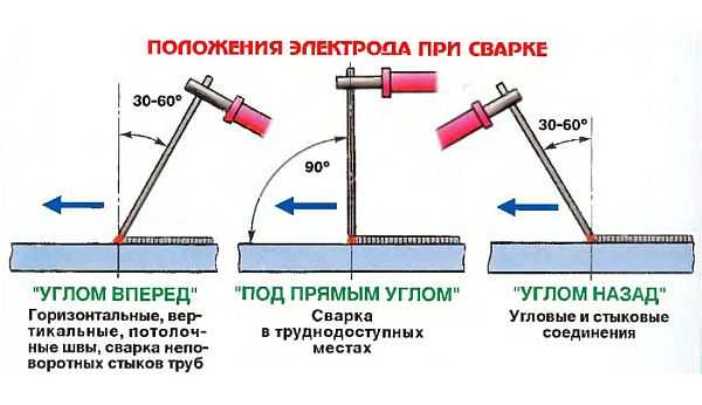
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
 Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе, в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше, чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Подготовка кромок
Залог правильной сварки – подготовка к этому процессу кромок деталей. Это позволит получить качественный шов при любых пространных положениях.
Разметкой задаются необходимые размеры, а лишние куски обрезают. Значительную роль играют правильно подготовленные кромки. После предварительного очищения им следует придать форму. Для объединения тонких деталей кромку следует выполнять плоской. Для массивных изделий более предпочтительными являются кромки вида “V” или “X”.
Особо актуальной является обработка кромок, если предстоит соединение деталей, имеющих конфигурацию труб.
Разделки кромок могут осуществляться с одной стороны или с обеих. Различный вид скосов применяют для соответствующих соединений. Наиболее популярный скос – “V”. Его можно использовать для сваривания деталей разных толщин. Если разделываются обе кромки, то угол составляет шестьдесят градусов, а если только одна – пятьдесят градусов.
Двухсторонний скос, примененный по отношению к обеим кромкам, своим видом похож на “X”. Применять его следует для изделий, которые обладают толщиной в диапазоне 10-60 миллиметров.
Скос, напоминающий своим видом букву “U”, может быть выполнен с одной стороны. Для сварщиков, только осваивающих искусство сварки, способ будет не слишком простым. Скос в виде “К” начинающему сварщику также осваивать не стоит.
Как происходит сваривание металла
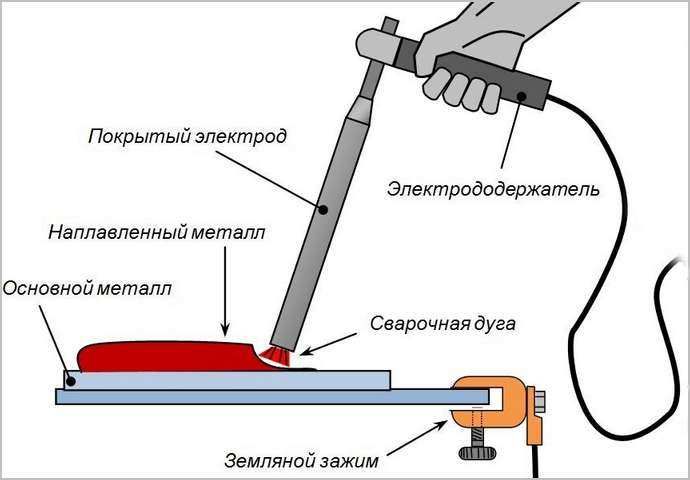
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
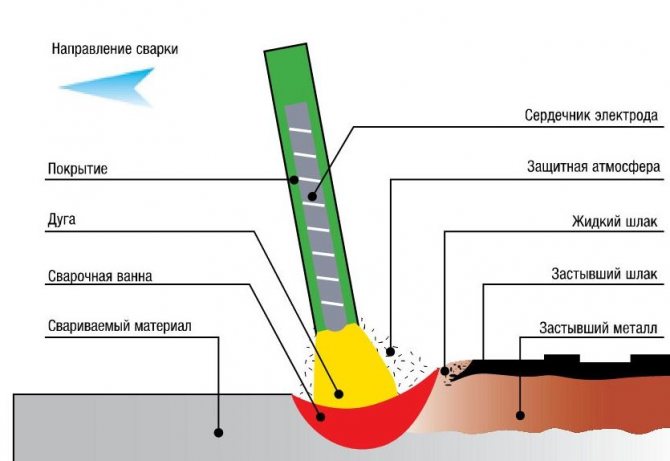
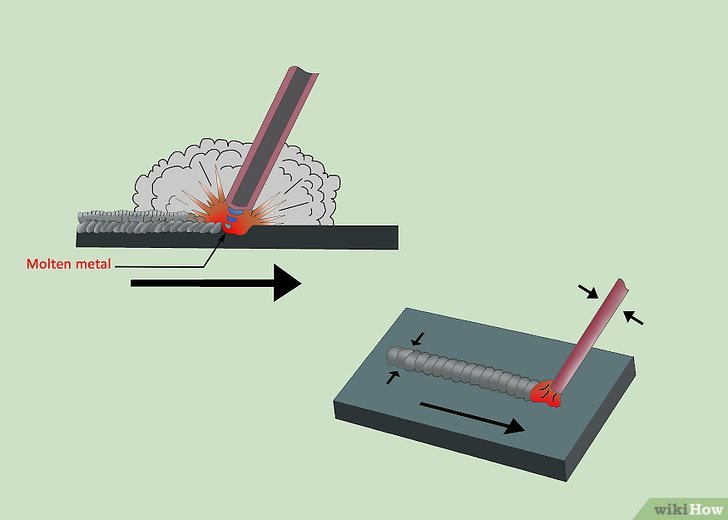
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.


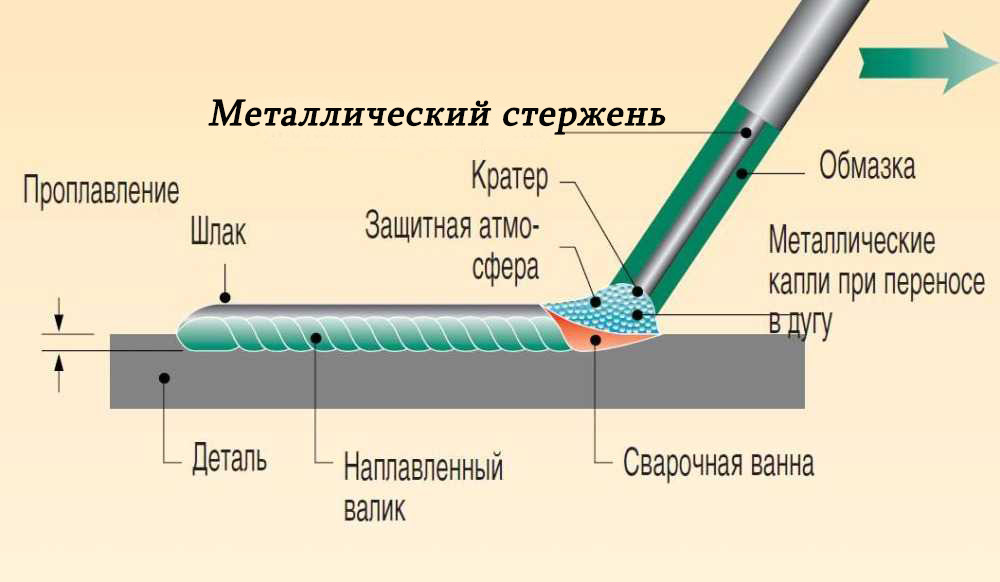

Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика

Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя
Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А
Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
Не забудьте также подготовить свое рабочее место — убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель, на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Советы начинающему сварщику
Чтобы обучение происходило быстрее, дадим 10 простых советов, которые пригодятся новичку:
- Учитесь на современных сварочных аппаратах. Трансформатор — нет, инвертор — да!
- Используйте рутиловые электроды. Такие как Е6013, R143 или МР-3С.
- При первом знакомстве со сваркой возьмите электрод 3 мм.
- Как разгорелась дуга, не отрывайте электрод от детали. Большой зазор ее погасит!
- Увеличивайте скорость при небольшой толщине металла. Не спешите. Не бойтесь, что электрод залипнет на металле. Электронная начинка инвертора не допустит этого.
- Когда в металле прожжена дыра, то выберите электроды меньшего диаметра, понизьте ток!
- Перед тем как отбивать шлак, дайте шву остыть.
- Для обучения воспользуйтесь не простой маской, а Хамелеон с автоматическим светофильтром.
- Следите за тем, чтобы обмазка электродов была всегда сухой. Не храните их в сырых помещениях.
- Не перегревайте инвертор, следите за его чистотой.
Стать профессиональным сварщиком за один день не получится. Нужно время и терпение.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.

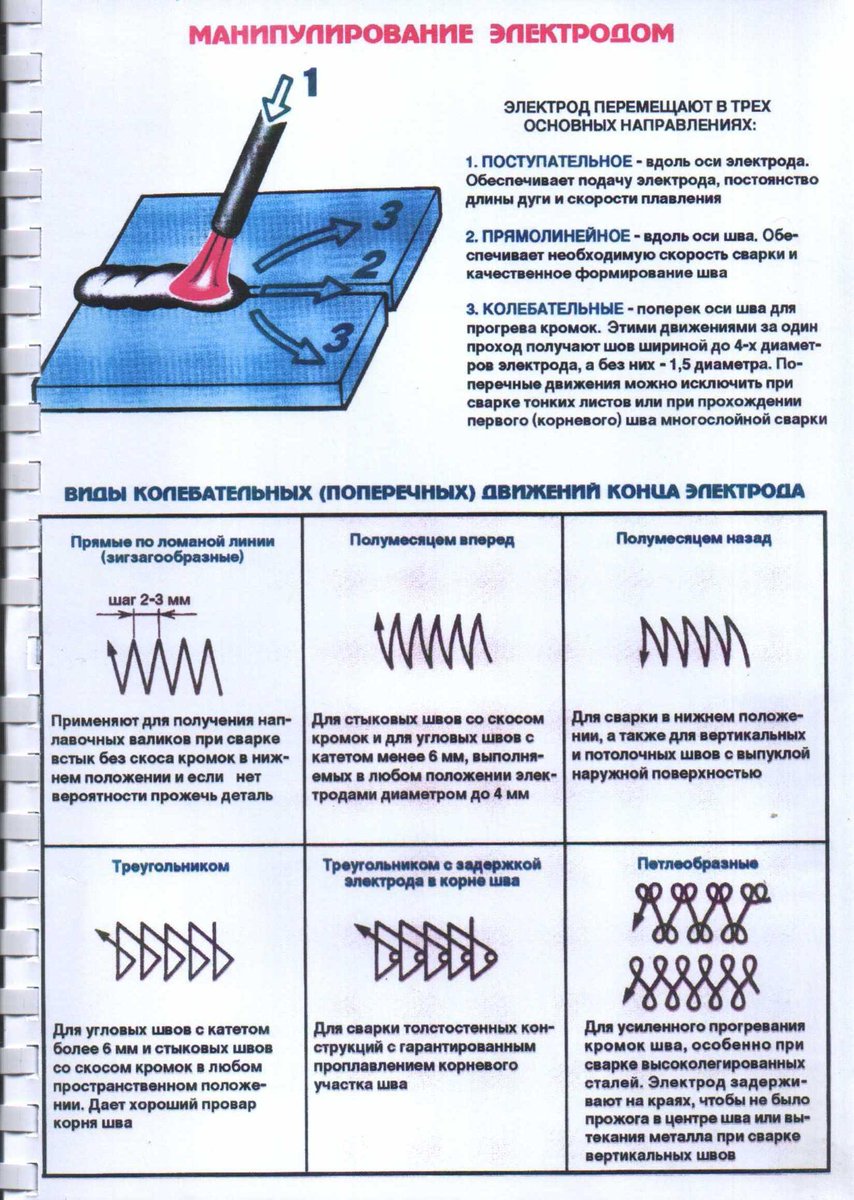

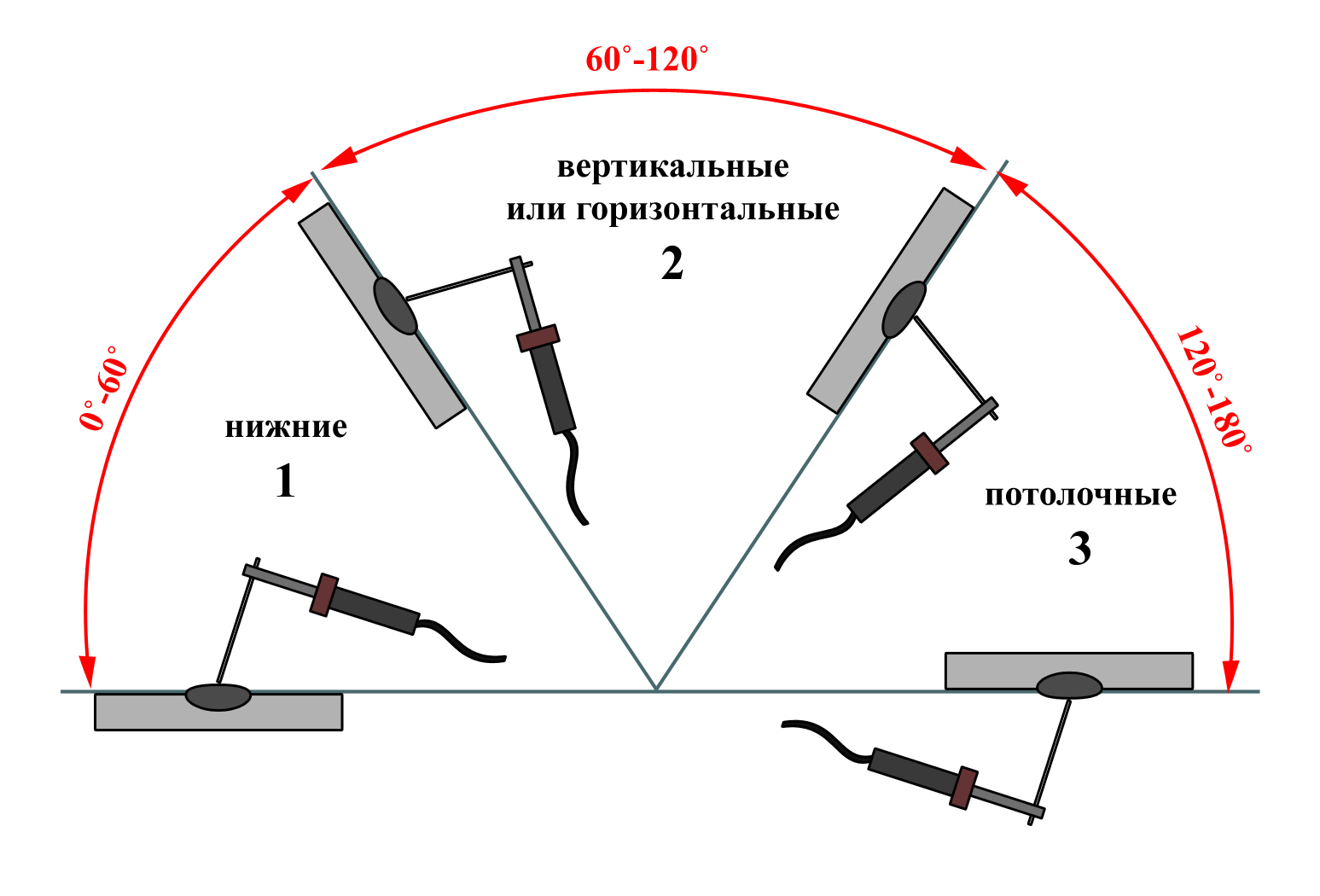

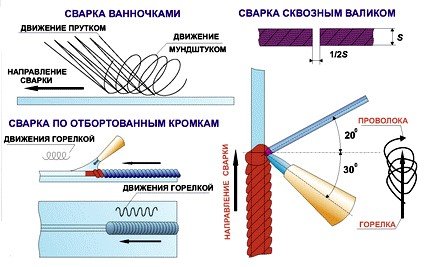



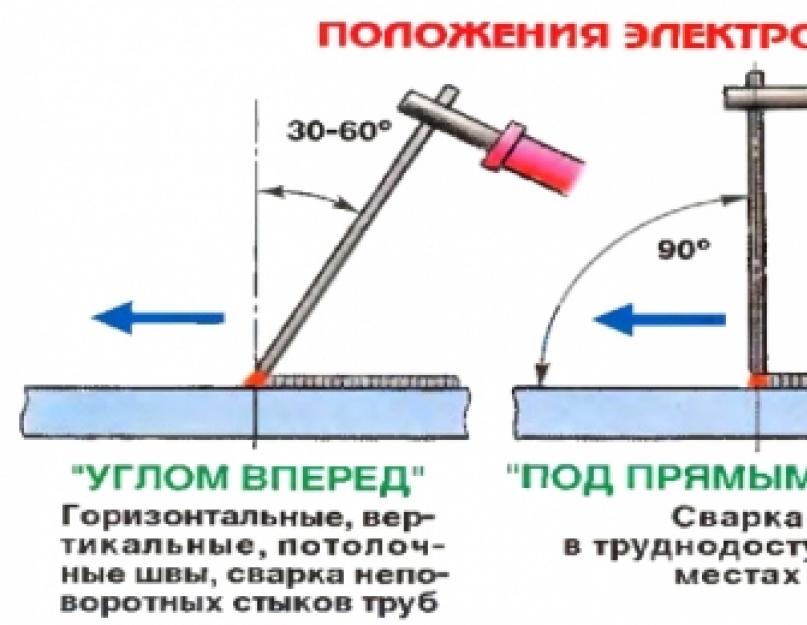
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
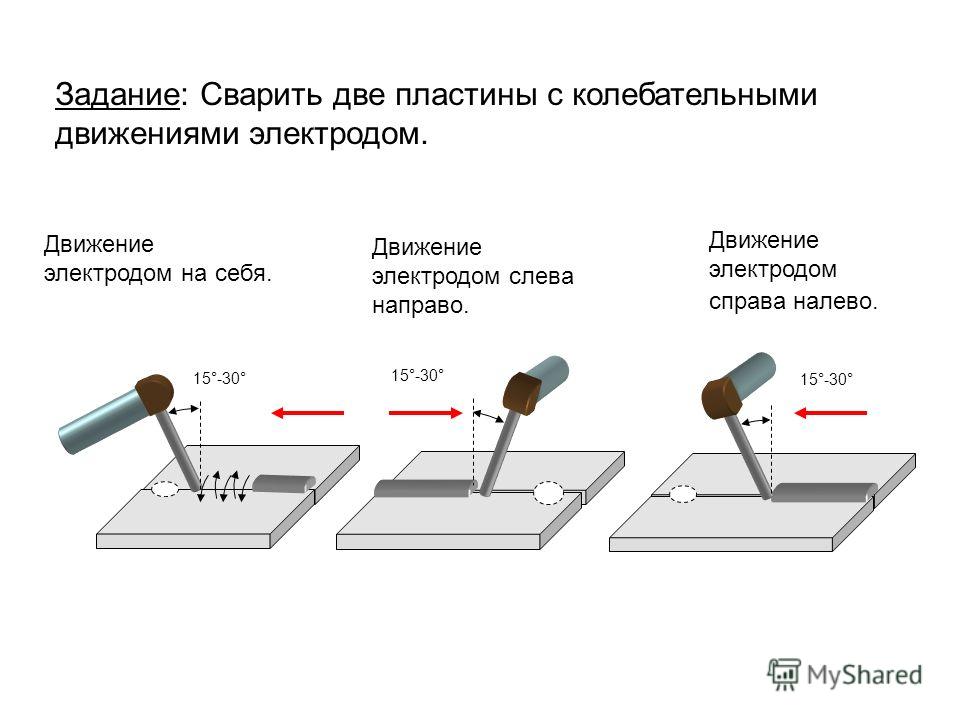
Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
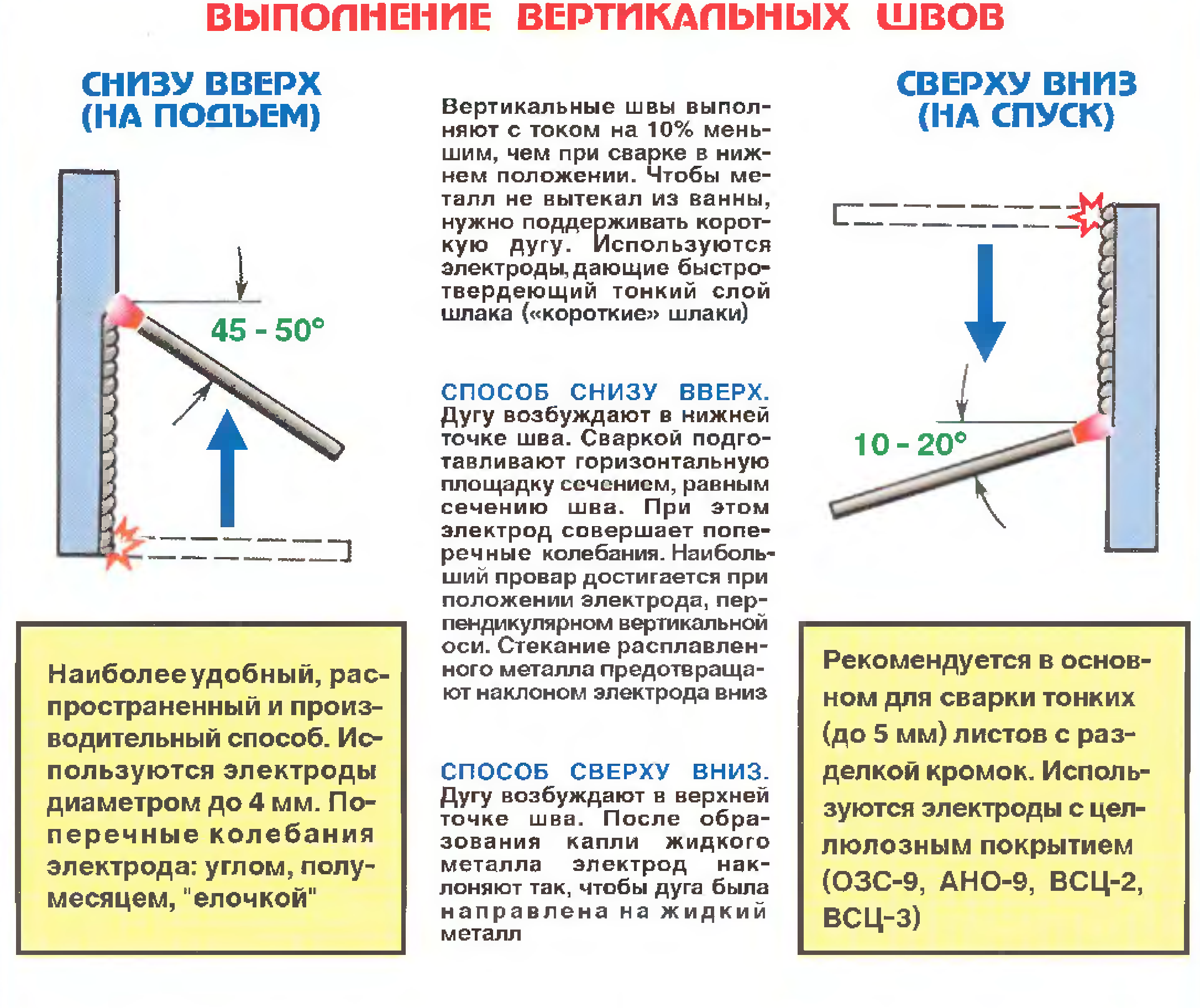
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
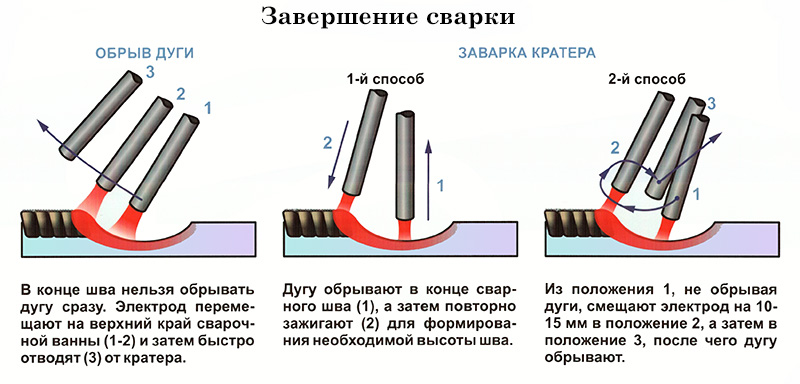
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.


В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Нюансы для начинающих в сварке
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно, есть специальный зажим, который нужно плотно наложить на деталь.
- Обязательно проверяется изоляция кабеля и то, насколько тщательно он заправлен в деталь.
- Как только подключена массы, выбирается сила тока, это зависит от вида электродов и от материала.
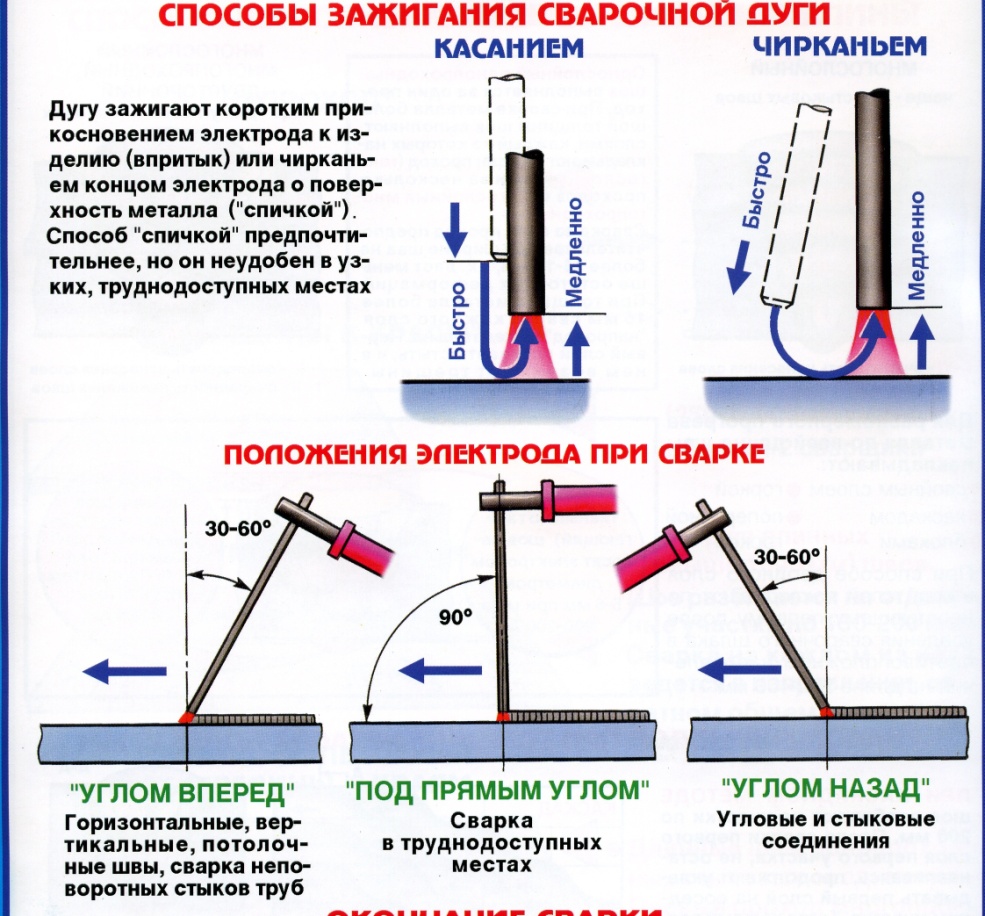
- Прежде чем зажигать дугу, нужно установить электрод относительно материала под углом в 60ᵒ.
Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.

То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
- Места расположения – в помещении или в пространстве;
- Сварочного режима;
- Конфигурации каждой соединяемой детали;
- Размера и формы кромки;
- Скорости перемещения дуги.
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.





