

Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Рельсорез. Подгонка путей без лишних хлопот
Динамический плотномер Д-51. Проверяем уплотнение грунта
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
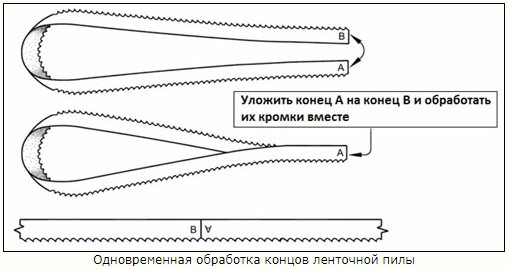
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
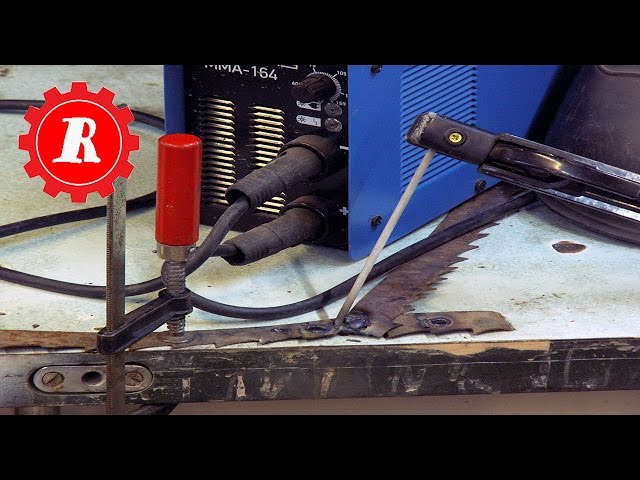
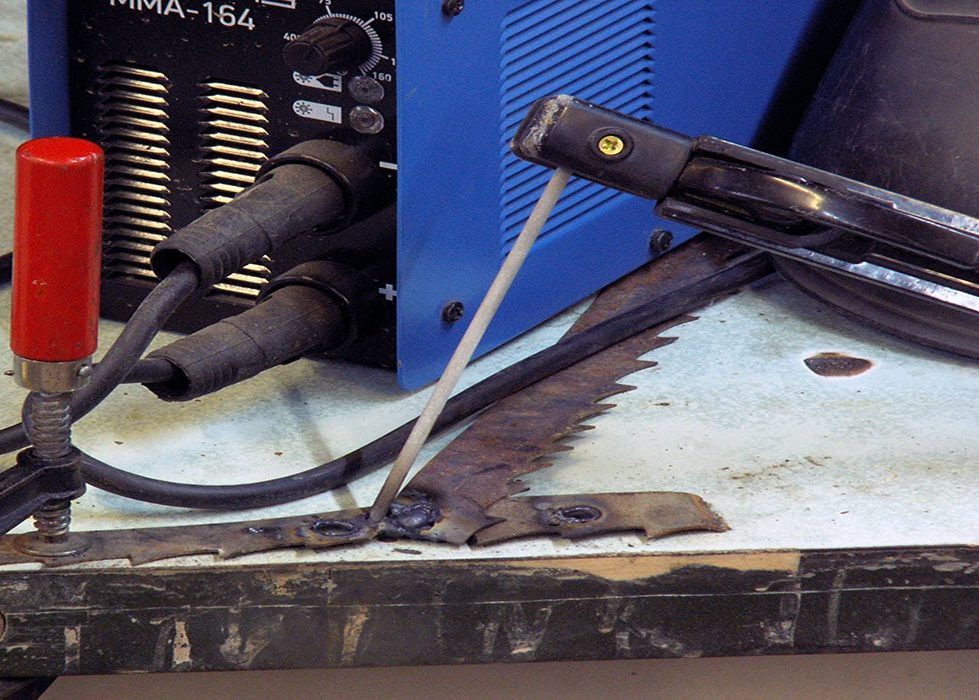
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Общие сведения







Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
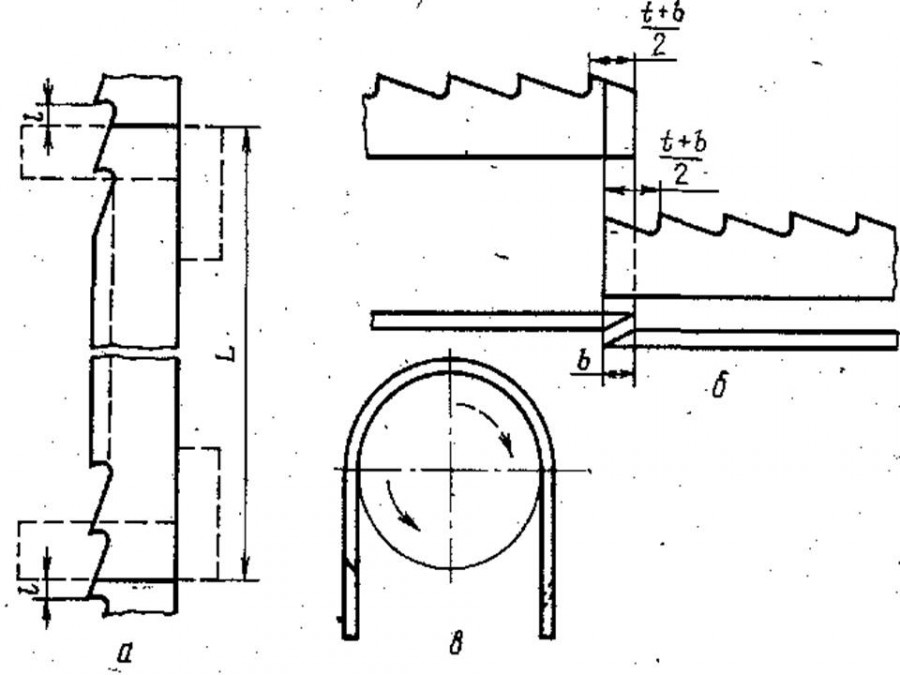
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Технология сварки и подготовка полотна для ленточных пил
Схемы установки заготовок и определение максимальной длины резания.
Данная технология разделяется на несколько этапов, таких как:
- Подготовка.
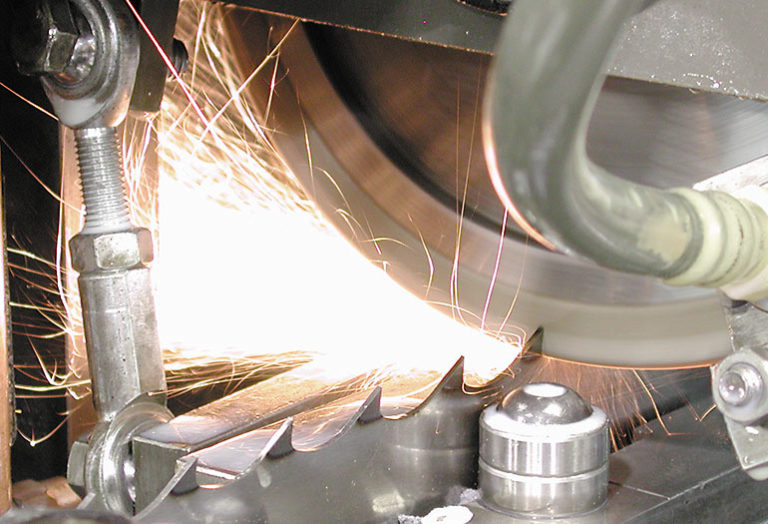
- Заточка.
- Сварка.
- Развод зубьев полученной пилы.
После каждого из этапов необходимо произвести качественный контроль, который поможет устранить все недостатки и недочеты еще на стадии производства. Перед тем как сварить пилы, их нужно тщательно подготовить, чтобы пила соответствовала всем заявленным требованиям и могла прослужить долго и эффективно. Данный процесс, в свою очередь, разделяется на такие операции, как:
- Резка полотна пилы. Необходимо отрезать нужную площадь полотна для последующей обработки, как правило, для этого используют гильотинные ножницы. В том случае когда такого станка нет в наличии, можно разрезать полотно при помощи стандартного отрезного станка. Если используется уже сваренное полотно и в дальнейшем на этом месте предполагается повторить процесс сварки, то в таком случае необходимо отрезать 5 лишних миллиметров от места предыдущего шва. При этом нужно учесть такой нюанс, как линия разреза, которая должна проходить строго перпендикулярно спинке пилы. Процесс разреза полотна осуществляется между вершинами зубьев. От каждой границы объекта необходимо пропустить небольшое расстояние в полтора миллиметра.
- Зачистка концов. Для того чтобы сварка ленточных пил прошла максимально продуктивно, необходимо произвести их тщательную зачистку. Для этого вычищают всю грязь и ненужные остатки, в случае необходимости нужно применить ацетон или спирт. После того как полотно очистили, его следует обработать абразивным материалом. Далее производится обработка, чтобы удалить все неровности, шершавости и заусенцы. Для того чтобы избавиться от этих недостатков, можно воспользоваться заточным станком.
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:
- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.
Технология сварки пил
Соединяемые концы пилы должны быть ровными, поэтому в качестве подготовки необходимо их отрезать гильотиной, болгаркой, слесарным зубилом или резаком. Если будут свариваться концы уже бывшей в употреблении ленточной пилы, то они отрезаются с краев приблизительно по пять-шесть миллиметров. Линия отреза проходит между зубьями.
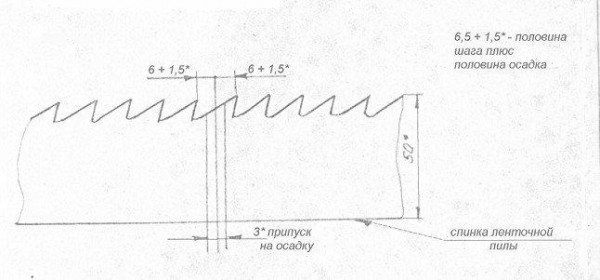
Размер припуска на осадку составляет полтора миллиметра. Хорошую состыковку способна обеспечить одновременная обработка обоих концов. Неровности и заусенцы убирают с помощью абразивных инструментов. Затем следует очистка от грязи и обезжиривание.









Подготовленные полотна вставляют в зажимное устройство. Производят контроль совпадения их по высоте. На аппарате выставляют необходимые режимы: усилие, ток, осадочное давление. Для этого можно воспользоваться прилагаемыми к оборудованию таблицами.
После нажатия пусковой кнопки от электродов ток подается на зажимы, а затем на свариваемые торцы пилы. Начинается их оплавление. Подвижной зажим под действием пружины подталкивает один торец к противоположному, вследствие чего происходит образование валика.
Стык получается прочным, но хрупким. Поэтому становится необходимым отжиг полученного шва. Для этого, не вынимая пилу с аппарата, следует изменить режимы на нем. Через изделие пропускают ток меньшей величины. После нагрева металл шва охлаждают. Затем выполняют зачистку шва.
Вырезание шкивов и крепление их на опоры
Механизм натяжения ленточной пилы и шкивы сваривают с применением специального оборудования. Диаметр последних бывает произвольным, но чем он больше — тем дольше пила сможет прослужить без поломок
Однако важно следить за размерами полотен, выбирая соотношение 1/1000 по отношению к диаметрам шкива. Деталь длиной 40 см должна обладать диаметром в 4 мм
Но если соблюдать правила использования, можно будет применять даже узкий шкив для полотен в 6 мм.
При составлении параметров диаметра необходимо учитывать такие принципы:
- Для начала нужно рассчитать длину окружности шкива, используя следующий алгоритм: Д=3,14* диаметр шкива.
- Средняя скорость движения режущего диска не должна превышать 30 м/с.
- На следующем этапе необходимо определить число оборотов — оно составляет 0=30 м/с.
- Дальше понадобится вычислить соотношение оборотов мотора по отношению к вращениям шкива привода.
- Развод зубьев выбирается индивидуально в зависимости от назначения и сферы применения пилы.
Чтобы ленточная пила самостоятельно размещалась в центре и не спадала, кромку делают выпуклой, придерживаясь угла в 5-10°.
На шкиве привода с ремнем рекомендуется оставлять небольшую канавку, где будет находиться ремень. Сам шкив обтягивается резиной с велосипеда или автомобильных колес.
Выбранный диаметр должен на 1-2 размера быть меньше диаметра шкива, что исключит вероятность соскальзывания полотна. Верхний элемент фиксируется на подвижном блоке и перемещается в горизонтальной позиции, гарантируя нормальную степень натяжения режущей кромки. Для этого используется механизм натяжения ленточной пилы, в качестве которого может применяться брус под блоком, к которому присоединена пружина. Когда специалист нажимает на рычаг, конструкция автоматически поднимает блок со шкивом, натягивая пилу.
Еще на этом этапе сборки своими руками необходимо позаботиться о способе фиксации рычага в выбранном положении. Подобную задачу лучше решить с помощью болтов, которые находятся на разных уровнях. Посредством пружины будет обеспечиваться оптимальная степень давления, поглощающая напряжение.
В нижнем блоке закреплено 2 шкива: ведомый и ведущий. Главное — убедиться, что они достаточно сбалансированы, а вероятность появления «восьмерок» во время вращения исключена.
Чтобы закрепить верхний шкив своими руками, лучше задействовать самоцентрирующийся подшипник. Он обеспечивает возможность быстрого снятия и повторного монтажа колес. При этом сами колеса должны фиксироваться с максимальной прочностью, в противном случае подшипники начнут расшатываться.
Из истории
Известна ленточная пила довольно давно, с начала 19 столетия (первый патент — 1808 год). Сам принцип непрерывного движения пильного полотна (в отличие от возвратно-поступательного у ножовки) давно интересовал инженеров. Он более технологичен по многим причинам:
- Кольцевая пила охлаждается естественным путем — в контакте находится незначительная ее часть;
- Движение зубьев в одном направлении меньше повреждает область реза;
- Ленту легче затачивать;
- Механизм привода и натяжки максимально упрощен, как и механизм смазки.
Но на пути реализации возникли некоторые трудности, связанные с соединением пильной ленты в кольцо. Лента должна быть прочной, упругой и, в то же время, гибкой и достаточно эластичной. Сваривать такие металлы, чтобы не оставалось швов, которые мешали ее движению в теле материала и вызывали перегрев (в результате — разрыв в месте соединения).
Примерно так выглядели первые ленточные пилы
На ленточных станках по дереву эти сложности удавалось минимизировать, но на металлообрабатывающих станках все было иначе. Только к концу столетия во Франции удалось наладить производство приемлемых пильных полотен, которые сваривались контактной сваркой и затем швы тщательно шлифовались.
В настоящий момент производится несколько разновидностей пильных полотен кольцевого действия:
- зубчатые;
- пилы трения;
- электроискровые.
Самодельная ленточная пила по металлу, как правило, ориентируется на зубчатое полотно биметаллической конструкции. Это лента, изготовлена из прочной стали (пружинной или аналогичной по свойствам) с зубьями из особо прочной инструментальной стали твердостью М42-М71. Заточка зубьев различная для разных материалов.
Самое большое полотно для ленточной пилы
Например, для резки труб и швеллера потребуется лента с усиленными спинками зубьев, для нержавейки — с острой заточкой в 15 и увеличенным расстоянием между ними. Нержавейка образует при пилении вязкую стружку, мешающую движению пилы, застревая между рабочими кромками. Если приходится резать металл крупных размеров, то нужно полотно с периодической разводкой — узкая и широкая чередуются, для устранения угрозы застревания ленты в резу.
Устройство ленточной пилы
- вертикально;
- горизонтально;
- под углом.
Есть станки с подачей рабочей консоли, когда материал закрепляется неподвижно, а полотно надвигается на него, а есть построены по другому принципу — пильный узел неподвижен, а подается бревно, доска или металлический лист. Второй вариант доступнее для самостоятельного изготовления.
Основные узлы ленточной пилы:
- Станина (рама) делается тяжелой и прочной. Она должна обеспечить устойчивость станка во время работы и отсутствие вибраций;
- Рабочий стол с упором и линейкой;
- Приводные шкивы;
- Двигатель (от 2 кВт);
- Пульт управления;
- Система смазки;
- Защитный кожух.
Следует помнить, что скорость резания различных металлов несколько отличается. Диапазон весьма широк — от 30 до 100 м/мин. Усредненные показатели скорости пиления однородных сплошных металлов приведены в таблице, но для каждой конкретной модели пилы и пильной ленты они могут отличаться в пределах 10-15%.


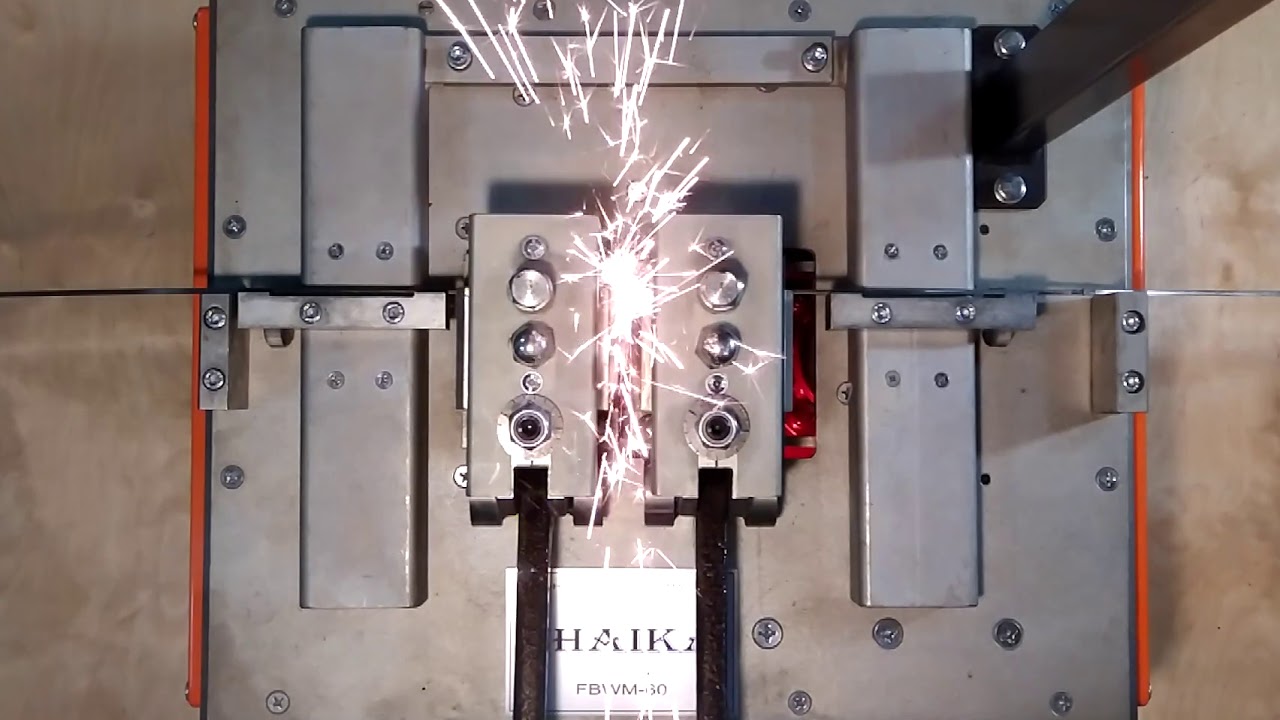
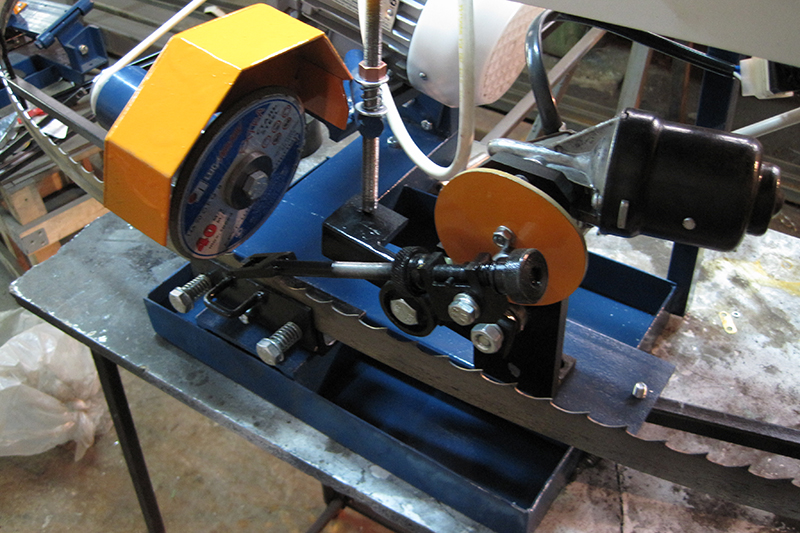

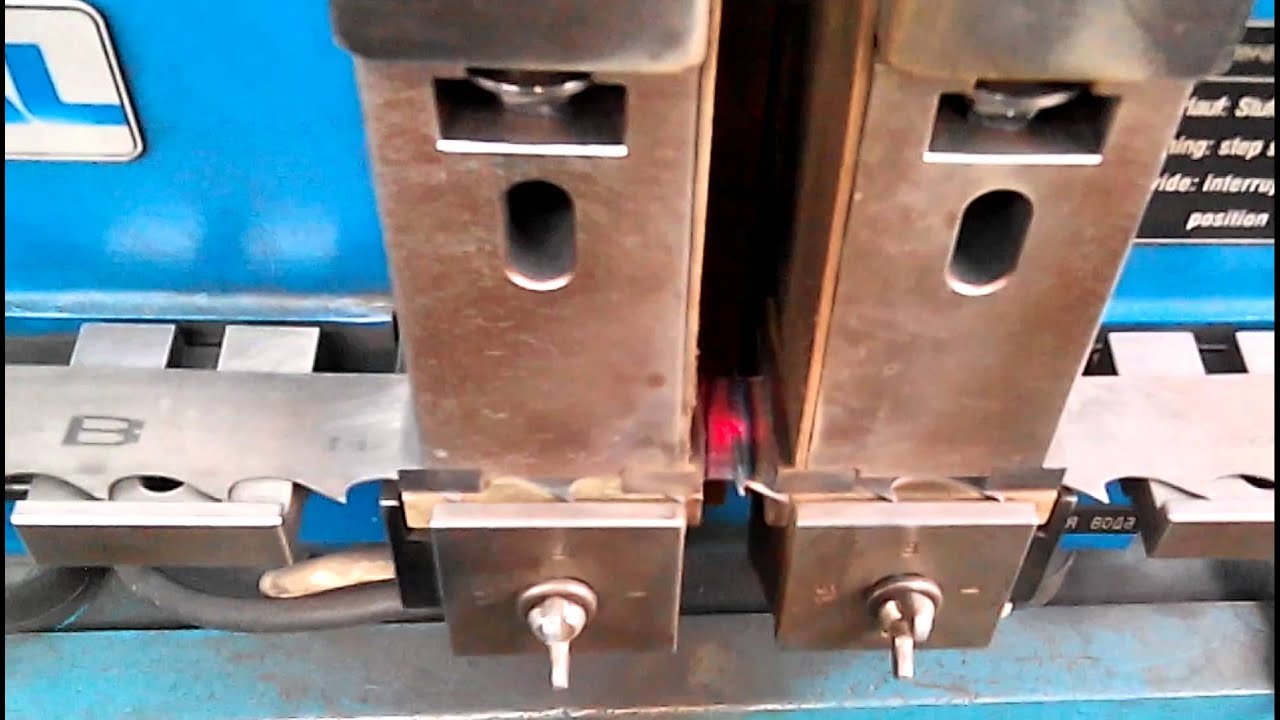




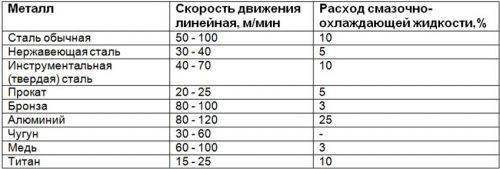 Таблица скорости пиления
Таблица скорости пиления
Инструкция, как сделать ленточную пилу
Вам нужно будет пройти несколько шагов:
- Сделать чертежи с помощью компьютерной программы или скачать их в интернете. Определитесь с размерами установки, расчистите место для нее.
- Из фанеры или иного материала сделайте шкивы. Их нужно отшлифовать и оклеить с торцовой стороны резиной.
- Используйте металлические швеллеры, чтобы сделать ось, или применяйте прочную породу дерева.
- В обе стороны основания нужно вставить втулки, которые будут держать уже сделанные диски из пункта №2. Настройте их, чтобы они стояли ровно не отклоняясь.
- Можно использовать демпфер, чтобы погасить лишние колебания и вибрацию.
- Установите двигатель (внизу, под столешницей) и соедините его с вращающимися деталями.
- Стол можно собрать из ДСП и покрыть его изолирующим материалом сверху. Он должен прочно стоять на ножке и быть рассчитан на большую массу, особенно если будет обрабатываться металл.
- При желании прямого продольного надреза следует установить направляющие.
Покажем вам чертежи с размерами и расчетами ленточной пилы, которую можно сделать своими руками.
Настройка ленточнопильного оборудования
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.





