

Бесконечная пружина
Январь 25, 2014 admin
Трудно поверить, что на токарном станке можно навить пружину длиной с железнодорожный состав. Ведь длина пружины при данном способе изготовления ограничивается длиной оправки, на которой ее навивают.
При чем тут, спросят, токарный станок? Есть специальные автоматы, буквально выстреливающие пружинами: мелкие — сотнями штук в минуту, Диаметром побольше — десятками. Но когда пружин нужно немного, разного диаметра, с разным шагом, держать автоматы на каждую разновидность невыгодно. Вы зажимаете в патрон токарного станка оправку и, повторяя дедовский прием, пропускаете проволоку для натяга между двумя дощечками, зажатыми в резцедержателе станка.
Вращается патрон, ползет по ходовому винту суппорт, и проволока ровными витками ложится на оправку, к концу которой через пару минут подползает последний виток. Но что это? Вместо заданных 40 мм в диаметре все пятьдесят, и шаг получился «вольный». Может быть, слабо была зажата проволока, без должного натяга? Пробуем еще раз. Теперь переборщили в другую сторону: диаметр получился меньше, чем нужно. Так можно и час провозиться. Подобрав, наконец, нужный натяг, получаем нужную пружину. Но нет никакой гарантии, что и вторая и третья пружины повторят результат. А длинную пружину — как ее навить?
Изобретатель для навивки пружин на токарном станке предлагает универсальное устройство.
Производительность… Если не остановить станок вовремя, заполнит пружиной как пеной весь цех. Вместо цилиндрической оправки стальной конус, на котором можно навивать пружины в широком диапазоне диаметров. На участках конуса, которые ближе к вершине, получаются пружины малого диаметра, ближе к основанию — большие. Определенный шаг пружины обеспечивает разделительный нож, а навивает проволоку прижимной ролик при планетарном движении по образующей конуса. Включают станок, и выползает из приспособления, извиваясь словно змея, пружина. И может длиной она быть хоть с пожарный рукав, если понадобится.
Настраивается приспособление очень просто. Пошла, например, пружина диаметром меньше, чем нужно,— перемещается место навивки ближе к основанию конуса. Вот и все. За несколько минут можно настроить приспособление на любой диаметр в пределах одного конуса, а имея несколько сменных конусов, можете навивать пружину любого диаметра и шага в пределах номинального ряда.
(2 votes, average: 4,00 out of 5) Бесконечная пружина ← Медовый пряник с вишнямиОрганизация труда на пасеке →
bdjola.com
Как сделать пружину в домашних условиях своими руками
Почему появляется масло в трамблере и что делать, чтобы это устранить Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
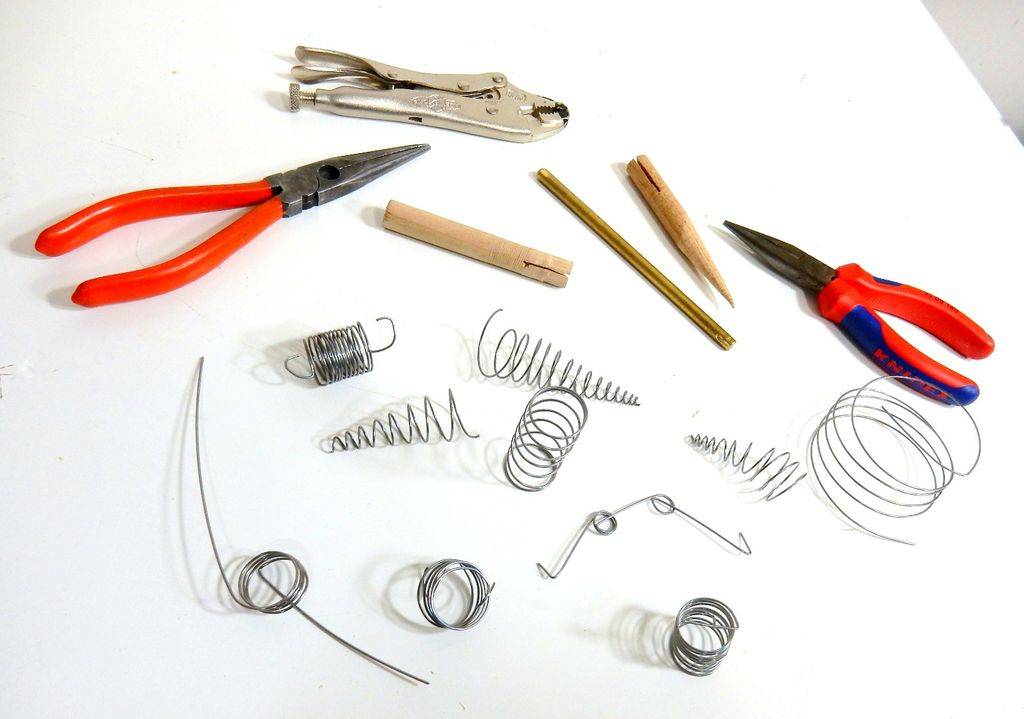
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
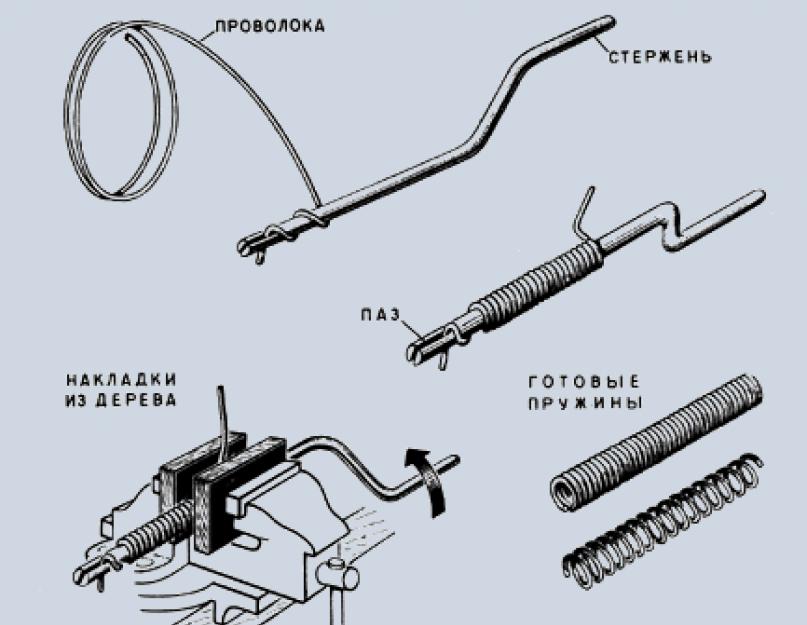
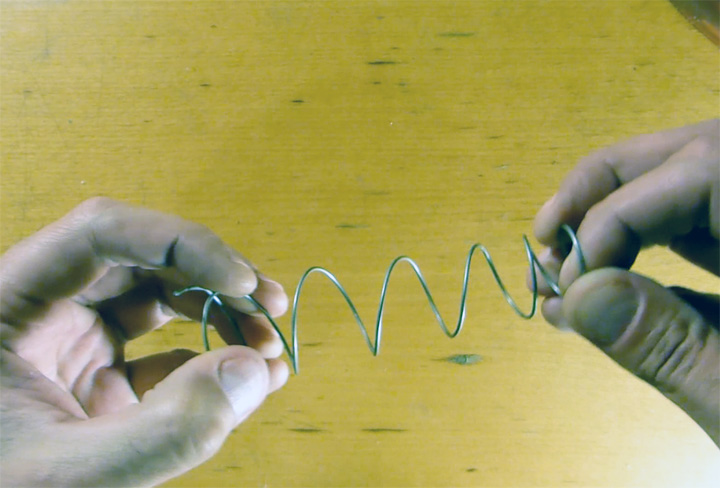
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
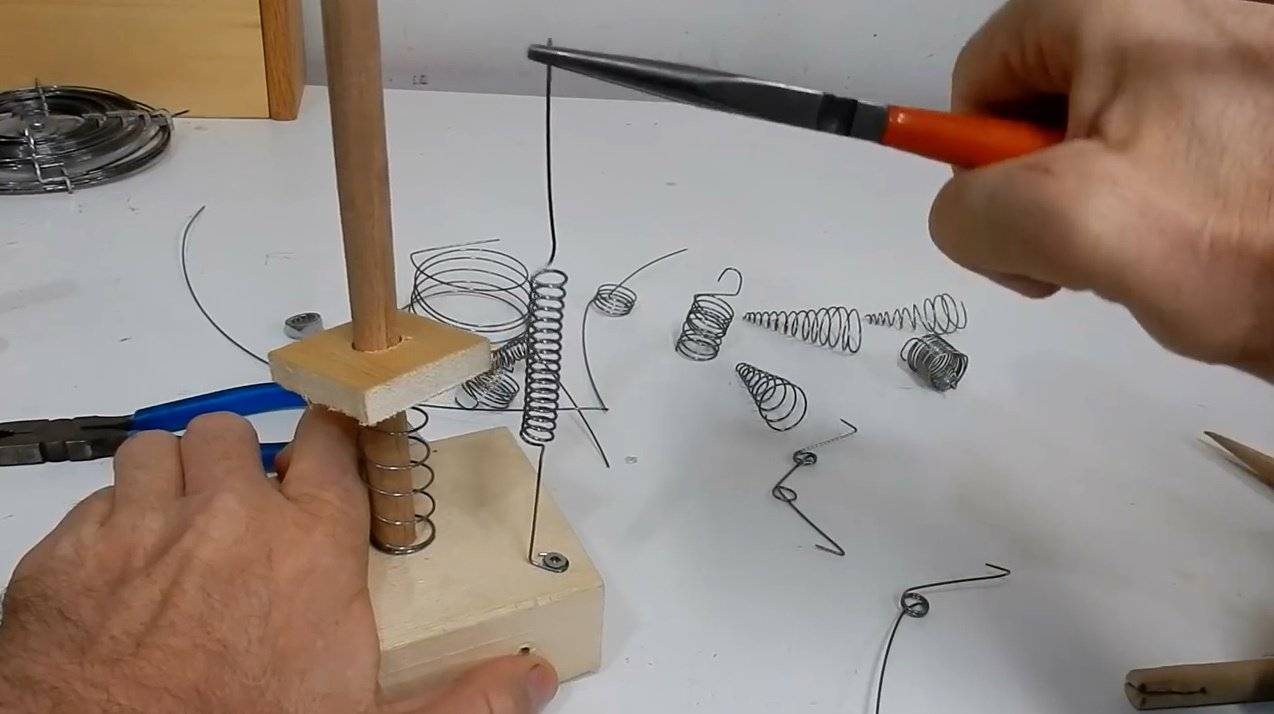
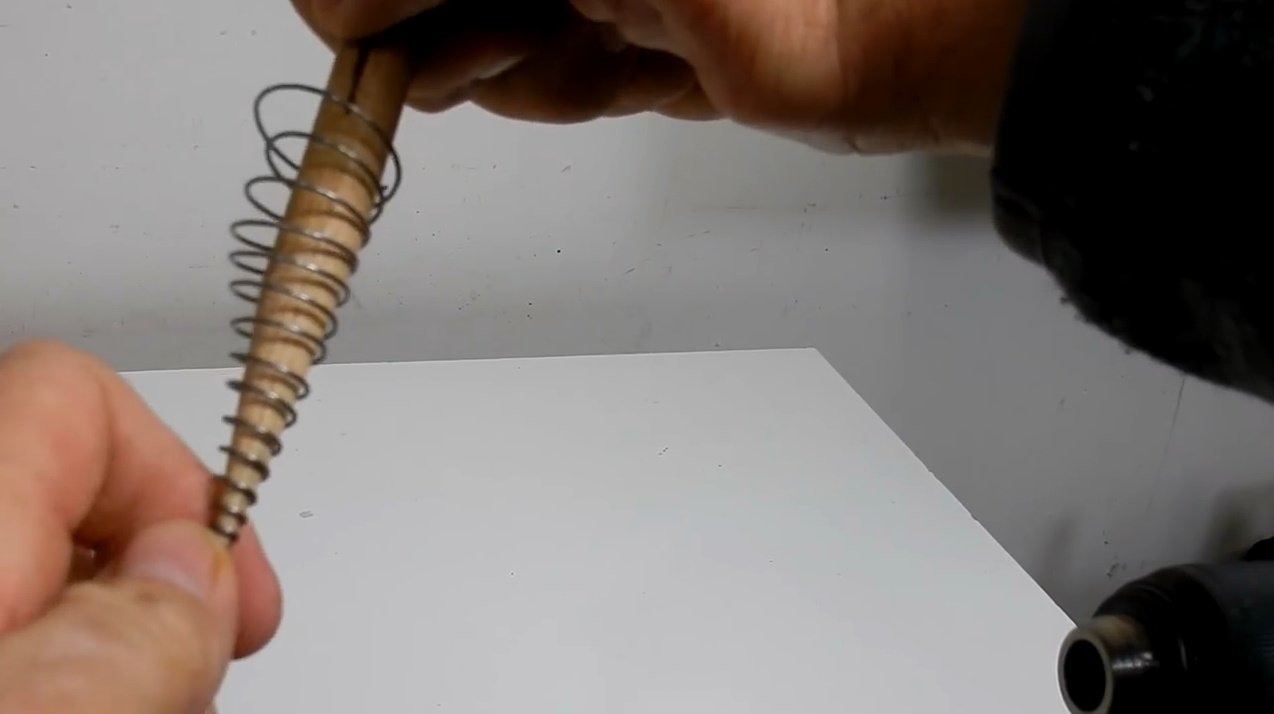
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Для намотки небольшой пружины можно использовать шуруповерт
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку.
Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.




Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
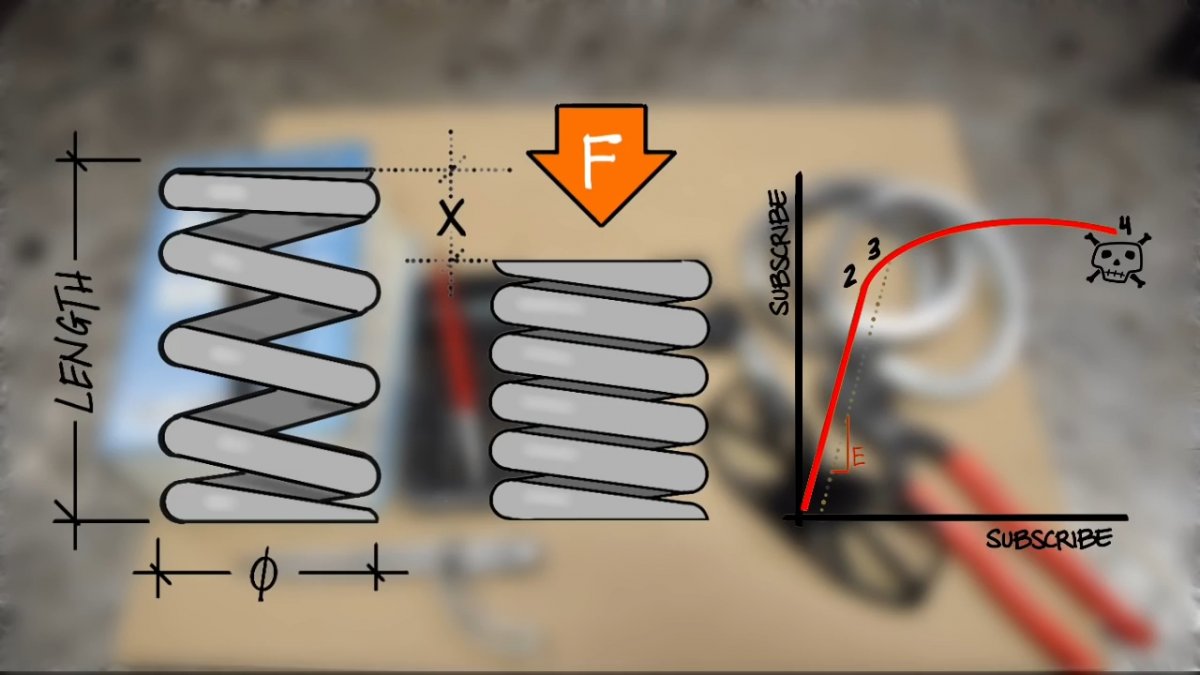
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки. После термообработки необходимо сделать испытательные и контрольные операции
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
В первую очередь нужно правильно подобрать материал для будущей пружины – это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные)
Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена).
Отжиг лучше всего проводить в специальной термической печи. Если же вам не удалось найти такую, то используйте кирпичную или металлическую
Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания.
Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу.
Теперь закалите пружину, чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился – пружина дошла до нужного состояния.
После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово.
Смотреть статью о заневоливании пружин.
Читать также: Обработка металла под давлением
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
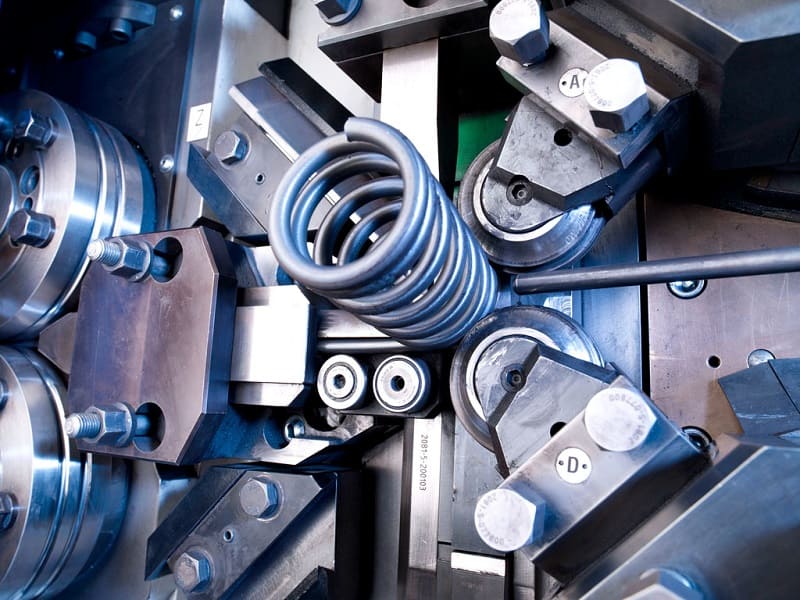
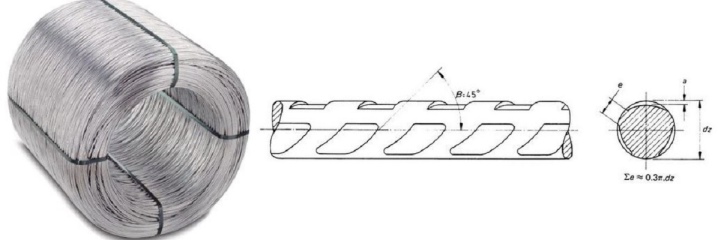
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.




Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
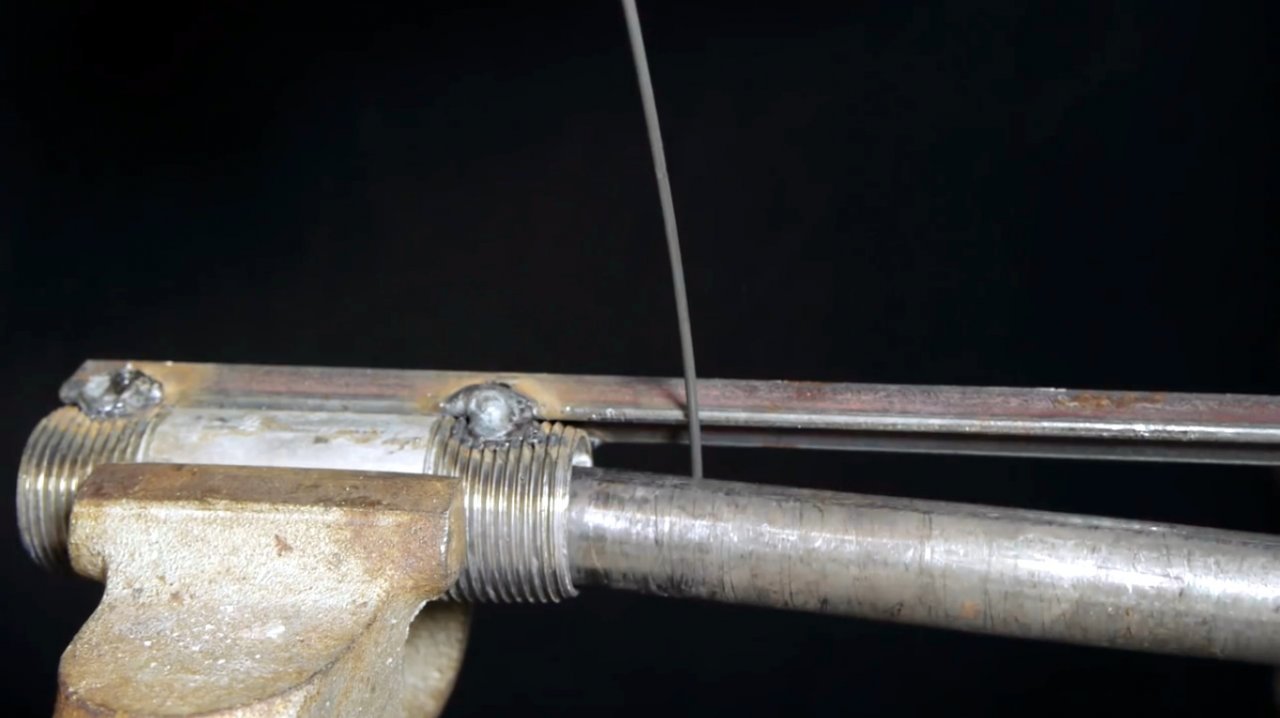
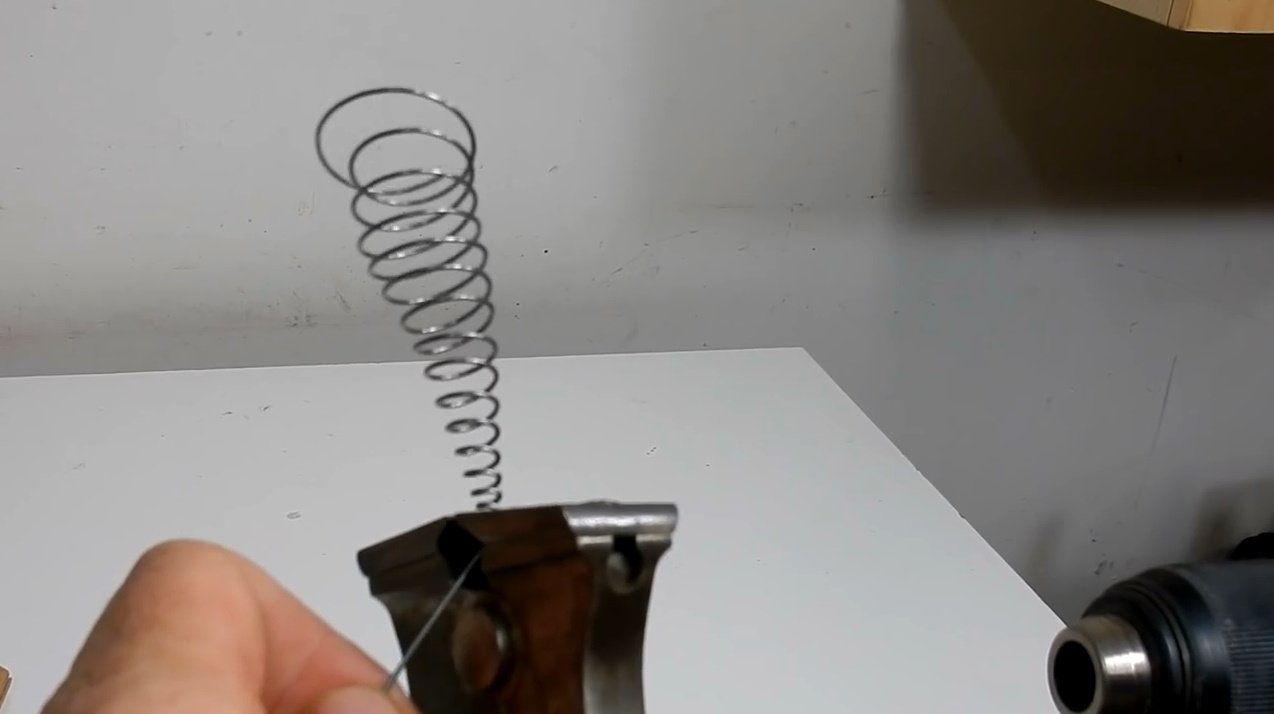
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
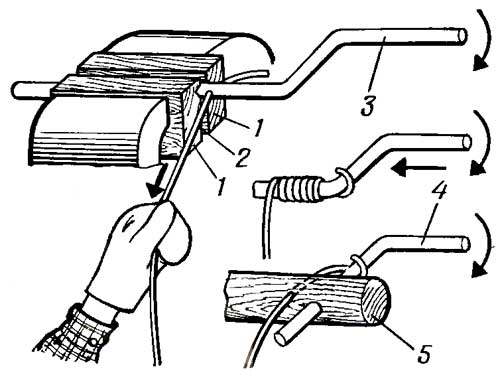
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость
Смотреть галерею
Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

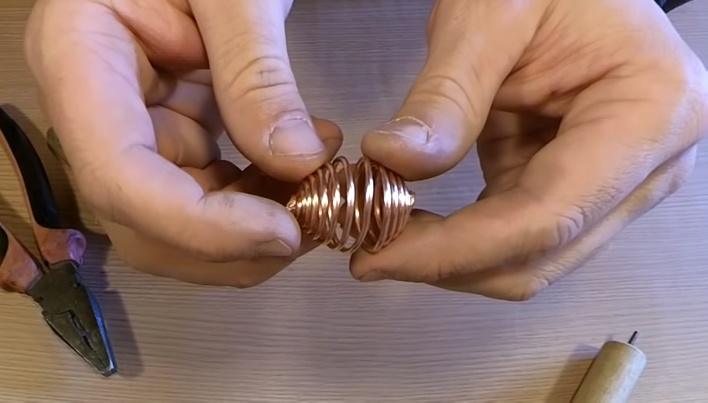
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

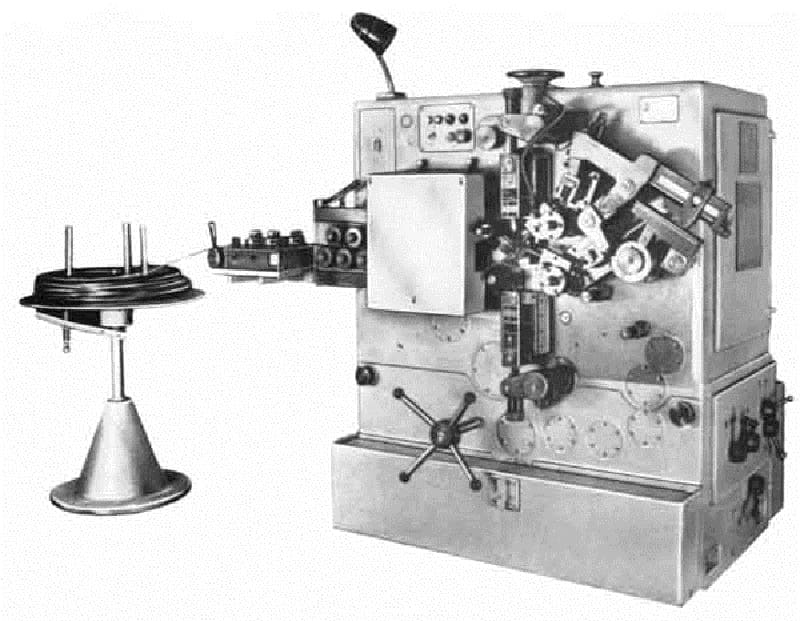
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Пружину, которая будет долго служить и максимально эффективно выполнять свои задачи, можно изготовить не только на производстве. Да, там есть возможность полностью соблюсти весь производственный процесс, все его параметры, правильно выбрать характеристики всех технологических процессов (например, температуру закалки). Однако простую пружину для механизма, который работает в щадящем режиме, можно сделать и своими руками.
Для этого понадобятся следующие материалы:
- непосредственно пружина и проволока подходящего для задуманного агрегата размера;
- газовая горелка;
- слесарный инструмент;
- тиски;
- бытовая или термическая печь.
Закалка — пружина
Закалка пружины осуществляется в масле независимо от того, из какой стали, легированной или углеродистой, они изготовлены. После закалки пружины подвергаются отпуску. Для получения однородной структуры и одинаковой твердости по всей длине пружины отпуск следует осуществлять непременно в селитряных ваннах или в шахтных печах с искусственным перемешиванием воздуха. Очень часто пружины, отпущенные в камерных печах, в работе ломались вследствие неодинаковой твердости в различных их точках.






Закалка пружин производится в масле.
Закалка пружин производится в масле после нагрева их до температуры 850 — 860е и выдержки при этой температуре в течение 15 — 20 мин. Продолжительность отпуска составляет 30 — 40 мин.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Обзор видов
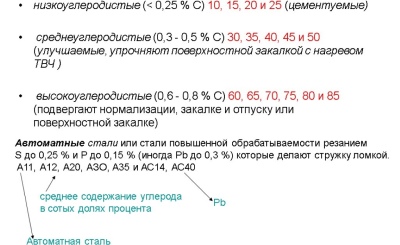
По химическому составу стальную проволоку делят на углеродистую и легированную. Первые подразделяются на низкоуглеродистую с содержанием углерода до 0,25%, среднеуглеродистые с содержанием углерода от 0,25 до 0,6% и высокоуглеродистые с содержанием углерода от 0,6 до 2,0%. Отдельная разновидность — это нержавеющая сталь или коррозийностойкая. Добиваются таких характеристик путем добавления в состав легирующих компонентов — никеля (9-12%) и хрома (13-27%). В зависимости от начального сырья, в конечном результате проволока может быть темной или осветленной, мягкой или твердой.
Если изделие выпрямить и через некоторое время прогреть на огне, проволока вернется в свою начальную форму. По механическим свойствам пружинная проволока делится на:
- классы – 1, 2, 2А и 3;
- марки – А, Б, В;
- противостояние грузам — высоко нагруженная и тяжелогруженая;
- применение для нагрузок — сжатие, изгибание, растяжение и кручение;
- размер диаметра сечения — круглой и овальной формы, квадратной и прямоугольной формы, также возможна форма шестиугольная и трапециевидная;
- тип жесткости — жесткость переменная и жесткость постоянная.
По точности изготовления проволока может быть повышенной точности — используется при производстве и сборке сложных механизмов, нормальной точности – используется при изготовлении и сборке менее сложных механизмов.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.





