

Газовая резка
Кислородно-копьевая резка
. Кислородное копье это стальная трубка, через которую пропускается кислород. Рабочий конец кислородного копья нагревают до 1350°С (например, сварочной горелкой), далее поджают кислород, который воспламеняясь на конце копья достигает температуры 2000°С. Чтобы увеличить мощность копья внутрь трубки помещают стальной прут.
Резка чугуна — наиболее производительный вариант, однако он и наиболее дорогой.
Важнейшие первичные продукты черной металлургии, чугуны, широко применяются в самых разных сферах мировой промышленности. Они служат исходным сырьем для стального производства, применяются в машиностроении. Будучи известен более трех тысячелетий, этот металл и сегодня отражает уровень индустриального развития производящих его стран.
На протяжении истории производство чугунов развивалось и совершенствовалось. И сегодня использование этого металла в некоторых видах промышленности не может быть заменено, поэтому так важна резка и сверление чугуна. В связи с высоким углеродным содержанием, для резки применяются разные способы и специальный инструмент.
Как правило, в бытовых условиях можно рекомендовать применение сверл с победитовыми насадками (например, ВК8
). Такое сверло по чугуну нужно использовать на небольших оборотах, соблюдая вертикальность прилагаемого усилия и выполняя частое охлаждение режущей насадки, не допуская ее перегрева и почернения.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.

Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).










После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Особенности резки чугуна
- 1 Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности. Резка чугуна болгаркой Как болгаркой пилить чугунный колосник
- 2 Резка чугуна – как справиться с неприступным материалом? Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности Какими дисками резать чугунные трубы 2.1 Резка чугуна болгаркой
- 2.2 Резка чугунных труб труборезами
3 Резка чугуна болгаркой. Резка чугуна – как справиться с неприступным материалом? Чем лучше пилить чугунную трубу
- 3.1 Способы резки материала
4 Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности. Резка чугуна болгаркой Какими дисками резать чугунные трубы
5 Резак для резки чугуна
При ремонте много людей стараются одним разом заменить все устаревшие коммуникации. Оказывается, что сложнее всего работать с канализационными чугунными трубами, которые нужно демонтировать. Раньше их соединяли с помощью цемента, серы или алюминия.
Получается, что система выполнялась на века. Но вот и подошло окончание века. А вместе с тем начинаются и сложные работы.
На первый взгляд, может показаться, что убрать чугунные трубы – очень легко. Но тут нужно работать с умом. Ведь приложив слишком много сил, можно повредить стояк, который объединяет сразу несколько квартир. В таком случае гнев соседей неминуем. Начнутся затраты, время и много работ.
Перед тем, как начинать демонтаж старой чугунной трубы, нужно ознакомиться с некоторыми правилами:
- выключить подачу воды в доме;
- снять шланг со сливного бачка на унитазе;
- убрать аккуратно унитаз;
- вынести из помещения все устройства и предметы, которые могут помешать выполнению работ;
- чугун – материал хрупкий. Трубы, которые находятся далеко от стояка, можно разбивать молотком;
- удаление труб, которые непосредственно подходят к стояку;
- на раструб устанавливаются манжеты. Сначала раструб очищается от смазочных средств.
Демонтаж труб из чугуна
Так чем же резать чугунные трубы, попробуем разобраться. Если трубы из чугуна раньше соединялись серой, то задача предстоит не из легких. Но и тут есть совет по поводу того, как разобрать чугунные трубы.
Как и любое другое вещество, сера должна разрушаться под воздействием чего-либо. И эти «что-либо» является открытый огонь. Если серу нагревать паяльной лампой, она становится вязкой. Так разбирать трубы очень легко.
Пользоваться открытым огнем нужно осторожно, чтобы не натворить пожара. К тому же при нагревании труб из соединений будет выделяться сернистый газ
Потому нужно применить меры по защите собственного здоровья. Нагревать соединение можно несколько часов. Чтобы не задохнуться за это время, нужно одевать противогаз. Неплохо, если рядом будет стоять ведро воды на случай, если что-то загорится.
Инструкция демонтажа
Лучше всего начинать работу по демонтажу труб, которые расположены удаленно от стояка. Здесь молоток и зубило помогут выполнить работу очень быстро, так как чугун – материал, который является хрупким и не выдерживает ударов.
Важно использовать молоток резиновый или с полимерной насадкой. Стальной молоток будет дробить чугун на мелкие куски, которые могут попасть в стояк
Далее там начнет образовываться затор, который устранить будет очень сложно.
Работа с молотком и зубилом продолжается до тех пор, пока дело не дойдет то тройника, который приводит к стояку. Потом можно попытаться расшатать вручную крестовину. Но можно и вовсе оставить участок крестовины. Однако специалисты рекомендуют по максимуму убирать чугун из дома.
Работа по нагреванию труб выполняется оперативно вдвоем. Один человек может греть лампой трубы, а другой ножом удалять размягченную серу. Когда большое количество серы будет удалено с труб, крестовина спокойно отделится от стояка. Если не удается до конца вырвать тройник, его можно отрезать болгаркой. Главное – не повредить стояк.
Проблемы
Максимально сложно удалить сразу много чугунных труб. Нужно помнить о том, что после удаления старых труб понадобиться соединить чугун и пластик. Труба из чугуна отрезается болгаркой
*ВЧШГ — высокопрочный чугун с шаровидным графитом
Но как же отрезать трубу, если нет болгарки? Берется простая ножовка по металлу и труба отрезается. Отметим, что такие работы займут много времени и к этому нужно быть готовым.
Если не удалось отрезать трубу, то не стоит расстраиваться. Сегодня в строительных магазинах можно найти переходник с пластика на чугун.
Перед соединением пластикового переходника и чугунной трубы, нужно очистить поверхность для соединения. Сера удаляется нагреванием. Работа может занять более часа только на отжиг серы.










Потому стоит запастись терпением. Когда поверхности готовы, можно начинать выполнять соединение.
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
Горячая.
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
Холодная.
Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.
Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Чугун серый
Серый чугун широко применяется в машиностроении. Такое название он получил по серому цвету излома, обусловленному наличием в структуре чугуна свободного углерода в виде графита. По виду металлической основы различают серые чугуны перлитные, перлитно-ферритные и ферритные.
Таблица 1. Чугуны серые литейные, их основные свойства и применение
| Марка | σв МПа | НВ | Свойства и применение |
| Сч10 | 275 | 139-274 | Малоответственные отливки с толщиной стенок до 15 мм (корпуса, крышки, кожухи и др.), детали, для которых прочностная характеристика не является обязательной,- опоки, арматуру, рамки, сковороды, декоративные детали, массивные строительные колонны, фундаментные плиты |
| СЧ15 | 314 | 160-224 | Малоответственные отливки с толщиной стенок 10 – 30 мм (трубы, корпуса клапанов, вентили при давлении – до 20 МПа и др.), корпусные малонагруженные детали, подмоторные плиты, рычаги, шкивы, маховики, емкости для масла и охлаждающей жидкости, корпуса фильтров, фланцы, крышки, звездочки цепных передач |
| СЧ18 | 354 | 167-224 | Ответственные отливки с толщиной стенок 10 – 20 мм (шкивы, зубчатые колеса, станины, суппорты и др.) |
| СЧ20 | 397 | 167-236 | Ответственные отливки с толщиной стенок до 30 мм (блоки цилиндров, поршни, тормозные барабаны, каретки и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются требования герметичности при давлении до 8 МПа (80 кгс/см2), корпусов, коробок передач, шпиндельных бабок, балансиров, планшайб, гильз, кареток, цилиндров, насосов, золотников, арматуры, компрессоров |
| СЧ25 | 450 | 176-245 | Ответственные отливки с толщиной стенок до 40 мм (кокильные формы, поршневые кольца и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются повышенные требования к герметичности |
| СЧ3О | 490 | 177-250 | Ответственные отливки с толщиной стенок до 60 мм (поршни, гильзы дизелей, рамы, штампы и др.), для изготовления кронштейнов, салазок столов и суппортов, деталей с поверхностной закалкой, цилиндров, корпусов насосов, дизелей и двигателей внутреннего сгорания, поршневых колец, коленчатых и распределительных валов |
| СЧ35 СЧ45 | 540 | 193-264 | Ответственные высоконагруженные отливки с толщиной стенок до 100 мм (малые коленчатые валы, детали паровых двигателей и др.) деталей, для изготовления к которым предъявляются требования герметичности при давлении свыше 8 МПа |
Графит обладает низкими механическими свойствами. Он нарушает целостность металлической основы. Располагаясь между зернами металлической основы, графит ослабляет связь между ними. Поэтому серый чугун плохо сопротивляется растяжению и имеет очень низкую пластичность и вязкость. Чем крупнее и прямолинейнее графитовые включения, тем хуже механические свойства чугуна. Твердость серого чугуна, а также его сопротивление сжатию близки к показателям стали, имеющей такую же структуру, как у металлической основы чугуна.
Графит оказывает и некоторое положительное влияние на свойства чугуна, в частности, он повышает его износостойкость, действуя аналогично смазке, повышает обрабатываемость резанием, так как делает стружку ломкой, способствует гашению вибраций изделий, уменьшает усадку при изготовлении отливок.
Механические свойства серого чугуна могут быть улучшены равномерным распределением мелкопластинчатого графита в отливке. Это достигается путем специальной обработки – модифицирования, когда в жидкий чугун перед его разливкой вводят добавки, которые образуют дополнительные центры графитизации, в результате чего получается мелкопластинчатый графит. Чугун с таким графитом называют модифицированным. От обычного серого чугуна он отличается более высоким сопротивлением разрыву, однако пластичность и вязкость его при модифицировании не улучшаются.
По ГОСТ 1412-85 буквы СЧ в обозначении марки чугуна означают – серый чугун. Двузначная цифра соответствует пределу прочности при растяжении σв МПа. Стандарт нормирует предел прочности серых чугунов σв = 274÷637 МПа, твердость – 143÷637 НВ и химический состав.
Основные свойства серого чугуна и его применение приведены в таблице 1.
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно применять специальные электроды, изготовленные с применением никеля и меди. Медь не растворима в железе и не склонна к реакции с углеродом, благодаря чему шов, наплавляемый такими электродами, выходит неоднородным с присутствием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, растворяться в железе, и не склонен к образованию соединений с углеродом, благодаря чему – нет участков образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас производится значительное количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры детали до 40-60 градусов.
Тонкости электросварки
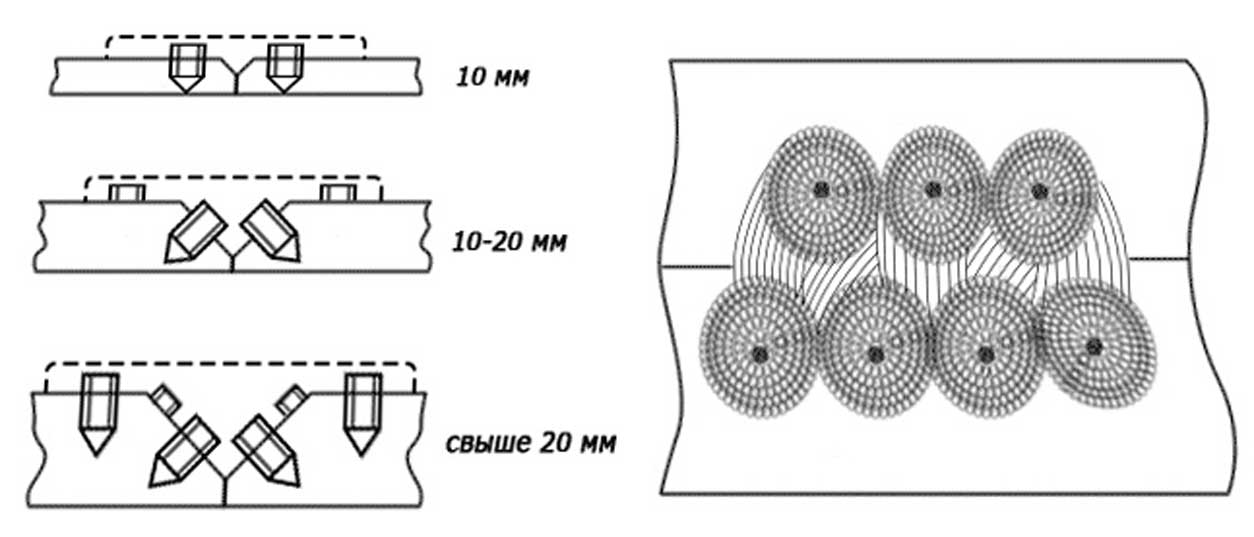
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
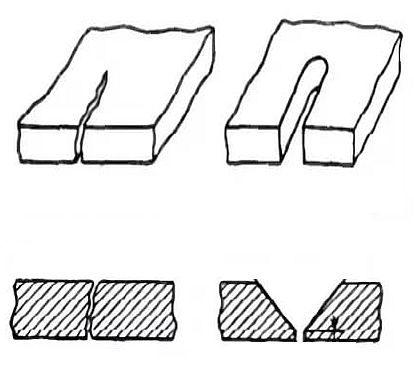
Метод сварки с применением шпилек
Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).










При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
Разновидности сварных швов и соединений
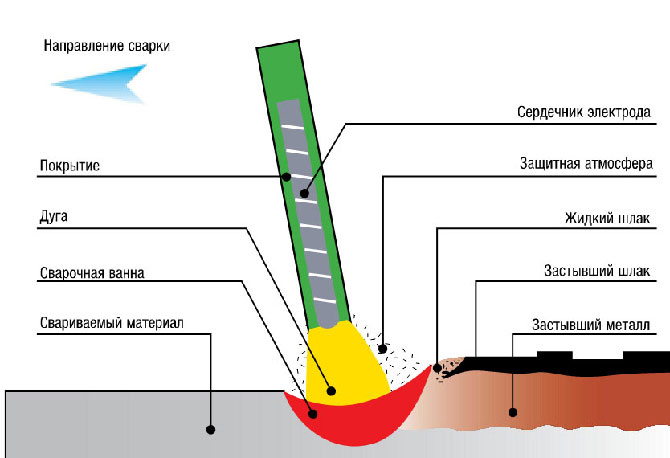
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.

Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Рекомендуем ознакомиться: Резьбовые соединительные фитинги различных типов
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.
Основные правила техники безопасности
Перед тем как болгаркой резать дерево, необходимо ознакомиться с правилами техники безопасности. Основные из этих правил следующие:
- Обязательно пользоваться средствами индивидуальной защиты (защитные пластиковые очки, тканевые перчатки), работать в спецодежде.
- Категорически запрещается использовать диски, имеющие дефекты.
- Рекомендуется держать болгарку крепко 2 руками.
- Постоянно следить за тем, чтобы электрический шнур не находился вблизи вращающегося диска.
- Класть болгарку только после полной остановки режущего элемента.
- Не убирать защитный кожух.
- Не работать в состоянии опьянения.
Нельзя использовать оснастку, которая не предназначается для работ с УШМ. Не следует применять режущую оснастку для дисковой циркулярной пилы по следующим объективным причинам:
- У болгарки выше скорость вращения, чем у циркулярной пилы. Диск рассчитан на меньшие обороты, поэтому при большой скорости он, треснув, может разлететься. Отлетающие осколки способны нанести вред здоровью.
- Дерево имеет более вязкую фактуру и включения в виде сучков, из-за этого зубья входят в материал неравномерно. Если диск заклинит, инструмент может вырвать из рук, что чревато опасными травмами.
- Вследствие неравномерности нагрузок происходит перегревание оборудования и возможен выход из строя.





