

Разновидности ножовок
Среднему потребителю трудно разобраться везде обилии ножовок и пил, представленных в рыночных условиях. Но, вопреки всему, они делятся на три типа, зависимо от назначения инструмента:
- Ножовки по дереву. Данный инструмент представляет из себя столярную ножовку, которая служит для распиловки бревен, досок, деревянных заготовок, листов ДСП и ДВП. Ножовка по дереву, Вы, обладает широким скошенным ножовочным полотном, по краю которого размещается режущая часть. Рез происходит по прямой полосы, благодаря разведенным на право и на лево зубьям. А прямые зубья необходимы для удаления стружки, что упрощает прохождение полотна.
- Ножовка по металлу. Это узенькая пилка, которая имеет тонкие зубчики. Полотно крепится к с-образной раме с 2-ух концов, а сила его натяжения регулируется при помощи специального винта. Положительный момент в том рамы находится прорезиненная либо пластмассовая ручка для комфортного хвата.
- Ножовка по бетону. Данный инструмент имеет конструкцию, что такая же как устройство пилы по дереву, но имеет более большие зубья. На неких зубьях конечно находиться напайки из твердосплавного металла, что позволяет распиливать пенно- и пескобетонные блоки.
Важнейшими чертами ножовок являются последующие характеристики. У ножовок различных видов длина полотна состоит 300. 700 мм. Зависимо на сколько правильно Вы сможете подобрать студию, какая величина заготовки будет распиливаться, и выбирается ножовка с подходящим полотном в длину.
Шаг зубьев необходимо знать, потому что по этому показателю определяют, с какими по толщине и твердости материалами будет управляться полотно ножовки. К примеру, зубья с шагом в 3,5 мм подходят для распила мягенького дерева, в 5 мм – для жестких пород. Также ножовки бывают двух- и трехсторонними для регулировки остроты режущей части.
Среда применения
Пилки используются для резки мягких металлов (бронзы, меди, алюминия) и полимерных изделий. На основании вида обрабатываемого материала подбирается толщина ножовочного полотна.
Как правильно использовать
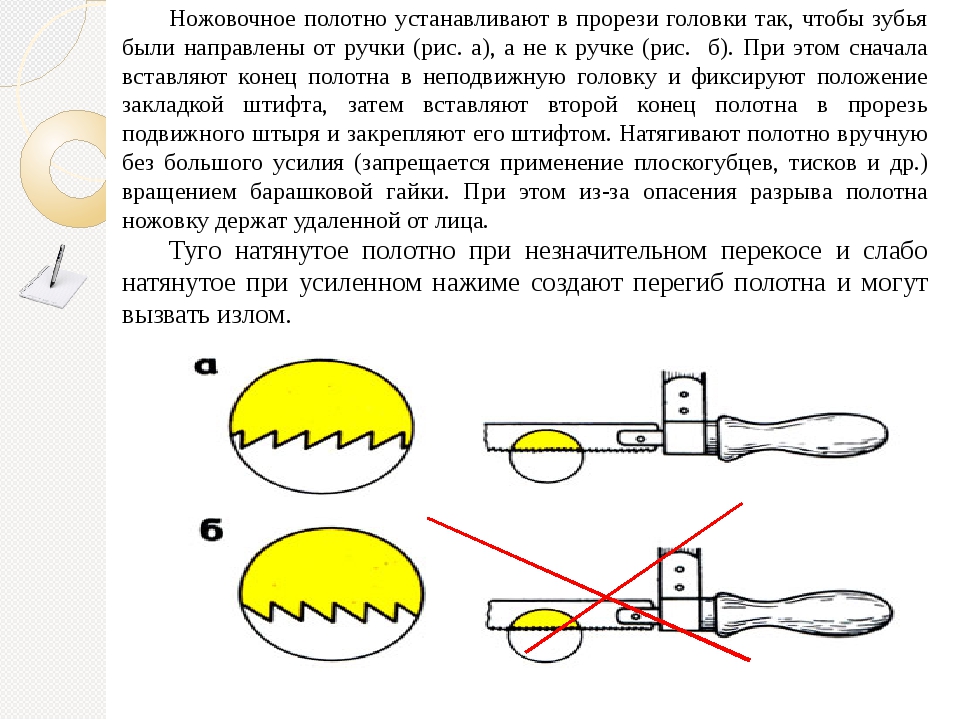
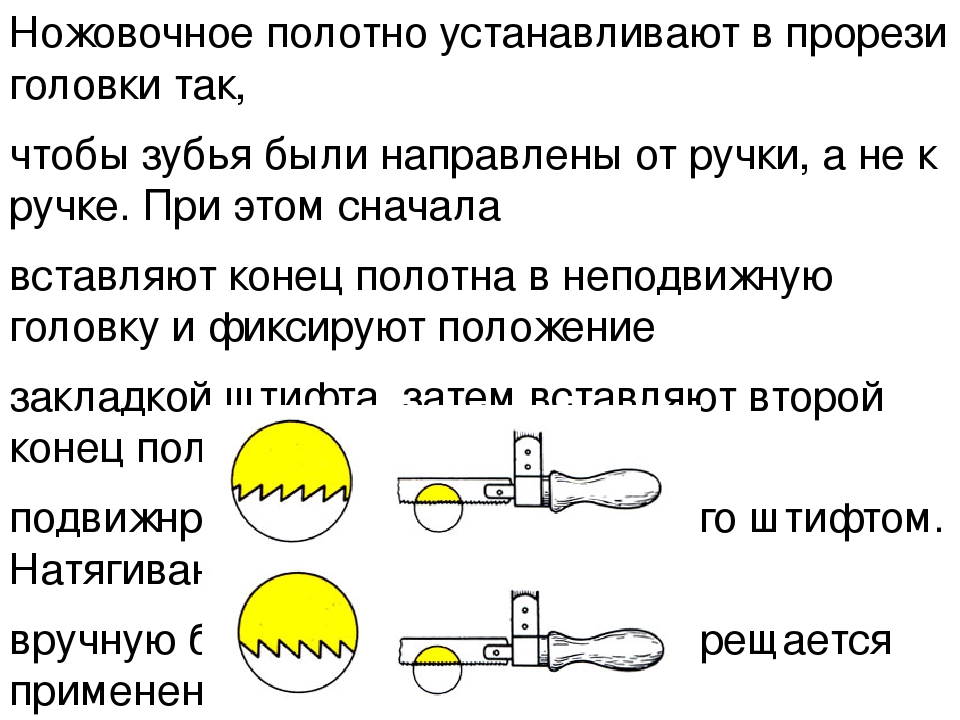
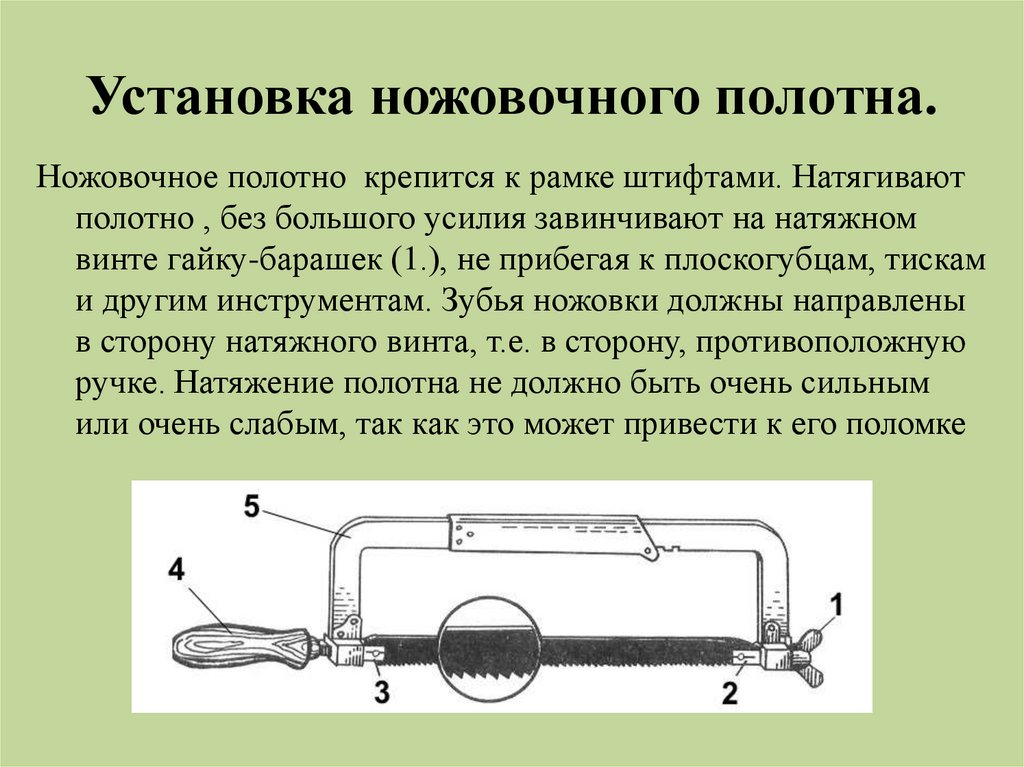
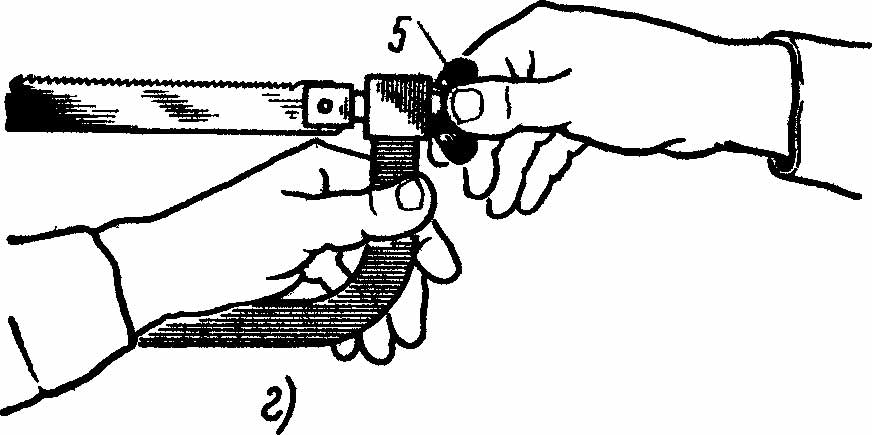
Способ замены пилки зависит от устройства ножовки. При наличии резьбовых фиксаторов полотно накладывается на специальный выступ, натягивается и закрепляется путем вращения гайки. При резком повышении нагрузок крепление может расслабиться, поэтому его нужно регулярно осматривать.
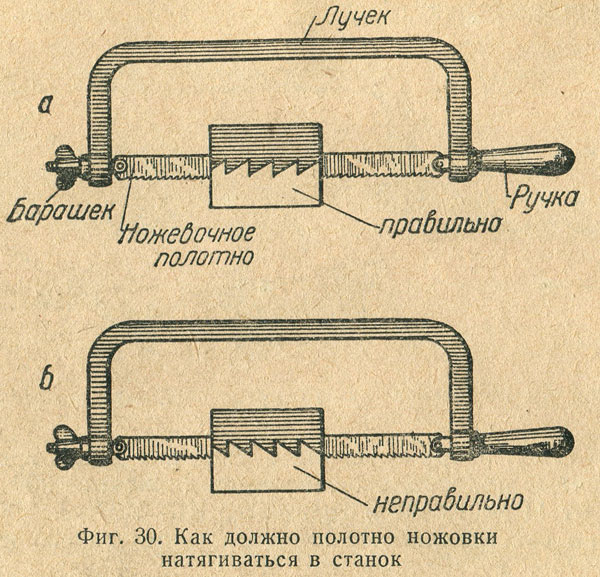
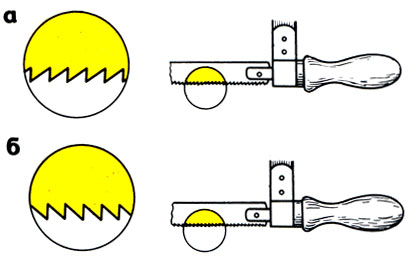
Правильно вставить полотно в ножовку по металлу, оснащенную рычагом, проще. Для этого нажимают на фиксатор, находящийся на обратной стороне рукоятки. После установки пилки рычаг возвращают в прежнюю позицию. При выполнении смены детали нужно учитывать, что зубья должны отклоняться в сторону от рукоятки.
Среда применения
Пилки используются для резки мягких металлов (бронзы, меди, алюминия) и полимерных изделий. На основании вида обрабатываемого материала подбирается толщина ножовочного полотна.
Процесс распила
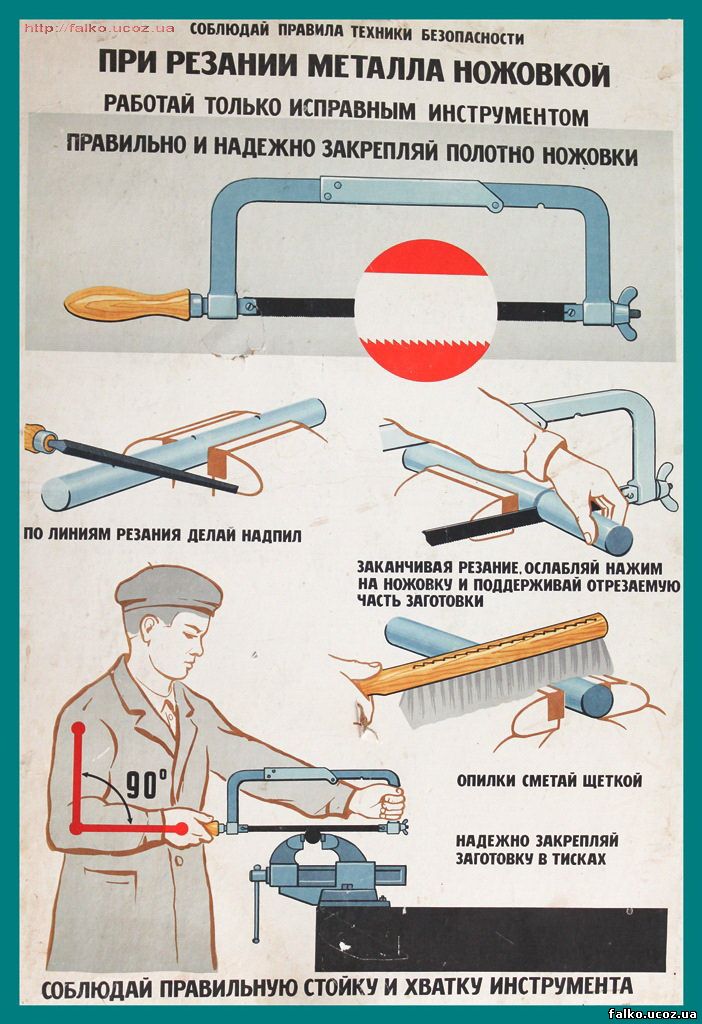
Резка металла ножовкой осуществляется следующим образом:
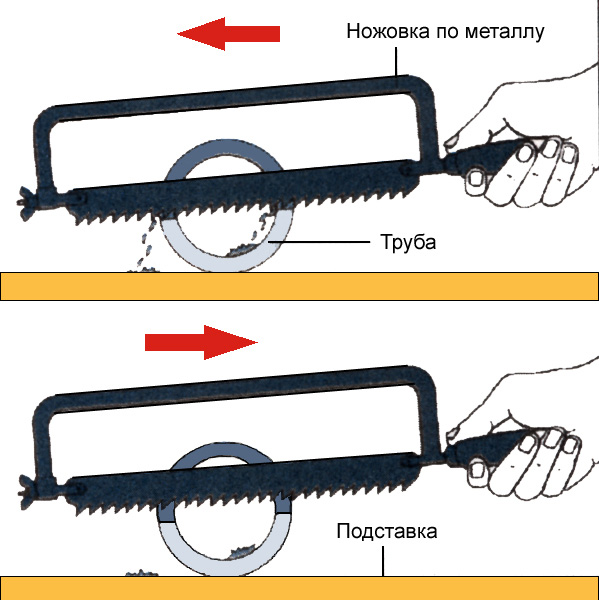
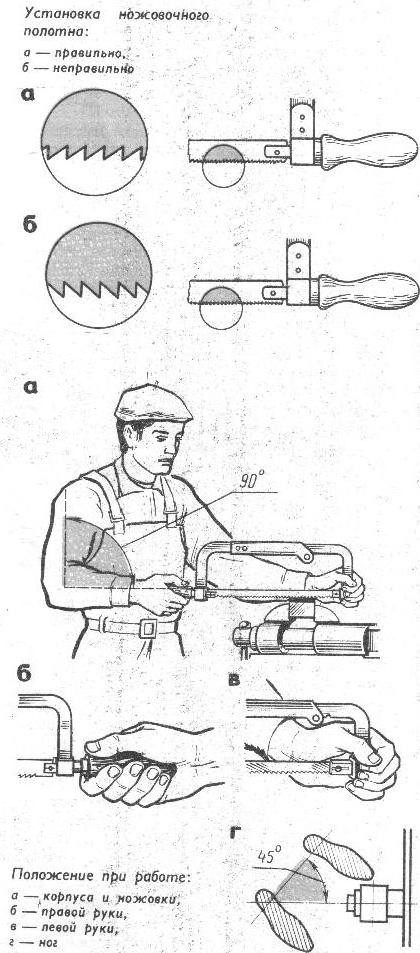
- одной рукой удерживают рукоятку, другой — вертикальную часть дуги;
- полотно выравнивают согласно линии разреза (пила должна быть наклонена под острым углом и двигаться, почти прилегая к листу, что поможет избежать появления лишнего шума);
- первые движения делают с незначительным усилием; это поможет зубьям врезаться в металл и исключит соскальзывание инструмента;
- плавными поступательными движениями пилку продвигают вперед (при возвращении полотна в прежнее положение силу прижатия снижают);
- после появления прорези начинают работать в полную силу.
Амплитуда движений должна быть большой. Нельзя задевать деталь дугой ножовки и долго задерживаться на месте. Так инструмент выйдет из строя, из-за чего придется приобретать новую сменную деталь. Ножовку нужно удерживать в одном положении, не позволяя ей отклоняться в стороны. При резких движениях инструмента пилка становится непригодной к использованию.
Отрез по кривой линии
Компактные и полноразмерные ножовки могут производить резку по линии любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной линии. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Как выполняется разводка пилы и что это такое
Заточка ножовки — это не сложная процедура, которая начинается с такого процесса, как разводка зубьев. Проводится эта процедура с одной простой целью — это предоставить свободный ход полотну при работе инструментом. Отсутствие разводки приводит к тому, что инструмент будет застревать в толще распиливаемой заготовки, что вызовет неудобство в работе.
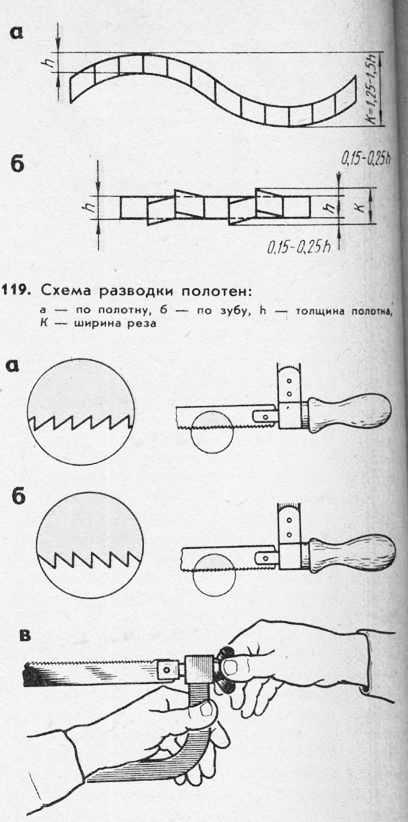
Разводка зубьев ножовки — это процедура, которая предусматривает разгибание зубьев в разные стороны. При этом главное, чтобы каждый зуб был отогнут на одинаковую величину с предыдущим. Чем больше величина отклонения зуба от плоскости полотна, тем больше ширина пропила. Чем больше ширина пропила, тем выше процесс выведения стружки из пропила, а значит, и быстрее происходит выполнение полезной работы.
От ширины разводки зубьев зависит возможность заклинивания полотна. Чем больше ширина разводки, тем меньше шансов на то, что полотно заклинит внутри распиливаемой заготовки. Какой должна быть величина развода зубьев, знают далеко не многие. Однако этот параметр нужно учитывать, так как от него зависит качество работы инструмента. Величина разводки зубьев, прежде всего, зависит от толщины стали полотна. Этот параметр составляет обычно от 0,5 до 2 мм. Все зависит еще и от типа древесины (сухая или сырая), с которой планируется работать:
- Для сырой древесины величина разгиба должна быть в пределах от 0,5 до 1 мм. Чем толще полотно, тем больше должен быть разгиб
- Для сухой древесины величина разгиба составляет от 0,3 до 0,5 мм
Для выявления величины разводки, применяется специальное устройство — шаблон, которое можно изготовить самостоятельно из кусочка бруса. Фото такого приспособления на изображении ниже.
Под номером 1 показан шаблон, а 2 — это величина развода зубьев, и 3 — это полотно ножовки.
Когда известна величина, на которую нужно разводить зубья, можно приступать к делу. Для реализации действия применяются специальные приспособления. Пользоваться этими приспособлениями не обязательно, так как подойдет обычная отвертка с широким жалом. Недостаток специального приспособления для разводки зубьев ножовки в том, что цена такого прибора в виде клещей достаточно высокая.
Вместо специальных клещей, можно использовать разводные пластины. В конструкции этого инструмента имеется ручная настройка и упор. Процесс разгибания начинается с того, что полотно нужно зафиксировать в губках тисков, а затем приступать к делу. Сначала нужно пройти по одной стороне, а затем повторить процедуру с другой. Причем изгибать зубья нужно не за сам резец (основание или острая часть), а с середины.
https://youtube.com/watch?v=BlEuTPhu0uI%3F
Это интересно! Как только зубья будут разогнуты на одинаковом расстоянии, потребуется еще провести процедуру выравнивания высоты режущих частей. Чтобы выявить, какие зубцы имеют большую высоту по отношению к другим, следует прижать полотно режущей частью к листу бумаги. На листке бумаге отобразится отпечаток, по которому не трудно выявить, какие зубцы нуждаются в укорачивании. Для их укорачивания можно воспользоваться плоским напильником.



Изготовление ножа из полотна
Изготовление ножа
Если полотно большое и не имеет сильного износа, то из него можно сделать несколько клинков разного назначения. Потраченные силы и время того стоят.
Нож из циркулярной пилы своими руками делается в такой последовательности:
- На полотно прикладывается лекало, намечаются контуры клинка. Поверх маркера керном наносятся царапины или точечные линии. Так рисунок не сотрется при выпиливании заготовки и ее подгонке под нужную форму.
- Из диска циркулярной пилы выпиливаются заготовки. Для этого лучше использовать болгарку с диском по металлу. Следует оставлять запас 2 мм от контура. Это нужно для того, чтобы убрать сожженный болгаркой материал. Если болгарки под руками нет, то выточить заготовку можно с помощью тисков, молотка и зубила или ножовки по металлу.
- На точильном станке стачивается все лишнее. На этот процесс придется потратить много времени, чтобы не перекалить сталь. Чтобы этого не допустить, заготовку нужно регулярно опускать в воду до полного остывания.
- Намечается лезвие. Здесь нужно быть внимательным, чтобы сохранить контур ножа, не спалить его и выдержать угол 20º.
- Выравниваются все прямые участки. Это удобно делать, прикладывая заготовку к боковой части точильного круга. Переходам придается округлая форма.
- Деталь очищается от заусенец. Проводится шлифовка и полировка клинка. Для этого используется несколько сменных кругов на точильном станке.
Отдельно следует остановиться на том, как делается ручка. Если используется древесина, то берется монолитный фрагмент, в котором делается продольный пропил и сквозные отверстия. После этого болванка насаживается на клинок, в нем намечаются отверстия для крепежа. Фиксация рукоятки на клинке производится с помощью заклепок или болтов с гайками. В случае с болтовым соединением шляпки метизов утапливаются в древесине и заливаются эпоксидным клеем.
Когда ручка собирается из пластика, используются 2 накладки, которые должны быть симметричными. Для придания ножу оригинальности пластиковые накладки раскрашиваются с внутренней стороны. В накладках можно делать полости, заполняемые украшениями, изделиями из цветных и драгоценных металлов, маленькими компасами и фотографиями.
После закрепления на клинке, рукоятки обтачиваются до тех пор, пока не приобретут необходимую форму и гладкость.
Особенности изготовления
Для производства полотен должен применяться прочный материал. Именно поэтому выбор пал на сталь. Но и ее тип может варьироваться:

Изделия из углеродистой стали HCS применяются для обработки цветных и более мягких по структуре металлов. Такие полотна отличаются невысокой прочностью по сравнению с другими аналогами.

Полотна быстрорежущего типа HSS отличаются высоким уровнем износостойкости зубьев. Однако такой инструмент будет стоить дорого, а сама пластина с зубьями оказывается хрупкой.

Изделия биметаллического типа BIM. Сталь ножовочного полотна углеродистая, но сверху производится крепление полоски быстрорежущего материала для упрочнения конструкции зубьев.

Легированная сталь HM – применяется как для обработки металла, так и для резки бетона или кирпича.

Использование инструмента – терпение и труд все перетрут!
Ножовка по металлу не требует никаких особых навыков в эксплуатации. Вам придется лишь следить за состоянием полотна и своевременно менять его. Кстати, инструмент ввиду небольших зубьев, подходит для работы не только с металлом, он отлично покажет себя и в , пластика, ДСП, ПВХ, ламината и даже керамики и оргстекла. При этом края среза получатся достаточно ровными.
Самая большая сложность, с которой сталкиваются новички в процессе резки металла и других материалов с помощью ножовки по металлу – это виляние полотна из стороны в сторону. Если это происходит, проверьте состояние крепежа – виляние может означать, что барашек недостаточно затянут. Кстати, не стоит полагаться на усилие одних только рук – используйте хотя бы плоскогубцы, чтобы усилить давление. В отличие от столярной ножовки, заточить полотно после его затупления не получится, вам останется только заменить его на новое.
Оптимальное натяжение вы сможете найти только опытным путем. Полотно ножовки при работе должно лежать на детали. Работать нужно под углом до 45° – так у вас получится меньше вибрации и шума, и рез будет ровным. При первых движениях на полотно не следует давить – лишняя сила здесь ни к чему, полотно лишь начнет скользить в разные стороны. Давление увеличивайте при движениях вперед, когда будете возвращать пилу в первоначальное состояние, не используйте вообще никакого давления. А уже когда полотно вырежет хорошую кромку, можно работать во всю силу.
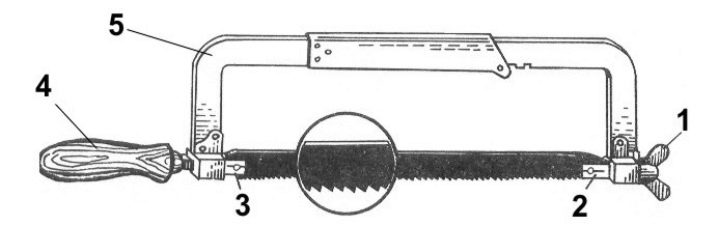
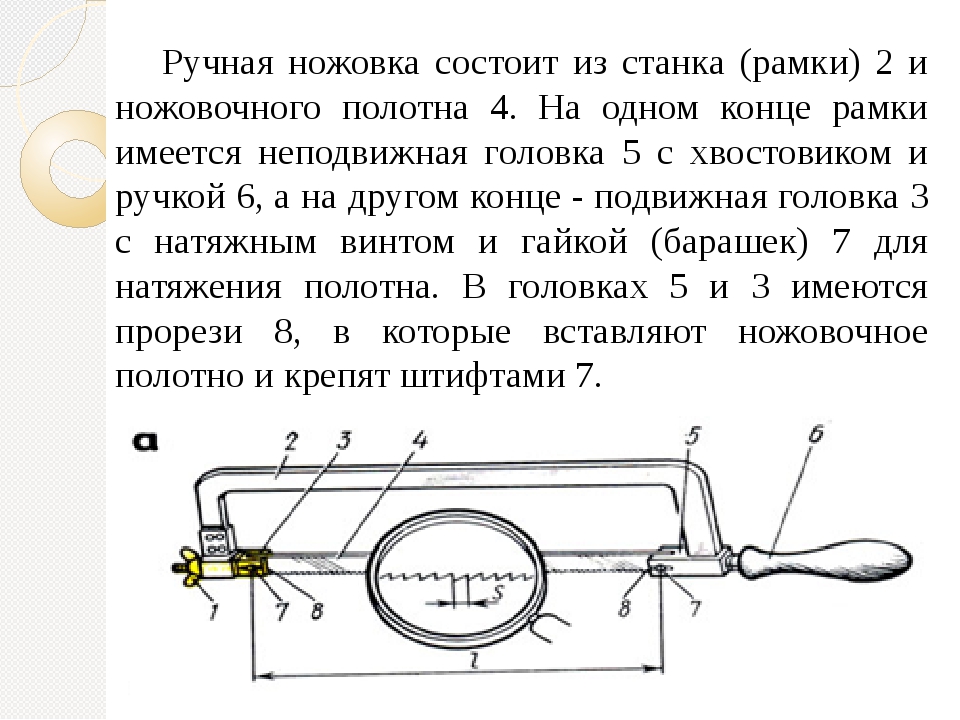
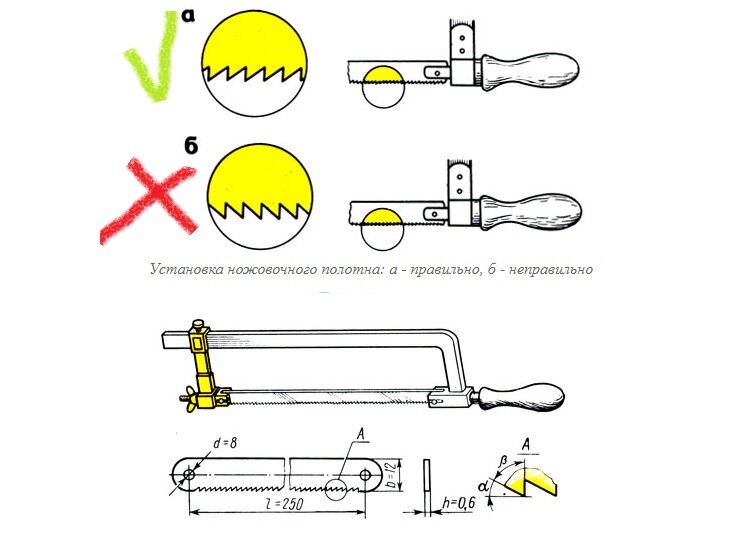
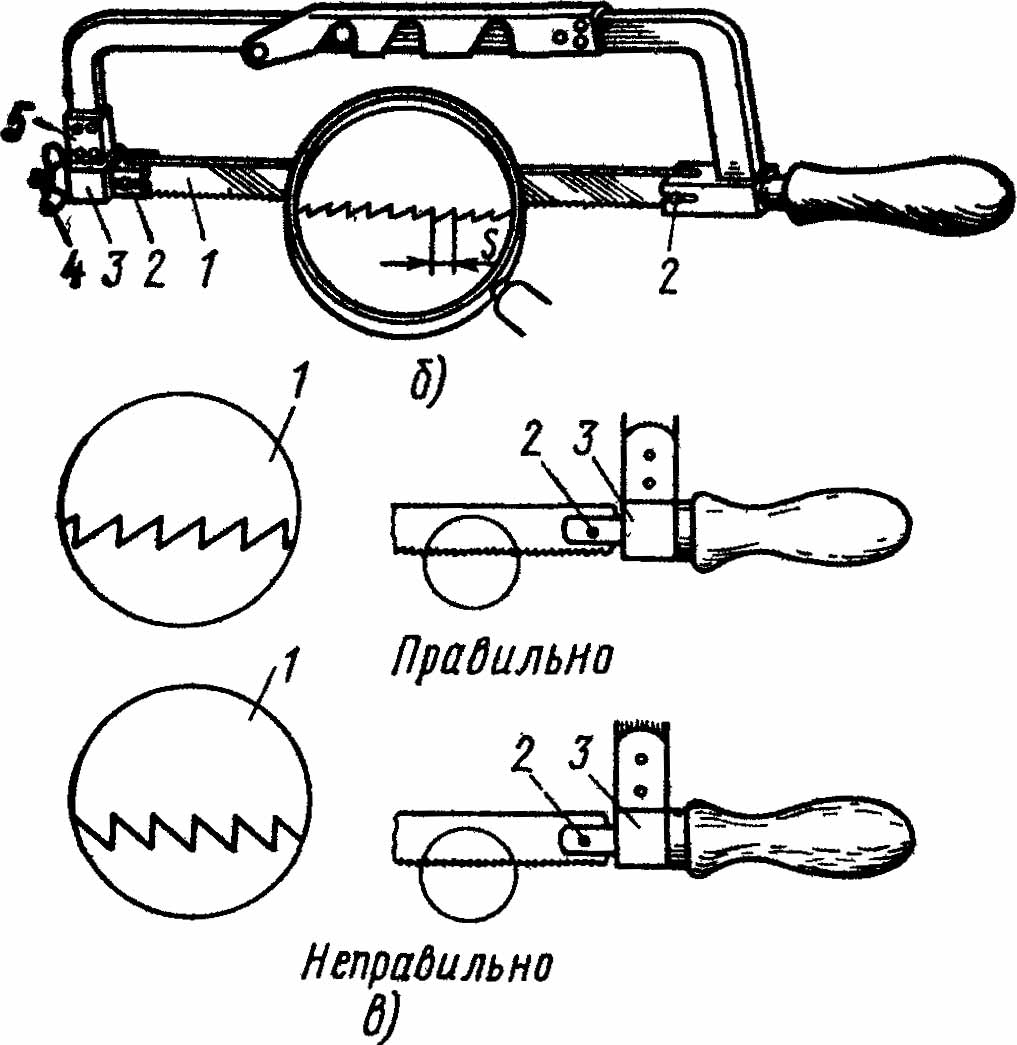
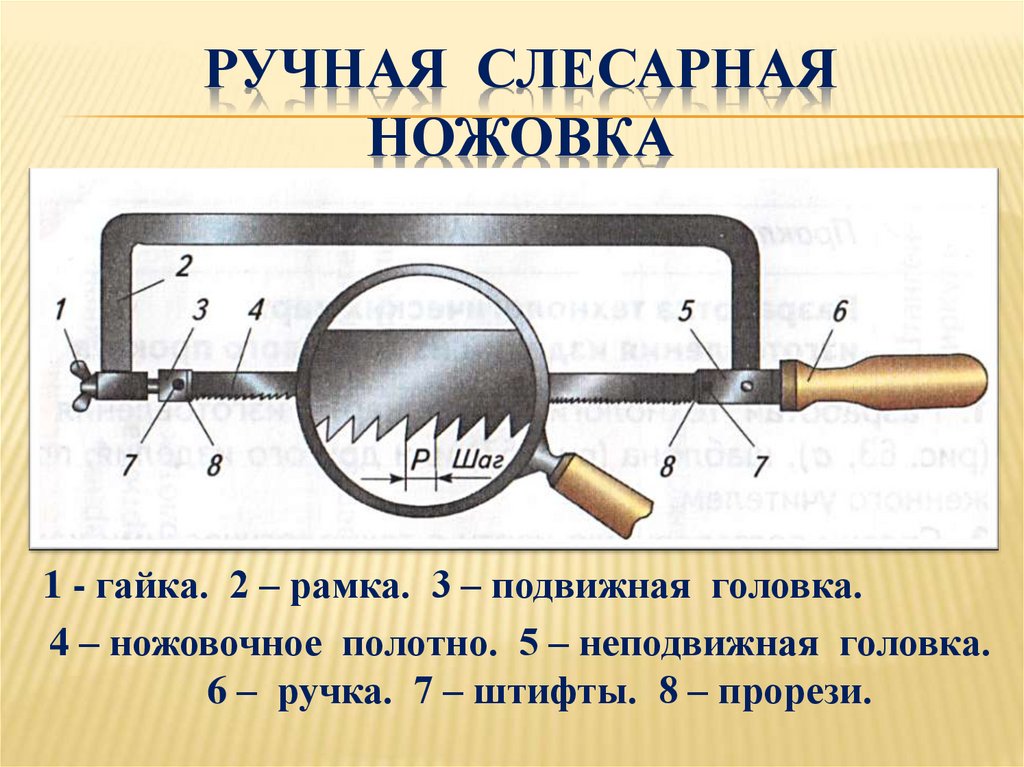
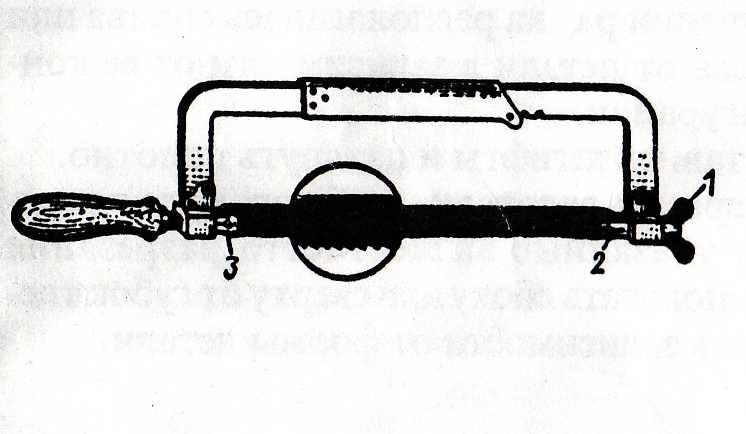
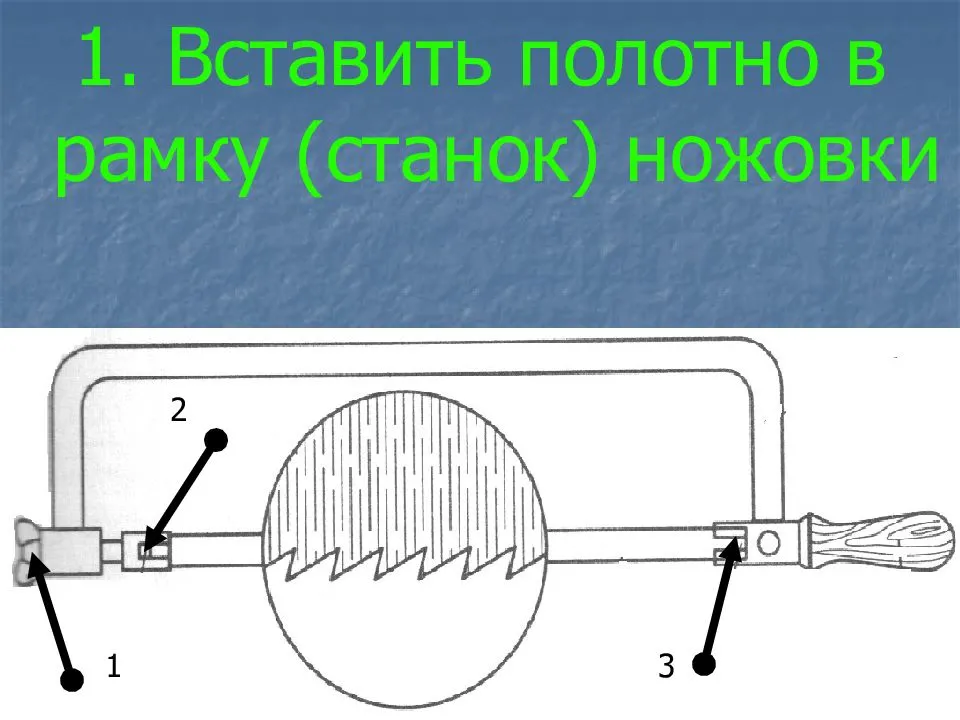
Пила (ручная ножовка по металлу) – инструмент, предназначение которого состоит в разрезании толстых листов профильного, круглого и полосового металла и в прорезании пахов, шлицев, вырезки/обрезки заготовок по контуру, а также прочих работ. Слесарная ручная ножовка включает ножовочное полотно и рамку (станок). На одном конце рамки расположена неподвижная головка с ручкой и хвостовиком. А на другом – подвижная головка с гайкой для натяжения полотна и натяжной винт. В головках ножовка по металлу имеет прорези: в них вставляется ножовочное полотно, прикрепляющееся с помощь штифтов.
Рамки для ножовок производят раздвижными, которые позволяют закрепить полотна разной длины, и цельными.
Чтобы раздвинуть ножовку, требуется перегнуть колена, пока заклепка не будет извлечена из выреза, после чего смещена. Заклепка вводится в другой вырез, затем колена выпрямляют.
Станок, имеющий передвижной держатель, включает угольник с ручкой. По нему можно закреплять и перемещать держатель в требуемом направлении.
Как правильно использовать
Способ замены пилки зависит от устройства ножовки. При наличии резьбовых фиксаторов полотно накладывается на специальный выступ, натягивается и закрепляется путем вращения гайки. При резком повышении нагрузок крепление может расслабиться, поэтому его нужно регулярно осматривать.
Правильно вставить полотно в ножовку по металлу, оснащенную рычагом, проще. Для этого нажимают на фиксатор, находящийся на обратной стороне рукоятки. После установки пилки рычаг возвращают в прежнюю позицию. При выполнении смены детали нужно учитывать, что зубья должны отклоняться в сторону от рукоятки.





Среда применения
Пилки используются для резки мягких металлов (бронзы, меди, алюминия) и полимерных изделий. На основании вида обрабатываемого материала подбирается толщина ножовочного полотна.
Процесс распила
Резка металла ножовкой осуществляется следующим образом:
- одной рукой удерживают рукоятку, другой — вертикальную часть дуги;
- полотно выравнивают согласно линии разреза (пила должна быть наклонена под острым углом и двигаться, почти прилегая к листу, что поможет избежать появления лишнего шума);
- первые движения делают с незначительным усилием; это поможет зубьям врезаться в металл и исключит соскальзывание инструмента;
- плавными поступательными движениями пилку продвигают вперед (при возвращении полотна в прежнее положение силу прижатия снижают);
- после появления прорези начинают работать в полную силу.
Амплитуда движений должна быть большой. Нельзя задевать деталь дугой ножовки и долго задерживаться на месте. Так инструмент выйдет из строя, из-за чего придется приобретать новую сменную деталь. Ножовку нужно удерживать в одном положении, не позволяя ей отклоняться в стороны. При резких движениях инструмента пилка становится непригодной к использованию.
Отрез по кривой линии
Компактные и полноразмерные ножовки могут производить резку по линии любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной линии. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Зачем и когда нужно точить?
Квалифицированные специалисты знают следующие признаки, свидетельствующие о скором выходе пилы из строя:
- при распиле древесины ножовка начинает звучать по-иному;
- визуально становится заметно, что кончики зубьев скруглились, потеряли остроту;
- цвет зубцов меняется;
- увеличивается усилие при пилении;
- плохо выдерживается направление пилы;
- происходят частые заклинивания зубьев в древесине.
Разведение зубцов обязательно должно предварять процесс затачивания зубьев. При разведении должно быть достигнуто отклонение зубьев от плоскости ножовки влево и вправо под определённым углом. Слишком маленький угол отклонения зуба приведёт к тому, что зубья будут «засаживаться» в дереве. И, наоборот, слишком большой угол отклонения зубьев делает пропил слишком широким, повышает количество отходов (опилок) и требует слишком больших затрат мышечной энергии на протягивание ножовки. Целью затачивания зубьев является восстановление следующей геометрии зубца:
- шаг;
- высота;
- угол профиля;
- угол скашивания режущих кромок.
Предлагаем ознакомиться Дуб — дерево из Северного полушария Чтобы проделать заточку с минимальными потерями времени и качества, нужно пользоваться такими специальными приспособлениями и инструментами, как:
- верстак;
- слесарные тиски;
- пассатижи;
- точильный брус;
- наждачная бумага;
- транспортир и штангенциркуль;
- молоток;
- возможно применение оснастки, которая позволяет закреплять полотно ножовки с углом в 90 или 45 градусов.
Обязательно нужно пользоваться следующими напильниками:
- с треугольным сечением;
- с ромбическим сечением;
- плоский;
- набор надфилей.
На протяжении всего времени заточки напильник/надфиль должен двигаться без рывков, необходимо обеспечить постоянный нажим, движения должны производиться без отклонений от постоянного угла. Процесс заточки идёт только движениями напильника «от себя». Возвращать напильник/надфиль нужно по воздуху, при этом контакт с ножовкой должен отсутствовать.
При затачивании таких зубцов используется мелконасечный трёхгранный напильник. Направление движения инструмента – угол в 60 градусов. Ножовку закрепляют в приспособлении под углом 45–50 градусов к верстаку. Напильником/надфилем нужно водить строго горизонтально (сохраняя угол в 60–75 градусов к ножовке), начиная заточку с первого левого зуба.
Начинать нужно с «настройки движения руки с инструментом», для чего им проводят по каждой левой грани нечётного ряда дальних зубцов, что придаст движениям рук нужный автоматизм. После этого то же самое повторяют, затачивая правые грани нечётных зубцов для завершения затачивания режущей кромки и заострения вершин.
Зубья ножовок продольного пиления имеют угол менее 60 градусов, поэтому пользуются надфилями с крупными насечками либо мелконасечным напильником ромбического сечения. Трёхгранные напильники в данном случае применять категорически не рекомендуется. Для заточки ножовку вертикально фиксируют в устройстве. Есть два метода наточить ножовку, которые отличаются приданием различных углов затачивания.
Прямой. Надфиль/напильник ставится под углом 90 градусов. Ему придают параллельное ножовке направление, заостряют и задние, и передние режущие поверхности каждого зубца. Это повторяют для всего дальнего ряда зубьев. Затем ножовку переворачивают в зажимном устройстве на 180 градусов и повторяют ту же операцию для других зубьев, которые будут составлять дальний ряд.
Косой. Этот способ отличается от прямого лишь углом направления движения инструмента к плоскости полотна – угол заточки уменьшается от прямого к 80 градусов. Процесс происходит точно так же, но зубцы после заточки напоминают зубцы лучковой пилы.
Они пилили зубы
Прикус зуба выполняется, когда вы хотите обеспечить более свободное движение пилы. Зубья, в свою очередь, изгибаются в разных направлениях на одинаковом расстоянии с помощью проводки. При этом зуб наклоняется примерно посередине высоты. Электромонтаж представляет собой инструмент для выполнения распила, имеет форму пластины, в которой есть прорезь. Вы также можете использовать разводной ключ, который также успешно завершает выравнивание зуба.
Для работы с мягкой древесиной зубы нужно больше разбавлять, а в случае твердой. Меньше. Но этот совет вряд ли будет полезен тем, кто работает прямо в лесу. В этих условиях степень твердости, плотности и влажности деревьев вряд ли возможна. Чтобы выбрать правильную проводку, вам придется протестировать это устройство в разных условиях, лучший вариант будет от трех десятых до пяти десятых миллиметра в одном направлении. Общее требование состоит в том, чтобы установить зубья не более, чем толщина лезвия с обеих сторон. Проводка должна быть сделана до заточки.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://domdetaley.ru/wp-content/uploads/6/1/b/61b98006be1e4de243ee93dffd302a9e.jpeg)
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
Конструкция ножовки по металлу
Самым распространенным и наиболее простым приспособлением для работы с металлом, конечно, является специальная ножовка по металлу, что внешне отличается от ножовки по дереву. Ножовка по металлу довольно часто применяется при строительно-ремонтных работах, когда нужно точно и аккуратно распилить не очень большие деревянные и металлические заготовки.
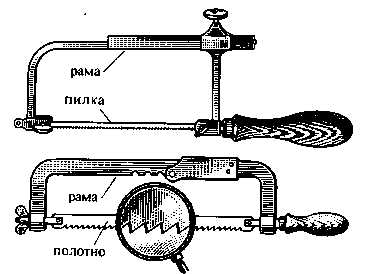
Конструкция ножовок по металлу является довольно простой: ножовочное узкое полотно растянуто между двумя концами металлической П-образной скобы. Рабочей частью подобной пилы выступает тончайшее полотно с зубьями, а работать с таким инструментом необходимо только двумя руками. Система крепления полотна бывает двух видов: зажим резьбовой — в таком случае натягивается полотно и далее фиксируется гайкой с барашком, механизм рычажный — когда полотно устанавливается и снимается при помощи специального рычажка.
Ножовки, в которых применяется второй способ установки и натяжки полотна, конечно, дороже первого варианта из-за своей универсальности, а также быстроты установки и снятия полотна. Главным преимуществом ножовок по металлу является то, что в отличие от электроинструмента, с помощью ножовки по металлу можно работать в полевых условиях, из-за того что не нужна электросеть. Среди прочих преимуществ ножовок по металлу — простота в роботе, обслуживании и небольшой вес.
Полотен для ножовок в продаже довольно большое количество. И, конечно, стоимость полотен тоже отличается. Цена ножовки по металлу зависит от типа полотна и количества зубьев на дюйм (биметаллические или с калеными зубьями). Биметаллические полотна редко ломаются, более гибкие и дороже стоят каленых полотен.
Это интересно: Нутромер индикаторный НИ 50 100 — поверка, измерение, настройка





