

Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
Originally posted 2018-04-06 09:22:34.
Зернистость шлифовальных кругов
Зернистость является одним из основных параметров выбора шлифовального круга для совершения тех или иных операций. Определяется она размером зерна подразделяемой на фракции в соответствии с группой шлифовального материала и обозначается соответствующим числовым значением.
Всего существует три основных группы – шлифовальное зерно, шлифовальные порошки и микрошлифпорошки. В первых двух группах зернистость определяется по наименьшему зерну фракции в сотых долях миллиметра. Так, например 40 означает размер фракции 400 мкм или 0,4 мм. В третьей группе, микрошлифпорошки, числовое значение определяет наибольший размер зерна во фракции в мкм и имеет дополнительное обозначение М. Например, М20 – это круг с наибольшим размером зерна во фракции 20 мкм.
В таблице ниже приведены данные о зернистости групп в соответствии с ГОСТ 3647-80 и международным стандартом ISO 8486.
Какая нужна зернистость для заточки ножей
Определившись с типом материала изготовления бруска, важно правильно подобрать его гритность. Чем меньше зернистость брусков для заточки ножей, тем более агрессивно они воздействуют на металл, то есть тем крупнее абразив и тем глубже он оставляет царапины
Соответственно, самые крупноабразивные бруски применяют при работе с заготовками при создании клинков, самые мелкоабразивные используют для полировки, финишной обработки лезвия для придания ему зеркальной гладкости. Среднезернистые абразивы используют для главной цели – придать лезвию остроту.
Производители указывают на изделиях гритность финишной обработки лезвия. Соответственно, для полного цикла заточки ножа требуется как минимум два вида абразивной поверхности. Это могут быть разные камни или комбинированная модель, на каждой стороне которой нанесен определенный абразив. Ориентироваться можно на следующую таблицу зернистости камней: Зернистость брусков для заточки ножей — таблица








| № | Зернистость, grit | Назначение |
| 1 | #220 | Ремонт клинка, черновая заточка |
| 2 | #800-3000 | Чистовая заточка и доводка |
| 3 | #6000 | Правка и полировка |
| 4 | #220/#800 | Комбинированный: ремонт и заточка |
Итак, чтобы понять, какой зернистости нужен камень для заточки ножей, изучите технику работы с ними:
- Ремонт клинка. При наличии сколов и трещин возникает необходимость реконструкции режущей кромки. То есть снимают большой слой металла, фактически формируя новую режущую кромку. В этом случае нужен крупноабразивный брусок зернистостью от #220.
- Грубая заточка. При сильном затуплении лезвия, но без повреждений режущей кромки, требуется основательная заточка. Подходящая зернистость для заточки кухонных ножей — #1000-#3000. Для рабочего инструмента величина может быть и ниже.
- Чистовая заточка. Этот этап необязателен, однако если лезвие было слишком затуплено, после основной заточки может потребоваться дополнительная с применением чуть более зернистого абразива.
- Финишная заточка. На заключительном этапе заточенное лезвие шлифуют и полируют. Потребуется мелкозернистый камень с гритностью, соответствующей изначальной, заявленной производителем. Чаще всего это #3000 — #6000. У некоторых японских ножей режущая кромка очень острая, показатель может достигать #8000.
Задумываясь о том, какую зернистость выбрать для заточки ножа, определитесь подходящим видом абразива, а также учтите степень затупления лезвия. Натуральные и искусственные водные камни оптимально подходят для заточки лезвий разного типа, отличаются долгим сроком службы и высокой износостойкостью. В каталоге нашего магазина вы найдете подходящий точильный инструмент для любого поварского клинка.
Таблица назначений зернистости
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, су |
Выбор шлифовального диска определяется и характером выполняемых работ, при помощи этого абразивного инструмента можно выполнять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.
Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже надо учитывать при выборе зернистости шлифовального диска.
Купить данную продукцию вы можете на странице с товарами
Применение шлифовальных кругов в зависимости от размера зерна
Выбор размера зерна определяется поставленной задачей. На тыльной или лицевой стороне нанесена маркировка, на которой указан размер абразивного зерна.
Чем меньше стоящее на маркировке перед буквой Р число, тем для более грубой работы предназначен шлифовальный круг. Ниже приведены назначения дисков в зависимости от зернистости:
- зерно от 16 до 36 – плоская шлифовка торцевой частью диска;
- 24-36 – круговая обдирка плоскостью диска;
- 60-120 – чистовая круговая шлифовка;
- 170-220 – заточка ножей, сверл, фрез;
- 180-320 – финишная шлифовка и доводка.
Диски с крупным зерном применяются преимущественно на мощных стационарных станках, тогда как мелкозернистые нередко используют на ручных углошлифовальных машинках для кропотливых и точных работ по доводке и полировке изделий.
При проведении работ следует придерживаться правил техники безопасности – пользоваться защитными очками и респиратором для защиты органов дыхания от частиц пыли.
Абразивы: карбидо-кремниевый тип связки, характеристики
Такой искусственный связующий компонент изготовляется в специальной печи. Процесс осуществляется за счет нагрева песка и кокса. В результате этого карбид восстанавливается и соединяется с углеродом. Последний процесс примечателен созданием карбида кремния, имеющего вид сросшихся кристаллов.

Последние называются карборундом. При этом стоит отметить, что карбид кремния отличается повышенной твердостью, но при этом он и хрупкий. Из-за последнего недостатка его не применяют для шлифования стали.
Однако карбид-кремния – незаменимое средство при обработке цементированных карбидов, чугуна, металла, в составе которого отсутствует железо. Также подходит для шлифовки керамики, кожи, резины.
В процессе использования не исключены отходы и куски, которые отлетают в разные стороны
Поэтому перед началом работ необходимо соблюдать все меры предосторожности и использовать средства индивидуальной защиты – шлемы, очки, перчатки. Так вы обезопасите себя от чрезвычайных происшествий
Тип и размер круга
Тип круга обозначается цифрой от 1 до 39 в соответствии с ГОСТ 2424-83. Возможно использование буквенного обозначения по старому стандарту ГОСТ 2424-75. Приведём некоторые варианты исполнения кругов:
- Прямой профиль- тип 1 или ПП.
- Кольцевой профиль – 2 или К.
- Коническая конфигурация – 3 или 3П.
- Двухсторонняя коническая конфигурация – 4 или 2П.
- Круг с односторонней выточкой – 5 или ПВ.
- Чашечный цилиндрический круг – 6 или ЧЦ.
Следующим в маркировке идёт обозначение размера DхТхН. D – это наружный диаметр круга, Т- его высота и Н – его внутренний диаметр.
Круги с алмазным или эльборовым абразивом обозначаются по ГОСТ 24747-90. Тип круга маркируется 3-4 символами означающих форму круга и форму сечения абразивного слоя, а также расположение абразива и конструктивные особенности.
Абразивы для шлифовальных кругов
Материалы, свойства которых подходят для применения в качестве абразивов, добываются рудничным способом (природные абразивы) или создаются на предприятиях химической промышленности (искусственные абразивы). Их измельчают путем дробления, очищают с помощью электромагнитов и химических препаратов, подвергают термообработке. Готовый абразивный материал сортируется по классам – его просеивают в установках, оборудованных каскадом сеток из проволоки и капрона с различными размерами ячеек. Зерно, преобладающее в отсеянном материале по объему, массе и количеству, считаются основной фракцией.
По условиям ГОСТ 3647-80 существует четыре вида основной фракции шлифовальных абразивов – шлифзерно размером от 160 до 2000 мкм, шлифпорошок размером от 40 до 125 мкм, микрошлифпорошок размером от 14 до 63 мкм и тонкий микрошлифпорошок размером от 3 до 10 мкм. Следует учитывать, что шлифовальный материал состоит не только из основной фракции, но и зерен других размеров, больших или меньших. По общему объему абразивно-шлифовального материала определяется его зерновой состав. Существует два вида зернового состава: зерновой состав по массе, определяемый весом всех зерен одного размера в пределах фракции к общему весу материала; зерновой состав по количеству зерен, рассчитываемый по числу зерен всех фракции по отдельности к общему количеству зерен в материале.
Зернистость, означающая размер зерна в основной фракции, в отношении групп материалов для шлифовки указывается так:
- для шлифпорошков и шлифзерен – 1/10 часть ширины ячейки сита в мкм, через просвет которой не проходят зерно основной фракции. Пример обозначения – 25, 40 или 18, означающие размер абразивных частиц 250, 400 и 180 мкм;
- для микрошлифпрошков – предельно большой размер зерна в границах основной фракции (в мкм), с указанием перед цифрами литеры «М». Пример – М10, М40, М24;
- для алмазных шлифпорошков и шлифзерна – число в виде дроби, числитель которой равен ширине ячейки верхнего сита, а в знаменателе указывается ширина ячейки нижнего сита, препятствующего просеиванию зерен основной фракции (цифры в мкм). Например – 160/125, 400/315;
- для алмазных субмикропорошков и микропорошков – число в виде дроби, в числителе которой указан максимальный размер зерна основной фракции, а в знаменателе – минимальный размер (в мкм). Пример – 28/20, 40/28, 12/9.
Также состав абразивных частиц оценивается по процентному содержанию зерна основной фракции в общем объеме – высокий («В»), повышенный («П»), нормальный («Н») и допустимый («Д»). К примеру, при зернистости М63-М5 основная фракция должна быть не меньше, чем «В» – 60-55%, «П» – 50-45%, «Н» – 45-40%.
Какие бывают круги для наждака — очередной ликбез
У многих есть дома наждак — электрический станок, оборудованный шлифовальными кругами. Чаще всего на наждаке что-либо затачивают или шлифуют. Шлифовальных абразивных кругов в продаже очень много, помимо них в быту удобно использовать алмазные заточные круги. Однако для первоначальной обработки, для грубой обработки металла лучше все-таки использовать абразивные круги. Разберем классификация кругов для наждака, какие они бывают и где применяются.

Белые круги — они из электрокорунда 25А
Самые популярные круги, поскольку предназначены для обработки нетвердых металлов, для дома самое то. Поточить ножи, топоры, ножницы, обработать обыкновенную сталь(уголки и прочее) — такой круг подойдет просто отлично. Огромный выбор размеров и посадочных отверстий:










Маркировка электрокорунда 25А, чаще всего имеет белый цвет. Иногда производители добавляют красящий элемент, в результате чего круг может быть синего или оранжевого цвета. При точении обычного металла на таком круге получается очень качественная заточка, поскольку состав круга сам по себе мягкий, температура при трении небольшая, поэтому на металле не появляется синей окалины, а раз ее нет — то металл отлично сохраняет свои свойства.
Это прежде всего относится к ножам и других режущих предметам, поскольку это очень важно, чтобы при заточке не перекалить металл. Так что шлифовальный круг из электрокорунда — отличный выбор для дома
Размеры кругов бывают разные, для различных станков. Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров.
Зеленые круги — из карбида кремния 64С
Круги зеленого цвета, предназначены для обработки инструментальной стали и твердых сплавов(например напайки на бурах для перфоратора).

Материал более стойкий к истиранию, высокая температура при точении, поэтому если вы решите поточить таким кругом кухонный нож, то наверняка испортите нож, поскольку окалина на лезвии появится мгновенно.
Поэтому такой круг применяется только для точении инструмента из инструментальной стали(Р6М6, Р18, сталь с добавлением кобальта, также твердые сплавы ВК8, Т5К10, Т15К6). Конечно, точить твердый сплав также не очень удобно, нужно использовать самое мелкое зерно круга, но лучше всего конечно же точить твердый сплав алмазными заточными кругами.
Маркировка круга 64С, размеры такие же, как у электрокорунда.
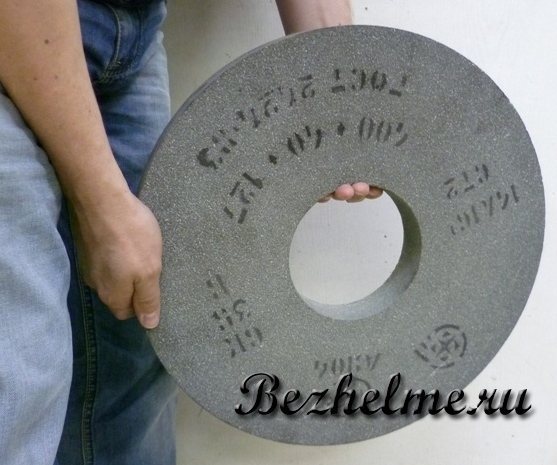
Стоит заметить, что помимо небольших кругов для использования в быту выпускают шлифовальные круги большого диаметра, их ставят на большие станки. Посадка у таких кругов 76 мм, 127 мм и 203 мм.
Диаметры 250, 300, 350 и 400 мм. Электрокорунд и карбид кремния.
Это большие, тяжелые и дорогие круги для производства. Например, вот тут я держу круг 64с 400*40*127 25СМ — фото:
Какая бывает «зернистость»?
Многие, кто покупают шлифовальные круги на наждак, даже не знают, как маркируется зернистость. Думаю, этот момент также нужно осветить подробнее.
Итак, зерно шлифовального круга бывает 8, 12, 16, 25, 40-Н.
8 — самое мелкое, 40 — самое крупное.
Помимо цифр также можно увидеть буквы СМ — означает средне-мягкий круг, самый распространенный, поскольку не очень дорогой и терпит довольно неплохо. Чуть реже в продаже можно найти зерно СТ — средне-твердый, его стоимость заметно выше, однако и стойкость к истиранию гораздо выше.
Для точной заточки конечно лучше брать мелкое зерно, 12 или 16. Часто у нас покупают круги для заточки коньков, это 150*8*32 12 СМ — круг диаметром 150 мм, толщина всего 8 мм, посадка 32 мм, зерно мелкое, позволяет заточить просто идеально.
Например, для установки наждачного круга на станок 150 мм лучше всего покупать такой 150*20*32 25 СМ — стандартный круг для наждака диаметром 150 мм, посадка 32 мм, ширина круга 20 мм. Зерно 25 — среднее, подойдет для заточки как мелкого инструмента(ножи, ножницы), так и крупного — топоры. СМ — стандартный средне-мягкий круг для использования в быту также подойдет. Стоит такой круг примерно 120 рублей.
Из производителей порекомендую шлифовальные круги производства города Волжск — отличное качество(круги не разваливаются и довольно долго терпят), невысокая цена, доставка транспортными компаниями по всей России.
Еще на заметку: Как выбрать ножовку по дереву.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.






С какими материалами могут использоваться шлифовальные круги
Древесина. Перед эксплуатацией изделия из дерева обязательно покрываются лаком или краской, специальными антисептическими растворами для дополнительной защиты поверхности
Перед нанесением указанных составов важно провести обработку поверхности с помощью абразивного круга – так получится не только добиться нужной гладкости, но и повысить скорость впитывания финального раствора. В основном для обработки древесины используются круги на липучке на бумажной основе с абразивом из оксида алюминия или циркония.
Металл
Для обработки металлических заготовок можно использовать любые абразивные круги, специалисты советуют отдавать предпочтение изделиям на тканевой основе с абразивом из циркониевого электрокорунда. Если обработке нужно подвергнуть заготовки из мягкого металла, отдают предпочтение инструменту на пленочной основе с абразивными частиками карбида кремния. Учитывайте, что абразивные частицы сильно нагревают поверхность, это может спровоцировать изменение физических характеристик некоторых металлов. Так, сталь при нагреве становится хрупкой.
Камень. Шлифовальная машина при обработке поверхностей из камня в основном используется на предфинишном этапе, перед тем, как требуется нанести защитное или полимерное покрытие. Обработка позволяет краске или антисептику лучше впитаться в материал. В основном используются инструменты с алмазным абразивом – удается добиться максимальной гладкости поверхности, убрать все дефекты и заусеницы.
Стекло. В основном шлифовальный инструмент применяется в автомобильной сфере – после обработки с поверхности удается убрать различные дефекты (сколы, царапины, потертости и пр.). Чтобы не повредить стекло еще больше, для обработки применяются инструменты на тканевой или пленочной основе с абразивными частицами из карбида кремния.
Нержавеющая сталь. Для придания детали нужной гладкости используются абразивные круги нескольких видов. Изначально шлифовка проводится инструментом с зернистостью Р100-120, постепенно параметр увеличивается до достижения нужного эффекта. Лучше использовать липучки с абразивом из цирконата алюминия.

Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424—83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781— 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
- Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.
- Круги в виде веера обладают высокой эластичностью и хорошо адаптируются под любую поверхность, называются лепестковыми. Сфера применения — шлифование труб, изделий из дерева и фасонных деталей. Сварочные швы и заусенцы удаляют с помощью особо прочных абразивных кругов по металлу.
- Изделие, для производства которого применяется собранная в несколько слоёв вулканизированная бумага, называется фибровым шлифовальным кругом. Таким инструментом зачищают нержавейку, дерево, сталь.
- Алмазные круги применяются для чистовой шлифовки и не очень прочны.
Как правильно выбрать типоразмер и вид инструмента
Выбор зависит от условий обработки, применяемого основного оборудования (станка либо ручной машины), а также от шлифуемого материала.
Имеет значение также и производитель. Среди потребителей бытует жаргонное обозначение инструмента – «лужский» и «волжский» круги. В первом случае производителем является ОАО «Лужский абразивный завод», а во втором – ОАО «Волжский абразивный завод».
Лужский завод выпускает продукцию по ГОСТ на основе карбида кремния, причём в качестве исходного сырья применяются импортные составляющие. Популярны также товары лужского завода на керамической и бакелитовой связках из белого электрокорунда. Круги лужского завода со стальным дном – новинка производителя – позволяет заметно увеличить стойкость при бесцентровом шлифовании.
Продукция Лужского завода применяется как при круглом, так и при плоском шлифовании. Лужский круг пригоден и для станка, и для ручной машинки.
Волжский завод изготавливает круги по ГОСТ из карбида кремния (используются отходы металлургического и огнеупорного производства). В продукции Волжского завода используются полуфабрикаты со строгим соответствием классификации европейских производителей абразивов FERA. Товары Волжского завода вошли в число сотни лучших отечественных товаров.
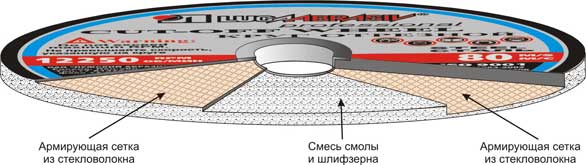
Устройство отрезного абразивного круга
При выборе отечественного производителя – волжского или лужского — руководствуются следующими практическими рекомендациями:
- товары Лужского завода показывают лучшую стойкость при шлифовке на машинках или станках изделий из чугуна, алюминия, медных сплавов, большинства неметаллов;
- товары Волжского завода более популярны в ситуациях, где, кроме собственно шлифовки, необходима ещё и правка. Продукция Волжского завода применяется и для работ по стали.
Купить оптимальный круг по ГОСТ одного типоразмера (волжский или лужский) – задача в большинстве ситуаций нереальная. Используя ручную машинку, необходим круг, выдерживающий максимальное число оборотов, а при работе на стационарной машине потребуется инструмент, который в состоянии выдерживать более высокие давления.
Общие сведения
Шлифовальный круг может изготавливаться на различных основах. Существуют как дорогостоящие абразивные материалы, имеющие более прочное зерно, так и дешевые аналоги. При этом применяют и разнообразные вяжущие вещества. В настоящее время шлифовальные круги классифицируются по огромному количеству параметров. На описание каждого из них уйдет уйма времени. О некоторых видах мало кто слышал, так как они имеют узкое применение. К примеру, некоторые шлифкруги используются только в авиастроении. Естественно, они имеют существенные отличия от классических вариантов. В целом же эти круги используются для шлифовки деталей. Некоторые виды позволяют производить работы уже на окрашенной поверхности, другие – на грунтовке – и так далее. Но давайте обо всем по порядку.
Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424—83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781— 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
- Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.
- Круги в виде веера обладают высокой эластичностью и хорошо адаптируются под любую поверхность, называются лепестковыми. Сфера применения — шлифование труб, изделий из дерева и фасонных деталей. Сварочные швы и заусенцы удаляют с помощью особо прочных абразивных кругов по металлу.
- Изделие, для производства которого применяется собранная в несколько слоёв вулканизированная бумага, называется фибровым шлифовальным кругом. Таким инструментом зачищают нержавейку, дерево, сталь.
- Алмазные круги применяются для чистовой шлифовки и не очень прочны.





