

Виды фасок
Под видом такой обработки понимают получаемую форму поверхности. Её срезают несколькими способами. Эти способы обозначаются латинскими буквами «Y», « X» и «J». В некоторой литературе и справочниках по металлообработке можно встретить другое обозначение «V», «K», и «U». Эти обозначения указывают на метод получения необходимого среза.
Наиболее распространённым является первые два метода. Такие виды фасок получают с помощью стандартного металлорежущего инструмента на различных обрабатывающих станках: токарных, фрезерных, комбинированных, станках с ЧПУ.
Так же получают фаски под резьбу по ГОСТ. В настоящее время разработанные методы и оборудование позволяют получать стандартные размеры фасок.
В большинстве случаев порядок и правила получения фасок, геометрические размеры, правила нанесения на чертежах определяется установленным ГОСТ 10549-80.
Он устанавливает допустимые значения следующих параметров:
- параметры сбега резьбы;
- допустимые размеры недореза;
- величину разрешённых проточек на выходе применяемого инструмента для нарезания резьбы;
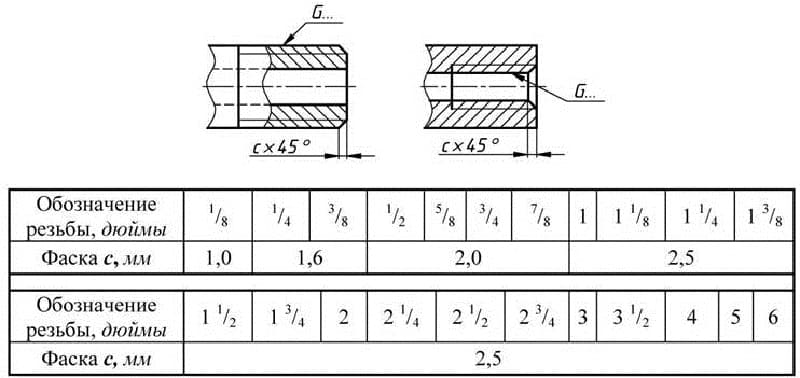
- размеры фасок в зависимости от диаметра и вида наносимой резьбы (метрической или дюймовой, трубной, конической, трапециевидной);
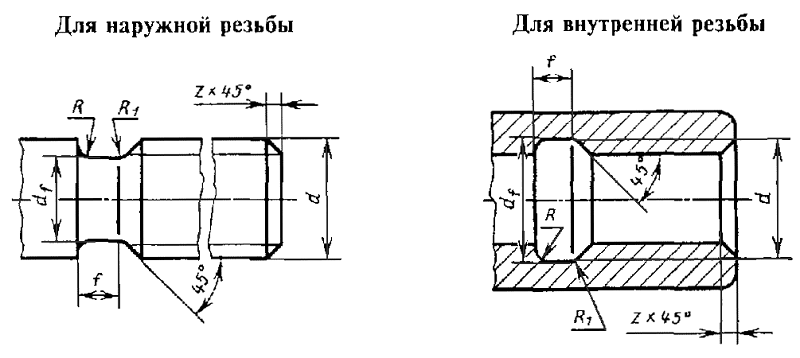
- для наружной резьбы установлены величины размеров сбега и недореза.
Для получения более сложного вида фаски «J» применяются специальные фаскосниматели. Этот вид чаще используется при подготовительных работах перед проведением сварки. Благодаря такой форме получается сварочная ванна большего объёма, что способствует получению более крепкого и качественного шва.
В некоторых случаях применяются другие индивидуальные формы разделки кромок. В этом случае порядок их выполнения приводится в других стандартах или технических условиях. Например, в стандарте №5264 от 1980 года приведены правила для изготовления стыка со сломанным скосом кромки.
Help! как на чертеже указать чтоб на всех углах сняли фаску?
25.04.2007, 00:06 Help! как на чертеже указать чтоб на всех углах сняли фаску?
#1
Здравствуйте! Извините за беспокойство но нужен ответ на вопрос.
Есть чертеж для детали вырезанной из 6мм листа стали. Как указать на чертеже что на всех углах после резки и сверления должна быть снята фаска (точнее сделано закругление R3,0мм)?
Переделать-доделать чертеж на данный момент сложная задача. (нехватка опыта и времен)
Заранее большое спасибо! Бай
25.04.2007, 03:29
#2
Механизатор широкого профиля (б/у)
25.04.2007, 03:44
#3
СПАСИБЕЩЕ. Закругления будут возможно меньше, возможно лист толще, возможно алюминий — нужно изготовить раму для альпинизма. Углы закруглить чтоб снизить перегиб веревки.
Уточнюя: значит рисую обыкновенную стрелку с буквой R а потом в ТТ указываю что она значит?
У мнея нет чертежа бокового сечения, только вид сверху — для резки лазером. Указать в одном месте стрелку с R для фаски по всему контуру детали будет достаточно?
25.04.2007, 03:55
#4
Механизатор широкого профиля (б/у)
Рисовать стрелку с буквой R не нужно.
Я думал, у Вас есть сечение, или хотя бы вид сбоку. Если только главный вид (он же — вид сверху на пластину) — то в ТТ можно записать пункт: «Острые кромки закруглить (или скруглить — на Ваш выбор) радиусом R=3 мм». Этого достаточно.
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.
Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Подготовка заготовок под разделку
Процедура состоит из таких этапов:
- Расчет конфигурации и угла фаски. Угол разделки кромок определяется типом соединения, назначением детали и толщиной металла.
- Зачистка торцевых поверхностей. Эта операция выполняется для снятия ржавчины, оксидного слоя, окалины и других твердых загрязнений. Плохая очистка заготовок приводит к возникновению пор, непроваров, шлаковых включений и наплывов. Слой оксидов можно удалять как механическим, так и химическим способом. В большинстве случаев для обработки используют стальные щетки, шлифовальные станки, наждачную бумагу или напильник. При механической зачистке снимают до 2 мм металла.
- Удаление загрязнений. Следующим этапом подготовки является тщательная очистка торцов от масла и других веществ, которые могут привести к необратимым дефектам шва. Для обезжиривания поверхностей применяют органические растворители. Для очистки кромок от оксидной пленки – сильные кислоты.
- Разделочные операции. Последний этап обеспечивает доступ ко всей поверхности стыка и корректирует форму кромок.
На производстве используют такие типы технологических операций:
- правка молотком вручную: применяется для подготовки металлических плит;
- механическая отделка: выполняется правильными валиками, которые устраняют коробления, неровности и другие дефекты поверхности;
- разметка детали: проводится, если сварка необходима в ходе ремонтных работ или шов имеет сложную криволинейную форму;
- термообработка: применяется для снятия термических напряжений, диффузионного выравнивания состава и повышения пластичности металла.
Чтобы избежать образования трещин и высоких остаточных напряжений, используют метод предварительного подогрева деталей.
Суммарные допуски формы и расположения
Каждый из этих параметров объединяет в себе оба допустимых отклонения. Они возникают в результате одновременного проявления изменения геометрической формы и появления неровности (шероховатости) обработанной поверхности. Поэтому используя математическую терминологию, говорят, что предел, к которому должна стремиться разница между эталоном и реальным изделием считается суммарным допуском формы и расположения. Характер изменений определяется методом сравнения с выбранными базовыми объектами. В качестве таких объектов выбирают проверенные конструкции или поверхностями, которые могут считаться эталонами, например, различные калибры.
Такие допуски делятся на следующие категории:
- Биений. К ним относятся: радиальное, торцевое, в заранее заданном направлении;
- Всей формы поверхности.
Каждый из этих категорий имеет свое обозначение. Допуск полного биения обозначается двумя наклонными стрелками в форме объединённых снизу векторов, направленных от левого нижнего угла в правый верхний. Сравнение форм производиться в результате совмещения обеих поверхностей.
Это поле имеет заданные геометрические размеры. Оно ориентировано относительно выбранной базы так, чтобы можно было проверить параллельность расположения. Примеры суммарного допуска обозначают, на сколько возможно изменение параметров, не приводящих к быстрому выходу из строя агрегата. Особенно это актуально для подвижных соединений
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.
Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Это интересно: Эвольвентное зацепление — расчет, построение, параметры, геометрия
ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
1.2. Структура обозначения шероховатости поверхности приведена на черт.1.
При применении знака без указания параметра и способа обработки его изображают без полки.
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт.2.
Высота должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота равна (1,5…5) . Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (черт.2а).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак (черт.2б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (черт.2в) с указанием значения параметра шероховатости.
1.2, 1.3. (Измененная редакция, Изм. N 2, 3).
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.




Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-2006.
(Измененная редакция, Изм. N 2).
1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: 0,4 ; 6,3; 0,63; 70; 0,032; 50.
Примечание. В примере 70 указана относительная опорная длина профиля =70% при уровне сечения профиля =50%.
1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: ; .
1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min», например: ; .
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
1.7. При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например:
; ; ; и т.п.
1.5-1.7. (Измененная редакция, Изм. N 2, 3).
1.8. При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см. черт.3):
параметр высоты неровностей профиля
параметр шага неровностей профиля
относительная опорная длина профиля
(Измененная редакция, Изм. N 3).
1.9. При нормировании требований к шероховатости поверхности параметрами , , базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости.
(Измененная редакция, Изм. N 2).
1.10. Условные обозначения направления неровностей должны соответствовать приведенным в таблице. Условные обозначения направления неровностей приводят на чертеже при необходимости.
Построение фаски на углах объекта
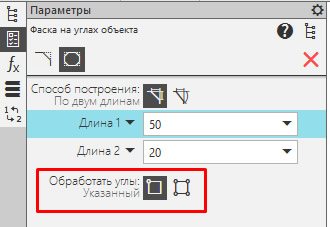
Если контур представляет собой макроэлемент, например, прямоугольник, то поставить фаску обычной командой «Фаска» не получится. Нужно использовать команду из расширенного списка — «Фаска на углах объекта». Чтобы переключится на команду, можно вызвать обычную команду «Фаска», а потом на Панели параметров выбрать «Фаска на углах объекта»

Фаска на углах объекта строится как обычная фаска, способы мы рассмотрели выше. Из нового есть выбор: обработать указанный угол или все углы. Данная настройка находится в самом низу Панели параметров и позволяет за одно действие построить фаски на всех углах макроэлемента
Типы швов по форме наружной поверхности
Форма соединительного стыка непосредственно влияет на его физико-механические характеристики, а также на расход электродов. При выпуклости швов практически всегда требуется их дополнительная обработка с использованием абразивных кругов или фрезы.
В таблице ниже приведены разновидности выпуклых стыков и каким образом сварное соединение условно обозначается на проектных чертежах.
| Типы соединений | Как выглядит стык | Изображение | Характеристики |
| Нормальные | _____ | Отличаются экономичностью при создании, обладают высокой выносливостью при постоянных нагрузках | |
| Вогнутые | Эффективны при динамических нагрузках, просты и экономичны в исполнении | ||
| Выпуклые | Если на стыках присутствуют выпуклости, то на них уходит намного больше расходников и экономичными они не являются |
Виды снятия кромок
С разных сторон и под разными углами могут выполняться кромки в зависимости от того, металл какой толщины используется при сваривании. Существуют следующие разновидности:
- перпендикулярно под углом 90°: металл не должен превышать 8 мм в толщине при двусторонней сварке, до 3 мм – при одностороннем соединении, 4-8 мм – для стальных листов;
- V-образно с выполнением одностороннего скоса с диапазоном толщины листов в пределах 4-26 мм;
- Х-образно с созданием двухстороннего скоса, при этом 12-40 мм должна быть толщина металла;
- под острым углом, который от 60° уменьшается до 45° при толщине от 20 мм и больше.
Чтобы швы получались прочными и качественными, то расстояние между кромками должно составлять 4 миллиметра.
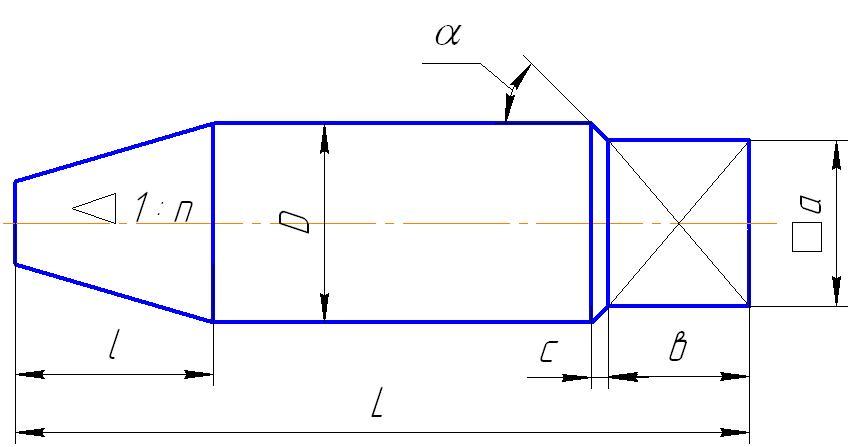
Геометрические параметры и размеры инструмента
Конструкция любого канавочного резца характеризуется его геометрическими параметрами.
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Почему необходимо выполнять снятие фаски
Финишная обработка торцов деталей, края отверстий, внешней стороны втулок, болтов необходимо для решения задач определяемых в отдельных видах обработки индивидуально.
При изготовлении изделий из металла:
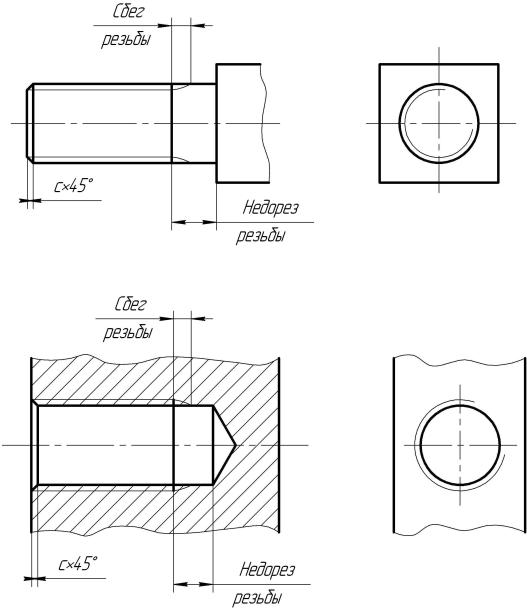
- устраняются с помощью фаски сбеги недорезы;
- уменьшение времени на монтаж конструкции;
- увеличение надёжности элементов крепления (объясняется необходимость снятия фаски болтового соединения);
- снижает травмоопасность при проведении сборочных работ;
- повышается скорость и точность сборки отдельных элементов конструкции узлов и механизмов.
Перед проведением сварочных работ:
- получения надёжного сварного соединения (происходит лучший прогрев швов и прилегания припоя);
- соблюдение правил техники безопасности и снижение травматизма;
- снижается время на проведение сварочной операции.

Снятие фаски в мебельном производстве позволяет:
- устранить последствия распила элементов мебельных изделий при проведении деревообработки;
- придать необходимый эстетический внешний вид каждому элементу мебели (изделию из дерева);
- подготовить поверхность и края детали для декоративной обработки;
- создать отверстия для потайного крепления отдельных мебельных элементов с последующим применением декоративных заглушек и вставок.
Для выбора необходимых параметров разработана специальная таблица, которая позволяет производить необходимую обработку.
Общие правила нанесения размеров на чертежах
Стандарт (ГОСТ 2.307-68) устанавливает правила нанесения размеров на чертежах.
Линейные размеры на чертежах проставляются в миллиметрах без обозначения единиц измерения (мм). При других единицах измерения (сантиметрах, метрах) размерные числа записываются с обозначением единиц измерения (см, mi). Угловые размеры указывают в градусах, минутах, секундах с обозначением единиц измерения. Общее количество размеров на чертежах должно быть минимальным, но достаточным для изготовления и контроля изделия.
Существуют строго определенные правила нанесения размеров. При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным (рис. 40, б). Выносные линии выходят за размерные на 1-3 мм. Расстояние от размерной линии до контура изображения должно быть не менее 10 мм, а расстояние между двумя близлежащими размерными линиями — не менее 7 мм (рис. 40, б).
На концах размерных линий наносят стрелки. Форма и размеры стрелки показаны на рис. 40, а. Величина стрелок должна быть одинаковой на всем чертеже. Стрелки при недостатке места могут заменяться засечками или точками (рис. 41, б, в). Допускается проставлять размеры так, как показано на рис. 41, г.
Размерные числа наносят над размерной линией ближе к середине (рис. 42).
При нанесении нескольких параллельных или концентрических размерных линий размерные числа над ними располагают в шахматном порядке (рис. 43).
На чертежах необходимо избегать пересечения размерных и выносных линий. Если для нанесения размерного числа недостаточно места над размерной линией, то размеры проставляются так, как показано на рис. 44.
В местах нанесения размерного числа осевые, центровые линии и линии штриховки прерывают (рис. 45, а, б).
При нанесении размеров дуг перед размерным числом помещают знак радиуса — R. Высота знака радиуса и размерного числа должна быть одинаковой (рис. 46, а). При проведении нескольких радиусов из одного центра размерные линии любых двух радиусов не располагают на одной прямой (рис. 46, б). При большой величине радиуса центр разрешается приближать к дуге. В таких случаях размерную линию показывают с изломом (рис. 46, в).



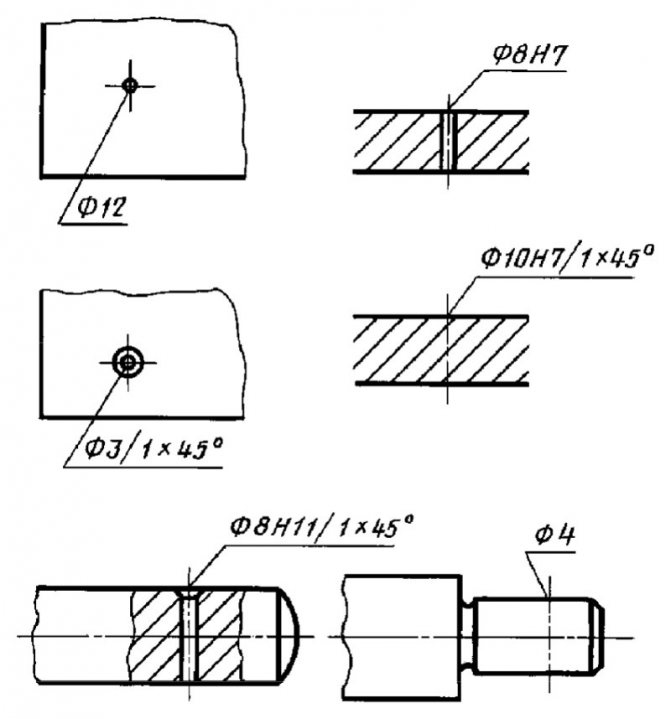

При нанесении размеров окружностей перед размерным числом ставят знак диаметра — 0 (рис. 47). При недостатке места на чертеже размеры диаметра проставляют так, как показано на рис. 47, б.
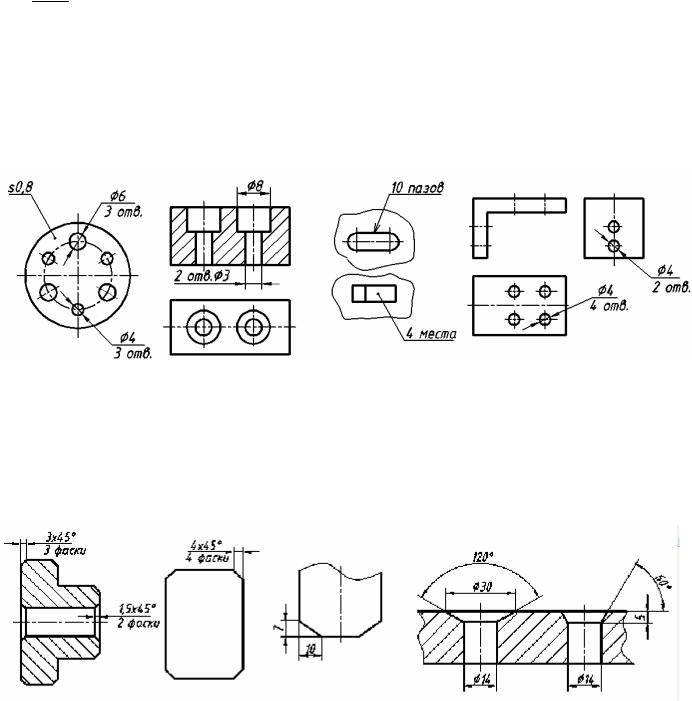
Размеры нескольких одинаковых элементов изделия наносят один раз с указанием их количества на полке-выноске, рис. 48.
Размеры квадрата или квадратного отверстия наносятся, как показано на рис. 49.
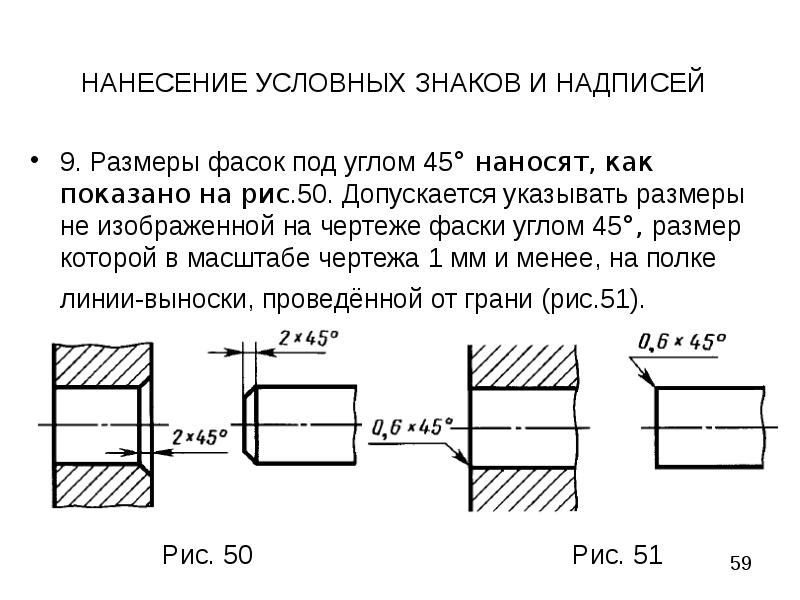
Толщина плоской детали обозначается буквой S с последующим указанием размерного числа (рис. 50).
Длина изделия обозначается малой буквой латинского алфавита — I (рис. 51).
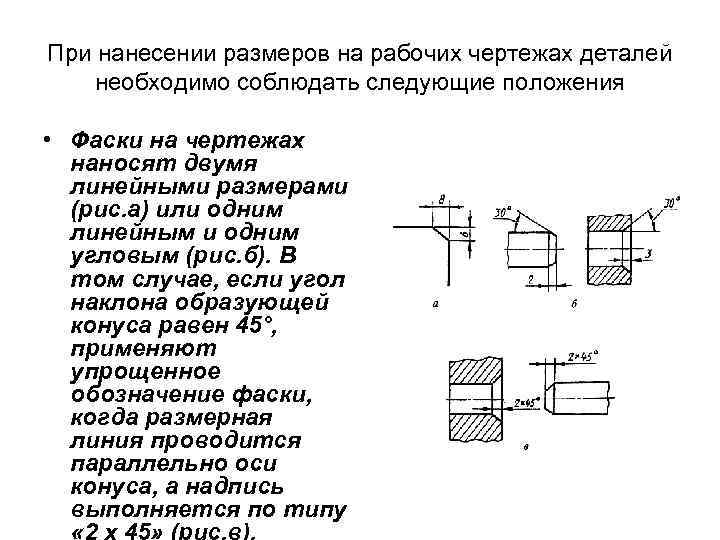
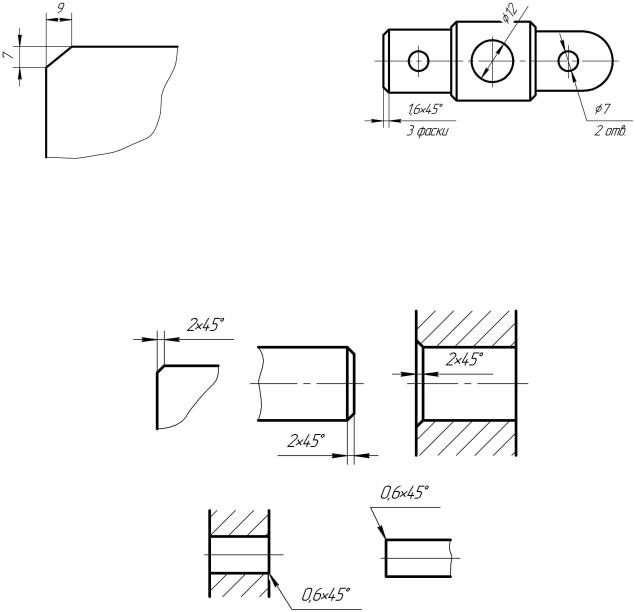
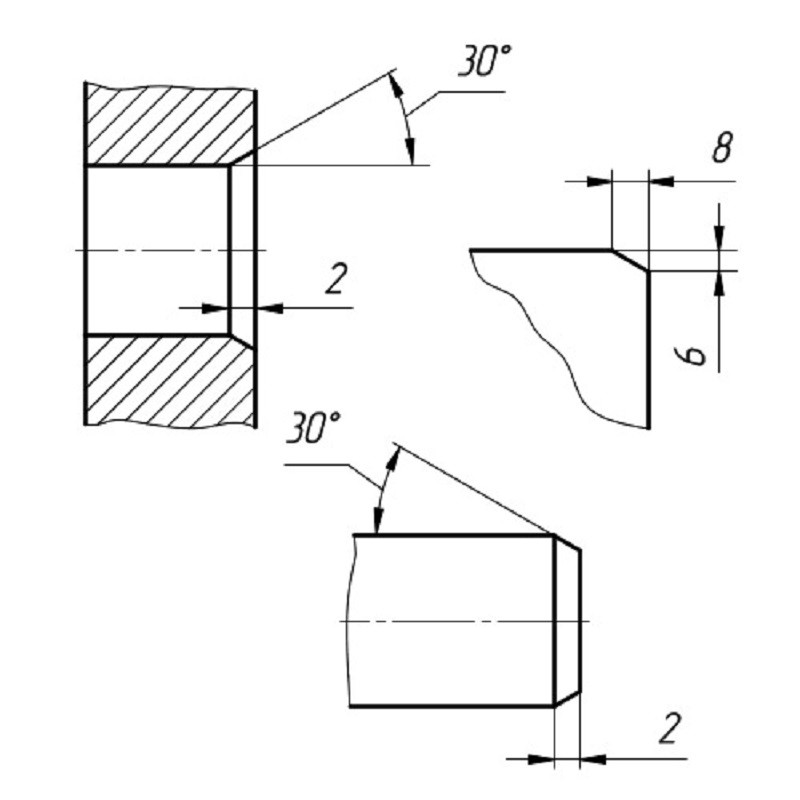
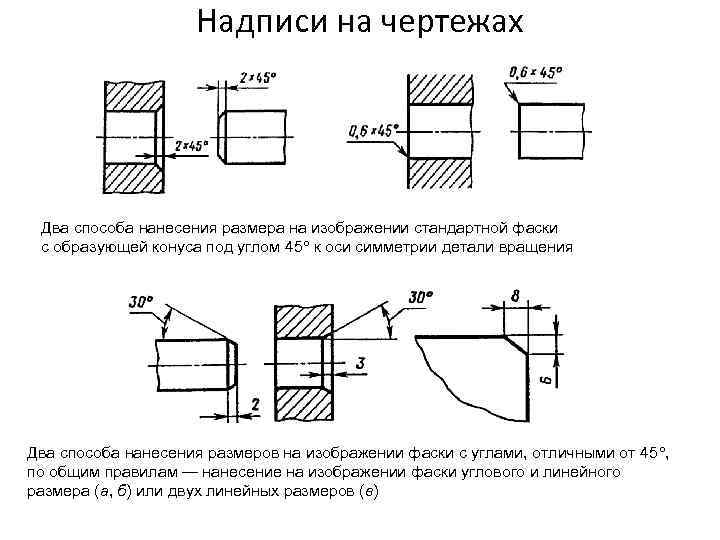
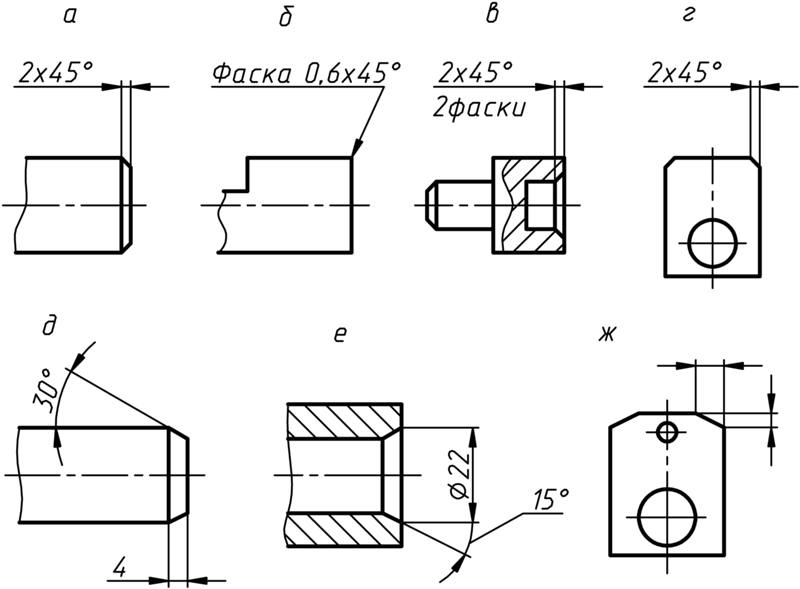
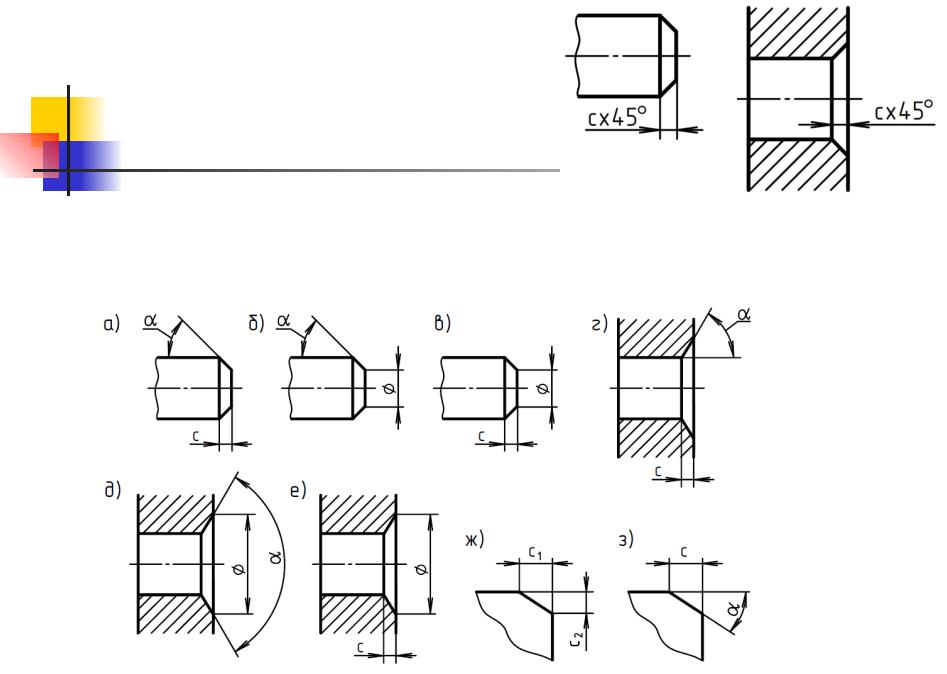
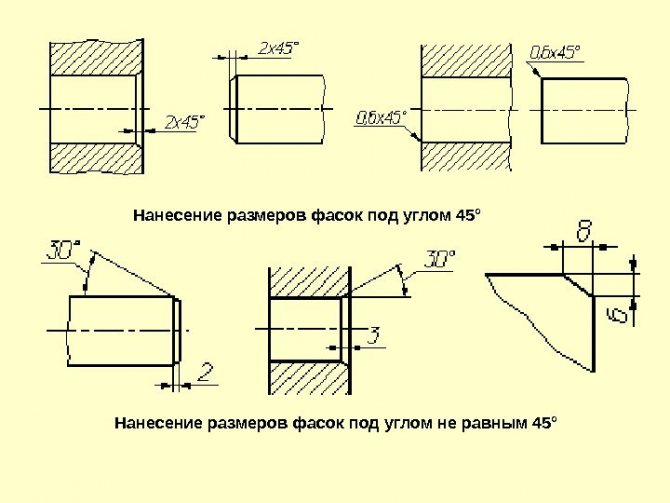
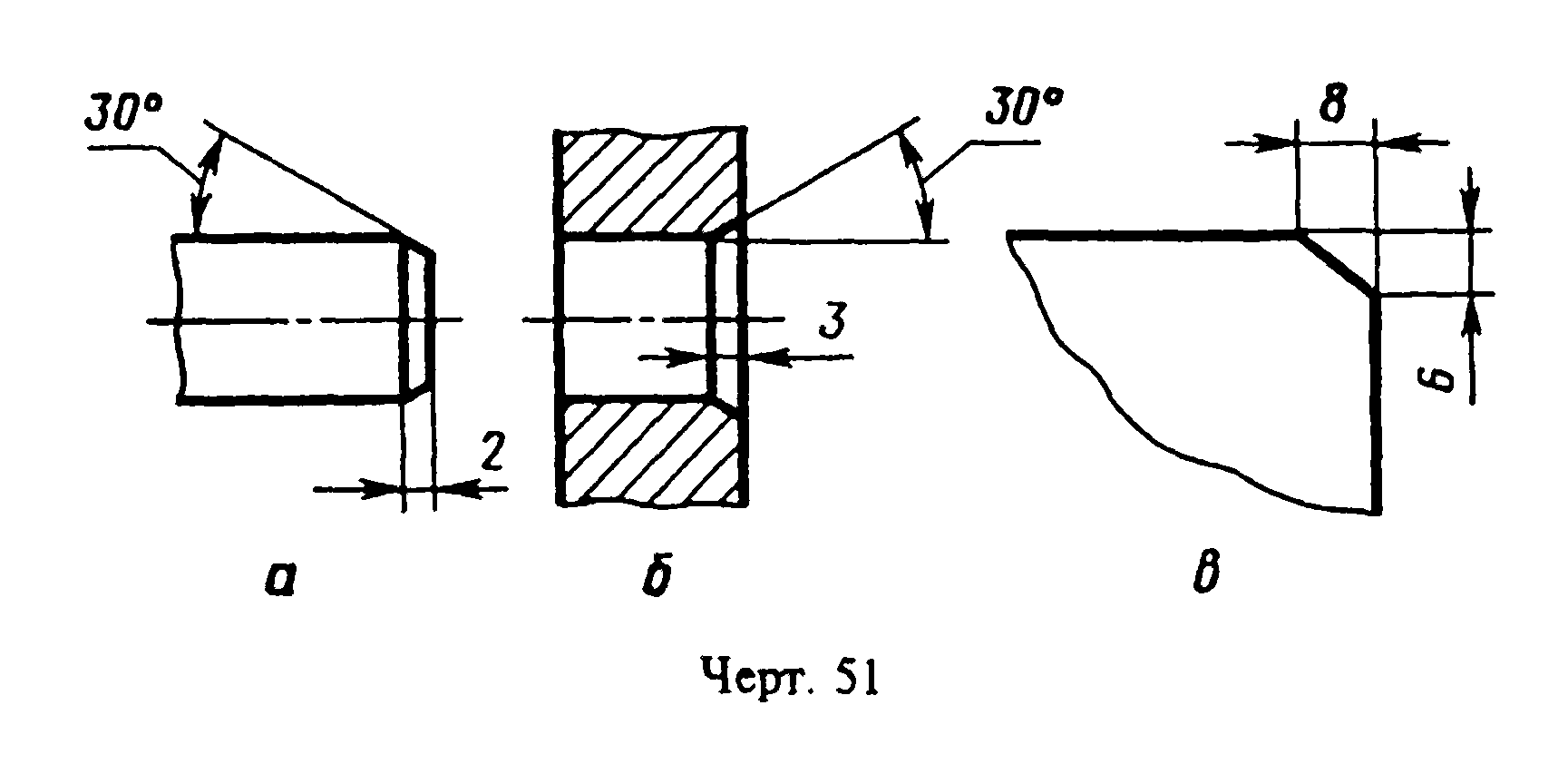
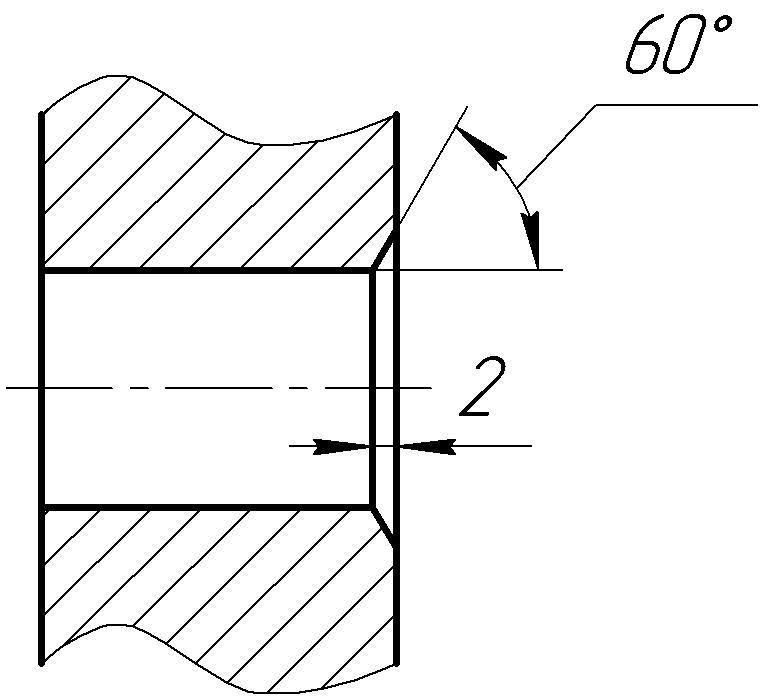
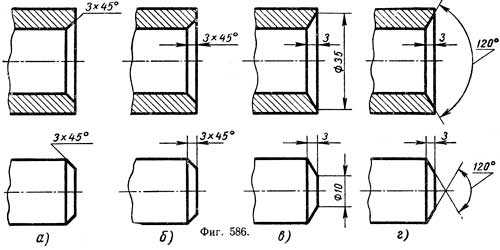
Нанесение размеров фаски — скошенной кромки стержня, бруска, отверстия — осуществляется либо простановкой двух линейных размеров (рис. 52, б), либо линейным и угловым размерами (рис. 52, в, г).
Если на чертеже встречается несколько одинаковых фасок, то размер наносят один раз так, как показано на рис. 52, в. Эта надпись означает, что снято две фаски размером 2 мм под углом 45°.
На чертежах необходимо проставлять габаритные размеры.
Габаритными размерами называют размеры, определяющие предельные величины внешних очертаний изделий. К габаритным размерам относятся размеры длины, ширины, высоты изделия.
Габаритные размеры всегда больше других, поэтому их на чертеже располагают дальше от изображения, чем остальные.
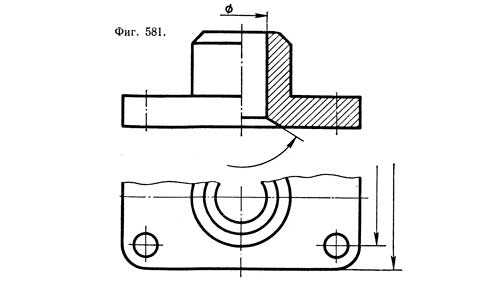
На рис. 53 (валик) — габаритными являются размеры 75 мм и 40 мм.
На рис. 53 (полуцилиндр) — к габаритным относятся размеры 80 мм, 50 мм.
На чертежах иногда наносят справочные размеры. Размеры, нанесенные на чертеже, но не подвергающиеся контролю, называют справочными. На чертеже они отмечаются знаком * (рис. 54). На месте расположения технических требований (над основной надписью) делают запись: * — размер для справок.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8778 — | 7507 — или читать все.
188.64.173.93 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Резцы, которые применяются для чистовой обточки
Для чистовой обточки необходимо применять резцы такой формы, которые обеспечат самое малое образование шероховатостей на обрабатываемых поверхностях. На этом этапе лучше использовать обычный проходной резец, если его применение позволяет обеспечить это требование. Случается, что при обработке различные вкрапления в сплаве металлов, из которого изготовлена деталь, вырываются, и тогда не ее поверхности возникают углубления. Добиться чистоты поверхности и предупредить возможность деформации позволит обработка деталей резцами, установленными на пружинном держателе. Резцы в этом случае будут сглаживать неровность, а не усугублять ее.
Этот метод демонстрирует свои наилучшие результаты при выполнении неоднократных проходов. Его применяют для выполнения индивидуальных заказов, так как он значительно снижает общую производительность.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
 Классификация сварных швов.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Универсальные кромкофрезерные станки
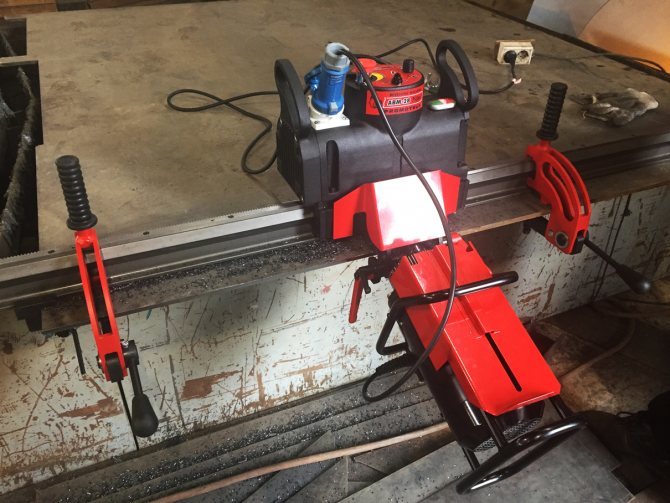
Если требуемая ширина фаски превышает 18 мм, то в таком случае следует выбирать станок кромкофрезерного типа. Более того, такие станки более универсальны, позволяют торцевать листы (фаска 0 градусов), выполнять фаску формы J, а также выполнять другие, специальные операции. Правда и стоимость таких машин значительно выше.
Мощный, универсальный кромкорез UZ-50
Позволяет снимать фаску до 62 мм. В несколько проходов, естественно. Одна из самых популярных высокопроизводительных кромкофрезерных моделей на рынке. Позволяет обрабатывать практически любые металлы — от обычной стали до HARDOX, брони. Особенностью является простота и универсальность применения. Благодаря 3D-манипулятору компенсируются неровности пола и листа, есть возможность обработки верхнего и нижнего края листов без кантования. Позволяет обрабатывать небольшие заготовки при помощи дополнительного приспособления — стола для мелких деталей. Оптимальный выбор для большого объемов производства.
 Кромкорез автоматический UZ-50
Кромкорез автоматический UZ-50
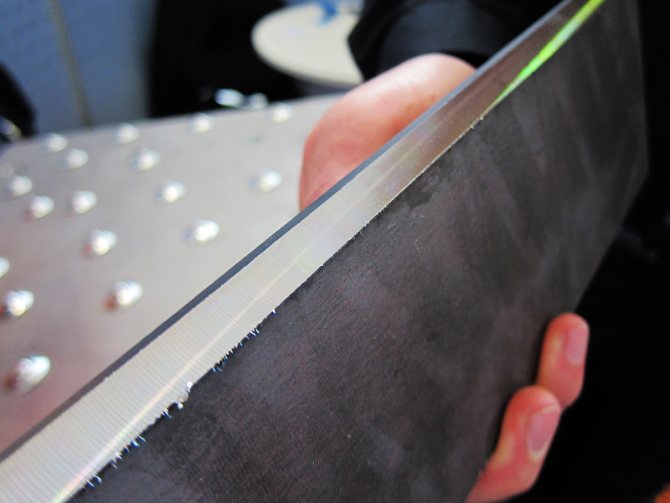
 Фаска, выполненная кромкорезом UZ-50
Фаска, выполненная кромкорезом UZ-50
Надежный ABM-28
Уникальная модель, позволяет обрабатывать кромку листов до 28 мм. Особенностью станка является жесткое крепление на направляющем рельсе, что позволяет выполнять операции торцевания (фаска 0 градусов), устранения серповидности листа. Максимальная универсальность благодаря возможности снятия фаски формы J, обработки нижнего края листа — фаска формы X и K. Преимущества данной модели — надежность, универсальность, невысокая стоимость!
 Кромкорез автоматический ABM-28
Кромкорез автоматический ABM-28
 Фаска, выполненная кромкорезом ABM-28
Фаска, выполненная кромкорезом ABM-28
Стационарный кромкорез UZ-30
Особенностью данного кромкореза является стационарное исполнение, благодаря которому значительно упрощается обработка большого потока мелких деталей. Максимальная ширина фаски до 30 мм. Также позволяет обрабатывать трубы диаметром от 200 до 1000 мм.
 Кромкорез автоматический UZ-30
Кромкорез автоматический UZ-30
 Фаска, выполненная кромкорезом UZ-30
Фаска, выполненная кромкорезом UZ-30
Это лишь краткий обзор наиболее популярных моделей. Если вам требуются специальные машины, например для снятия фаски шириной до 80 мм, снятия плакирующего слоя и других нестандартных задач — обращайтесь!
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.
Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Угол снятия фаски
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов — 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали.
Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.



Обозначение фаски на чертеже по ЕСКД
Выполнение чертежа является важной организационной частью. От точности обозначений и правильности составления зависит возможность функционирования одной детали или целого механизма
Поэтому для удобства чтения разработаны общие для всех правила, которые помогают правильно понимать проект.

На технических чертежах порой требуется отметить, что деталь имеет скошенный или закругленный край. Это необходимо либо для эстетически приятного вида, либо для более точного соединения и выполнения определенных функций. Подобное техническое решение называется фаской.
Чтобы точно изготовить элемент, который сможет выполнять необходимые функции, нужно не только точно начертить детали, но и верно отметить их параметры, чтобы мастер смог правильно изготовить элемент.
Обозначение на чертежах
Графическое изображение будущей конструкции, узла или агрегата изображается на чертежах в соответствии с Единой Системой Конструкторской Документации. Она определяет порядок и правила нанесения графических изображений, символов и обозначений для любого элемента. Собственно правильный чертёж позволяет производителю понять, как и каким инструментом должна выполняться обработка.
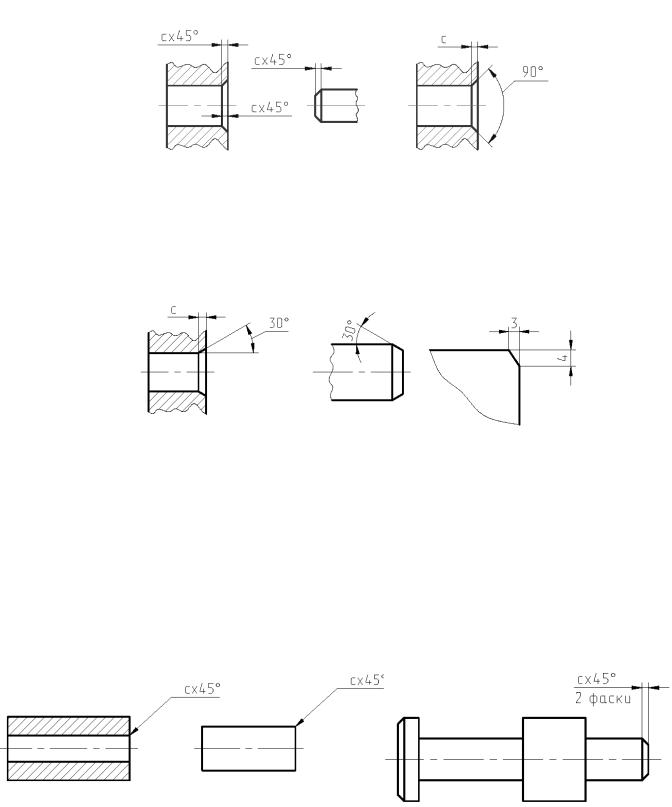
Для фасок на чертеже обозначают:
- ширину скоса;
- значение угла скоса (его величина меряется относительно главной оси детали или всего агрегата)
Обозначение таких параметров изготавливается в метрической системе измерений. Все линейные размеры обозначаются в миллиметрах, а угловые значения в градусах. В согласии с требованиями ЕСКД нанесение размеров наноситься в конкретных местах с указыванием, к какому элементу детали или механизма он относится.
На полке, которая графически объединена со стрелкой отмечается значение угла снимаемой фаски (к примеру, 45°).
При изображении симметричной выборки (под одинаковым углом или одинаковым катетом) разрешается указание одного значения. Нередко на чертежах указываются два линейных размера, которые определяют параметры снимаемой фаски.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
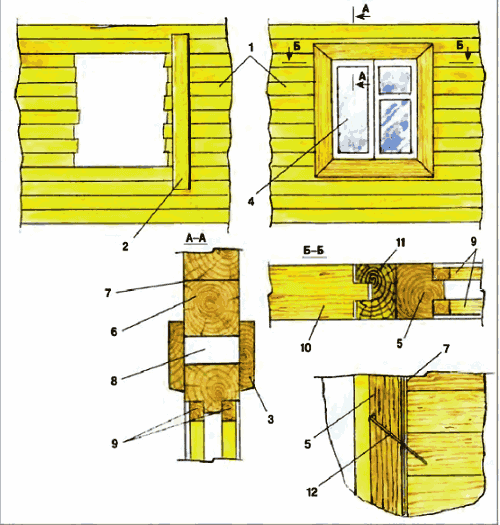
Как правильно установить окна в стене из бруса
Если проем в стене был сделан в черновом варианте (см. выше), то установку окна начинают с выпиливания проема под нужный размер. Для этого по границе пропила набивают рейку, поз.2 на рисунке, и цепной пилой по краю рейки отпиливают брусья.
 123456789101112
123456789101112
Затем дисковой пилой на торцах брусьев стены (простенка) вырезают шипы. На шипы, поз.10, насаживают пазом колоду, поз.11. Стыки уплотняют утеплителем. Колоду прибивают к брусу стены гвоздями, забиваемыми под углом, поз. 12. Так гвозди не будут препятствовать усадке сруба.
В подготовленный таким образом проем вставляют оконную коробку, которую крепят к колоде саморезами. Над оконной коробкой обязательно оставляют зазор, поз.8, для компенсации усадки сруба. Величина зазора 5-7 см. Зазор заполняют мягким утепляющим материалом.
Компенсационный зазор необходимо оставлять и над верхним торцом колоды.
Аналогичным образом готовят проемы и вставляют в стены из бруса двери.
После окончания сборки первого этажа дома, сруб перекрывают балками межэтажного или чердачного (если строение одноэтажное) перекрытия.
Могут быть конструктивным элементом . А могут выполнять и самостоятельную функцию.
На следующей странице описана конструкция ломанной крыши дома из бруса, где балки перекрытия этажа одновременно служат и элементом силового каркаса мансардной крыши.
Посмотрите видеоклип, в котором довольно подробно рассказывается и показывается технология монтажа сруба из строительного бруса.
Нанесение размеров на машиностроительных чертежах



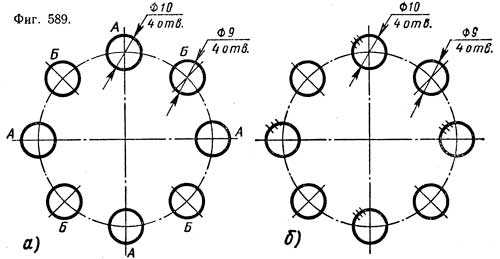 14) Допускается нанесение размеров одинаковых элементов по типу, указанному на чертеже (фиг. 590, а и б).
14) Допускается нанесение размеров одинаковых элементов по типу, указанному на чертеже (фиг. 590, а и б).
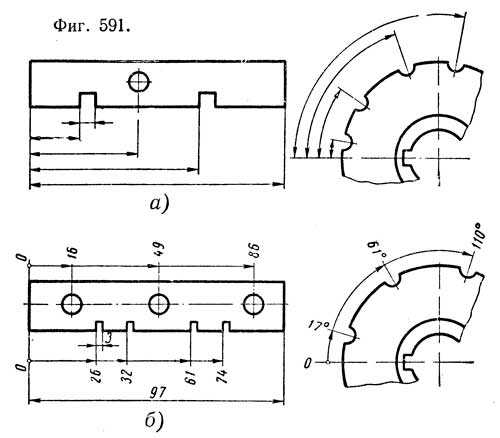
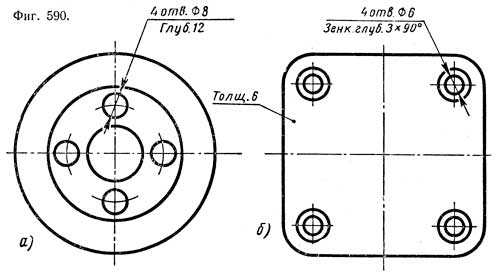 15) Ряд смежных размеров можно наносить от общей базы (фиг. 591, а).16) При большом количестве смежных размеров рекомендуется проводить одну размерную линию от отметки 0 (фиг. 591, б).
15) Ряд смежных размеров можно наносить от общей базы (фиг. 591, а).16) При большом количестве смежных размеров рекомендуется проводить одну размерную линию от отметки 0 (фиг. 591, б).
 17) Допускается координатный способ нанесения размеров с указанием размерных чисел в сводной таблице (фиг. 592).
17) Допускается координатный способ нанесения размеров с указанием размерных чисел в сводной таблице (фиг. 592). 18) На монтажных чертежах для указания глубины или высоты конструкции или ее элемента от какого-либо от-счетного уровня, принимаемого за нулевой, рекомендуется применять знак над которым наносят на полке размерное число (фиг. 593).
18) На монтажных чертежах для указания глубины или высоты конструкции или ее элемента от какого-либо от-счетного уровня, принимаемого за нулевой, рекомендуется применять знак над которым наносят на полке размерное число (фиг. 593).
19) На сборочных чер тежах металлических конструкций при указании размеров составляющих частей рекомендуется на первом месте наносить условный знак, схематически показывающий форму сечения, например 2 |_ 25 × 16 × 3 – 1200 (фиг. 594).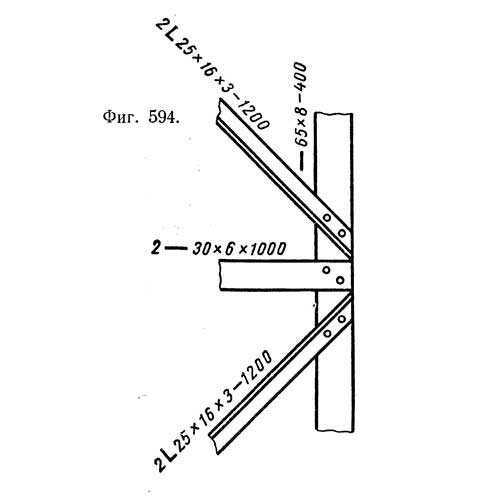 Условные знаки, показывающие формы сечений основных видов прокатной стали, показаны на фиг. 595.
Условные знаки, показывающие формы сечений основных видов прокатной стали, показаны на фиг. 595.
Читай далее: Базы для нанесения размеров….. Не менее полезным будет изучение материала: Выполнение эскиза детали…..





