

Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.

Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.
Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).

Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Правила эксплуатации
Чтобы правильно выполнить справку электромуфтовым аппаратом и получить высокое качество шва следует выполнить ряд определенных задач.
В первую очередь нужно обратить свое внимание на следующие моменты:
Чтобы, прогрев труб и муфты полностью соответствовал средней рабочей температуре.
Край трубы нужно отрезать четко под прямым углом к оси. Затем его нужно очистить и высушить. Для удаления абразивных веществ трубу можно промыть водой и протереть тряпкой, которая не оставляет следов.
Поверхность предмета следует защищать с помощью специального скребка
Использовать наждачную бумагу запрещается.
Для обеспечения плотного соединения достаточно важно придание трубам круглой формы.
Устанавливать муфту следует так, чтобы зазор распределился по объему равномерно. Сварочный аппарат всегда настраивается по диаметру муфты.
При использовании источников питания также следует соблюдать правила безопасности. Сварочный аппарат следует располагать на расстоянии не менее 1.5 метров от генератора. Электромуфтовый прибор выпускается производителем в полностью работоспособном состоянии.
После эксплуатации нужно провести качественный осмотр сетевого кабеля и наконечников. Устройство должно храниться в специальной упаковке в помещении при температуре окружающей среды. Переносить электромуфтовый аппарат можно в одиночку. Надеемся, что эта информация была полезной и интересной.
протяжка для проводов и кабелей.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото – фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото – стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.









Подготовка к монтажу
Участок, в котором будет производиться сварка, должен быть защищен от дождя, снега и других внешних воздействий. Также следует обеспечить одинаковые температурные режимы для свариваемых элементов и самого аппарата. На тот случай, если в процессе сварочных операций произойдет обрыв контакта между электродами и рабочей поверхностью с захватом нецелевой зоны, должен быть подготовлен зачистной инвентарь, который позволит своевременно очистить последствия нарушенной сварки. Для этих же целей применяются специальные растворы наподобие Tangit. Но лучше всего, если муфта электросварная с прилегающими участками соединения в ходе работы останется единственной открытой поверхностью – опять же, не считая сторонних приспособлений, оберегающих от дождя и т. д. Остальная зона должна быть защищена и от прямого термического воздействия.

Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.

Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Сварка встык: принцип соединения
Способы соединение ПЭ труб.
Использование сварки встык представляет собой простой нагрев торцов трубопровода из пластика, при котором все свариваемые элементы нагреваются до вязко-текучего состояния, после чего концы полиэтиленовых труб под давлением соединяются. При выполнении подобной работы изделие должно быть жестко зафиксировано, не допускаются сдвиги и другие движения во время самой сварки и остывания.
Такая технология очень проста, но возможна она не при всех ситуациях, только для соединения трубопроводов с одним диаметром и совпадающей маркой полиэтилена. Варить пластмассу с различными характеристиками при помощи подобного метода нельзя. Условия работы здесь следующие:
- толщина стенок трубы не должна быть меньше 4,5 мм;
- производить сварку можно только в диапазоне температур от -15 до +45 градусов;
- потребление электроэнергии при таком способе незначительное;
- при сварке нет необходимости использовать сложную технику;
- такой метод применяется только в том случае, когда есть возможность надежно зафиксировать концы пластиковых труб, для работы в сложных, труднодоступных местах сварка встык не годится – подходит только электромуфта.
Преимущество соединений при помощи электромуфт
Сварка полиэтиленовых труб идеально подойдет тогда, когда есть необходимость произвести ремонт труб в кратчайшие сроки.
Использование электромуфты для соединения полиэтиленовых труб любого диаметра преимущественно, когда стыковой метод сварки не столь удобен и практичен. Как правило, это канализационные колодцы, очень узкие и неудобные каналы, монтажные отверстия в фундаментах и стенах зданий. То есть метод сварки при помощи муфты отлично подходит в том случае, когда стыковочный станок поставить просто нельзя.
Еще одним преимуществом использования такого метода соединения является то, что он уместен при различных авариях, при повреждениях полиэтиленовых труб, когда устранить неполадки надо за кратчайшее время.
Кроме того, электросварка очень проста, не требует специальных знаний, готовность соединения легко установить при помощи специальных отверстий на муфте.
Для работы используются самые простые инструменты, включающие в себя только устройство для зачистки торцов трубопровода, непосредственно сами электромуфты и сварочный аппарат, предназначенный для соединения.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.
Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.При электромуфтовой сварке соединяются трубы равного диаметра.
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.
Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Сварка трубопроводов большого диаметра
Сущность процесса сварки при помощи электросварных фитингов на трубопроводах большого диаметра не меняется. Однако здесь для качественной работы потребуется использование дополнительных крепежных кронштейнов. Крепежи необходимы для удержания труб на одной направляющей оси и фиксации их в неподвижном состоянии.
Порядок работ следующий:
- трубы нарезают, зачищают;
- вставляют в фитинг и закрепляют неподвижно;
- подключают к клеммам контакты сварочного аппарата;
- дожидаются полного остывания места соединения;
- снимают крепления и проверяют герметичность стыка.
При работе с трубами большого диаметра напряжение варьируется в пределах 40-50 вольт, время нагрева муфты около 200 миллисекунд. Аппарат самостоятельно считывает нужные параметры и отключается, завершив работу.
Полиэтиленовые трубы низкого давления для наружных магистралей покрывают специальным составом, который защищает их от разрушительного действия внешней среды. Это покрытие никак не влияет на технологию и качество сварочных работ с использованием готовых фитингов.
Причины уникальности ПЭ
Можно говорить о заметной жесткости полиэтиленовых труб высокой плотности. Это объясняется крепкой связью данного продукта на молекулярном уровне. По этой причине производство считается крайне прочным.
Основное преимущество ПЭ низкого давления – это то, что он изготовлен из нефти. Такой материал устойчив к низким температурам, не выбрасывает в окружающую среду вредных веществ и не считается опасным для людей.
Согласно назначению, выделяют такие виды трубопровод из высокоплотного ПЭ:
- Технический (используется в канализации, при газоснабжении и изготовлении кабеля);
- Пищевой (применим при конструкции питьевых элементов).
В зависимости от способа соединения существуют разъемные (легко разбираются после пайки) и неразъемные (их отсоединить невозможно, применимы при высоком давлении).
Электросварная муфта
Муфта электросварная ― это современный элемент для соединения деталей пнд трубопровода, используется как совместно с литыми отводами, переходами, тройниками, но может использоваться и отдельно при сваривании двух полиэтиленовых элементов.
Электросварная муфта особенно подходит при монтаже в стесненных условиях, где нет возможности использовать габаритные сварочные аппараты. Так же ее используют на аварийных работах, обвязке водопроводных колодцев, при необходимости замены запорной арматуры.
Муфта электросварная предназначена для полиэтиленовых водонапорных, а так же газовых магистралей. При использовании муфт совместно с техническим трубопроводами следует быть особо внимательными, потому что, температура плавления электросварной муфты равна плавлению пнд из первичного полиэтиленового сырья, а технические имеют примеси, что снижает их температуру плавления.










Электросварная муфта ПНД SDR11
| DN ,мм | Dn ,мм | L ,мм | Масса,кг | Цена с НДС |
| 20 | 33 | 70 | 0,05 | 204 |
| 25 | 38 | 70 | 0,06 | 191 |
| 32 | 46 | 70 | 0,07 | 191 |
| 40 | 55 | 84 | 0,12 | 194 |
| 50 | 67 | 87 | 0,15 | 278 |
| 63 | 83 | 97 | 0,22 | 300 |
| 75 | 98 | 122 | 0,36 | 458 |
| 90 | 113 | 145 | 0,55 | 500 |
| 110 | 134 | 155 | 0,9 | 610 |
| 125 | 154 | 164 | 1,13 | 880 |
| 140 | 168 | 170 | 1,4 | 1260 |
| 160 | 191 | 173 | 1,9 | 1280 |
| 180 | 215 | 177 | 2,25 | 2080 |
| 200 | 236 | 182 | 2,53 | 2490 |
| 225 | 280 | 180 | 4 | 2530 |
| 250 | 315 | 220 | 7,8 | 4700 |
| 280 | 355 | 220 | 9,2 | 7260 |
| 315 | 400 | 220 | 11,2 | 7030 |
| 355 | 450 | 260 | 16,6 | 13180 |
| 400 | 500 | 290 | 18,6 | 15540 |
| 450 | 555 | 340 | 30 | 25540 |
| 500 | 600 | 360 | 39,75 | 22420 |
| 560 | 630 | 400 | 56,3 | 26950 |
| 630 | 710 | 440 | 71,6 | 90240 |
| 710 | 800 | 485 | 100 | 121190 |
Электросварная муфта пнд для труб полиэтиленовых с рабочим давлением 10 атм может изготавливается с отрытым нагревательным элементом. Это позволяет ускорить процесс монтажа за счет быстрой диффузии электросварной муфты, и как следствие, более быстрого остывания места сварки. Муфта пнд SDR17 есть для всех диаметров от 20мм до 900мм. Нагревательный элемент муфты, благодаря уникальной технологии занимает наилучшую позицию в момент сварки. В процессе производства электросварной муфты он укладывается таким образом, что не выступает за края изготовленных для него пазов, при этом имеет непосредственный контакт с пнд элементом в момент начала сварки. Поэтому электросварную муфту можно легко зафиксировать не повредив при этом нагревательный элемент, и благодаря легко удаляемым упорам правильно подготовить место сварки муфты. Поставки муфт пнд в Краснодар, Сочи, Новороссийск, Анапу, Геленджик, Армавир осуществляются на следующий день после оформления заказа.
Муфта электросварная SDR17
| DN ,мм | Dn ,мм | L ,мм | Масса,кг | Цена с НДС |
| 110 | 134 | 155 | 0,9 | 700 |
| 125 | 154 | 164 | 1,13 | 988 |
| 140 | 168 | 170 | 1,4 | 1185 |
| 160 | 191 | 173 | 1,9 | 1252 |
| 180 | 215 | 177 | 2,25 | 2398 |
| 200 | 236 | 182 | 2,53 | 2736 |
| 225 | 250 | 200 | 1,34 | 2650 |
| 250 | 280 | 220 | 3,5 | 5515 |
| 280 | 315 | 220 | 3,8 | 6280 |
| 315 | 355 | 220 | 4,6 | 7146 |
| 355 | 400 | 260 | 7,2 | 13280 |
| 400 | 450 | 290 | 11 | 14200 |
| 450 | 500 | 340 | 16,6 | 25400 |
| 500 | 560 | 360 | 20 | 24380 |
| 560 | 630 | 400 | 28 | 35560 |
| 630 | 710 | 440 | 40 | 59920 |
| 710 | 812 | 500 | 46 | 70890 |
| 800 | 900 | 500 | 70 | 125450 |
| 900 | 1050 | 500 | 86,3 | 194200 |
Google+
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.

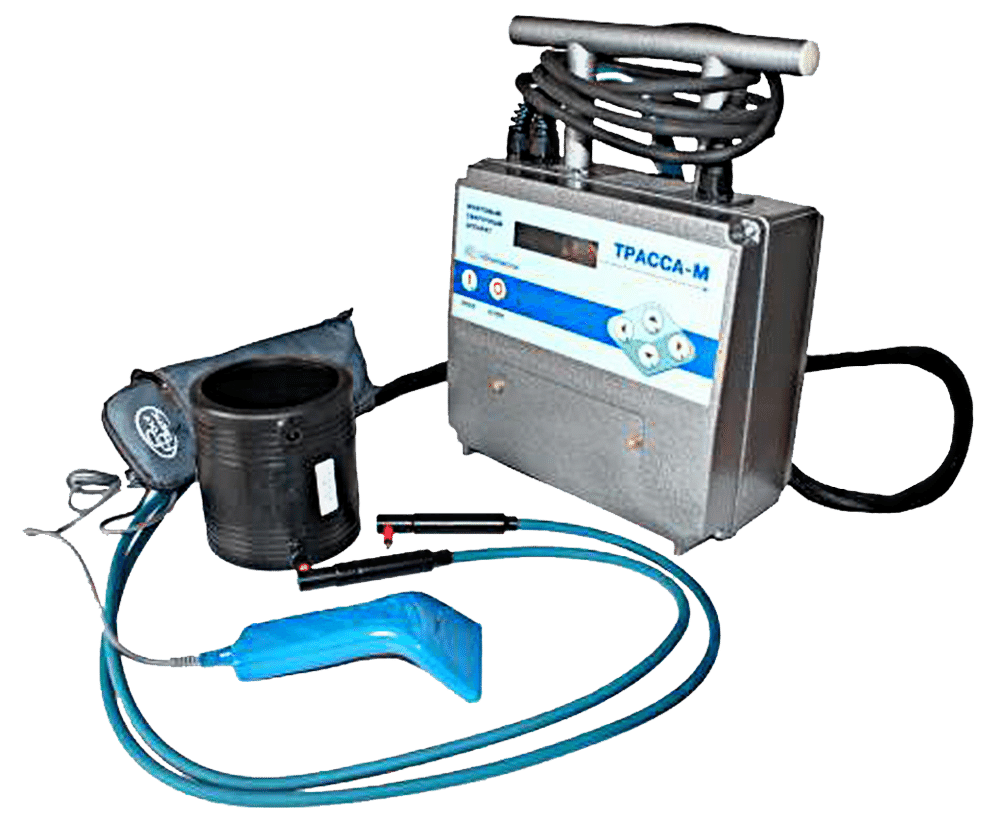
Аппарат для установки электросварных фитингов
Аппарат для монтажа электросварных муфт можно взять в аренду в специализированных магазинах.
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;

Подготовка труб к соединению
после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида; трубы предельно аккуратно фиксируются в фитинге
Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;. Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента. Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента
Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента.

Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;

Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.








Изготовление разъемных соединений
 Монтаж полиэтиленовых труб по данной технологии отнимает довольно много времени, однако по надежности он ничем не отличается от сварных работ. Для выполнения этих работ, нужны сами трубы подходящей длины, вся соединительная арматура – фитинги, фланцы и так далее.
Монтаж полиэтиленовых труб по данной технологии отнимает довольно много времени, однако по надежности он ничем не отличается от сварных работ. Для выполнения этих работ, нужны сами трубы подходящей длины, вся соединительная арматура – фитинги, фланцы и так далее.
Как правило, в этом случае используют пластмассовое или латунное изделие компрессионной разновидности. Если собирают канализационный трубопровод без давления, то можно применять раструбные детали, оснащенные эластичным уплотнителем.
Технология проведения работ по монтажу разборного соединения следующая:
- Труборезом отрезают требуемое количество трубы. Стараются это делать строго под прямым углом. Сами трубопроводы очищают от всех загрязнений.
- На трубе делают отметку, которая должна показывать, насколько глубоко будет входить она в фитинг до упора.
- Край следует смазать каким-нибудь скользящим веществом, чтобы собрать соединение было как можно легче.
- Берут фитинг и разбирают его за счет откручивания гайки на 2-3 оборота.
- Теперь остается только вставить в фитинг саму трубу и подтянуть гайку до упора.





