

Основные узлы ЭЭО-станков и их действие
Копировально-прошивочный станок
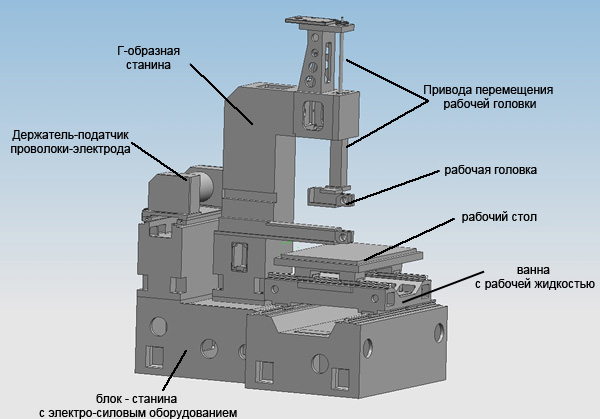
Типовой копировально-прошивочный станок вертикальной компоновки, снабжённый электрогидравлической системой привода рабочих органов, состоит из следующих узлов:
- Г-образной станины, регулируемой по высоте.
- Рабочей головки, в которой смонтирован узел электрода-инструмента.
- Привода двухкоординатного перемещения рабочей головки (на некоторых типоразмерах станков имеется ещё и орбитальная головка, благодаря которой электрод-инструмент может вращаться).
- Рабочего стола, на котором закрепляется обрабатываемая заготовка.
- Ванна с рабочей жидкостью, которая снабжена винтовой передачей для своего подъёма-опускания.
- Электродвигателей: главного привода, привода рабочей ёмкости и орбитальной головки.
- Системы управления.
В самостоятельном корпусе размещается шаговый генератор импульсов, который включается в общую электрическую схему станка. Эти устройства должны отвечать следующим требованиям:
- Отличаться возможно более высоким КПД;
- Стабилизировать во времени все параметры электрического разряда;
- Иметь возможность максимального регулирования рабочей частоты импульса;
- Обеспечивать такие параметры электрического разряда, при которых износ электрода-инструмента, производительность процесса и качество обработки заготовки будут оптимальными.
Отечественные генераторы импульсов системы ШГИ оснащаются встроенными регуляторами подачи электрода-инструмента и блоками предотвращения короткого замыкания.
Узлы подачи рабочей головки в станках, использующих для ЭЭО нестационарный электрический разряд, могут быть трёх основных типов – соленоидного, электромеханического и электрогидравлического. Первый применяется в установках малой мощности, второй – преимущественно для агрегатов, производящих электроискровое разрезание. Наиболее универсальным считается электрогидравлический привод. Его недостатки – несколько меньшая производительность на вспомогательных переходах и необходимость в дополнительных площадях под гидравлические компоненты, ответственные для очистки и перекачки рабочей среды.
Электродуговые станки
Электродуговые станки состоят из:
- Станины рамного типа.
- Рабочей головки с электродом-инструментом и контрольно-следящей системой его перемещения во время ЭЭО.
- Насосной станции для прокачки рабочей жидкости под повышенным давлением (это необходимо для повышения качества ЭЭО стационарным дуговым разрядом).
- Герметизирующей камеры, внутрь которой устанавливается заготовка.
- Рабочего стола.
- Источника питания постоянного тока.
Рабочий цикл такого оборудования включает в себя установку на стол заготовки, подлежащей ЭЭО, последующего размещения герметизирующей камеры, подвода инструментальной головки с электродом-инструментом и включения насосного привода подачи рабочей среды. После этого включается источник питания, возбуждается дуговой разряд и производится обработка. Подача электрода-инструмента выполняется автоматически. По достижении требуемого значения напряжения на дуге происходит пробой межэлектродного промежутка, и возникающий столб дуги, сжатый потоком рабочей среды производит размерное формообразование. Продукты эрозии удаляются насосной установкой через рабочие отверстия в электроде-инструменте.
Виды электроэрозионной обработки

Существует три основных типа EDM. Это;
- Die Sinker или EDM “Ram”
- Электроэрозионный электроэрозионный станок или нож для сыра
- Сверление отверстий или электроэрозионный электроэрозионный станок
Важно отметить, что все эти три типа работают по принципу эрозии, вызываемой электрическим разрядом. Чтобы лучше понять, давайте рассмотрим каждый тип электроэрозионной обработки, предлагаемый в Китае
Чтобы лучше понять, давайте рассмотрим каждый тип электроэрозионной обработки, предлагаемый в Китае.
1. Плашки Sinker / Ram EDM
Электроэрозионный электродвигатель с грузилом, который также называют электроэрозионным станком с плунжером, электроэрозионным станком с полостью или объемным электроэрозионным электродвигателем, состоит из электрода и детали, погруженных в защитную жидкость, например, чаще всего в масло или, реже, в другие диэлектрические жидкости.
Электрод и заготовка напрямую подключены к надежному источнику питания. Источник питания создает электрический потенциал между двумя секциями. Когда электрод движется к заготовке, в жидкости происходит пробой диэлектрика, образуя плазменный канал, и отскакивает небольшая искра.
Эти искры, как правило, возникают по одной, поскольку маловероятно, чтобы различные области в межэлектродном пространстве имели одинаковые электрические характеристики, которые могли бы вызвать одновременное зажигание искры в каждой такой области.
Эти искры возникают в большом количестве на явно нерегулярных участках между электродом и заготовкой. По мере того как основной металл разрушается и искровой промежуток в нем увеличивается, электрод автоматически опускается машиной, чтобы процедура могла продолжаться непрерывно.
Каждую секунду происходит несколько сотен тысяч искр, а фактический рабочий цикл определяется параметрами компоновки. Эти управляющие циклы в некоторых случаях известны как «вовремя» и «не вовремя».
2. Электроэрозионный электроэрозионный станок.
При электроэрозионной обработке проволокой (WEDM), иначе называемой электроэрозионной обработкой и проволочной резкой, небольшая одножильная металлическая проволока, обычно металлическая, пропускается через заготовку, погруженную в резервуар с диэлектрической жидкостью, обычно деионизированной водой.
Электроэрозионный электроэрозионный станок обычно используется для резки листов толщиной до 300 мм, а также для изготовления штампов, инструментов и штампов из твердых металлов, которые трудно обрабатывать различными методами ЧПУ.
Проволока, за которой постоянно ухаживают с катушки, удерживается между верхними и нижними ромбами, которые направлены на напор воды.
Основным ограничением электроэрозионной обработки является то, что она не может проходить через весь материал.
3. Отверстие EDM
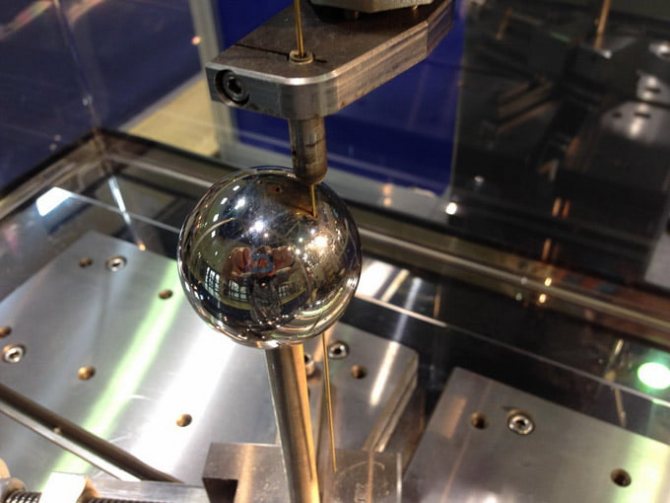
Сверление отверстий EDM предназначено для создания быстрых, точных, небольших и глубоких отверстий. Теоретически это очень похоже на грузило EDM; однако электрод представляет собой вращающуюся трубку, пропускающую поток диэлектрической жидкости под давлением.
Он может проделать отверстие диаметром один дюйм за одну минуту. Это хороший метод обработки отверстий в материалах, которые неоправданно трудно поддаются обработке спиральным сверлом.
Этот метод электроэрозионного сверления широко используется в аэрокосмической промышленности для создания охлаждающих отверстий в лопастях и других компонентах самолетов.
Он также используется для проходки отверстий в лопатках современных газовых турбин, в формах, штампах и даже в подшипниках.
В любых обстоятельствах лучшие компании по электроэрозионной обработке всегда смогут решить, какой метод лучше всего подойдет для вашего материала.
Конструкция электроэрозионного станка
Станки такого типа состоят из следующих узлов:
- Защитный щиток барабана.
- Барабан проволочный.
- Подвижный стол проволочного барабана.
- Концевики-ограничители для настройки использования намотанной проволоки на барабане, а также кнопки для переключения направления вращения.
- Регулировка подачи СОЖ снизу и сверху.
- Панель, предназначенная для управления устройством.
- Шкаф электрооборудования устройства.
- Конические опоры станка, настраиваемые по высоте.
- Литая станина коробчатого типа, отлитая из чугуна.
- Проушины монтажные.
- Колесо, предназначенное для вертикальной подачи верхнего рукава.
- Колонна.
- Осветительная лампа.
- Механизм, позволяющий осуществлять наклон проволоки.
- Нижний рукав, состоящий из двух направляющих роликов и одного твердосплавного электрода.
- Рабочий стол.
- Кожух рабочего стола, защищающий от брызг.
- Верхний рукав, состоящий из трёх направляющих роликов и двух твердосплавных электродов.
- Колёса для подачи рабочего стола.
Далее будут рассмотрены более подробно несколько отдельных частей механизма электроэрозионных станков.
Станина станка
Данная деталь отливается из чугуна. В камере сняты внутренние напряжения. Внутреннее пространство станины предназначено для монтажа электрооборудования, так как сама станина имеет коробчатый тип. Рабочая часть станины в прецизионно отшабрена и отшлифована в некоторых местах, а именно: на каретке барабана, на креплениях колонны и на направляющих рабочего стола.
Рабочий стол станка
 Это очень важная составляющая электроэрозионного станка. Состоит рабочий стол из двух плит, которые установлены на шарико-роликовые направляющие. Плиты устанавливают друг над другом.
Это очень важная составляющая электроэрозионного станка. Состоит рабочий стол из двух плит, которые установлены на шарико-роликовые направляющие. Плиты устанавливают друг над другом.
Если существует потребность в перемещении стола, то нужно задействовать два шаговых двигателя. Делается это при помощи двух шарико-винтовых пар. Также можно менять положение рабочего стола вручную, при этом используя колесо подачи, которые закреплены всё на тех же валах шарико-винтовых пар.
Проволочный конвейер
Данная часть станка состоит из проволочного барабана, а также системы роликовых направляющих, которые размещены в нижнем и верхнем рукавах.
Управляющий компьютер и генератор могут быть размещены либо в стойке, либо в рабочем столе с тумбой. Отличия лишь в стоимости устройства, монолитности компоновки, а также в дизайне всего оборудования.
Принцип работы электроэрозионного станка
После того как выше были рассмотрены конструктивные аспекты существующих электроэрозионных станков, следует разобраться в принципе их работы. Нельзя не упомянуть, что процедуры обработки деталей, которые применяются на устройствах такого типа, позволяют достигать просто поразительных результатов.
Для начала пару слов о том, что такое электрическая эрозия, ведь как мог уже догадаться читатель из названия станка, именно эта реакция стоит в основе работы таких устройств.
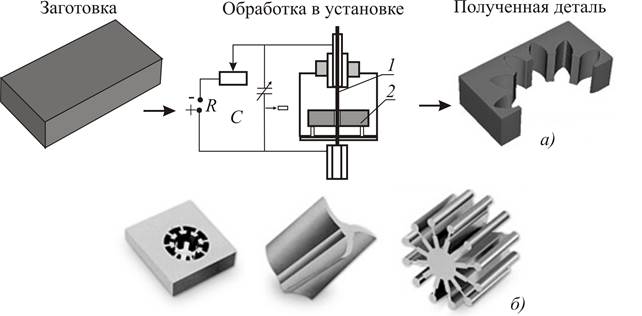
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей, который называется электроэрозионным.



Сама электроэрозионная обработка осуществляется путём изменения размеров, формы, шероховатости и свойств поверхности обрабатываемой заготовки под влиянием электрических разрядов в результате электрической эрозии, воздействующих на заготовку при обработке.
Из-за того, что в зоне разряда действуют весьма высокие температуры (8000 — 12000 градусов по Цельсию), металл подвергается следующим изменениям: нагрев, затем последующее расплавление и даже частичное испарение. Для того чтобы получить такие высокие температуры в зоне разряда, создаётся большая концентрация энергии, которая достигается благодаря генератору электрических импульсов. Сам процесс электроэрозионной обработки происходит в рабочей жидкости, а именно в дистиллированной воде. Она заполняет пространство между имеющимися электродами. Одним из этих электродов является сама заготовка, а вторым — электрод-инструмент (электрод трубчатый).
Под действием сил, которые возникают в канале разряда, а также благодаря тому, что электрод быстро вращается, происходит выброс уже жидкого и парообразного металла из зоны разряда в окружающую его рабочую жидкость, а затем его застывание в ней с образованием отдельных мелких частей. В заготовке, под действием импульса тока, образуется отверстие. Кроме этого, можно наблюдать угар электрода-инструмента, происходящий параллельно образованию отверстия.
Следует заметить, что электрод-инструмент обязательно должен быть изготовлен из материала с высокой эрозионной стойкостью. Такими материалами, которые обладают таким важным качеством и которые способны обеспечить стабильность протекания процесса электроэрозии, являются: вольфрам, графит, алюминий, латунь, медь и графитовые материалы. Обычно в таких станках используются медные или латунные трубчатые электроды.
Технологический процесс
Технология электроэрозионной обработки металлов выполняется разными методами.
Комбинированный способ. Характеризуется объединением нескольких методов обработки – электроэрозионный с механическим. Такое объединение позволяет уменьшить влияние недостатков обработки и повысить эффективность.
 Схема электроэрозионной обработки металлов
Схема электроэрозионной обработки металлов
Электроэрозионно-химическое шлифование. Суть метода состоит в сочетании способа подачи электричества и электролита. Что позволяет изменять формы детали и улучшать качества поверхности.
Абразивная обработка с воздействием электрического разряда. Данный метод позволяет менять степень шероховатости металла. От пескоструйной очистки отличается более точными результатами.
Анодно-механический способ обработки металла. Операция выполняется в жидкости. Образованная в результате плёнка на детали счищается механически.
Упрочнение. Метод позволяет создать более прочную поверхность металла.
Объёмное копирование. Электрод выполняется в форме уменьшенной копии требуемой конфигурации.
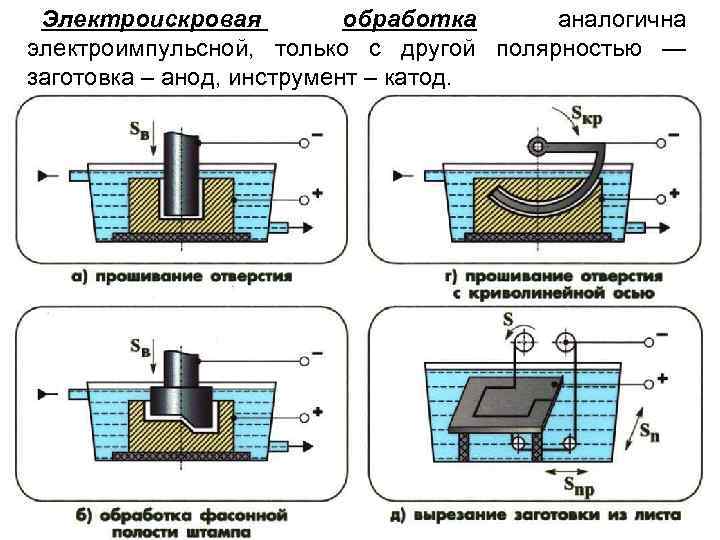
Прошивание – метод создания отверстий установленной конфигурации.
Маркировка, изготовленная электроэрозионным способом более долговечна и легко выполнима.
Электроэрозионная резка. Электрод бесконтактным способом прожигает металл. Контуры детали отличаются высоким качеством.
Шлифование предназначено для производства матриц вырубных штампов из твердосплавных металлов, магнитов. Метод позволяет снимать большой слой металла без деформации заготовок, исключается вероятность замыкания при изготовлении электромагнитов.
 Электроэрозионная резка металла
Электроэрозионная резка металла
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.

Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
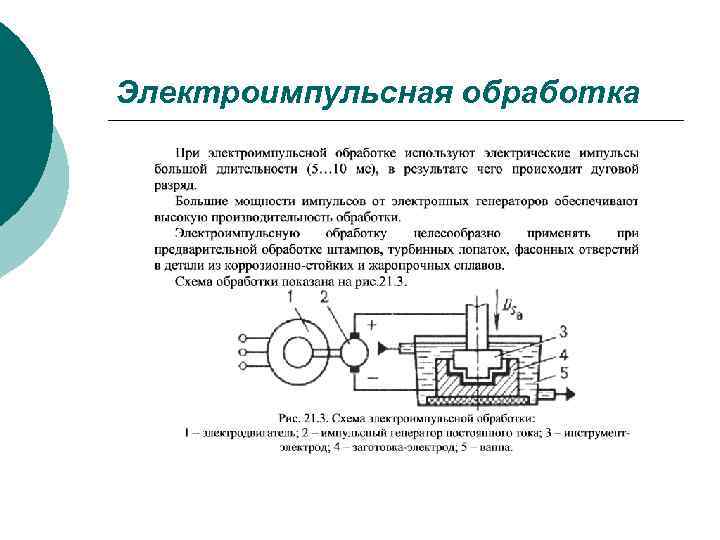
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.

Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.

Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Электроэрозионные прошивные станки
Электроконтактная прошивочная обработка металлов заключается в воздействии точечного электрода с заданной формой поперечного сечения, от которого зависит форма эрозионного углубления в заготовке. Применяются они для обработки:
- нержавеющих сталей;
- инструментальных сплавов;
- титана;
- закаленной стали.
Но работать могут со всеми видами токопроводящих материалов, когда требуется изготовление отверстий или углублений большой глубины с минимальным диаметром и точной геометрией сечения.
Одной из самых сложных операций прошивочного станка является изготовление резьбовых отверстий в тугоплавких материалах высокой прочности. В этом случае используются только станки с ЧПУ. Электрод из тонкой проволоки заводится внутрь отверстия и перемещается в продольном и поперечном направлении (по осям X,Y, с одновременным перемещением по оси Z). Получается отверстие со сложной конфигурацией стенки, резьбовой или иного профиля.
Электроконтактная обработка позволяет получать высокоточные оттиски штампов, пресс-форм или иных малогабаритных деталей. В этом случае электрод является миниатюрной копией требуемого изделия, изготовленной из меди или графита. В зависимости от полярности соединения на заготовке получаются четкие углубления или не менее четкие выступы. Такие электроэрозионные станки производятся как в стационарном, так и в настольном исполнении (например, G11 ARAMIS (Чехия)).
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
Условно процесс можно разделить на два технологических этапа.
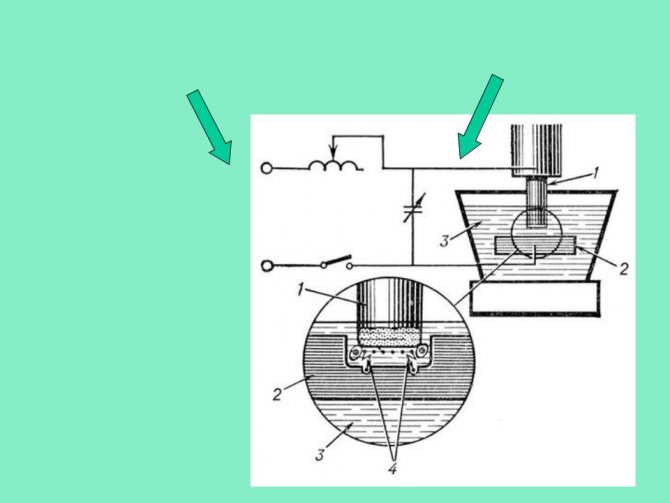
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.
![Электроэрозионная обработка металлов [описание, технология]](https://domdetaley.ru/wp-content/uploads/6/b/9/6b93ad0114e1ef46199d8e8bccb372c2.jpeg)




Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
В зависимости от реализуемого способа обработки и инженерного решения в конструкции станка, параметры импульсов, технология их генерирования и ряд других факторов в различных моделях электроэрозионных установок могут отличаться. Но принцип работы оборудования остается прежним.
Приложенное напряжение «пробивает» зазор между электродом и «болванкой», в результате чего возникает так называемый «плазменный канал», характеризующийся высокой температурой. У основания этого «столба» появляется расплав металла, который удаляется из рабочей зоны.
В принципе, такую «чудо-машину», как электроэрозионный станок, можно изготовить самостоятельно. Но кажущаяся простота сборки обманчива. Прежде чем приниматься за работу, следует оценить свои силы. Главная сложность, с которой столкнется «домашний умелец» – монтаж (а перед этим точный расчет параметров) искрового генератора
Кроме того, эксплуатация данного станка требует особой осторожности, так как емкость с маслом в любой момент может воспламениться
Автор не ставит целью отговорить читателя от самостоятельного изготовления бытового электроэрозионного станка, но обратить внимание на ряд моментов просто обязан
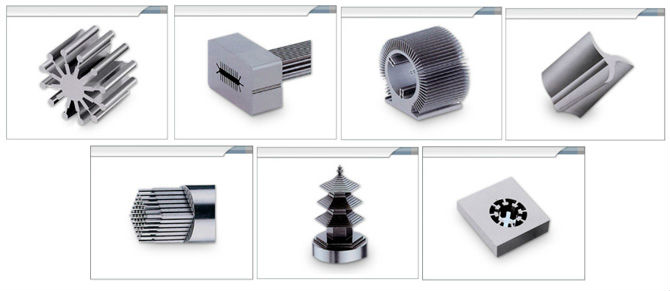
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
- получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой;
- выборка материала на любую глубину с внутренних поверхностей образцов;
- выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных);
- изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
Виды оборудования и методы обработки
Описать работу электроэрозионного станка можно так: взять заряженный конденсатор и поднести его электродами к металлической пластине. Во время короткого замыкания происходит разряд конденсатора. Яркая вспышка сопровождается выходом энергии (высокой температуры). В месте замыкания образуется углубление вследствие испарения некоторого количества металла от высокой температуры.
На технологическом оборудовании реализованы различные виды получения электрических разрядов. Среди основных схем выделяются:
- электроискровая;
- электроконтактная;
- электроимпульсная;
- анодно-механическая.
Реализуя одну из схем на практике, изготавливают станки. На принципе электрической эрозии были выпущены следующие станки в разных модификациях:
- вырезной;
- проволочный;
- прошивной.
Электроискровой станок работает за счет искрового генератора. Генератор — это накопитель энергии, который дает электрический импульс. Для постоянной подачи импульсов организуется конденсаторная батарея.
Чтобы организовать электрическую цепь, катод подключают к исполнительному инструменту, а анод — к обрабатываемой детали. Постоянное расстояние между электродом и деталью гарантирует однородность протекания процесса. При вертикальном опускании электрода на деталь происходит прошивка металла и образование отверстия, форма которого задается формой электрода. Так работает электроэрозионный прошивной станок.
Для изготовления деталей из твердосплавных и труднообрабатываемых деталей используется электроэрозионный проволочный станок. В качестве электрода в нем выступает тонкая проволока. При испарении металла на поверхности обрабатываемой детали образуются окислы, обладающие высокой температурой плавления. Для защиты от них процесс проводят в жидкой среде или масле. Во время искрообразования жидкость начинает гореть, забирая кислород и другие газы из рабочей зоны.
Физические и химические основы электроэрозии
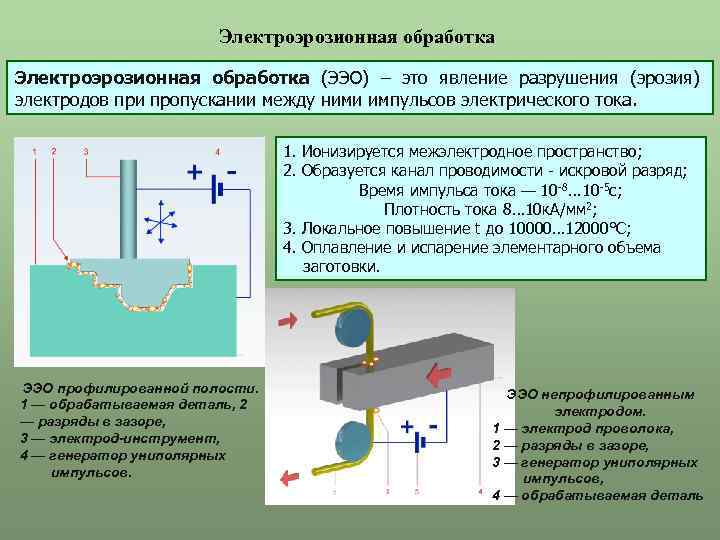
Электроэрозионная обработка (ЭЭО) — это технология, которая позволяет разрушать поверхность металлических изделий с помощью электрических разрядов. Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Технология электроэрозии позволяет изменить размеры, форму металлических деталей — ее можно использовать для создания отверстий, для шлифовки, для обработки фасонных полостей, для создания углублений и так далее. Технология является очень точной и надежной, что позволяет использовать для высокоточной обработки металлов.
На физическом уровне ЭЭО выглядит так:
- Для электрической эрозии применяются станки, которые имеет приблизительно одинаковую конструкцию. Главным их элементом является обрабатывающий инструмент-электрод, который выступает в роли резака. Вторым важным элементом является сама обрабатываемая деталь. Третий элемент — источник постоянного тока, к которому подключаются электрод и обрабатываемая деталь.
- Чтобы избежать перегрева деталей, обработка выполняется в жидкой среде. В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления.
- Установка может работать в двух режимах — электроискровой и электроимпульсный. В случае электроискрового режима ток подается таким образом, что электрод выступает в роли минус-катода, а сама деталь — плюс-анода. Во время работы электрод генерирует электрическую дугу, которая ионизирует поверхность металлической заготовки. Ионы имеют очень высокую температуру, что приводит к расплавлению металла с образованием небольшой лунки. Чтобы не расплавить электрод-катод, электричество подается короткими импульсами. Длительность подачи электричества для генерации 1 импульса — 0,001 секунд. Во время электроискровой обработки срезается небольшое количество металла, поэтому эту технологию используют для финальной обработки заготовки.
- В случае электроимпульсного режима работы меняется электрическая полярность. На электрод подается положительный ток, а на деталь — отрицательный. Это также приводит к образованию ионизированной плазмы, которая прожигает металл с образованием лунки-углубления. Однако из-за особенностей кристаллической решетки металлов генерируется более мощный поток ионов, поэтому электроимпульсный режим мощнее электроискрового в 10-11 раз. Чтобы защитить электрод от расплавления, ток подается небольшими порциями, где длительность подачи 1 импульса составляет 0,001 секунд. Электроимпульсный режим из-за повышенной мощности используется для черновой обработки, а также для резки сверхпрочных металлических сплавов.

Частички металла, которые срезаются ионным потоком, попадают в жидкость-диэлектрик. Они не растворяются, а находятся в диэлектрике в виде мелкой взвеси. Сперва частички обладают очень высокой температурой, однако при контакте с жидкостью они быстро остывают, достигая температуры окружающей среды. После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
Электроэрозионный станок — принцип работы, устройство и назначение
Обработка материалов с плотной структурой ручным способом малоэффективна, так как требует больших трудозатрат и не обеспечивает высокой точности. Среди установок, которые позволяют в какой-то степени или полностью (зависит от вида и модели) автоматизировать процесс, электроэрозионные станки менее известны, хотя они и отличаются уникальными возможностями, что выгодно выделяет их среди большинства «собратьев» по станочному парку.
Об особенностях, принципе работы и специфики применения электроэрозионных станков и будет рассказано в предлагаемом читателю материале.
Общая информация
- Независимо от модели, электроэрозионные станки имеют ограничение по обработке деталей. Они могут использоваться для выполнения различных операций лишь в том случае, если образец изготовлен из материалов категории «токопроводящие» (металлы, сплавы).
- Существует несколько методик электроэрозионного воздействия на изделие, отличающихся как способом подачи электрических разрядов, так и параметрами импульсов. В соответствие с этим, все подобные станки позволяют изготавливать детали по-разному, в зависимости от ожидаемого результата.
- Несомненный плюс электроэрозионных установок – возможность ведения обработки образца одновременно по разным направлениям.
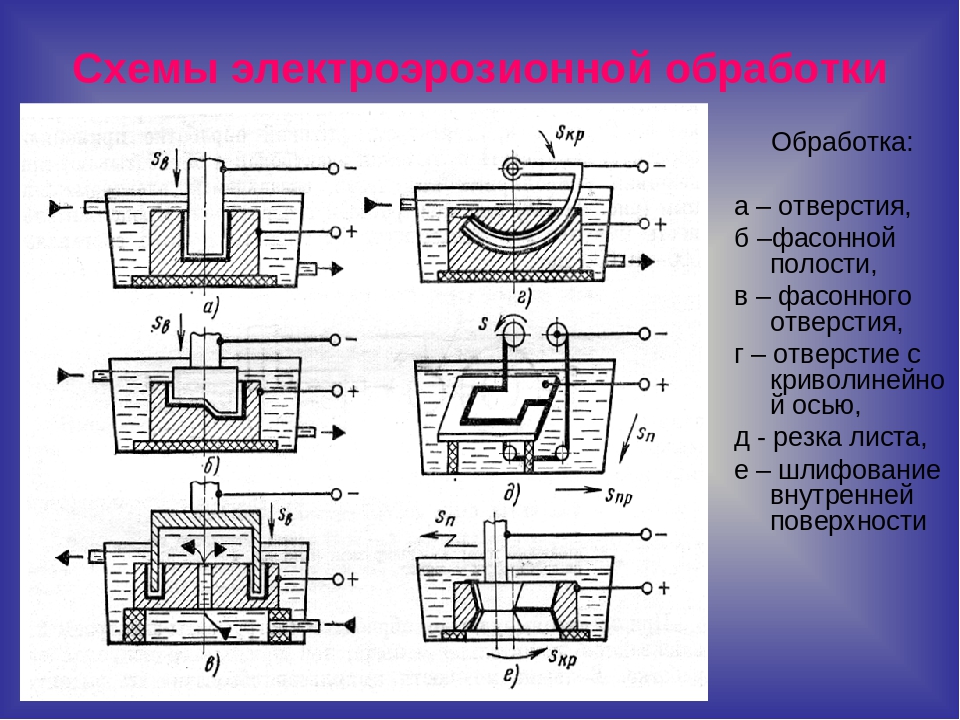
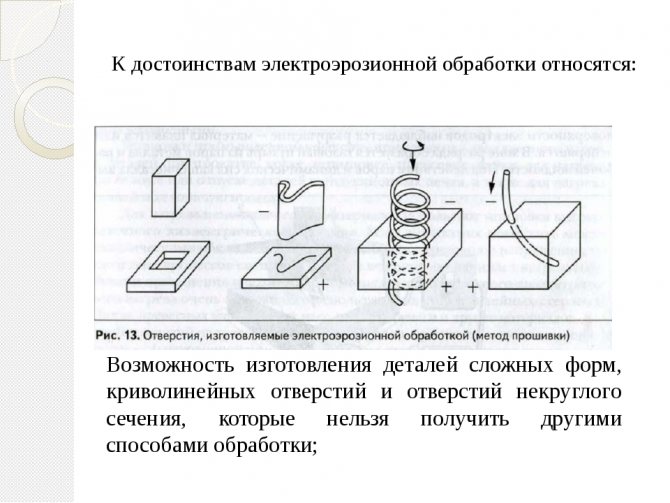
Что может получиться в результате, показано на схемах (наиболее распространенные варианты использования электроэрозионных станков).
Виды технологических операций
- Упрочнение структуры.
- Шлифовка.
- Маркирование.
- Вырезание.
- Доводка.
- «Прошивка».
- Отрезка.
- Объемное копирование.
- Обработка:
- электроэрозионно-абразивная;
- анодно-механическая;
- электрохимическая;
- комбинированная.
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
- получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой;
- выборка материала на любую глубину с внутренних поверхностей образцов;
- выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных);
- изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
Условно процесс можно разделить на два технологических этапа.
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.


![Электроэрозионная обработка металлов [описание, технология]](https://domdetaley.ru/wp-content/uploads/f/2/0/f2071665d26f662dee06c05fd235c837.jpeg)



Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
В зависимости от реализуемого способа обработки и инженерного решения в конструкции станка, параметры импульсов, технология их генерирования и ряд других факторов в различных моделях электроэрозионных установок могут отличаться. Но принцип работы оборудования остается прежним.
Приложенное напряжение «пробивает» зазор между электродом и «болванкой», в результате чего возникает так называемый «плазменный канал», характеризующийся высокой температурой. У основания этого «столба» появляется расплав металла, который удаляется из рабочей зоны.
В принципе, такую «чудо-машину», как электроэрозионный станок, можно изготовить самостоятельно. Но кажущаяся простота сборки обманчива. Прежде чем приниматься за работу, следует оценить свои силы. Главная сложность, с которой столкнется «домашний умелец» – монтаж (а перед этим точный расчет параметров) искрового генератора
Кроме того, эксплуатация данного станка требует особой осторожности, так как емкость с маслом в любой момент может воспламениться
Автор не ставит целью отговорить читателя от самостоятельного изготовления бытового электроэрозионного станка, но обратить внимание на ряд моментов просто обязан
Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.
- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.

Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Если производить многократную искровую обработку, то процесс испарения мельчайших частиц в зоне искрения будет более заметным. Произойдет разогрев металла. Поэтому для снижения температуры подается охлаждающая жидкость.
Схема искрового генератора:
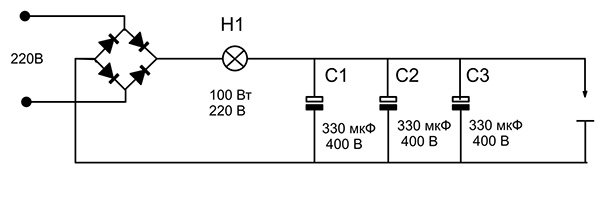
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Чтобы произвести следующий электрический разряд и выжигание еще одной порции металла, необходимо электрод отвести от детали. Потом происходит повторное заряжение конденсаторов.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.





