

Особенности применения
Электроды lb 52u – это универсальный материал, пригодный для работы в бытовых условиях и требований промышленного производства. Основным материалом для работы считается стали различных марок, именно под него заточены их основные характеристики. Высокая герметичность швов позволяет использовать lb 52-u в ответственных конструкциях, поэтому немало газопроводных и водопроводных магистралей создаются с применением данных электродов.
Помимо этого электроды Кобелко применяются для:
- герметизации резервуаров;
- монтаж подводных конструкций;
- создание обшивки кораблей.
Сфера применения
Японские электроды lb 52u применяются в промышленных областях и быту. Высокие показатели герметичности позволяют использовать материал для сваривания ответственных конструкций.
Поэтому электроды Кобелко применяются в нефтегазовой промышленности для предотвращения утечек и целостности труб.
Сфера применения катодов также актуальна в кораблестроении, химической промышленности. Чтобы исключить возможность заражения ядовитыми продуктами, изделия применяют для сварки магистральных трубопроводов, накопительных емкостей химических предприятий.
Условия хранения
Как и любые другие покрытые электроды, лб 52у предрасположены поглощать влагу. Как следствие повышенного содержания жидкости в составе изделия, в готовом шве могут образовываться поры и трещины. Чтобы избежать этих и других проблем, связанных с отсыреванием покрытия следует соблюдать установленные условия хранения. Чтобы поглощение влаги было минимальным, изделия следует хранить в таких условиях:
- Температура 5-15С соответствует максимальной влажности 60%
- Температура 15-25С, максимальная влажность – 50%
- Свыше 25С влажность не более 40%
Следуя этим указаниям, можно в полной мере сохранить работоспособность и основные технические характеристики электродов lb 52u.
Срок хранения электродов при вышеописанных условиях не должен превышать три года. Если избежать впитывания влаги не удалось, то электроды лб 52у нужно прокалить с помощью печи. Для этого следует на 30 – 60 минут выдержать их при температуре 300 – 350 градусов.
Особенности наплавки
При создании наплавки применяется сплав с определенным химическим составом. Его особенностями можно назвать нижеприведенные моменты:
- Как ранее было отмечено, электроды LB-52U имеют основу из низкоуглеродистой стали. Она позволяет существенно повысить качество образующегося шва.
- Наружная оболочка обеспечивает стабильность образующей дуги.
- Сплав проникает глубоко в шов, за счет чего обеспечивается надежность соединения.

Шов, сваренный при помощи электродов LB-52U
Производитель контролирует химический состав наружной оболочки с высокой точностью, что подтверждается сертификацией.
Электроды лб 52 | lb52u
Что собой вообще представляют электроды lb52u? Ib52u – это электроды, которые имеют невысокое содержание водорода и покрытие основного вида. Они специально разработаны для того чтобы производить сваривание соединений и труб, которые изготовлены из разных видов стали.
Одной из немаловажных особенностей является и то, что электроды lb52u имеют свой персональный аттестат Национальной Ассоциации Контроля Сварки (НАКС). Также они рекомендованы ВНИИСТом и имеют разрешение на применение при сварочных работах. Так как электроды lb52u в отличие от других, имеют пониженное количество водорода, что позволяет улучшать все возможные характеристики сварочного шва.
Однако совсем недавно Российская компания СпецЭлектрод попыталась сделать аналог настоящих электродов lb52u от компании Kobelсo. У СпецЭлектрода получились неплохие электроды, но фирменные электроды lb52u являются более качественными. Электроды lb52u обеспечивают изделию высокую ударную вязкость, поэтому их часто применяют при сварке стальных трубопроводов и различных морских сооружений и резервуаров. Эти электроды обеспечивают намного лучшую и стабильную дугу, нежели другие виды электродов с низким содержанием водорода. lb52u имеют основное покрытие.
Режим прокалки этого электрода происходит при температуре 300-350 градусов. Время прокалки составляет от тридцати до шестидесяти минут. Примечательно, что при температуре воздуха в 20 градусов и влажностью 60% содержание диффундирующего водорода составляет 1,5-1,9 мл на 100 грамм.
Сила тока, применяемая при сварке электродами lb52u, зависит от длины и диаметра стержня. Вот список токов, которые нужно подавать на соответствующие электроды:
- — длина 350 мм., диаметр 2,6мм., ток 60-90 А;
- — длина 400 мм., диаметр 3,2мм., ток 90-130 А;
- — длина 400 мм., диаметр 4,0мм., ток 130-180 А;
- — длина 400 мм., диаметр 5,0 мм., ток 180-240 А;
Также есть некоторые рекомендации по использованию электродов lb52u. Например, при сваривании металлических частей электродами диаметром 2,6 мм., то они предназначены для заполняющего, облицовочного или корневого слоя сварочного шва. Однако при использовании электродов диаметром 3,2 и 4,0 мм., то кроме предыдущих трех слоев сварочного шва появляется еще один так называемый « подарочный шов ».
Перед использованием lb52u его нужно высушить при температуре 300 0С на протяжении 30-50 минут. Для красивого и прочного шва нужно подбирать подходящий ток и подходящий зазор между частями свариваемого материала. Для того чтобы не прожечь изделие, Вам лучше всего начинать сваривание металлических частей на меньшем токе, а потом переходите на самый оптимальный.
Также немаловажным преимуществом электродов lb52u является то, что они обеспечивают стабильное горение дуги и лучшее проплавление по сравнению с электродами других марок с низким уровнем водорода. Благодаря своим качествам и преимуществам, а также приемлемой цене они обрели широкое применение. Электроды переменного тока Электроды ано-4 Для нержавеющих труб Электроды для жаростойкой нержавейки
Сварочные электроды Kobelco LB-52U
Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.Электроды LB-52U (ЛБ 52У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.Цена на данный электрод в нашей компании минимальна, так как продажа осуществляется напрямую и без посредников.Эффект и достоинства сварочных электродов LB-52U (ЛБ-52У):
- Великолепная работоспособность и свариваемость в любых положениях!
- Стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва. За счет оптимальной эластичности шлака во всех положениях обеспечивается красивый валик, широкий угол под разделку кромки.
- Сварочный электрод, таким образом, является «по существу» идеальным при сварке на месте.
- Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкая диффузия водорода и высокая стойкость к растрескиванию сварочного шва. Проявляется также высокая ударная вязкость при низких температурах.
- Ударная вязкость по Шарпи в режиме -40°С составляет около 100 Дж/см². Успешные результаты применения в мировом масштабе.
- В большинстве стран мира получена высочайшая оценка свариваемости первого слоя труб. В странах мира, в т.ч. в России, странах Азии и Океании применяются электроды LB-52U в прокладке трубопроводов. Поэтому без преувеличения можно сказать, что LB-52U сварочный электрод глобального значения!
Рекомендации по использованию
| Диаметр электрода LB-52U, мм | Для сварки труб класса до К54 (до 530 Н/мм2) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно |
| 2.6 | корневой, заполняющий и облицовочный слои сварочного шва | корневой слой сварочного шва |
| 3.2 | корневой, подварочный, заполняющий и облицовочный слои сварочного шва | корневой и подварочный слои сварочного шва |
| 4.0 | подварочный, заполняющий и облицовочный слои сварочного шва | подварочный слой сварочного шва |
Применение электродов LB-52U (ЛБ 52У) позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
Прокалка осуществляется при 300–350°С в течение 0.5-1 часа.
Химический состав (%)
| Ø, мм | C< | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 | 0.01 | 0.03 | 0.01 | следы |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 | 0.01 | 0.02 | 0.01 | следы |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 | 0.01 | 0.03 | 0.01 | следы |
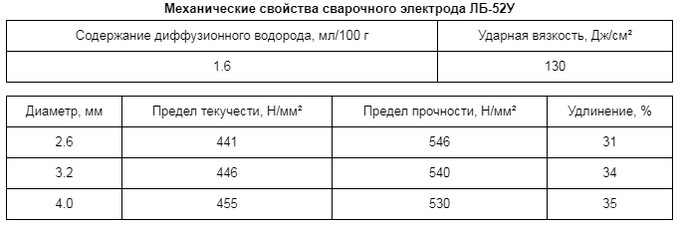
Механические свойства сварочного электрода ЛБ-52У
| Содержание диффузионного водорода, мл/100 г | Ударная вязкость, Дж/см² |
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм² | Предел прочности, Н/мм² | Удлинение, % |
| 2.6 | 441 | 546 | 31 |
| 3.2 | 446 | 540 | 34 |
| 4.0 | 455 | 530 | 35 |
Стандарты и одобрения для LB-52-U
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(H15) | 3H10. 3Y | 3YH10 | KMW53H10 | 3. 3YHH |
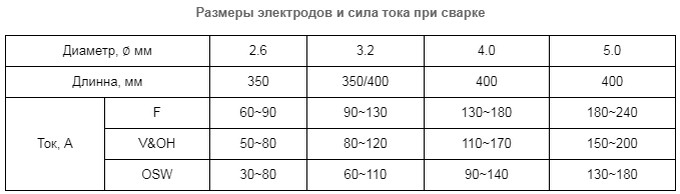
Размеры электродов и сила тока при сварке
| Диаметр, ∅ мм | 2.6 | 3.2 | 4.0 | 5.0 |
| Длинна, мм | 350 | 350/400 | 400 | 400 |
| Ток, А | F | 60~90 | 90~130 | 130~180 |
| V&OH | 50~80 | 80~120 | 110~170 | 150~200 |
| OSW | 30~80 | 60~110 | 90~140 | 130~180 |
Производители электродов
Лучшей считают продукцию, выпускаемую следующими компаниями:
- Lincoln Electric. Изделия отличаются доступной стоимостью, что делает их лучшим выбором для новичков. Они легко формируют электрическую дугу, поддерживая ее в стабильном состоянии в течение всего процесса сварки. Изделия совместимы с большинством видов аппаратов. Длину дуги контролировать необязательно, электроды устойчивы к ее изменению. Применение продукции Lincoln Electric снижает риск пожара, что объясняется минимальным объемом разлетающихся искр. Образующийся шов отличается эстетичностью и прочностью.
- ESAB-SVEL. Изделия нормально функционируют при переменном и постоянном токе. Минимальная сила, необходимая для стабильного горения, ниже таковой у других марок. Электроды не требовательны к чистоте поверхности. С их помощью можно варить без сложной подготовки. Появляющийся в сварочной ванне шлак легко удаляется. Готовый шов характеризуется высокими прочностными качествами. Прокалка сильно отсыревшего изделия может вестись при температуре 70 °С.
- ЛЭЗ. Стержни данной марки разработаны для сварки низкоуглеродистой и нержавеющей стали. При соблюдении правил получается надежное соединение, не подверженное коррозии. Электроды можно применять при изготовлении металлоконструкций, выдерживающих высокие нагрузки. В процессе сварки образуется небольшой объем легко отделяемого шлака. Сварное соединение не трескается в период остывания.
- УОНИ (ЛЭЗ). Изделия отличаются устойчивостью к знакопеременным нагрузкам. Постоянные растяжения и сжатия не способствуют появлению трещин. Благодаря химическому составу шлаки быстро выводятся из сварочной ванны, что препятствует образованию посторонних включений в шве. Недостатком считают сложность получения сварочной дуги. Перед повторным розжигом конец стержня зачищают.






Лучшими в категории LB 52U считают изделия японской компании Kobelco.
Защитные функции и свойства обмазки
Состав защитного покрытия прутка содержит много компонентов различной нацеленности:
- Стабилизаторы – известняк, мрамор, плавиковый и полевой шпаты.
- Раскислители с функцией легирующих элементов – марганец металлический, ферромарганец, ферротитан, ферросилиций.
- Шлакообразователи – гранит, мрамор, марганцевая руда.
- Газообразователи – декстрин, крахмал, древесная мука (рутил).
- Связующие – жидкое стекло, сода, сурик.
 Сбалансированность компонентов, выполняющих двойные функции, влияет на технологическое качество заполнения расплавом. Балластные шлакообразователи вкупе с прореагировавшими карбонатами по достижении температуры плавления укрывают сварочную ванну слоем поверхностных окислов.
Сбалансированность компонентов, выполняющих двойные функции, влияет на технологическое качество заполнения расплавом. Балластные шлакообразователи вкупе с прореагировавшими карбонатами по достижении температуры плавления укрывают сварочную ванну слоем поверхностных окислов.
Газозащита оказывается заперта до схватывания и растрескивания ошлакованной корки. Несвязанный атомарный кислород нейтрализует химическая активность СО при переходе в углекислоту. Диффузионное поглощение атмосферного водорода кипящей сталью предотвращается избытком объёма СО2.
Типоразмеры, потребная величина тока
Поставки ведутся в фирменных упаковках по 5 кг. В бумажных коробках с логотипом изготовителя по 4 пачки. Деревянных ящиках по 1 т. По обмазке 100% наполнения нанесён номер партии и марка. Стержень под держтель маркируется краской. Размерный ряд:
- Ø2,6; 3,2 – длина стержня 350 мм;
- Ø3,2; 4,0 – длина стержня 400 мм.
Вместимость 5-килограммовой пачки, штук:
- Ø2,6 – 240;
- Ø3,2 – 153;
- Ø4 – 95.
Предложения товара иной размерной градации, обезличенной упаковки, сертификата без корректного русского перевода означает, что продают фальсификат.
Сила сварочного тока связана с сорторазмером стержня. Полярность свободная, используются аппараты постоянного и переменного напряжения. Производитель и практики рекомендуют удержание короткой дуги c постепенным увеличением токовой нагрузки до оптимума.
Зависимость величины тока, диаметра, целевое использование:
- Ø2,6х350 – min 60, max 90 А – корень, заполнение облицовка шва (К54–60);
- Ø3,2х350 (400) – min 90, max 130 А – корневой, подварочный, заполнение (К54–60);
- Ø4х400 – min 130, max 180 А – подварочный, заполняющий, облицовка (К54).
Сферы применения
 При использовании электродов LB-52U создается надежный шов, когда соединяются толстые металлические элементы. Чаще всего модели LB используются в нефтегазовой сфере, ведь там нужно соблюдать много требований, иначе будет велика вероятность утечки. Японские электроды подходят для этого, так как они не только обеспечивают высокое качество соединения, но и могут использоваться в любых условиях.
При использовании электродов LB-52U создается надежный шов, когда соединяются толстые металлические элементы. Чаще всего модели LB используются в нефтегазовой сфере, ведь там нужно соблюдать много требований, иначе будет велика вероятность утечки. Японские электроды подходят для этого, так как они не только обеспечивают высокое качество соединения, но и могут использоваться в любых условиях.
Электроды LB-52U применяются на различных производственных предприятиях. В частности в тех сферах, где тоже должны соблюдаться определенные требования к герметичности шва и прочности соединения.
Часто с применением моделей LB соединяются металлические элементы кораблей, водопроводные и канализационные трубы.
Эти электроды по праву принадлежат к современным устройствам. Несмотря на то что они обеспечивают хорошее качество сварки, их цена невысока, а использовать можно практически в любых условиях. Однако перед их приобретением необходимо внимательно изучить характеристики, чтобы убедиться, что это самые настоящие, подлинные электроды родом из Страны восходящего солнца. Если вовремя не выявить подделку, то при использовании может возникнуть множество трудностей.
Условия хранения
Условия хранения указываются в инструкции по эксплуатации на обратной стороне упаковки. Наиболее важными характеристиками можно назвать:
- Влажность. Негативно сказывается на расходуемом материале влажность. Если хранить электроды LB-52U без учета этой информации, то они не могут отсыреть и потерять свои эксплуатационные характеристики.
- Высокая или низкая температура. В рекомендациях по хранению указывается также тот момент, что электроды LB-52U должны хранится при комнатной температуре.
- При температуре 5-15 градусов Цельсия максимальная влажность должна быть 60%, при 15-25 градусов Цельсия влажность не более 50%.

Хранение электродов LB-52U
Кроме этого, на электроды лб 52у не должно воздействовать ультрафиолетовое излучение. При соблюдении рекомендаций по эксплуатации расходный материал может хранится оговоренное производителем время. Если не соблюдать правила эксплуатации, то в готовом шве могут появляться трещины и поры.
Рекомендации по использованию и хранению
Список преимуществ электродов kobelco LB-52U достаточно большой, но, несмотря на это, имеются некоторые рекомендации по их применению. Если прислушиваться к ним, то можно увеличить качество шва и добиться более прочного соединения:
- Специалисты рекомендуют просушить сварочный компонент перед тем, как начать его использовать. Процесс сушки должен занимать около 40 минут.
- Чтобы изделие не было испорчено, следует начинать сварку на небольшой силе тока, а затем постепенно уже можно переходить на более высокие показатели.
- Электроды с наименьшим диаметром: то есть те, толщина которых составляет 2,6 мм, рекомендуется использовать для облицовочных или заполняющих слоев. Более толстые модели лучше применять в тех случаях, когда необходимо создать дополнительный шов, который сами сварщики нередко называют «подарочным».
- Чтобы в результате работы получился прочный и красивый шов, нужно правильно подобрать силу тока и подходящий зазор.
- Обычно применяются в тех случаях, когда нужно расширить обратную сторону шва. Этого можно добиться, если глубоко проплавить металлический элемент.
- Без японских сварочных компонентов не обойтись в том случае, когда нужно проварить шов с обратной стороны.
После приобретения упаковки LB-52U необходимо позаботиться об их правильном хранении. Если этого не сделать, то велика вероятность, что в скором времени они придут в негодность. Как и многие другие, LB-52U способны впитывать влагу, а если в их структуре будет много жидкости, то на готовых швах могут появиться различные дефекты, такие как поры и трещины.
Чем выше температура воздуха, тем меньше водяных паров должно в нем содержаться, иначе изделия в скором времени испортятся. Например:
- если температура не превышает 15 градусов по шкале Цельсия, то максимально допустимая влажность воздуха — 60%;
- при температуре около 20 градусов влажность воздуха не должна превышать 50%;
- если электроды хранятся в очень жарком месте, где температура превышает 25 градусов, то влажность должна быть менее 40%.

Если следовать этим указаниям, то положительные характеристики электродов LB-52U будут сохранены на долгое время. Однако следует помнить о максимальном сроке хранения согласно ГОСТ, который не превышает трех лет. В том случае, если электрод в результате неправильного хранения уже успел прийти в негодность, его свойства можно все же восстановить, используя печь.
Советы
Проверьте описание товара и сертификат качества перед покупкой (информация понадобится в случае, если будет необходимо подтвердить подлинность изделий, а также их соответствие стандартам.)
При неправильном хранении электроды нуждаются в прокаливании в электропечи. Следуйте указанной ниже инструкции:
- Установите температуру от 300 до 350 градусов.
- Выберите время прокалки от 30 минут до 1 часа.
Для подбора правильных времени и температуры сварочных электродов KOBELCO LB-52U необходимо поэкспериментировать.
Преимущества электродов Kobelco
Благодаря особенностям состава электроды Kobelco используются в сложных эксплуатационных условиях. Допускается сваривание деталей из металла большой толщины.
Из особых достоинств отмечают:
- экономичность;
- высокую степень плотности шва;
- стабильность дуги в процессе сваривания;
- отсутствие разбрызгивания металла в процессе работы;
- эластичность шва, устойчивость к деформации;
- возможность плавления на большой глубине шва;
- отличную ударную вязкость;
- отделение шлака без затруднений;
- герметичность.
Особое покрытие электродов дает возможность проводить сваривание деталей в любом положении. Правильное хранение и предварительная просушка позволяют получить надежный, прочный шов.


Химический состав изделий гарантирует высокую степень надежности сварного шва металлических деталей высокопрочных марок.
Описание
Данные электроды производятся одним из крупнейших в мире поставщиков высокотехнологичного оборудования – японской компанией «KOBELCO WELDING». За последние 35 лет LB-52U применялись на крупнейших стройках нашей страны:
- МН ДРУЖБА;
- Ямал Европа;
- в Заполярье:
- Новый Уренгой;
- КТК, БТС и ВС-ТО.
Электроды создают улучшенную стабилизированную дугу, которая обеспечивает глубокое проплавление свариваемых деталей. При этом создаётся отлично наплавленный металл шва с аккуратным корневым чешуйчатым валиком, у которого отсутствуют дефектные участки соединенных только с одной стороны деталей.
В последнее время на смену LB-52U пришли более прочные сварочные расходные материалы:
- LB 62D;
- LB 62U;
- LB 106.
Размеры электродов, режимы, особенности сварки и хранения
Сварка электродами LB-52U ведется с применением аппаратов, работающих на переменном и постоянном токе. В таблице указаны данные о габаритах изделий и силе сварочного тока, который колеблется в широких пределах в зависимости от положения, в котором выполняется соединение заготовок:
| Диаметр, мм | Длина, мм | Сила сварочного тока, А |
|---|---|---|
| 2,6 | 350 | 30÷90 |
| 3,2 | 350; 400 | 60÷130 |
| 4,0 | 400 | 90÷180 |
| 5,0 | 130÷240 |
При ведении сварочного процесса необходимо придерживаться следующих рекомендаций:
- зачищать кромки деталей;
- готовить электроды к сварке; для этого их необходимо прокалить при температуре не выше 350 °C в течение 1 часа;
- готовить соединяемые части: при толщине металла более 5 мм необходимо разделывать кромки в соответствии с технологическим процессом;
- сварку необходимо начинать на токе малой величины, соответствующей Ø электрода, постепенно увеличивая до необходимого предела, при котором дуга будет гореть стабильно;
- при сварке с зазором необходимо следить за тем, чтобы он был одинаковым по всей длине;
- при смене электрода необходимо зажигание выполнять чуть выше, затем вернуться к месту окончания шва, заполнить сварочную ванну и продолжать процесс соединения;
- при повторном зажигании необходимо конец электрода очистить от обмазки. Если этого не сделать, то невозможно будет повторно зажечь дугу.
Как варить электродом LB, можно посмотреть в видеоролике:
Качество шва зависит и от условий хранения, Так как покрытие жадно поглощает влагу из окружающего пространства, необходимо хранение расходного материала в сухом и теплом месте. Температура там не должна опускаться ниже 15 °C. Если условия нарушены, это значительно понизит качество шва, а в некоторых случаях вызовет блуждание дуги.
Своим опытом работы с японскими электродами Kobelco марки LB-52U просим поделиться с читателями.
Поиск записей с помощью фильтра:
Характеристики, достоинства и недостатки
Несмотря на то что между всеми вышеперечисленными разновидностями имеются явные различия, есть у них много общего. В частности, у них у всех одна и та же марка, а именно — «lLB-52U»; общая масса упаковки — 5 кг; максимальная прочность — 588 МПа; наибольшая текучесть — 530 МПа.

Для работы этих электродов может применяться постоянный или переменный ток. По окончании работы в электроде обычно остается менее 1% марганца, менее 0,5% кремния, менее 0,05% углерода и менее 0,005% серы.
Благодаря положительным свойствам характеристики электродов LB-52U подтверждены множествам преимуществ:
- Они экономичные.
- Обеспечивают отличное соединение шва.
- В них содержится мало водорода.
- Они обладают превосходной устойчивостью к механическим воздействиям.
- Во время работы разбрызгивается лишь небольшое количество металлических частиц.
- Шлаковая корка отделяется очень легко.
- Металл с их помощью можно плавить на большую глубину.
- Готовое соединение обладает хорошей пластичностью.
- Образующиеся при сварке швы имеют приятный внешний вид.
- Они обеспечивают хорошую ударную вязкость.
Есть, конечно, у этих сварочных компонентов и некоторые недостатки, но, к счастью, их немного, и больших проблем они не создают.
Из минусов можно выделить следующие:
- На одном из концов может образовываться шлак. Однако его легко удалить.
- Затруднение поджига. Такие электроды не годятся для точечной сварки и для сварки на прихватах.
Сфера применения электродов
Химические свойства расходного материала обеспечивают повышенную ударную прочность.
Поэтому электроды часто применяют в следующих случаях:
- формирование резервуаров большого объема для хранения нефтепродуктов, питьевой воды и иных жидкостей;
- соединение элементов стальных трубопроводов;
- сборка конструкций, применяемых в автомобиле- и судостроении.
При определении сферы применения электродов из низкоуглеродистой стали учитывают такие рекомендации:
- Стержни диаметром 2,6 мм используют при формировании основных слоев сварного соединения, облицовке металлических конструкций. Это защищает сварные швы от влияния негативных атмосферных факторов, агрессивных веществ.
- Электроды размером 3,2 и 4 мм также используют в приведенных выше ситуациях. Кроме того, их применяют для подварки дефектов.
Сравниваем
Появилась целая плеяда специализированных японских стержневых электродов с наружной обмазкой из Кобе, входящих в группу материалов FAMILIARC с гарантией прочности шва на растяжение в пределах 590 МПа. Это LB 62D, LB 62U, LB 106. Буквенно-цифровая аббревиатура расшифровывается:
- L – электрод покрытый для дуговой сварки;
- B – обмазка основного (щелочного) типа;
- 52 – внутрифирменное порядковое обозначение разработки;
- U – специфика применения: углеродистые и низкоуглеродистые стали с малым легированием.
Электроды LB-52U позиционируются как специализированные низководородные для выполнения корневого шва без потребности во встречном подварочном. Цельность соединения и равномерность восприятия нагрузок обеспечивают единство материала корневого, заполняющего и лицевого швов.
Ключевое отличие группы FAMILIARC – приоритет одностороннего шва с усилением изнаночной стороны. Корневой чешуйчатый валик с глубиной проникновения на полный размер притупления разделки недоступен отечественным УОНИ 13/45, МТГ-01к, МТГ-02. Из импортных аналогов демонстрируют близкие свойства японские Nittetsu S-16W, ОК 53.70 ESAB.
Электроды Кобелко демонстрируют стабильность дуги, равномерное проплавление бесшовных трубных сталей классов прочности К54–56 (сплавы 13Г2АФ, 09ГБФ, 13Г1С-У, 17Г2СФ, 12Г2СБ) без применения подкладочных материалов.
Внутренняя поверхность шва усилена. Исключаются непровары и подрезы при соблюдении технологических требований по величине токовой нагрузки на толщину стержня и скорости прохождения участка. Режиму упрочнения основания шва при односторонней сварке присвоен термин uranami.
Односторонняя сварка, выполненная низководородными электродами Кобелко ЛБ-52У, лишена технических дефектов, требующих частичного восстановления разделки и повторного наложения шва:
- Порообразование;
- Микротрещины тела шва и сопряжений с массивом металла;
- Раковины и каверны.
Длительность эксплуатации при сохранении характеристик устойчивости к динамическим нагрузкам стали основанием аттестации НАКС и рекомендаций ВНИИСТ для использования при ремонте и строительстве магистральных трубопроводов высокого давления.
Расчётное давление для низколегированных прямошовных и цельнокатаных газо- и нефтепроводов из стали 10Г2ФБЮ (К60) 10 МПа. Не меньшие нагрузки при постоянном напряжении выдерживают мостовые конструкции.
Эксплуатация
сварочные электроды KOBELCO LB-52U подходят для работы со сталью. Неповоротный односторонний шов – отличное условие для варки. Вы можете сделать ремонт, используя заполняющий или облицовочный шов.





Формируя швы для усиления, используйте японские электроды от kobelco.
Виды швов: корневой, заполняющий или облицовочный, не играют большой роли, для этих задач подойдут все диаметры, а вот тип детали и сталь очень важны.
Используя корневой вариант и трубы класса к54, выберите диаметр до 3 миллиметров. Чтобы усилить шов или подварить корень, остановитесь на продукции от 4-х мм.
Это интересно: Присадочный пруток сварочный — что это такое и как использовать?
Краткое описание
Сварочные изделия LB 52u производит японская фирма Kobelco. В основном подобные устройства применяются для соединения различных деталей из углеродистой стали или изделий с низким значением легитирующих присадок. Благодаря характеристикам, электроды LB отлично делают швы практически в любых условиях.
Тем не менее у LB 52u есть отечественный аналог — катоды марки УОНИ. Как и их японские собратья, они также имеют покрытие из соединений фтора, а также углекислых соединений кальция и магния. При значительных изменениях температуры электрической дуги, идёт распад карбонатов на окислы кальция и магния. Поэтому их также можно использовать практически при любых условиях.
Расшифровка аббревиатуры
Припойный материал содержит аббревиатуру, с помощью которой подбирают подходящий элемент для работы.
Расшифровываются значения следующим образом:
- L – Длина электродной юбки.
- B – Основной тип покрытия.
- U – Использование для соединения деталей из низкоуглеродистой стали разных марок.
- 52 – номер, используемый для внутризаводской маркировки, не имеет технического значения.
Это интересно: Как просушить электроды в домашних условиях, технология выполнения работы
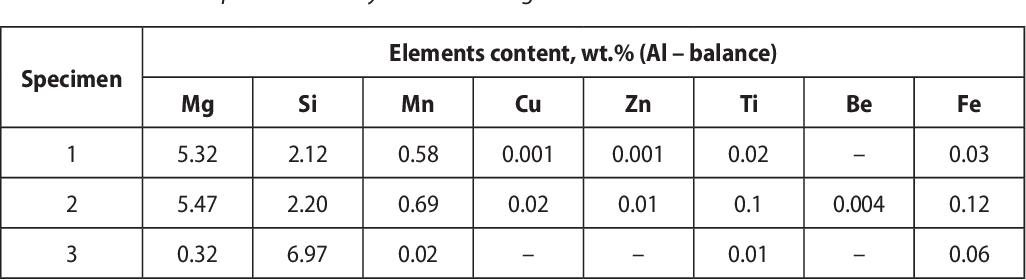
Химический состав электрода ЛБ-52Уи механические свойства металла шва
Испытания проведены по методике AWS A5.1
Условия сварки электродом lb-52u (сварочным электродом ЛБ 52У)
| Диаметр электрода лб-52у, (мм) | Толщина образца для испытаний, (мм) | Положение сварки | Ток (постоянный ток ЕР), (А) | Предварительный прогрев и температура между проходами, (оС) | Число слоев | Число проходов |
| 2,5 | 13 | Нижнее | 80 | 110 | 5 | 10 |
| 3,2 | 13 | 120 | 5 | 10 | ||
| 4,0 | 20 | 170 | 8 | 16 |
Типовой химический состав электродов сварочных ЛБ 52У (масса в %)
| Диаметр электрода lb-52u(мм) | C | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2,6 | 0,06 | 0,52 | 1,00 | 0,011 | 0,005 | 0,01 | 0,03 | 0,01 | следы |
| 3,2 | 0,06 | 0,51 | 1,02 | 0,011 | 0,006 | 0,01 | 0,02 | 0,01 | следы |
| 4,0 | 0,06 | 0,49 | 1,01 | 0,013 | 0,004 | 0,01 | 0,03 | 0,01 | следы |
* Эти элементы специально не добавлялись.
Ударная вязкость по Шарпи металла сварного шва LB52U
| Диаметр электрода lb-52u, (мм) | Потребляемая энергия (Дж/см2) | |||||||
| –40оС | Средняя | –29оС | Средняя | –20оС | Средняя | 0оС | Средняя | |
| 2,6 | 75 | 91 | 120 | 120 | 153 | 159 | 188 | 195 |
| 76 | 140 | 153 | 200 | |||||
| 122 | 101 | 172 | 199 | |||||
| 3,2 | 119 | 107 | 113 | 124 | 175 | 159 | 190 | 204 |
| 128 | 128 | 162 | 195 | |||||
| 73 | 131 | 140 | 228 | |||||
| 4,0 | 128 | 111 | 139 | 128 | 136 | 142 | 203 | 199 |
| 136 | 120 | 110 | 191 | |||||
| 68 | 126 | 180 | 204 |
Типовое содержание диффундирующего водорода в наплавленном металле электродов LB-52-U
| Внешние условия | Содержание диффундирующего водорода, (мл/100 г) | Среднее | |||
| 20оС, влажность 60% | 1,5 | 1,9 | 1,4 | 1,7 | 1,6 |
| 30оС, влажность 80% | 3,0 | 3,7 | 3,6 | 2,9 | 3,3 |
*Метод измерения: JIS Z3113 (метод замещения глицерином)
*Диаметр электрода лб52у: 4,0 мм (переменный ток 165 А)
*Условия сушки: при 350оС в течение 1 ч
Типовое содержание в электроде поглощенной влаги сварочных электродов LB52-U
| Время выдерживания (ч) | 1 | 2 | 4 | 24 |
| Содержание поглощенной влаги (%) | 0,10 | 0,24 | 0,38 | 2,65 |
*Внешние условия: 30оС, влажность 80%
*Диаметр электрода: 4,0 мм





