

Классификация сварочных держателей
В общем случае, держатели электродов можно подразделить на специализированные и универсальные, производство которых регламентировано требованиями ГОСТ:
Зажимной держатель-прищепка (пружинный или рычажный) обладает очень простой конструкцией и невысокой ценой — наиболее популярный среди мастеров вариант.
Может быть выполнен в простой модификации, которая отличается рабочей совместимостью с большинством типов сварочных агрегатов и полным отсутствием неизолированных зон токосъёмника, или в автоматизированной модификации, обеспечивающей высокое качество шва, существенное энергосбережение и автоматический поджог сварочной дуги.

Очень распространенная среди сварщиков любого уровня профессионального мастерства вилка-трезубец.
Выполненный в обычной модификации держатель — это довольно спорный для рекомендованного применения вариант, запрещенный во многих странах мира: слишком много незащищенных частей под напряжением представляют собой серьезную угрозу человеческому здоровью, к тому же очень велика вероятность получения лучевой травмы. Автоматизированный вариант, с точки зрения профессионалов, служит наиболее безопасным для здоровья и жизнедеятельности человека, а также гарантирует профессиональное качество выполняемых работ и их эффективность.

- Зажимной держатель-цанга, применяется в сварочных горелках для аргонодуговой сварки.
- Винтовой держатель может иметь модификации: с винтовым зажимом прямым или загнутым и различным направлением резьбы – левой или правой.

Безогарковый электрододержатель позволяет сократить время закрепления электрода и практически полностью исключает возникновение огарков. Конструкция устроена таким образом, что электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе сварки, после чего берется следующий электрод.
Наряду с рассмотренными универсальными конструкциями существуют специализированные держатели электродов, предназначение которых состоит в сварке определенного типа швов или изделий. К таким моделям можно отнести держатели для сварки несколькими электродами или для сварочных работ трехфазной дугой. В основном, такие конструкции обладают солидным весом и технической сложностью реализации, что относит трехфазную и многоэлектродную сварку к числу специфических, имеющих значительные ограничения в применении.
Как правило, каждый мастер делает свой выбор сам – кто-то ставит на низкую цену и авось, кто-то использует только проверенный инструмент, гарантирующий безопасность здоровья.

Рекомендации опытных сварщиков по подбору держателя электродов
Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации
Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается. Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов. Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью
Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока
Как выбрать хороший электрододержатель — виды, обзоры
Электрододержатель необходим для установки и крепления электрода, токоподвода и перемещения стержня при электродуговой сварке
Мы расскажем, как выбрать лучший, на что обратить внимание. Обзор держателей Кедр, Esab и Сибртех

Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Виды электрододержателей и основные требования к ним
Для того, чтобы в процессе сварки получить качественный шов, не имеющий пор и других дефектов, необходимо правильно управлять электродом с помощью электрододержателя.
Разновидности электрододержателей
Существует большое разнообразие таких держателей, которые отличаются между собой методом крепления электрода, а также внешними данными.
1. Вилочные держатели для электродов
Вилочные держатели производились 50 лет назад, имели большой вес и поэтому были неудобными. Ввиду этого в большинстве случаев они изготавливались сварщиками самостоятельно по следующей технологии:
- Рифленую арматуру из стали в количестве трех штук необходимо согнуть в нужную форму и вместе сварить.
- Намотать на кабель для сварки вокруг рукоятки проволоку и приварить его.
- Надеть на рукоятку резиновый шланг.
Данная конструкция имела ряд недостатков, а именно: плохой контакт арматуры со сварочным кабелем, электроды некрепко держатся, сильное нагревание держателя при высоких значениях тока, трудности в извлечении остатков электрода.
2. Винтовые электрододержатели
Винтовые электрододержатели представляют собой конструкции закрытого типа с изолированным корпусом. Чтобы надежно закрепить электрод после его размещения в электрододержателе, необходимо совершить несколько оборотов специальной ручкой. Данное устройство также имеет свои минусы: в процессе работы фиксация электрода ослабевает и он может вылететь из держателя, электрод устанавливается только строго перпендикулярно держателю, долгий процесс установки и удаления электродов по сравнению с другими держателями
3. Рычажные (пассатижные) держатели для электродов
Это самый распространенный вид электрододержателей в настоящее время. Его главными достоинствами являются: простота установки и извлечения электрода путем нажатия на рукоятку, возможность установки под разными углами, надежное крепление электрода, токопроводящие жилы недоступны.










Требования к электрододержателю
Правильный выбор электрододержателя является залогом изготовления качественных сварочных швов.
- Держатель для электродов должен быть легким и удобным, его цена не должна быть слишком низкой.
- Хороший держатель для электродов имеет рифленую, удлиненную ручку, чтобы он не скользил в руке и позволил выбрать оптимальное положение руки для работы, а также надежную фиксацию электродов под разными углами к оси рукоятки.
- Конструкция зажима должна быть выполнена из латуни.
- Электрододержатель должен выдержать цикл в 6000 установок и извлечений электродов.
Виды
В зависимости от типа работы, электрод приходится поворачивать под различными углами, работать в разных пространственных положениях. Если рука не проходит свободно в зону сварки, увеличивается угол наклона. Существует несколько типов сварочных держателей. Каждый имеет свои особенности.
Каждый специалист делает свой выбор, основываясь на опыте и виде работ, какой держатель ему нужен для работы.
Прищепка
Самый распространенный ручной держатель. Он как прищепка зажимает с помощью пружины электрод. Имеет медные губки с насечками и прочно удерживает стержень в любом положении, включая 180⁰ по отношению к ручке. Накладки с изоляционного пластика закрывают все металлические детали от контакта. Зажим позволяет быстро менять электроды, нажав на рычаг. Остатки небольшие, до 30 мм.
Вилка-трезубец
Самая старая конструкция держака. Он представляет собой 3 штыря, расположенные треугольником. Между ними вставляется электрод. Фиксация жесткая. Можно работать как легированными электродами 2 мм так и вставлять неизолированный провод толщиной 8 – 10 мм длинными кусками при подварке дефектов литья и сварке крупных деталей. Угольный и порошковый электрод с низкой пластичностью установить невозможно, они ломаются.
Наибольшим недостатком являются открытые, не изолированные пруты трезубца. Они могут при контакте поразить током.
Профессиональный сварщик без проблем использует зажим трезубец. Начинающему специалисту сложно работать с держателем, в котором ограничена возможность настройки угла электрода и имеются оголенные токопроводящие элементы.
Начальник отдела ОХиТБ завода сварочных конструкций КЗМК Бакай Ю. П.: «Классический трезубец из-за своей опасности запрещен к использованию на производстве Министерством Охраны труда. Он не имеет защитной изоляции и при влажном воздухе большая вероятность поражения сварщика током. В нерабочем положении при контакте с металлом возникает замыкание. Поражение может получить человек, касающийся детали, на которую упал держак. Достаточно легкого чирканья трезубца, чтобы испортить покрытие металлического листа. В точках соприкосновения прожигается краска, оцинковка, ламинирование и покрытие профлиста».
Цанга
Цанговый держатель имеет узкую специализацию. Его используют при аргонодуговой сварке неплавящимся электродом. Вольфрамовый стержень вставляется в цангу концом без изоляции и зажимается гайкой.
Безогарковый держатель
Основное преимущество безогарковой конструкции в отсутствии отходов. Электрод приваривается к выступающему стержню и сжигается полностью.
Менять угол наклона невозможно.
Винтовой
Держак винтовой отличается прочной фиксацией электрода. Пруток вставляется в специальное отверстие и поджимается винтом. Технологический остаток как у прищепки. Недостаток в затрате времени на установку и извлечение электрода. Угол наклона менять невозможно.
https://youtube.com/watch?v=bbuD1ezhqLM
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.

Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Как выбрать держатель для электродов

От особенностей держателя электродов для сварочного аппарата зависит безопасность мастера и качество шва. Необходимо предварительно изучить его технические возможности. Держак должен подходить к модели сварки и выдерживать силу тока, используемого в оборудовании.
По мощности
Рекомендуется выбирать модель в соответствии с требуемым наименованием тока. Если приспособление подобрано с небольшим запасом по мощности, оно подойдет не во всех ситуациях. Номинал тока прописывается в маркировке, которая расположена на стационарной части устройства.
При длительном сваривании слишком мощный держатель неудобен в использовании из-за увеличенных габаритов и массы. Лишний вес скажется на качестве шва. Тяжесть вызывает перенапряжение мышц, рука будет уставать при длительном применении.
В работах, требующих особой точности и аккуратности, положить качественный шов будет затруднительно. Если рабочий инструмент с одинаковым номиналом мощности различается весом, лучше предпочесть более легкую конструкцию с небольшими габаритами.
По типу конструкции

Рукоять держака должна быть выполнена из качественного диэлектрика. В качестве изоляции используются накладки из толстого диэлектрического пластика, устойчивого к повышенной температуре.
Устройство должно обладать высоким классом надежности, выдерживать перепады температуры, различные загрязнения. Мастера предпочитают выбирать разновидности с литым массивным зажимом. Специалисты утверждают, что пластинчатые приспособления менее износоустойчивые.
Держатель электродов для сварочного аппарата своими руками пригоден для работы при условии, что он соответствует требованиям безопасности. Оптимальными считаются цанговые приспособления с резьбовым либо зажимным креплением.
Резьбовые модели допускают регулировку угла наклона электрода. Следует учитывать, что самодельный трезубец для сварки является самым опасным приспособлением из-за высокой вероятности поражения сварщика электрическим током. Огарок тяжело вынимается из вилки, швы получаются низкого качества.
Рейтинг лучших держателей

При выборе зажима для сварки следует ориентироваться по отзывам профессиональных сварщиков. Китайские аналоги некачественные. Именно с ними связано большинство отрицательных отзывов. В рейтинг лучших моделей иностранного и отечественного производства вошли:
- ESAB Handy 200 (200 А) – шведское устройство с винтовым креплением, поддерживает установку электродов с сечением 2-4 мм;
- Сибртех 500А – клещевой отечественный зажим с качественным пластиковым диэлектриком на рукояти;
- ESAB 500 – шведский инструмент с минимальным весом, рассчитан на токи до 500 А ;
- Germany type 300 A – оснащен рифленой ручкой для удобства сваривания, латунный корпус устойчив к коррозии.

Следует помнить, что недорогие устройства по возможностям не уступают брендовым аналогам. Они вполне пригодны для кратковременного сваривания или разового выполнения. Для длительного использования в быту желательно выбирать устройства среднего ценового сегмента.
Дорогие брендовые модели подойдут специалистам, занимающимся свариванием профессионально. Они рассчитаны на длительные и повышенные нагрузки. Для частой эксплуатации на выезде рекомендуется иметь запасной держатель, способный выручить при поломке используемого в работе.
Сварочные держатели своими руками
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.










Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin – мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания “Сварог” выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL – надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ – отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа
При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд – крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская компания “Асанта” открыла собственное производство электрододержателей и клемм заземления под торговой маркой “Сатурн“. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Что важно при выборе держака
Электросварщик держит в руках это устройство значительную часть своего рабочего времени, поэтому к его выбору следует подойти с максимальной ответственностью
Опытный мастер обязательно обратит внимание на следующие моменты:
- вес, габариты, эргономические качества рукоятки;
- соответствие маркировки изделия диапазону используемой в предстоящей работе силы тока;
- возможность надежной фиксации электродов необходимого диаметра;
- удобство закрепления стержня под разными углами;
- качество изготовления токоведущих частей и зажимных устройств;
- степень наружного покрытия держателя изоляционными материалами;
- стоимость модели.
Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного
При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм ( можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.
Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.
«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Недостатки:
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна ( когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
Это интересно: Как правильно выбрать и использовать сварочный стол?
Аксессуары для сварки
Инвертор, держак и электрод- это ещё не электросварка, для выполнения более быстрого и качественного круга задач необходимы дополнительные аксессуары. Такие приспособления как: подсумки; тройники; удлинители; сушильные печи для оборудования; вытяжки: магнитные уголки и струбцины могут сделать комфортней и безопасней условия работы. При замене защитного стекла на автоматическое «хамелеон», который меняет величину прозрачности в зависимости от яркости дуги, можно не боятся «схватить зайца», но и более качественно выполнить работу т.к. стекло автоматически подберет необходимую светопередачу, обеспечив оптимальную видимость сварного шва. На нашем сайте можно подобрать все необходимые аксессуары для сварочных работ от трансформатора до автономной электростанции для его питания.









Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
 Держатели электродов для сварочного аппарата
Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.

Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.

Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
 Держатели для электродов — устройство
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
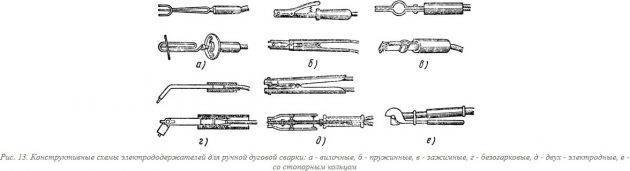 Конструктивные схемы электрододержателей для ручной дуговой сварки
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
 Винтовой держатель электродов
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
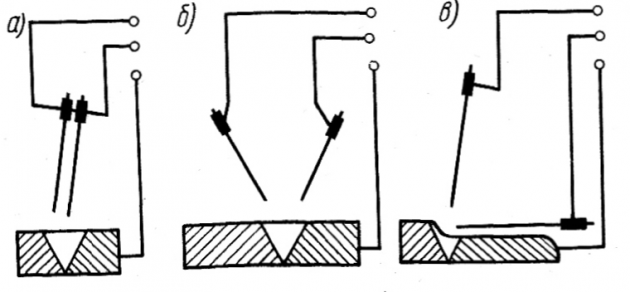 Сварка трехфазной дугой
Сварка трехфазной дугой





