

Разновидности
Инструмент для резки бывает ручным, с электроприводом. Первыми инструментами для резки пользуются в домашних мастерских, бригадами кровельщиков, автослесарями. Электрические модели устанавливают на производстве.
По расположению режущих роликов и их подвижности, различают ножницы:
- с неподвижными роликами;
- с одним подвижным роликом;
- с двумя вращающимися ножами.
Модели с неподвижными роликами используются для резки полос по ровной линии. Устройство движется вдоль линейки, или закрепляется неподвижно и через него протягивается лист. Раскрой ограничен толщиной листа до 0,7 мм.
Пользуясь инструментами для резки листа с верхним вращающимся роликом, рабочий затрачивает сил на 20–30% меньше. Металл скользит по нижней опоре под вращающийся круглый нож. Кроме ровных полос, ножницы могут резать лист по дуге радиусом более 1 м.
Два вращающихся ножа со скосами по плоскостям, образующим режущую кромку, способны вырезать сложные фигурные детали, резать профилированный лист. Минимальный радиус поворота моделей от 50 мм. Ножницы с подвижными роликами легко скользят по металлу, разрезая его. Проводя роликами по разметке, получают сложные по форме заготовки. Для изготовления больших партий используют шаблон.
Ножницы с одним подвижным роликом (Фото: Instagram / sferainnova)
Рычажные ножницы – характеристики и виды инструмента
Теперь обсудим общие технические характеристики! Габаритные размеры данного инструмента стандартно составляют 560х175х460 миллиметров (длина, ширина, высота). Вес, в среднем – 30 килограммов. Ножи изготовлены из высококачественной инструментальной стали, марки У8-У10 или Р9, Р18. Максимальная толщина стального листа, который рекомендуется к обработке, составляет 5 миллиметров, а вот сечение стального профиля – 70х6 миллиметров (максимум). Выше, в описании, подчеркивалось, что ножницы на рычажном механизме годятся также и для резки прутков. Наибольший диаметр прутка из стали – 13 миллиметров, ширина – 300 миллиметров.
Этот вид инструмента может выполнять два вида резки металла: прямую и проходную, но оба вида – только по прямой линии. Резка с изгибами на этом инструменте невозможна. Прямая резка – это рассечение материала одним движением. А проходная – это отделение одной части от другой секционно, в несколько движений ножей, по принципу классических ножниц. По такому признаку, то есть согласно длине лезвий, инструменты тоже отличаются: с длинными лезвиями – для прямого реза, а с короткими – для проходного. Существует также и комбинированный тип ножниц – для прямой, проходной и контурной резки (вырезание контуров).
Таким образом, типов рычажных ножниц существует три: прямые, проходные, комбинированные.
Надо учитывать, что резка металла рычажными ножницами хороша либо для больших объемов материала, либо для разрезания с целью раскройки металла. Для более филигранных работ, с вырезанием фигурных контуров (мелких), ажурных краёв и прочего декорирования – лучше воспользоваться ручными ножницами по металлу. Работать ими, конечно, по сравнению с рычажным типом инструмента, тяжелее физически, затрачиваемые усилия намного выше, однако для фигурного выкраивания рычажные модели не подходят.
Далее рассмотрим типы ножниц по возможности перемещения. Выпускаются ножницы портативного и стационарного типа. В обоих случаях инструмент должен быть надежно закреплен на рабочей поверхности. Это обязательное условие техники безопасности, и, кроме того, предотвращает искривление реза. Для закрепления переносной модели можно использовать струбцины – специальные зажимы, которыми прикручивают что-либо к верстаку либо скрепляют материалы между собой. Струбцина имеет винт, который, вращаясь, придвигает зажим к пластине, прочно затягивая материал между ними. В случае, когда рычажный инструмент планируется установить для постоянного пользования, нужно прикрепить ножки к рабочей поверхности стола болтами. Для болтов в лапках ножниц есть специальные отверстия, лучше использовать болты М10.
Предназначение
В домашней мастерской используют ручные роликовые ножницы для разрезания стального листа малой толщины, оцинковки, профлиста. В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
На производстве роликовые ножницы используют для дополнительной обработки обрезных деталей, раскроя профнастила при кровельных работах, резки других видов материалов. Компактное устройство не требует специального места для работы. Металлический кровельный материал режется по разметке в любом положении.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Простые и удобные в работе ножницы для резки тонкого листового металла нетрудно изготовить в любой мастерской. Ими можно вырезать полосы одинаковой ширины без разметки линии разреза, одинаковые заготовки под прямым углом, обрезать полки угольников по заданной ширине. Выполнение этих операций простыми ножницами по металлу требует разметки, занимает много времени, да и линия разреза получается не всегда ровной, особенно если заготовка имеет большую длину.
Станину ножниц делают из двух угольников сечением 75х75 мм, длиной 200 мм, скрепленных между собой винтами М6. Два одинаковых ножа длиной 120 мм изготовляют из старых плоских напильников сечением 8х35 мм или из инструментальной стали У7А или У8А. Неподвижный нож прикрепляют к станине, подвижный — к рычагу винтами № 6 впотай. Напильники следует отжечь при температуре 750-800° до темно-вишнево-красного цвета и медленно охладить на воздухе. Затем отрезать по длине, и просверлить в каждом из них по два отверстия для крепления. После того как отверстия просверлены, на смежных плоскостях напильников стачивают насечку на точильном камне. Затем ножи нагревают до температуры 8ЗО-900° (до светло-красного цвета) и быстро охлаждают в воде или минеральном масле. Чтобы они при закалке не покоробились, их следует опускать в воду вертикально. После закалки режущие кромки ножей затачивают и заправляют на бруске. Угол подъема рычага регулируют ограничителем так, чтобы плоскости ножей не выходили из соприкосновения.

1 — основание; 2 — винты крепления станины к основанию: 3 — винты, соединяющие угольники станины; 4 — винты крепления Ношей; 5 — гайки крепления рычага; 6 — шайба; 7 — прокладка; 8 — винт ограничителя; 9 — ограничитель; 10 — направляющая линейка; 11 — выдвижная планка; 12 — прижимной винт планки; 13 — отверстия для винтов крепления угловой накладки; 14 — стопор направляющей линейки; 15 — ножи; 16 — угольники станины; 17 — рычаг; 18 — винты крепления угловой накладки; 19 — угловая накладка для крепления обрезаемого угольника.
Рычаг делают из стали толщиной 8-10 мм, шириной 30 мм. Он должен быть достаточно жестким, чтобы обеспечить плотное прилегание рабочих плоскостей ножей друг к другу. На станине установлена направляющая линейка, изготовленная из стали толщиной 6-8 мм. Она перемещается в пазах параллельно плоскости ножей. Рабочие плоскости линейки прострагивают или опиливают строго под линейку и угольник. Расположение линейки на станине фиксируется двумя стопорами-барашками М6. В нижней плоскости линейки выпиливают или фрезеруют паз под прямым углом к передней кромке, в котором передвигается выдвижная планка сечением 20х2 мм, позволяющая вести отрезку заготовок под углом 90°. Положение планки закрепляется прижимным винтом М5 с шайбой. Чтобы при обрезке на рычажных ножницах припуска полок угольник не изгибался, изготавливают из листовой стали толщиной 0,8-1 мм съемную прижимную угловую накладку. Она имеет сечение не равностороннего угольника. Одна полка должна быть на 1-1,2 мм меньше толщины направляющей линейки, на которой устанавливается угольник; другая — шириной 15 мм. В большей полке угловой накладки отверстия под винты распиливают круглым напильником на эллиптические. Если при резке тонкого материала он гнется, значит плохо подогнаны плоскости ножей. Если ширина полки обрезаемого угольника не одинакова, угловая накладка установлена с большим зазором. В зависимости от качества ножей на рычажных ножницах можно резать листовой материал толщиной до 1 мм. При этом не рекомендуется резать стальную или другую толстую проволоку, чтобы лезвия ножниц не зазубривались. Готовые ножницы окрашивают масляной краской, кроме рабочих плоскостей, которые смазывают машинным маслом. Станину прикрепляют к рабочему столу шурупами, болтами или струбциной. Ножницы будут переносными, если их укрепить на основание, выполненное из доски толщиной 30 мм размером 500х200 мм.
Рычажными ножницами раскраивают листовой металл, жесть, нарезают алюминиевые профили и проволоку. В магазинах представлено множество моделей от разных производителей любых категорий цен. Тем не менее, находятся умельцы, делающие своими руками этот полезный и несложный инструмент.
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
Сначала необходимо подготовить уголок, так как он будет выступать в роли корпуса, на котором будут размещаться дополнительные элементы
Стачиваем кромку подшипников. Причем сделать это нужно так, чтобы в итоге кромка получилась с острым углом. На обоих подшипниках необходимо «снять» кромку, так как от этого зависит возможность применения роликовых ножниц по назначению
Далее необходимо просверлить отверстие в уголке, и закрепить на нем один подшипник. Для закрепления используется болт с потайной шляпкой. Для закрепления подшипника используется также шайба, за счет которой будет обеспечиваться надежный прижим к стенке уголка
Подшипник крепится так, чтобы его наружная обойма выступала на 1-2 мм сверху от края уголка
Немаловажно предусмотреть возможность его регулировки соприкосновения со вторым подшипником, подложив шайбы с внутренней стороны
С обратной стороны при закреплении подшипника нужно предусмотреть, чтобы шляпка крепежного болта была утоплена в основании уголка. Это надо для того, чтобы самодельный инструмент свободно перемещался по краю верстака
Если утопить шляпку не получается, то можно сделать для нее паз в конструкции верстака, что также вполне уместно при использовании самодельных ножниц
Первая часть работ на данном этапе считается выполненной, поэтому следует перейти к изготовлению второй части. Это рукоятка, второй подшипник, а также отгибатель листа
Используя аналогичный уголок длиной в 2 раза меньше, необходимо закрепить на нем второй подшипник. Предварительно уголок при помощи болгарки необходимо вырезать такой формы, как показано на фото ниже
На торцевую часть полученной заготовки необходимо закрепить подшипник, просверлив предварительно отверстие
Заготовку из уголка приварить к основной части так, как показано на фото. При этом важно учитывать, что верхний подшипник должен вплотную соприкасаться с нижним подшипником, а его наружная обойма должна располагаться на расстоянии к основанию уголка до 1 мм
В завершении необходимо присоединить ручку к получившейся установке, чтобы удобно было работать

В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
Это интересно!При вращении одного подшипника рукой, второй также должен вращаться, что говорит о правильности изготовления самоделки. Чем больше расстояние между торцевыми частями подшипников, тем ниже качество работы инструмента. В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.
Как устроены и работают ножницы
Известная детская загадка про два конца, кольца и гвоздик полностью отражает конструкцию и принцип работы этого инструмента.

Ножницы состоят из двух симметричных половинок, соединенных общей осью вращения. Усилие реза создается за счет возникновения крутящего момента, на величину которого влияет длина рычага.
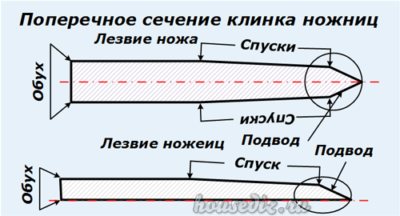
Ножевые лезвия имеют рабочие поверхности, заканчивающиеся режущей кромкой. Концы могут быть различной формы:
Ось вращения обычно выполняется винтовым механизмом с возможностью небольшой регулировки поджатия.
Геометрия лезвий
Лучшими формами поверхности обладают парикмахерские ножницы. Они созданы для тонкой работы по подстрижке волос, изготовлены из прочных сталей с хорошо заточенными режущими кромками, движущимися встречно.






Режущая кромка каждой половинки скользит одной стороной по общей плоскости среза навстречу обрабатываемому материалу. Рез создается за счет остроты подвода лезвий и их минимального приближения друг к другу.
Заточка клинка, в отличие от обычного ножа, создается односторонним подводом.
Режущее усилие
Следует учитывать, что каждый инструмент изготавливается для работы в определенных условиях. Например, парикмахерские ножницы делаются ровными. Нагрузки, которые они испытывают, являются минимальными. Использовать их для других целей нежелательно: легко повредить.
Садовые ножницы могут резать ветки деревьев, а поверхности их лезвия формируется с тремя зонами развиваемых нагрузок:
- ближняя к оси вращения выемка позволяет вырабатывать максимальное усилие реза;
- следующая за ней — среднее;
- оставшаяся часть предназначена для разрезания тонких веточек.

При этом используется эффект создания изгибающего момента через рычаг: приближение обрабатываемого материала к оси вращения увеличивает усилие среза, а удаление — уменьшает.
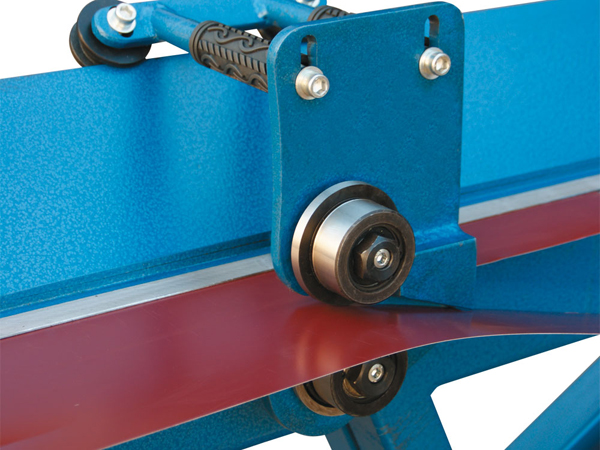
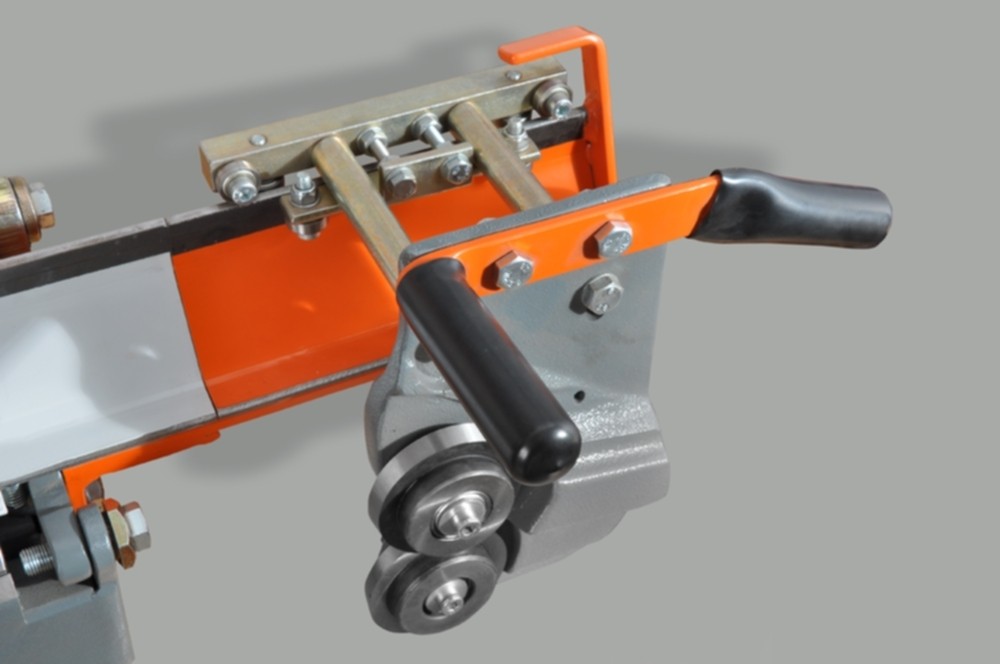
Принцип действия роликовых ножниц
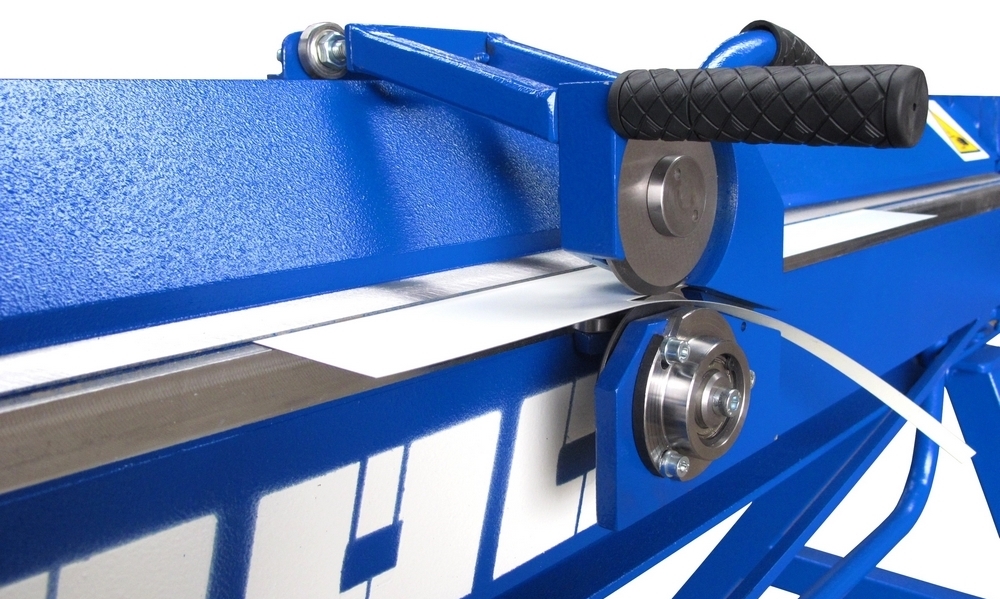
Принцип действия данного инструмента основывается на вращении двух находящихся рядом металлических ножей-роликов в разных направлениях, что обеспечивает поступательное движение металлического листа через эти ножи. За счет того, что они расположены очень близко друг другу, (расстояние меньше чем толщина разрезаемого металла) происходит разделение листа из-за его сдавливания.
В данном изделии очень важен размер роликовых ножей. Чем они больше, тем легче происходит процесс вырезание металлических деталей. Чем больше режущие элементы, тем тяжелее их найти, и тем выше их стоимость.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи. Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков. Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу. При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.

Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа. Это означает, что резать роликовым ножом не только удобно, но еще и эффективно. Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.

После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.
Рычажные ножницы по металлу своими руками
Здравствуйте, уважаемые читатели и самоделкины! Многим из Вас достаточно часто приходится работать с листовым металлом, в процессе изготовления заготовок его нужно быстро и эффективно резать.
В данной статье, автор YouTube канала «Samodelki Vitmana» расскажет Вам, как он изготовил рычажные ножницы по металлу.
 Этот проект достаточно прост в изготовлении, и не потребует сварочных или токарных работ.
Этот проект достаточно прост в изготовлении, и не потребует сварочных или токарных работ.
Материалы. — Стальная пластина от автомобильной рессоры — Стальная полоса 30Х8 мм — Болты М10, шайбы, гайки — Наждачная бумага — Аэрозольная краска.
Инструменты, использованные автором. — Болгарка — Лепестковый зачистной и отрезной диски — Сверлильный станок — Ленточная шлифовальная машинка — Тиски, электронный штангенциркуль, керн, гаечный ключ. Процесс изготовления. В качестве ножей для этого приспособления автор выбрал два обрезка от старой автомобильной рессоры. Ее сталь достаточно прочная, и выдержит даже серьезные нагрузки на режущую кромку. Для рукоятки будет использоваться стальная полоса 30Х8 мм. Ее также можно заменить на профильную трубу 20Х20 мм, так будет даже удобнее.
 Первым делом на подвижном ноже отмечается и кернится место для соединительного болта М10.
Первым делом на подвижном ноже отмечается и кернится место для соединительного болта М10.
 Итак, первый нож и рукоятка подготовлены для дальнейшей обработки.
Итак, первый нож и рукоятка подготовлены для дальнейшей обработки.
 Теперь проводится разметка и кернение будущих ответных отверстий на ноже.
Теперь проводится разметка и кернение будущих ответных отверстий на ноже.
Затем, при помощи заточного и лепесткового шлифовального диска, мастер делает спуски лезвий под небольшим углом (около 15 градусов), и шлифует их поверхности
На этом этапе крайне важно не перегревать металл, иначе он потеряет свою прочность, и его придется заново закаливать. Для охлаждения можно использовать обычную воду или лед. В итоге оба ножа практически готовы
 В итоге оба ножа практически готовы.
В итоге оба ножа практически готовы.
 После высыхания краски, мастер начинает сборку. Первым делом он соединяет рукоятку с ножом при помощи трех винтов М10 и гроверных шайб.
После высыхания краски, мастер начинает сборку. Первым делом он соединяет рукоятку с ножом при помощи трех винтов М10 и гроверных шайб.
 Теперь оба ножа соединяются между собой.
Теперь оба ножа соединяются между собой.
 Автор доволен проделанной работой, так как люфт между ножами практически отсутствует. Теперь рычажные ножницы можно фиксировать в тисках, и приступать к испытаниям.
Автор доволен проделанной работой, так как люфт между ножами практически отсутствует. Теперь рычажные ножницы можно фиксировать в тисках, и приступать к испытаниям.








 Вот такой неприхотливый инструмент, который пригодится практически каждому мастеру, получился у автора. В плане оптимизации стоит усилить ось, соединяющую оба ножа, установив болт М14. Кстати говоря, стоимость аналогичного заводского инструмента в интернете начинается от 8 000 рублей. Так что экономия в случае самостоятельного изготовления вполне очевидна.
Вот такой неприхотливый инструмент, который пригодится практически каждому мастеру, получился у автора. В плане оптимизации стоит усилить ось, соединяющую оба ножа, установив болт М14. Кстати говоря, стоимость аналогичного заводского инструмента в интернете начинается от 8 000 рублей. Так что экономия в случае самостоятельного изготовления вполне очевидна.
Также недавно была статья про изготовление небольшого станка для резки листового металла, в нем применена достаточно дешевая специальная насадка для дрели или шуруповерта.
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Преимущества покупки в
Выполним заказы в Москве и других городах СНГ. Сотрудничество с нашей организацией оставит положительные моменты, направленные на партнерские отношения. Профильное оборудование, наличие высокоскоростной линии по резке, станков, фигурных ножей позволяет выполнять заказы сложных конфигураций, любых объемов. Мы ценим наших клиентов, предоставляем качественные услуги. С нами вы получите выгоды:
- Низкие цены;
- Реализуем жесть в листах;
- Лакирование и литографирование в кратчайшие сроки;
- Экономичность материала при правильном раскрое до 15%;
- Оперативная доставка;
- Специальные предложения, скидки;
- Гарантии качества.
Приоритеты компании направлены на улучшение сервиса, продвижение новейших технологий, с помощью которых достигается безотходность. Сокращение производственных излишек снижает финансовые затраты и способствует развитию бизнеса наших заказчиков.
Листовой металл режется разными способами и инструментами. Один из вариантов — применение роликового ножа. Приспособление используется в промышленных или домашних условиях. На рынке представлены заводские модели, но изготовить роликовый нож для листового металла своими руками, осуществимая задача. Такую возможность определяют объёмы обрабатываемого материала и экономическая целесообразность.
Роликовый нож по металлу — приспособление, предназначенное для разделения листового металла на две части. Принцип действия основан на разрушении прочностных связей обрабатываемого материала на локальном участке.
Силовое воздействие на металл осуществляется по двум параллельным плоскостям. Векторы силы направлены друг к другу. Пример: бытовые ножницы или промышленная гильотина.
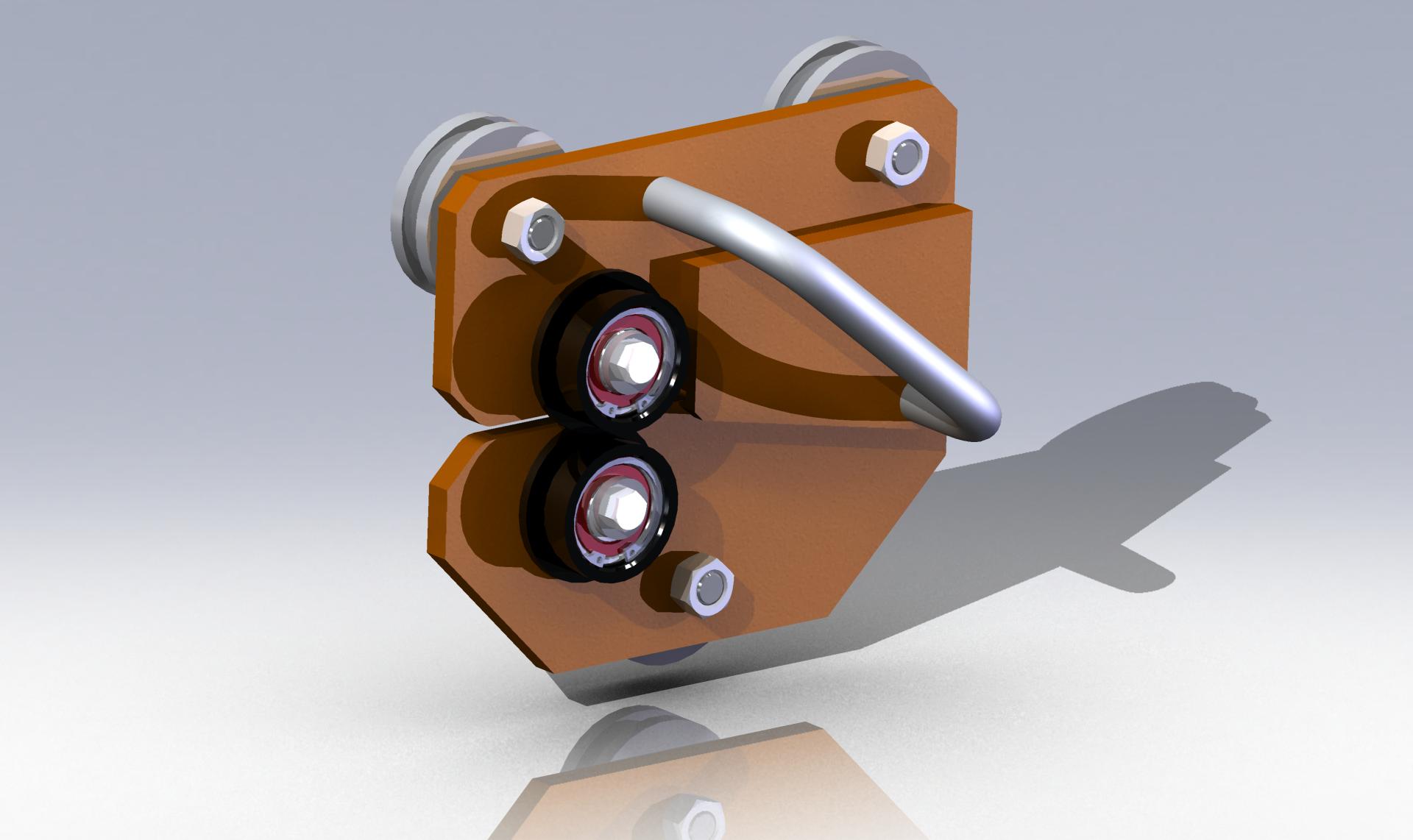
В роликовых ножницах, силовые части выполнены в виде двух дисков. Внутренние (обращённые друг к другу) режущие поверхности находятся в одной плоскости. Края роликов заходят (смещены) на малое расстояние в перпендикулярной плоскости. При движении (вращении) приспособление надвигается на металлический лист.
Лист, зажатый между двумя дисками, в точке контакта испытывает воздействие от двух сил. Происходит деформация сдвига и разделение материала. Диски, совершая поступательно-вращательное движение, смещают точку контакта в направлении реза. Таким образом осуществляется процесс непрерывной обработки листового железа.
Из чего сделать роликовый нож
Использование самодельного станка позволяет разрезать такие виды материалов:
- Оцинкованная сталь
- Нержавеющая сталь
- Алюминий
- Стальные листы толщиной до 0,5 мм, например, оконные откосы металлопластиковых окон
Для изготовления режущих ножей используются подшипники. Диаметр этих подшипников зависит от размера корпуса роликового ножа, но обычно используется 20-30 мм шариковые подшипники. Чтобы подшипники обеспечивали разрезание материала, необходимо их торцевые грани сточить, сделав их строго под углом 90 градусов. Именно от этого зависит эффективность инструмента.
Это интересно! Диаметр подшипников влияет на скорость реза. Чем больше размер подшипников, тем соответственно и выше скорость реза.

Перед тем, как сделать режущий инструмент роликового типа, надо разобраться с его принципом применения. Заключается применение на том, что самодельный нож движется по направляющим. В качестве таких направляющих используется угловая часть верстака или стола. На поверхности стола размещается разрезаемый лист, и чтобы рез получился ровным и аккуратным, его следует зафиксировать в неподвижном положении. Сделать это можно при помощи двух струбцин и деревянного бруска соответствующей длины. На лист укладывается брусок, а затем он фиксируется с двух сторон струбцинами, тем самым обеспечивая неподвижность во время обработки.
https://youtube.com/watch?v=p2xKvF_-ToI%3F
Особенности домашнего изготовления

Инструмент, отличающийся отсутствием «зверского» шума при работе, не требующий электроэнергии, можно назвать идеалом. Однако станет он таким совершенством только в одном случае — если правильно подобрать материалы для его изготовления. Лишь они обеспечат отсутствие проблем при обработке, а также долгий срок службы, мало отличающийся от того, что имеют «профессиональные» коллеги — заводские роликовые ножи. Нет, разница все же есть: дома можно собрать только тот механизм, который предназначен для прямолинейной резки. Но чаще всего домашним мастерам требуется именно она.
- Режущие элементы. Два ножа, располагающихся сверху и снизу в одной плоскости, обязательно изготавливают из высококачественного сплава, чья прочность должна быть выше, чем у обрабатываемых листов. В роли ножей выступают подшипники, удовлетворяющие этим требованиям. Чем больше их диаметр, тем выше будет скорость резки. Материал-идеал — инструментальная углеродистая сталь.
- Основание (станина с направляющими), по совместительству — рабочая поверхность, на которой располагается разрезаемый лист, перемещаются роликовые ножи.
- Корпус инструмента. Потенциальный материал — стальной уголок, имеющий определенные характеристики: линейные размеры — от 40 до 60 мм, толщину — 3 мм.
- Дополнительные детали: для надежного прижимания материала — фиксаторы (например, ручка, рукоятка), устройства, регулирующие зазор между режущими дисками.
Самая большая трудность при подготовке к работе — подбор достойного материала для роликовых ножниц. Для их изготовления используют подшипники, чей диаметр зависит от корпуса инструмента, однако чаще выбирают детали 20-30, 50 мм. Грани их стачивают точно под углом 90°. В противном случае качественное, эффективное изделие собрать не получится.
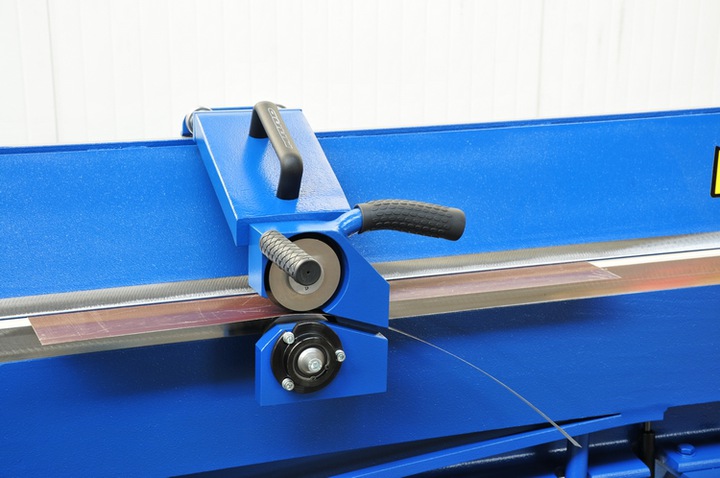
Сборка ножниц
Сборка конструкции роликовых ножниц — процедура довольно сложная и требует определенных навыков, а также ряда специальных инструментов. В интернете можно найти огромное количество способов их изготовления, используя различные материалы, мы остановимся на самом простом.
Для начала необходимо подобрать все детали будущих ножниц. Приоритет нужно отдавать надежным комплектующим, которые прослужат долго. В качестве рамы, на которой будут крепиться все оставшиеся детали, можно использовать обычный металлический уголок. В данном примере будет использован стальной угол 50 на 50 мм, толщиной 4 мм.
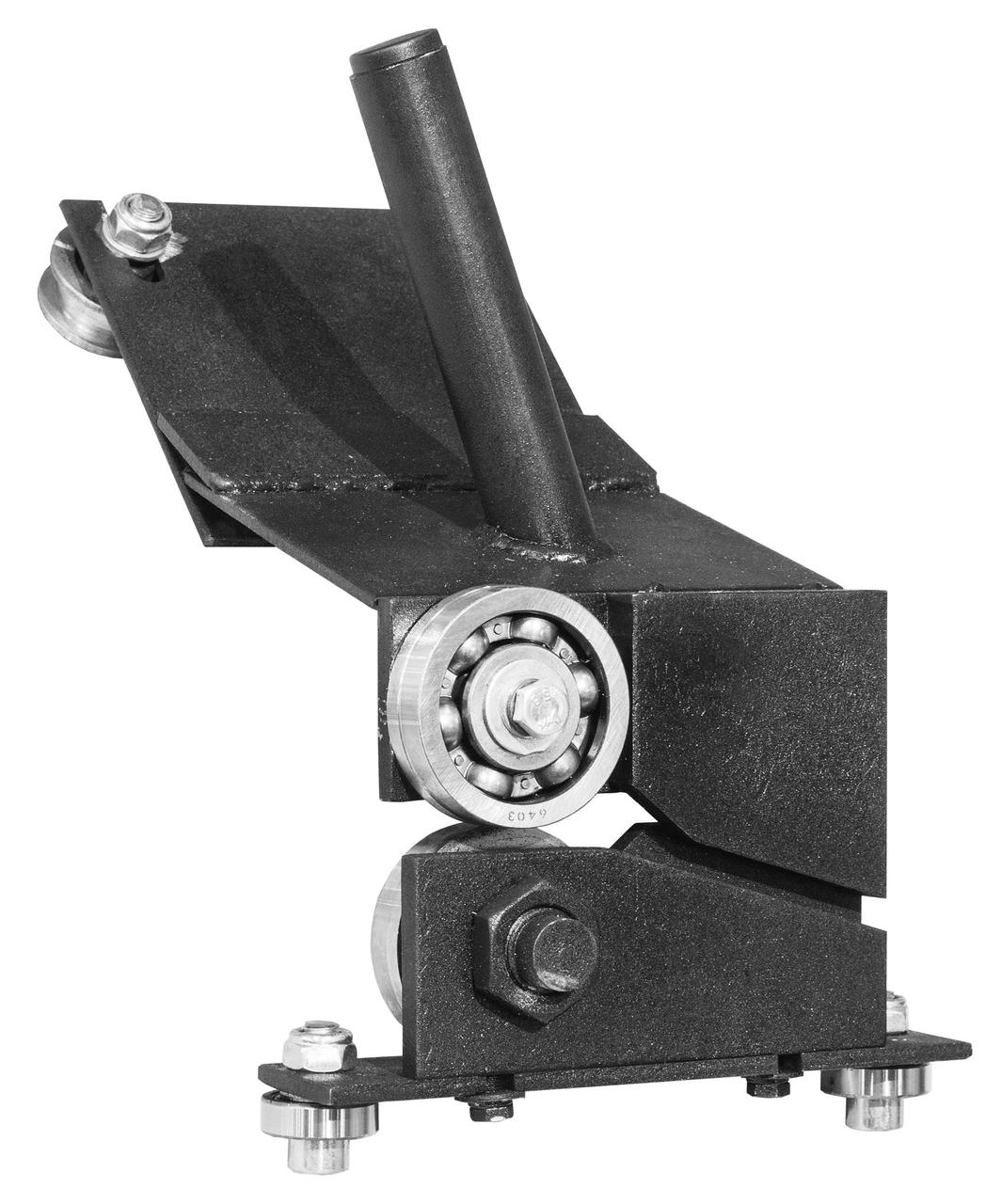
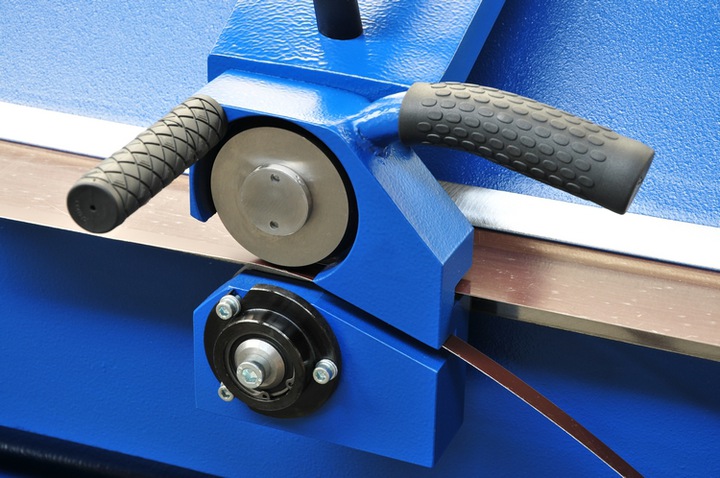
К раме приваривается металлическая пластина, на которой будет крепиться один из подшипников, а также ручка изделия. К этой пластине и уголку привариваются два штыря
При этом важно учесть, что они должны идеально подходить своим диаметром под внутренний диаметр подшипников, обеспечивая тем самым надежность конструкции. Если нет возможности подобрать эти детали можно использовать различные переходные втулки, которые дополнительно опрессовываются, помогаю тем самым выйти из ситуации. К пластине, на которой располагается верхний подшипник приваривать дополнительная деталь, с изгибом которая направляет отрезанную часть металлического листа вниз, делая его резку очень удобной
Зазор между роликовыми ножами должен быть минимальным, чтобы обеспечить быструю и надежную резку необходимых деталей. При вращении на холостом ходу один нож должен вовлекать во вращение другой. Делается это при помощи регулировочной шайбы
К пластине, на которой располагается верхний подшипник приваривать дополнительная деталь, с изгибом которая направляет отрезанную часть металлического листа вниз, делая его резку очень удобной. Зазор между роликовыми ножами должен быть минимальным, чтобы обеспечить быструю и надежную резку необходимых деталей. При вращении на холостом ходу один нож должен вовлекать во вращение другой. Делается это при помощи регулировочной шайбы.
Штыри можно приварить к раме или же просверлить отверстие вставить туда болты, которые также отлично подойдут. Ручку выполняется из металлических деталей. Отлично подойдет тонкая трубка, которой легко придается удобную для работы форму. После того как оно будет готово, ее можно приваривать к основной конструкции ножниц.
Весь процесс сварки можно выполнить обычным полуавтоматическим сварочным аппаратом. Правда, для того чтобы получились надежные ножницы, нужно выполнять сварочный процесс качественно с соблюдением всех стандартов. Это условие является крайне важным, так как при работе роликовыми ножницами, сделанными своими руками, инструмент получает значительные нагрузки. Они могут вызвать поломку из-за плохой сварки.
Какая бы, конструкция не была выбрана очень важно понимать, что данный инструмент можно использовать только для резки тонких листов металла, для толстых необходимо использование других инструментов
При сборке этого инструмента нужно особое внимание уделить выбору материалов, из которых он будет изготавливаться. Надо отдавать предпочтение роликовым ножам, выполненным из высокопрочных сплавов. Рама должна быть выполнена из хорошей стали
Рама должна быть выполнена из хорошей стали
При работе важно соблюдать все правила технологического процесса изготовления, а также принцип действия этого инструмента. Главным преимуществом использования этого инструмента является быстрая резка тонкого металла без нужды в дальнейшем его обрабатывать
Виды рычажных ножниц
Конструкции рычажных резаков не отличаются разнообразием, основное отличие в типе привода:
- ручные — наиболее примитивное устройство, воздействием на рычаг приводится в движение режущее лезвие;
- электрические — работают очень быстро, отличаются высокой производительностью. Кроение металла на таком оборудовании не требует никаких усилий от рабочего;
- гидравлические — мощные, запускаются в движение гидравлическим приводом. Широко используются при необходимости больших усилий, например, для рубки арматуры или прута.
Ручные ножницы подразделяются в зависимости от назначения и конструкции:
- с прямыми лезвиями — применяют только для резки по прямой линии;
- с искривленными резаками — ими вырезают элементы сложной формы и отверстия;
- стуловые — применяются для кроения толстых пластов бумаги;
- пальцевые — очень тонкими резцами проделывают отверстия;
- рычажные — стационарно крепятся на верстак.
Ручное рычажное приспособление позволяет выполнять проходную или прямую резку только по ровной линии.
Кроме того, инструменты различаются по длине исполнительных элементов:
- с коротким лезвиями для проходного кроения;
- с длинными режущими поверхностями — для прямого кроения;
- комбинированные ножницы для любых видов, в том числе контурной.
Кроение мелких деталей рычажными ножницами невозможно, они удобны для крупных работ по раскройке или рубке.
Инструмент может быть стационарного или переносного типа. Для работы оба вида крепко фиксируются на верстаке или станине. Только так можно точно и безопасно кроить металл. Чтобы закрепить портативные ножницы используют струбцины или болты.








Знакомьтесь, профлист!
Полное название материала – профилированный лист. Есть еще одно – профнастил. Появлением последнего он обязан своей популярности в качестве кровельного материала, хотя имеет очень широкую область применения – от заборов до несущих конструкций. Это – лист оцинкованной стали, подвергшийся профилированию (гофрированию) для достижения максимальных жесткости и прочности при сохранении минимального веса. Может различаться по толщине и размерам, ширине профиля, высоте и форме (трапециевидная, волнообразная) самой гофры. Часто имеет полимерное или лакокрасочное покрытие для защиты от коррозии.

Инструменты для монтажа профнастила: (1. Шуруповерт;2. Перфоратор;3. Резиновый молоток киянка);4. Щетка с мягкой щетиной;5. Рулетка;6. Длинная рейка;7. Маркер;8. Уровень;9. Инструмент для резки сайдинга и строительного профиля.)
Посмотрев на профлист, который нужно разрезать, и оценив его характеристики и дальнейшее применение, вы можете определить свои требования к порезке, задавшись вопросами:
- Какое качество резки вас устроит?
- Нужно ли вам резать криволинейно?
- Необходимо ли заботиться о сохранности антикоррозийного покрытия?
- Имеет ли значение скорость работы?
- Сколько денег разумно потратить на инструмент, если его нет, и на расходные материалы?
Учитывая разнообразие профилированного листа и широчайший спектр его применения, представляем вашему вниманию инструменты, позволяющие выполнить резку – от специальных до ручных.





