

Толщина ведущего звена (хвостика)
Данный параметр является вторым по важности при выборе пильного элемента. Следует знать, что на разных марках бензопил шина будет отличаться по ширине
Ведущие звенья также предназначаются только под определенный тип шин.
Ведущие звенья бывают следующих размеров.
- 0,043” или 1,1 мм. Это самое маленькое ведущее звено. Устанавливается обычно в миниатюрных цепях, которые предназначены для “слабеньких”, бытовых агрегатов, не предназначенных для больших нагрузок.
- 0,05” или 1,3 мм. Хотя разница с предыдущим примером незначительная, режущий элемент рассчитан на более ощутимые нагрузки. Цепи со звеном 1,3 мм наиболее распространены среди владельцев бытовых и полупрофессиональных бензопил, имеют небольшой вес и достаточно надежны.
- 0,058” или 1,5 мм. Данный тип пил имеет не меньшую популярность, чем предыдущий, но используется уже не только в полупрофессиональном инструменте, но и в аппаратах класса профи.
- 0,063” или 1,6 мм. Цепи с такой толщиной хвостика являются более прочными и ставятся только на инструмент для профессионалов.
- 0,08” или 2 мм. Этот размер является завершающим среди типов ведущих звеньев. Цепь рассчитана на длительную работу и серьезные нагрузки. Не сложно догадаться, что элемент используется только на высокопрофессиональных бензопилах, обладающих высокой мощностью.
В итоге, чем больше толщина ведущего звена, тем прочнее и качественнее цепь, и тем большие нагрузки она сможет выдерживать. Но, выбирая режущий элемент, необходимо сверяться с инструкцией к аппарату, где указывается, какого размера шину допускается на нем устанавливать.
Проблемы эксплуатации
На этом в перечне основных преимуществ можно поставить точку. В частности, соединительные звенья победитовых цепей производятся из стандартной стали, поэтому изнашиваются и вытягиваются победитовые цепи нередко ещё до полной выработки назначенного ресурса.
- Цена победитовой цепи в 4-5 раз выше стоимости качественного аналога. Простой подсчёт показывает, что суммарный ресурс пяти фирменных цепей существенно выше срока службы дорогостоящего изделия с твёрдосплавными режущими кромками.
- Расклепка растянутой цепи с последующим удалением нескольких звеньев даёт кратковременный эффект. Также следует учитывать ускоренный износ приводной звёздочки, что неизбежно сопровождается потерей плавности хода, рисками разрыва цепи и образованием травмоопасных моментов.
- В домашних условиях заточить цепь для бензопилы с напайкой невозможно. Для этой работы требуется специальное оборудование, которое имеется не в каждом сервисном центре. Цена заточки в ряде случаев сопоставима со стоимостью новой цепи стандартного образца.
Из сказанного, несложно сделать вывод о целесообразности применении победитовых цепей в распиловочных работах специального профиля. В частно-хозяйственном и фермерском секторе уникальные свойства такого оборудования находят применение только при крайней необходимости.
Понятие шага и его значение
Под шагом цепи подразумевают расстояние между любыми тремя заклепками. В цепях для пил эта длина характеризует удаленность двух режущих зубьев относительно друг друга. Величина шага равняется и длине между вершинами двух соседних хвостовиков цепи (направляющие элементы, заходящие в паз шины). Для того чтобы правильно определить шаг цепи бензопилы производят замер расстояния между осями идущих подряд трех заклепок.
Конструкция цепи бензиновой пилы.
Существует обоснованная закономерность, которая гласит о том, что чем больше расстояние между режущими зубцами цепи, тем глубже они входят в распиливаемый материал. Увеличивая шаг цепи бензопилы, можно повышать ее производительность. При этом, соответственно, изменяется усилие для вращения приводной звездочки. Требуется понимать, что чем выше шаг, тем больше силы нужно приложить для ее протяжки во время распиловки материала и тем больше должна быть мощность двигателя.
Современные производители бензиновых пил используют три основных вида пилящих цепей со следующими значениями шага, измеряемого в дюймах:
- 0.325;
- 0.375 (применяют в классификации маркировку 3/8);
- 0.404.
От шага цепи зависит качество и точность создаваемого реза в материале. Если качество разрезания при работе бензопилой не имеет глобального значения, то точность реза иногда важна при роспуске бревен или досок, для этого нужно учитывать зависимость шага пилы на роспуск древесины по заданным разметкам.
Положение напильника при заточке цепи бензопилы.
Чем выше расстояние между зубьями, тем больше возникает вибраций и паразитирующих сил, стремящихся смещать его рабочую шину в разных направлениях ,и тем грубее создаваемый распил из-за разрывов волокон дерева. Соответственно, повышается усилие для удержания пилы в руках.
Правило подбора цепи указывает на то, что шаг между зубьями прямо пропорционален производительности, запасу мощности мотора и обратно пропорционален точности создаваемого реза.
Угол заточки резца
Угол заточки резца цепи бензопилы – это тот параметр, который напрямую влияет на глубину врезания зубьев в древесину. Его выбор необходимо осуществлять в соответствии с теми, каким образом будет происходит распил древесины – в продольном или же поперечном расположении волокон.
заточка резца
При выборе угла заточки необходимо обратить внимание на такие важные нюансы, как:
- Если требуется распиловка заготовки вдоль, цепь преимущественно будет взаимодействовать с ее мягкими волокнами. В таком случае угол заточки резца должен быть в пределах от 25 до 35 градусов. Это обеспечивает глубокое врезание зуба в материал.
- Если требуется распиловка заготовки поперек, цепи нужно взаимодействовать с твердыми волокнами. Это в свою очередь приводит к возникновению повышенной нагрузки на бензопилу, что провоцирует нагревание цепи. Для выполнения подобной работы специалисты советуют использовать резцы, угол заточки которых составляет не более 5-10 градусов. Таким образом можно существенно уменьшить глубину врезания в материал. Это соответственно отражается на износе цепи и сложности работы.
В большинстве случаев в строительных магазинах довольно сложно найти цепи для бензопил, предназначенные для продольного пиления бруса и досок. Это связанно с тем, что профессионалы в подобных ситуациях зачастую используют ленточные пыли, а не ручной инструмент.
заточка пилы
Если целей для продольного распила в магазине найти не удается, всегда можно обратиться за помощью к мастерам, которые занимаются заточкой данных приспособлений. Они могут предоставить своим клиентам услуги, касающиеся переточки обычной цепи на цепь для резки древесины вдоль волокон.
Правильная заточка цепи бензопилы
Как понять, что оснастка затупилась
В процессе интенсивного пиления режущие сегменты цепи затупляются. И это происходит не только при взаимодействии с древесиной. Например, если случайно шина соскальзывает с бревна и задевает землю, сильное абразивное воздействие наносит вред режущим кромкам. Свидетельством того, что необходима заточка цепей, является ухудшение производительности работ: шина перестает углубляться в древесину, вместо крупной стружки летят мелкие опилки. Пользователю приходится прилагать больше усилий для заглубления пилы в древесину. Вернуть остроту режущим сегментам можно самостоятельно, заточив их ручным способом. В этом нет ничего сложного, если знать особенности геометрии пильного полотна и нюансы заточки.
Важно знать! Не рекомендуется пилить затупленной цепью. Это не только снизит производительность работ и потребует от вас больших усилий, но и повысит расход топлива, нагрузку на двигатель и ускорит износ рабочих узлов инструмента
Первой частью звена является режущий зуб. У него две кромки – верхняя и нижняя (торцевое лезвие). При вхождении в древесину он снимает ее слой так же, как это делает лезвие рубанка. Вторая часть – это ограничитель глубины пропила. Он регулирует толщину древесной стружки. Верхняя кромка режущего зуба скошена под определенным углом относительно линии движения пильного полотна. Такие особенности строения диктуют свои правила обработки каждого сегмента. К ним нужен свой подход.








Подготовка пильной оснастки
Напомним, что заточка цепи бензопилы своими руками осуществляется без снятия ее с инструмента. Достаточно удобно расположить пилу, закрепив пильную гарнитуру струбциной на твердой поверхности. Это избавит вас от необходимости удерживать инструмент, а также поможет более уверенно осуществлять заточку. Не забудьте: вам понадобятся защитные перчатки, чтобы уберечь руки от порезов о пильную гарнитуру. Для выполнения работ нужен набор, состоящий из шаблона, круглого и плоского напильника. Работая по шаблону, удастся точно позиционировать напильник относительно зуба и повторять действие на каждом из режущих звеньев. Итак, расскажем о заточке по порядку.
Для обработки режущих кромок нужен круглый напильник. Он подбирается по диаметру исходя из параметров шага цепи. Чтобы должным образом позиционировать заточный инструмент, нужно соблюдать следующие предписания:
- в вертикальной плоскости его рабочая часть должна находиться под углом в 90° относительно оснастки;
- в горизонтальной плоскости – под углом в 30° или 10° в зависимости от особенностей и характеристик цепи.
В точности соблюсти эти требования и повторить одинаковое положение на каждом звене поможет специальный шаблон, который устанавливается на шину и дает возможность быстро и аккуратно произвести заточку. К каждой модели пилы предлагаются шаблоны особой формы, поэтому лучше подбирать фирменные изделия, рекомендуемые производителем. Примеры таких приспособлений представлены на рисунках ниже.
Поместив напильник с круглой рабочей частью внутри звена цепи и придав ему нужное положение с помощью шаблона, начинайте совершать им движения параллельно кромке. Соблюдайте горизонтальное положение инструмента и не прилагайте чрезмерных усилий. Также следите, чтобы верхняя часть напильника не выступала за верхнюю точку зуба более чем на 1/5 от своего диаметра.
Важно! Совершайте движения напильником только от себя. Следите за тем, чтобы число движений было одинаковым на каждом из зубьев
Тогда после заточки все они будут иметь одну высоту. Для удобства сначала заточите сегменты одного направления, а после смените положение пильной гарнитуры и обработайте зубья другого направления.
Обработка ограничителя пропила
Процесс выполняется с помощью все того же шаблона, только другим инструментом. Вам понадобится напильник с плоской рабочей частью. В шаблоне для заточки имеется небольшое окошечко для ограничителя пропила. Установите шаблон на пильную оснастку так, чтобы ограничитель выходил из этой прорези. Затем возьмите напильник и выполните несколько движений в направлении от себя – нужно сточить выступающий из окошечка кончик сегмента.
Видеоинструкция
Чтобы понять, как выглядит заточка цепи бензопилы своими руками, посмотрите процесс в этом видео. Следуя всем правилам, вы вернете оснастке режущие свойства и сможете продолжить работу.
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
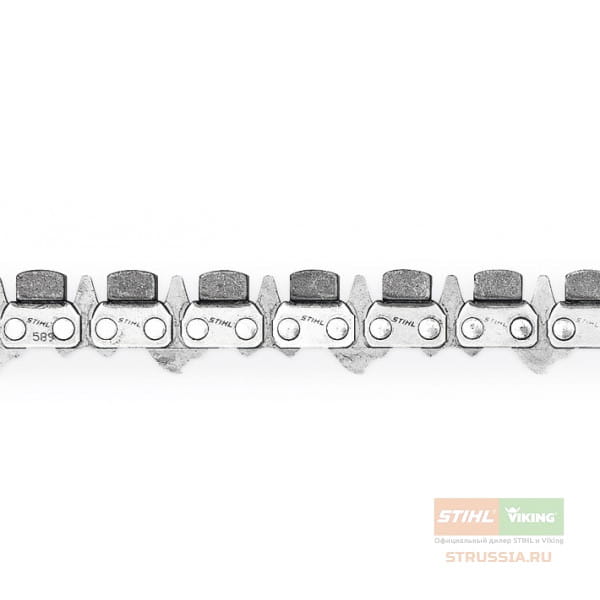
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.










Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Сфера применения
Твердосплавная цепь хорошо подходит, а иногда и просто незаменима для распиловки твердой и сверхтвёрдой древесины. Например:
- мореного дуба;
- запаренной древесины, по плотности схожей с костью;
- древесины твердых пород первого реза (от пня), комля, особенно сухого и свилеватого (с перекрученными волокнами);
- сухой древесины с мощными суками;
- древесины со льдом на поверхности или с загрязнениями песком или почвой.
Бензопилы с твердосплавными цепями используют при резки льда для любых нужд, в том числе и для создания ледяных скульптур.
Бригады спасателей МЧС штатно используют только такую режущую гарнитуру, даже когда приходится разбирать завалы из обычной древесины. В экстремальных ситуациях некогда следить за сохранностью цепи. Часто случаются касания режущей кромкой камня, земли, попадание в дереве металла. Обычная цепь мгновенно выйдет из строя и потребуется замена, а при ЧП на это нет времени.
О размере шага
Главной характеристикой любой бензопильной цепи является её шаг, характеризующий расстояние между соседними зубьями. Для каждой модели пилы значение шага по умолчанию фиксированное и определяется характеристиками ведущей звёздочки и установленной шины. Поэтому просто так взять и поставить на свою мотопилу цепь с большим или меньшим шагом не получится. Для этого придётся менять и звёздочку с шиной. Но не всегда в этом есть смысл.
Безусловно, чем больше значение шага, тем выше производительность работы. Однако не следует гнаться за максимально возможной величиной – его следует выбирать с учётом мощности пилы:
- с увеличением шага возрастает скорость вращения цепи;
- увеличивается сопротивление древесины;
- возрастает нагрузка на двигатель.
В результате, если шаг не соответствует рабочим параметрам пилы, работа в таком режиме может привести к быстрому выходу инструмента из строя.
Кроме того, чем больше шаг пильной цепи, тем выше её агрессивность – она сильнее рвёт дерево. Одновременно увеличивается и ширина пропила. Удерживать и контролировать такой инструмент тоже будет намного сложнее.
Для удобства выбора все представленные на рынке варианты цепей стандартизированы под определённые размеры шага:
- 1/4 дюйма – самый маленький шаг, звенья расположены максимально близко друг к другу. Такая оснастка подходит для маломощных садовых пил.
- 325 дюйма – самый популярный вариант для пил начального класса мощностью в 3-3.5 л.с. Вибрации при пилении такой цепью минимальные, поэтому работа не утомляет, срез получается ровный, древесину пила не рвёт. Однако при длительной работе 0.325-дюймовые гарнитуры быстро тупятся.
- 3/8 дюйма – это оснастка для полупрофессионального и профессионального инструмента мощностью 4 л.с. Такой цепью можно без лишних усилий перепиливать средние по толщине стволы.
- 404 дюйма – гарнитура только для пил класса Профи, оснащаемых двигателями мощностью от 5.5 л.с. Таким инструментом можно пилить стволы любой толщины.
- 3/4 дюйма – достаточно редко встречающаяся размерность, предназначенная для пил с особо мощными двигателями.
Несколько слов о том, почему в большинстве случаев не следует перенастраивать пилу под цепи с меньшим или большим шагом. Если на маломощную пилу поставить гарнитуру с большими зубьями, то мощности и крутящего момента двигателя будет недостаточно для её протаскивания через дерево – крупная цепь будет встречать серьёзное сопротивление. Поэтому работа будет непродуктивной, а инструмент может попросту выйти из строя.
Не стоит и ставить цепи с мелким шагом на мощные профи-пилы. Их двигатель рассчитан на более крупную и агрессивную оснастку, поэтому зубцы будут просто проскальзывать, практически не касаясь дерева. Двигатель же ввиду отсутствия сопротивления будет работать практически на максимальных оборотах, что негативно отразится на его состоянии.
В быту же чаще всего используются цепи с шагом 0.325 дюйма. Их производительности достаточно для большинства садово-огородных работ, подходят они и для строительства загородного дома. Кроме того, у такой гарнитуры выше точность реза — она обратно пропорциональна шагу. Ещё одно преимущество таких цепей – меньшая вероятность отскока пилы.
Как узнать какая гарнитура на бензопиле
Определить тип цепи, которая установлена на бензопиле, можно несколькими способами. Если пила новая, только купленная, то тип и размер цепи указываются в документах (руководстве пользователя, в разделе характеристики). Если пила уже успела поработать и не известно, менялась ли гарнитура за время эксплуатации, то определить тип цепи можно проведя следующие действия:
- Снять гарнитуру и посчитать количество звеньев.
- При помощи штангенциркуля померить ширину хвостовика.
- Визуально определить тип режущего зуба. Острые боковые грани — чизельный, плавные грани — чипперный.
- Линейкой или штангенциркулем померить шаг цепи.
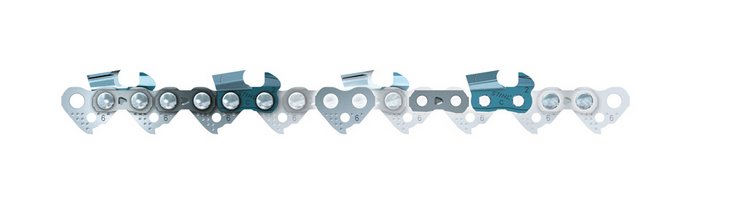
Важно! Неправильно снятые размеры могут привести к тому, что новая цепь не установится в шину бензопилы или будет иметь шаг отличный от шага звездочек, поэтому при проведении замеров нужно быть более внимательным. Еще один вариант определить размеры, который не требует использования измерительного инструмента — это посмотреть маркировку. Ширина хвостовика указывается с наружной стороны зубца ограничителя
Значения ширины на зубце показано без единицы, т.е. если на зубце стоит цифра 3, то ширина хвостовика 1,3 мм, остальные размеры аналогично
Ширина хвостовика указывается с наружной стороны зубца ограничителя. Значения ширины на зубце показано без единицы, т.е. если на зубце стоит цифра 3, то ширина хвостовика 1,3 мм, остальные размеры аналогично
Еще один вариант определить размеры, который не требует использования измерительного инструмента — это посмотреть маркировку. Ширина хвостовика указывается с наружной стороны зубца ограничителя. Значения ширины на зубце показано без единицы, т.е. если на зубце стоит цифра 3, то ширина хвостовика 1,3 мм, остальные размеры аналогично.
Некоторые производители, например, Орегон, на хвостовик своей продукции наносят номер модели. Зная номер, можно без труда определить характеристики цепи, найдя информацию о модели в каталоге.
Маркировка цепей для бензопил
Базовая классификация цепей основывается на шаге, то есть расстоянии между зубьями или заклепками в линии резки. К наиболее популярным типоразмерам можно отнести гарнитуру с шагом на 0,325 и 0,404 дюйма, но на этом величины не ограничиваются
Принципиально важно учитывать и совместимость того или иного размера с шиной бензопилы. Бытовые простейшие модели техники, как правило, поддерживают лишь один определенный шаг установки, в то время как профессиональные агрегаты допускают возможность работы с несколькими типами цепи. Для понимания того, какая цепь лучше для бензопилы в конкретном исполнении, следует разобраться с особенностями каждого типоразмера:
Для понимания того, какая цепь лучше для бензопилы в конкретном исполнении, следует разобраться с особенностями каждого типоразмера:
- Цепь с маркировкой шага на 0,325. Минимальный формат, но, как уже говорилось, он является и одним из наиболее распространенных. Оптимальная мощность для работы с такой цепью – до 3 л. с. На практике с такой техникой можно осуществлять спил сучьев, резку тонких бревен и заготовку дров.
- Цепь с шагом на 0,375. Средний формат, подходящий для инструмента мощностью 4-6 л. с. Пограничный размер между бытовым и профессиональным. Такие цепи подходят для работы с пиломатериалами среднего размера.
- Цепь с шагом на 0,404. Данный размер применяется в основном на профессиональных бензиновых пилах большой мощности. Крупный шаг дает возможность работы на лесных хозяйствах, где производится валка деревьев.
Инструкция: как самостоятельно выполнить заточку ножовки
Перед проведением процесса необходимо знать, что ножовки по дереву из каленой стали заточить нельзя. Отличить материал можно по черному цвету с характерным синим отливом.
Важно помнить, что перед заточкой зубцы необходимо развести. Чтобы заточить ножовку по дереву своими руками, нужно определиться с необходимым инструментом
В качестве устройства для заточки чаще всего используют напильники, реже — болгарку
Чтобы заточить ножовку по дереву своими руками, нужно определиться с необходимым инструментом. В качестве устройства для заточки чаще всего используют напильники, реже — болгарку.










Процесс восстановления остроты режущей кромки зависит от вида ножовки. Обработка поперечной пилы проводится следующим образом:
- Полотно зажимается в тисках под углом 45° по отношению к столу.
- Проводится заточка левой кромки четных резцов.
- Лезвие переворачивается.
- Затачивается левая кромка четных зубцов.
- Формируются острые режущие грани и острые вершины резцов.
Для обработки используется напильник треугольной формы с мелкой насечкой.
1 — разводка; 2 — стамеска; 3 — полотно пилы; 4 — бруски; 5 — клин; 6 — опора; 7 — трехгранный напильник; 8 — угольник
Чтобы наточить универсальную или продольную пилу, полотно необходимо закрепить в тисках под углом 90°. Для обработки следует воспользоваться ромбическим напильником. Инструмент держат в руках параллельно рабочему столу. В остальном процесс обработки режущей кромки аналогичен заточке ножовки для поперечного распила.
После обработки всех зубьев на гранях могут оставаться заусенцы, размер которых зависит от толщины полотна пила. Их устраняют с помощью мелкого напильника (с «бархатной» насечкой), либо абразивного бруска малой зернистости.
Качество заточки можно определить 2 способами. При проверке на ощупь должна чувствоваться острота зубьев, отсутствие заусенцев. Либо проверяют режущие грани по цвету: при освещении на них не должно быть бликов.
Дополнительно проводится пробный распил: во время обработки ножовка должна идти ровно, без увода в сторону; поверхность реза должна быть гладкой, без рваных волокон древесины.
Заточить пилу можно с помощью болгарки. Для этого электроинструмент крепится к рабочему столу. Пилу перемещают по направляющим вручную таким образом, чтобы каждый резец подавался к наждачному диску в одной и той же плоскости. При этом необходимо установить ограничитель глубины заточки, что позволяет сохранить одинаковую высоту резцов. Сначала проводится обработка граней нечетного ряда зубцов, затем — четного. После обработки также требуется удаление заусенцев надфилем или оселком.





