

Особенности выбора инструмента
При выборе ножниц учитывают эксплуатационные параметры и назначение инструмента.
- Ножи. Для прочных лезвий используется хром-ванадиевая сталь. Хорошо зарекомендовали себя модели из нержавеющей и хромоникелевой стали.
- Толщина реза. Ножницы следует выбирать под конкретные задачи. Для раскроя алюминия, меди, жести, стали достаточно ножниц с резом до 0,8 мм. Усиленные модели способны раскроить металл до 1,5 мм.
- Рукоятки. Ручки инструмента должны быть нескользящими, удобными для надежного хвата.
- Длина. Параметр показывает общую длину инструмента. Чем длиннее ножницы, тем большее усилие они могут прикладывать при резе.

При выборе инструмента учитывают поставленные задачи и особенности материала
Рекомендации по выбору ножницы по металлу
Назначение.
Начать поиск ручного режущего инструмента для работы с металлом следует с четкой постановки задач.
- Если ножницы будут резать листовой металл, то можно остановиться на универсальных моделях. Это могут быть однорычажные или двухрычажные конструкции, а также аллигаторные изделия. Однорычажный инструмент напоминает канцелярские ножницы, он оптимально подойдет для прямых резов мягких и тонких листов. Более мощными будут двухрычажные аналоги, повысить усилие при резке жесткой заготовки позволяет специальный шарнир. Шарнирную челюсть имеют и аллигаторные ножницы, но приводом для них часто становится гидравлика.
- Когда в металлических пластинах требуется сделать фигурную резку, то предпочтение лучше отдать ножницам с загнутыми лезвиями. В этой категории различают правые и левые модификации. Правшам удобнее работать с левыми ножницами.
- Часто режущий инструмент покупается для перекусывания прутковых материалов. Это может быть толстая проволока, цепи, пружины, металлопрокат разного сечения (квадрат, круг, шестигранник). С такой задачей по силам справиться арматурным моделям. Их еще называют болторезами. Они напоминают огромные кусачки, в которых роль режущих частей играют закаленные и заточенные губки из твердых видов стали. Приводятся они в действие, как с помощью физической силы человека, так и гидравликой. Механические модели подойдут для активной работы с прутковым материалом небольшой толщины (5-10 мм).
- Есть в продаже много специализированных ножниц по металлу. К ним можно отнести модели, вырезающие за одно движение прямоугольные детали. Шлицевой инструмент предназначен для работы с пластинами толщиной до 4 мм. Роликовые модели отлично подходят для точной резки тонких листов.
Материалы
. Для изготовления отдельных элементов ножниц применяются разные материалы.
Режущие детали (ножи, лезвия, губки, пуансоны, матрицы) делаются из прочной стали. Это может быть инструментальная, легированная или высокоуглеродистая сталь, часто используются хромованадиевые или хромомолибденовые сплавы
В любом случае важно, чтобы твердость режущей кромки была выше, чем у заготовки. Диапазон твердости колеблется от 40 до 60 единиц по шкале Роквелла HRC
Так как сталь подвержена коррозии, лезвия нужно беречь от влаги или наносить на них смазку при хранении.
В старых ножницах по металлу рукоятки представляли собой продолжение каждого лезвия. Но контактировать со сталью, как голыми руками, так и в перчатках неудобно, да и опасно. Поэтому производители часто используют специальные накладки из пластмассы, ПВХ или резины
При покупке ножниц важно обратить внимание на надежность фиксации накладок к стальным рукояткам.
Только 13 ножниц по металлу смогли попасть в наш обзор. Этот инструмент можно приобрести в специализированных магазинах России. Редакция журнала simplerule распределяла позиции на основании выводов экспертов. При этом учитывались отзывы отечественных пользователей.
Классификация по типу привода
Виды ножниц по металлу делятся на категории по виду реза, назначению, особенностям конструкции. Специалисты выделяют ручные, гидравлические, дисковые и листовые инструменты.
Ручные ножницы
Работа ручных ножниц основана на физической силе. Ручные инструменты изготавливают путем ковки. Качество работы определяется длинной лезвий и прилагаемым усилием.

Ручные модели имеют небольшой вес и размеры
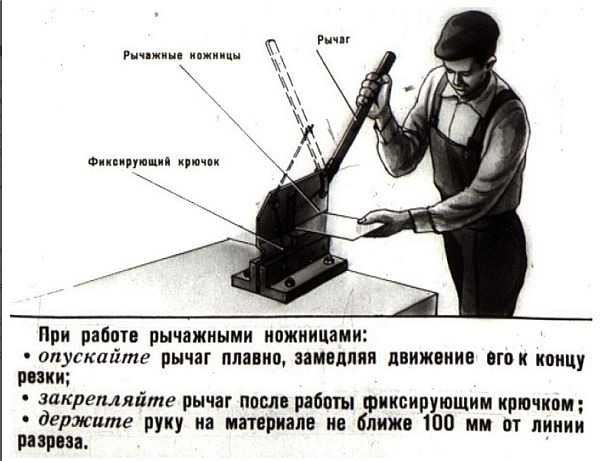
Рычажные отличаются наличием шарнирного крепления рукоятки и ножей. Оно обеспечивает дополнительное давление при резке. Основной недостаток такой модели — необходимость крепления к столу или верстаку.
Гидравлические изделия
Гидравлические модели применяются для раскроя стержней, профилей, арматуры. Их используют в случае демонтажа металлических конструкций, автомобилей, железнодорожных составов.

Гидравлические модели оснащены гидроприводом, который дает дополнительное давление при резе
Отличаются мобильностью, высоким качеством реза, безопасностью работы и относительно небольшой массой устройства.
Дисковые ножницы
Дисковые инструменты часто называют роликовыми. Разрез в агрегате осуществляют роликовые ножи. Они надавливают на изделие, врезаясь в него.
Большинство моделей оснащены двумя роликами — верхним и нижним. Лезвия могут быть параллельными, наклонными или с одним наклоном. Дисковые инструменты отличаются быстротой работы, чистым краем, доступной стоимостью.
Листовые ножницы
Листовые ножницы оснащены двумя режущими ножами. Первый крепится на зафиксированной опоре, второй — подвижный. Он располагается перпендикулярно первому. Между ножами имеется регулируемый зазор, которые позволяет подгонять нож под разные детали.
Ножницы отличаются высокой прочностью и доступностью. Подходят для работы на производстве.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.

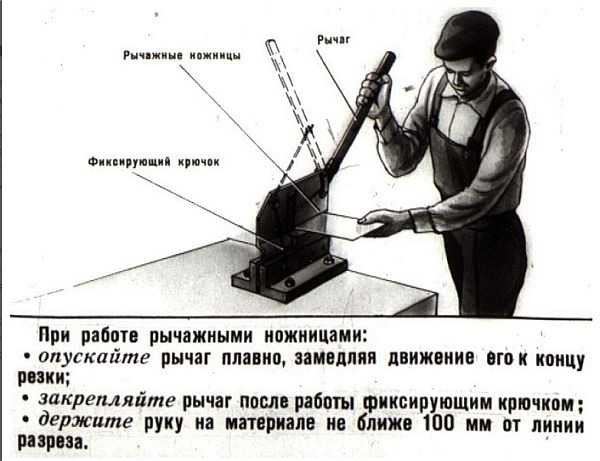
Правила резки
В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
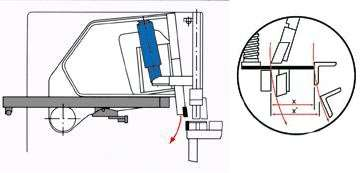
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:









- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
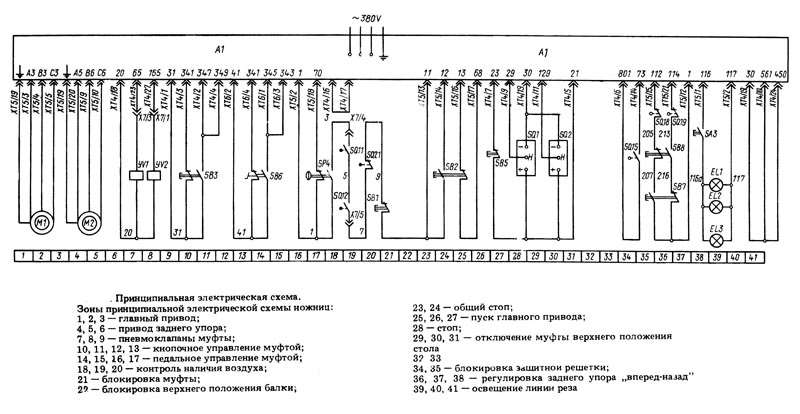
Конструкция и схемы
Многие эксплуатационные характеристики определяет особенности конструктивных элементов и кинематической схемы. Главная кинематическая схема имеет такие особенности:
- конструкция состоит из электродвигателя;
- клиноременная передача, связанная с двигателем, передает усилие через муфту-тормоз цилиндрическим редукторам;
- редуктор имеет выходное колесо, имеющее жесткую связь с валом эксцентрикового типа;
- эксцентриковый вал имеет шатуны, которые с помощью специальных рычагов воздействуют на прижимные и ножевые балки. При этом ножевая балка выполнена в виде прямолинейной направляющей;
- рычаги, прижимная и ножевая балка стали частью отдельной сборочной единицы. подобная единица с помощью шарниров закрепляется в станине. Станина имеет эксцентриковые оси.
Принцип действия заключается в следующем:
- для начала работы запускается электродвигатель;
- механизм резания после включения станка движется по одной траектории, при этом конструкция поворачивается вокруг оси как одно целое;
- движение механизма резания проходит до момента соприкосновения балки с листом, который выступает как заготовка;
- после того как прижимная балка коснулась заготовки и остановилась на одном месте, начинается прямолинейной движение ножевой до настраиваемого предела;
- в зависимости от того, какая толщина разрезаемого листа, между ножами размещается необходимый зазор.

Есть вероятность, что при резании между ножами не окажется заготовки. При помощи специальных осей устанавливается минимальный зазор, который равен 0,02 миллиметра.
При начале реза с помощью верхнего ножа балка встречается с заготовкой. В этот момент значительно увеличивается усилие. При этом часть усилия через рычажную систему передается на прижимную часть конструкции. При этом есть возможность передать 25% усилия от силы резания.
Особенностью моделей этой серии считается наличие механизированного заднего упора. Для управления этим элементом был установлен отдельный электродвигатель, а также клиноременная передача. Подобная передача связана с червячным редуктором.
Червячный редуктор имеет две звездочки:
- первая связана с функцией указания ширины отрезаемой полосы;
- вторая с помощью цепи связана с упорной балкой.
Также есть специальный механизм поддержания отрезаемой части листа. Это связано с тем, что при провисании значительно снижается качество получаемых листов.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.
Правила резки
В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Лучшие ножницы для резки листового металла
Товары из этой категории рейтинга рассчитаны на кройку или обрезку листов алюминия, оцинкованной стали или медных пластин. Чаще всего такой инструмент используется жестянщиками или гипсокартонщиками. Еще он активно применяется на производствах по изготовлению систем вентиляции и водостоков.
Hazet 1961R-1
Рейтинг: 4.9
Наши эксперты занесли товар в рейтинг как лучший сразу по нескольким позициям. За счет толстых губок инструмент способен прорезать сечение обычного металла до 1.8 мм. Получится выкроить им и усиленный листовой металл толщиной до 1.2 мм. Кроме мощности, пользователям в отзывах нравится удобство удержания за счет толстых ручек.
Достоинства
- компактная длина 26 см;
- удобный хват;
- служат до 10 лет;
- прорезают металл до 1.8 мм.
- нет фиксатора в сомкнутом положении (могут открыться на поясе и поранить тело);
- высокая стоимость;
- покрытие ручек не диэлектрическое;
- эту модель нужно держать в левой руке, что неудобно правшам.
NWS 070-12-350
Рейтинг: 4.8
На втором месте рейтинга еще один товар из Германии, но выпускаемый в Объединенных Арабских Эмиратах. Второе название этой модели — Pelikan. Это обусловлено формой лезвий и изогнутых ручек, похожих на длинный клюв птицы. За счет такой реализации ножницами удобно кроить листовое железо, располагая их как над поверхностью, так и под ней.
Предлагаем ознакомиться: Как сделать дымоход своими руками из стальной и керамической трубы
По мнению наших экспертов товар должен быть в рейтинге ввиду высокой производительности при продольных резах. Длина кромок у него составляет 8 см, что позволяет быстро раскраивать листовое железо. Изобретение немецкой компании отличается и удобством за счет встроенной пружины, обеспечивающей легкое разведение лезвий для следующего нажима.
Достоинства
- стоят гораздо дешевле других немецких брендов;
- универсальность по удержанию (над листом или под листом);
- упор, предотвращающий защемление пальцев;
- быстрый рез металла благодаря кромкам, длиной 80 мм.
- приходится держать двумя руками;
- порой носик может не дорезать около 8 мм до края;
- тонкие рукоятки;
- нет фиксатора сомкнутого положения.
KRAFTOOL 2325-L
Рейтинг: 4.7
На третьем месте рейтинга расположился немецкий бренд, собираемый на Тайване. Модель имеет длину 26 см и рабочая часть выполнена из хромо-молибденового сплава. Максимальная толщина прорезаемого металла — 1.5 мм. Мастера в отзывах отмечают, что если работать с профнастилом и профилем, сечением до 0.8 мм, то заточка держится долго, несмотря на каждодневное использование.









Достоинства
- качественная сборка без люфта;
- обильно смазаны с завода;
- лезвия плотно прилегают друг ко другу;
- удобная резиновая ручка.
- покрытие не диэлектрическое;
- широко раскрываются, что неудобно для человека с небольшой ладонью;
- уменьшенный рабочий ход лезвий.
Gross 78327
Рейтинг: 4.6
https://www.youtube.com/watch?v=ytcreatorsru
Четвертое место в рейтинге занял еще один немецкий продукт, выпускаемый в Китае. Модель продается под названием Piranha, поскольку своими формами схожа с этим речным хищником. Но примечательна она не только внешними чертами. Хромо-молибденовый сплав был подвергнут индукционной закалке, и ножи получили твердость 60-62 HRC, превосходящую показатели более дорогих брендов.
Достоинства
- высокие ограничители на ручке;
- петля для подвязки шнурка;
- повышенная прочность лезвий;
- компактные размеры и небольшой вес.
Предлагаем ознакомиться: Как сделать двухскатную крышу под металлочерепицу
Ограничения рычажных ножниц и возможность их преодоления
Основной недостаток рычажных ножниц без механического привода — необходимость совершать длинные перемещения, чтобы снизить усилие резки металла. При ручном приводе невозможно обеспечить постоянство скорости реза, что ухудшает качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда снижает контроль за качеством прижима заготовки, и требует использования более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза и с использованием различных способов усиления без участия физической силы. При этом механический привод тоже не требуется.

В первом случае используется преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединена с другой частью с помощью общей оси), добавляется дополнительный, а его связь с основной парой, достигается цилиндрическим стержнем, имеющим реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ хоть и обеспечивает высокое качество резки металла, но значительно усложняет схему рычажных ножниц. Изготовить этот вариант в домашних условиях очень затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, результирующая нагрузка сильно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо главных рабочих элементов следующие:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза даёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью сечения. Ударный характер приложения нагрузки утомляет рабочего (особенно при долгой работе), а амплитуда колебаний устройства на раме повышается. Для установки таких ножниц понадобится более надёжная опора и ровная поверхность пола. Производительность резки металла тоже снизится.
Наиболее современной считается трехзвенная схема. В данном случае достигается компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Основная классификация
Ножницы для металла отличаются разнообразием и позволяют разрезать изделия разных толщин. Специалисты делят все инструменты по принципу работы и устройству.
По особенностям резки модели делятся на:
- ножевые;
- вырубные.
По особенностям работы бывают:
- механическими;
- электрическими.
Инструменты имеют различия по форме разреза и его направлению. Встречаются правый и левый раз, прямая или кривая (фигурная) форма.
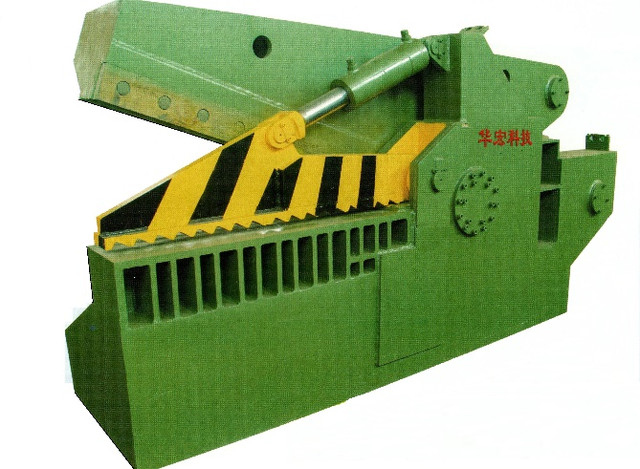
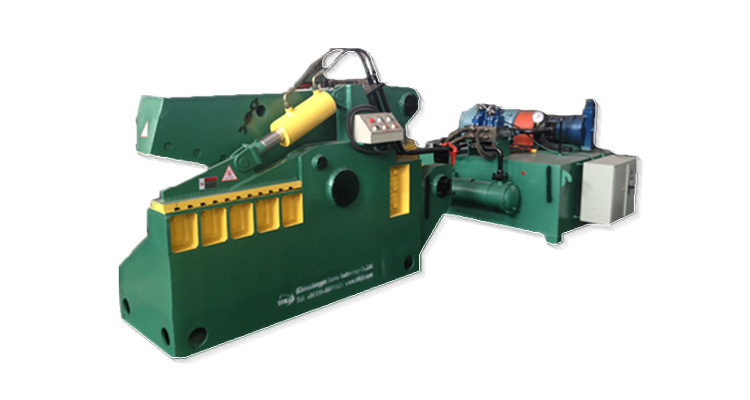
Аллигаторные
Аллигаторные ножницы получили свое название благодаря шарнирной челюсти, которая используется для раскроя металла. Они имеют гидравлический привод. Применяются для раскроя длинных заготовок, балок, арматуры, профилей в слесарных мастерских и на производствах.
Аллигаторные устройства отличаются эффективностью, долговечностью и прочностью. Из недостатков выделяют неточный рез и грубый край.
Аллигаторные модели подходят для работы на производстве
Настольные
Разновидность ножниц для резки металла средней толщины. Отлично справляются с угловыми резами, созданием Т-форм, раскроем прутов. Настольные модели позволяют делать гладкий срез.
Гильотина
Гильотина встречается с механическим, ножным и гидравлическим приводом. Принцип работы заключается в зажиме металла плунжером. После этого одно лезвие перемещается вниз по зафиксированному ножу, вследствие чего осуществляется разрез.
Гильотина позволяет быстро и эффективно разрезать металл. Применяется в серийном производстве.
Силовые
Силовой тип подходит для моделей на электрическом или пневматическом приводе, а также ручном управлении. Принцип работы заключается в создании разреза верхним лезвием, которое опускается к нижнему, надежно закрепленному ножу.
Силовые ножницы подходят для резки прямых или изогнутых линий. Их отличительная особенность — высокая точность, хороший гладкий край.
Snips
Snips — это устройство для резки металлических листов. Для работы с низкоуглеродистым оловом и мягкой сталью выбирают оловянные модели с длинными ручками.
Составные ножи подходят для обработки алюминия, нержавеющей стали и мягких сплавов. Они оснащены рычагами, увеличивающими механическое давление.
Универсальные модели активно применяются для решения бытовых задач
Универсальные
Универсальные устройства отличаются небольшими размерами и оснащены острыми надежными ножами.
Они осуществляют непрерывный рез и формовку листов разной величины. Универсальными ножницами выполняют обработку углов и центра пластин, резку прутов малого диаметра.
С подъемным механизмом
Модели с подъемным механизмом используются для работы с толстыми материалами. Ножи в них устанавливают на штатив. При работе он опускается, играя роль рычага.
Агрегаты из стали подходят для профессиональной высокоточной работы с материалами повышенной прочности.
Для лент из металла
Ножницы для лент из металла обладают простой конструкцией и небольшими размерами. Компактные габариты позволяют их использовать одной или двумя руками. Назначение инструмента — резка пластин, прутов, кабелей. Такие модели нашли применение на стройке, в слесарных мастерских, дома.










Специализированные
Специализированные модели используются в узконаправленных задачах. Они отличаются по габаритам, форме ножей, принципу работы. Основное предназначение — обработка краев пластин, обрезка проволоки, раскрой толстого металла.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.
Правила резки
В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.





