

Заточка цепи бензопилы
Острое лезвие на бензопиле не только продлевает срок службы устройства, но и делает его использование более легким и безопасным. Помимо этого, тупые зубцы не будут резать материал прямо.
Рисунок 3. Стачивание ограничителя глубины при помощи шаблона.
В связи с тем, что внутренний контур зубцов бензопилы напоминает окружность, для их заточки используется круглый напильник определенного диаметра, который выбирается в зависимости от шага цепи. Данное значение можно посмотреть в паспорте на пилу. Обычно оно составляет около 4-5,5 мм. Заточка бензопилы требует точного позиционирования напильника относительно обрабатываемого зуба. Работать им нужно таким образом, чтобы его верхний край выступал по отношению к верхушке зуба приблизительно на 1/5 диаметра напильника.
Еще одним важным условием качественной заточки бензопилы является правильное расположение напильника в горизонтальной и вертикальной плоскости, которое показано на рис. 1. Выполнить все условия, применяя только напильник, практически невозможно, поэтому бензопила затачивается с использованием дополнительных приспособлений. Они представляют собой наборы, которые в большинстве случаев продаются вместе с пилой. Если же такого набора в комплекте нет, то его легко можно приобрести отдельно практически в любом строительном магазине. Стандартный набор включает такие инструменты (рис. 2):
- круглый напильник со специальной державкой;
- плоский напильник;
- шаблон для стачивания ограничителя глубины.
Перед тем как приступать к заточке бензопилы, необходимо закрепить ее в тисках. Затачивая пилу, нужно сделать несколько плавных и размеренных движений напильником от себя. При этом производить данную процедуру следует с одинаковым нажимом. Напильник нужно периодически поворачивать, чтобы избежать его одностороннего износа. Таким же способом затачиваются и остальные зубья цепи. Рекомендуется сначала заточить зубцы одного направления, а затем переходить к зубцам другого направления. При заточке всех зубов делайте одинаковое количество движений напильником, что позволит добиться их одинаковой длины.
https://www.youtube.com/watch?v=9pycPUksXJM
После нескольких заточек зубцов возникает необходимость стачивать ограничитель глубины. Для этого можно воспользоваться шаблоном, который идет в комплекте к точильному набору. Он налаживается таким образом, чтобы ограничитель попал в прорезь, а плоским напильником стачивается видимый из прорези кончик (рис. 3).
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке. Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Заточка дисковых пил на проф. станках
Одним из направлений нашей специализации является заточка алмазных дисковых пил
, которая требует особого контроля. Профессионалы нашей компании осуществляют заточку режущего инструмента на лучших станках, которые предназначены для бережной и высокоточной заточки любого режущего инструмента, от заточки цепей для пил, до заточки топоров и рубанков. После заточки на наших современных станках пильные диски будут пригодны к использованию и прослужат очень долго. Наши специалисты в совершенстве владеют всеми новейшими методами заточки пильных дисков и выполняют ее максимально аккуратно и качественно.
| Заточка ножа — экономия денег и времени. Заточка японских ножей выполняется нами только на водных камнях Заточку охотничьих ножей необходимо выполнять с фиксацией ножа для соблюдение угла 30-40º Мы выполняем заточку ножей на шведских станках марки Tormek Заточка керамических ножей требует специального оборудования. Керамические ножи очень хрупкие Заточка складных ножей и охотничьих ножей. Видео |
| Мы выполняем заточку плоских ножей: ножей рубанков, фуганков, рейсмусов. Центр заточки инструментов в Москве на м. Площадь Ильича работает без выходных и праздников. Цены на заточку ножей и других инструментов у нас самые низкие в Москве. Выполняем заточку ножниц и инструментов для парикмахеров с восстановлением режущей поверхности»под слайсинг» и «конвекс» Заточка маникюрных инструментов и кусачек выполняется только мастерами с опытом работы от трех |






| Не устраненные своевременно сколы зубьев диска пилы не только влияют на качество работы, но и могут стать причиной преждевременной порчи инструмента |
Нам известно, что заточка победитовых дисковых
пил требует большого внимания и ответственности. Стоит сказать, что наши профессионалы выполняют обработку дисков эффективно и быстро. Наша компания ценит каждого клиента и предоставляет качественное и профессиональное обслуживание. Кроме того, такие низкие цены, как у нас, вам не сможет предложить ни одна подобная фирма. Мы прилагаем все усилия, чтобы каждый заказчик остался доволен и сотрудничал с нами постоянно. Преимущества нашей компании уже оценили многие клиенты, которые давно работают с нами.
Одной из самых востребованных услуг в нашей компании является заточка дисковой пилы по дереву
, ведь такие инструменты теряют свои свойства чаще других. Если вы хотите, чтобы ваша пила служила как можно дольше, необходимо затачивать ее на специальном оборудовании. Только наши специалисты могут качественно выполнить заточку диска, независимо от размера. Знания и профессиональные навыки наших мастеров позволяют выполнять:
· откорректировать режущую кромку пильного диска,
· выровнять лезвие или заточить его под определенным углом,
· выполнить заточку ножей из материала любой твердости,
· максимально продлить срок службы пильного диска.
Если вас интересует, где самая выгодная заточка дисковых пил в Москве
, уверяем вас, что вы не найдете более выгодных условий и более низкой стоимости на подобные услуги. Мы не просто выполняем заточку пильных дисков, а полностью восстанавливаем режущие свойства инструмента. Обращаясь в нашу компанию, вам больше не придется беспокоиться о сохранности инструмента и сроке его службы — наши специалисты избавят вас от подобных проблем.
Профессиональная заточка инструмента, выполняемая нашими специалистами, позволит не только восстановить свойства пильных дисков, но и продлить срок их безупречной службы. Кроме того, вы сможете избежать преждевременной поломки инструмента и, таким образом, сэкономить на покупке новой пилы. Нашими услугами пользуется большое количество людей и мы гордимся, что многие из них — наши постоянные клиенты.
Видео о заточке дисковой пилы на автоматизированном станке для заточки дисковых пил
Кроме этого наши специалисты всегда помогут с заточкой топоров, рубанков, цепей для пил, ножей блендера и многое другое.
Также мы затачиваем ножи
| Заточка ножей кухонных | 150 — 250 руб. |
| Заточка ножей керамических | 200 — 250 руб. |
| Заточка ножи японских | 200 — 300 руб. |
| Заточка ножей охотничьих, складных | 300 — 400 руб. |
| Заточка ножей охотничьих, складных на проф. станке Tormek | 350 — 450 руб. |
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.


Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
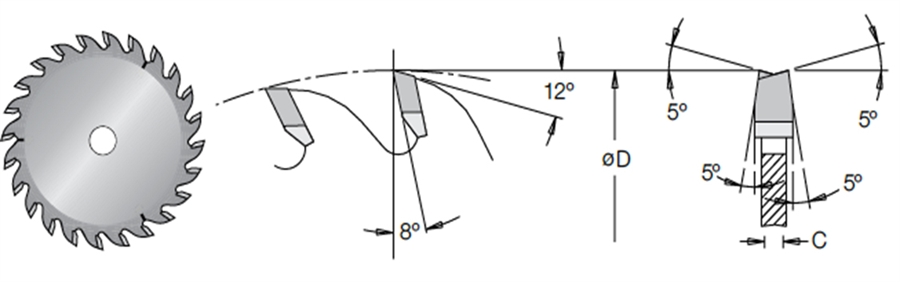
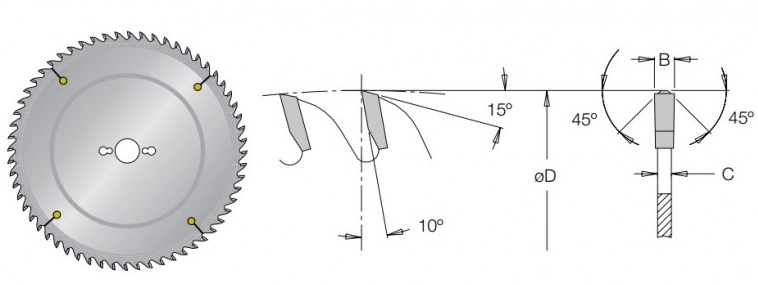
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
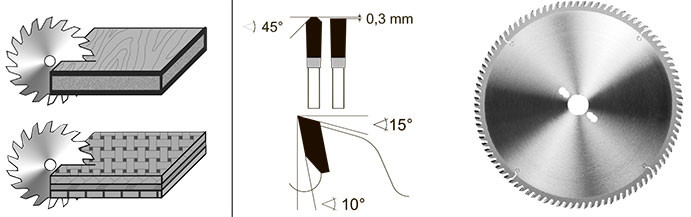
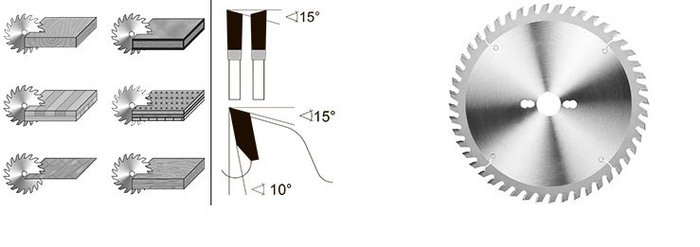
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
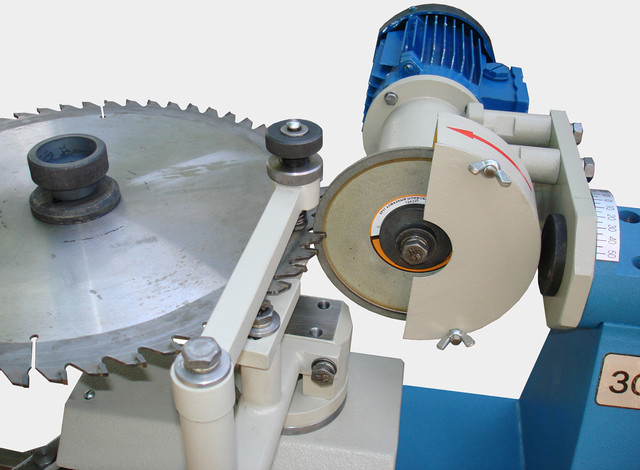
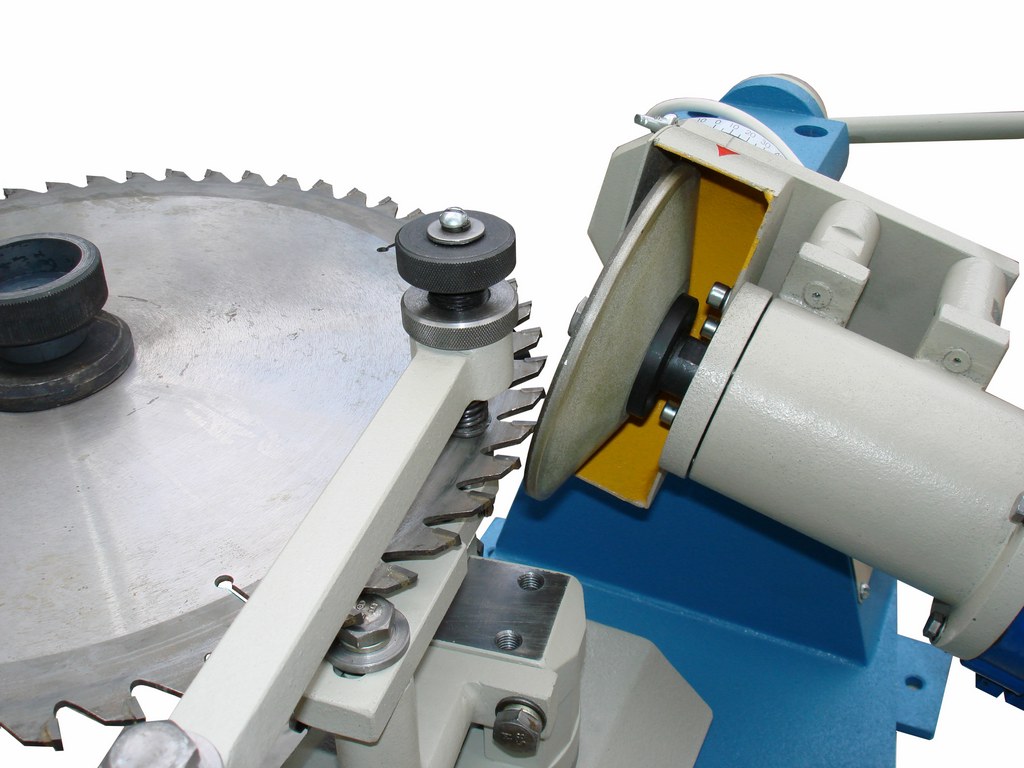
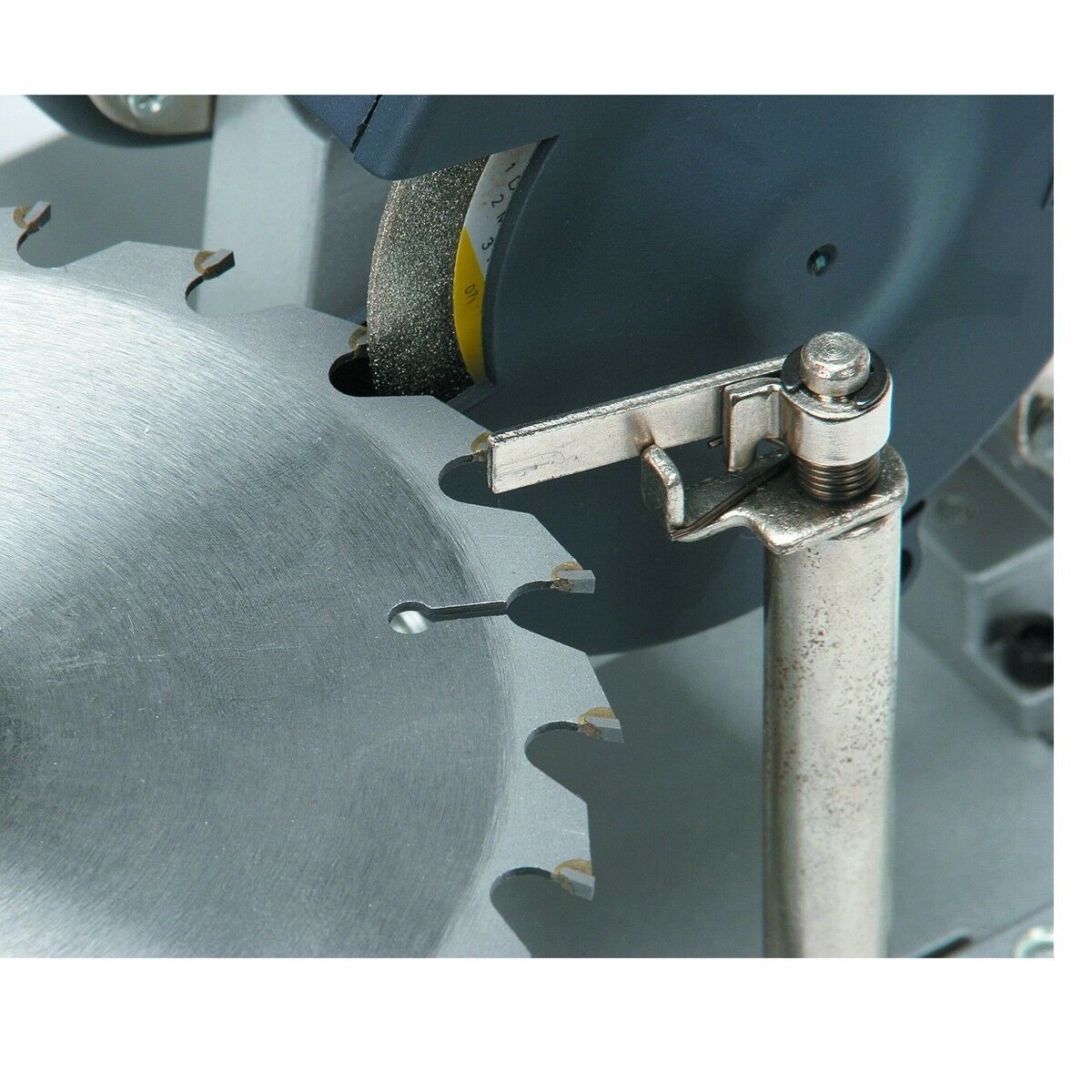
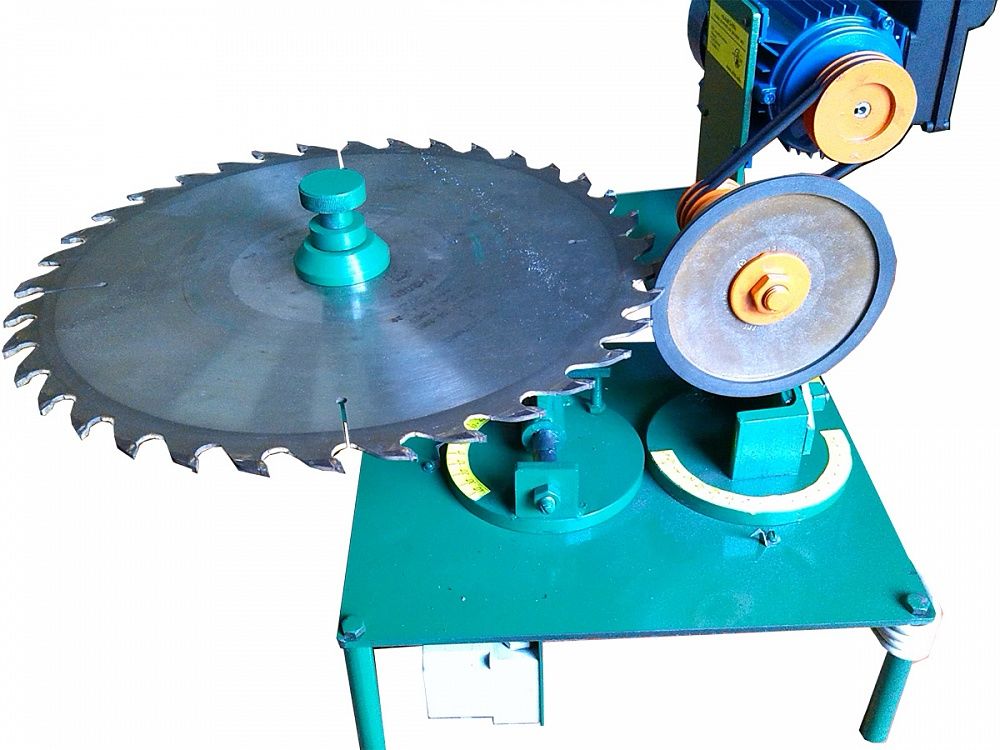
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
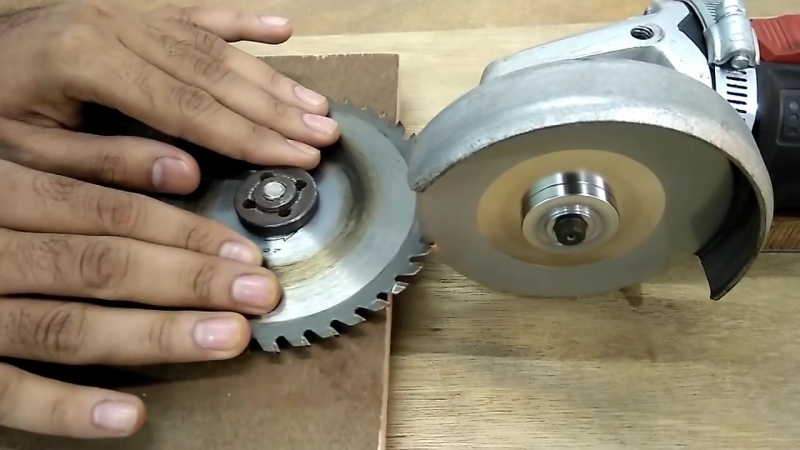
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
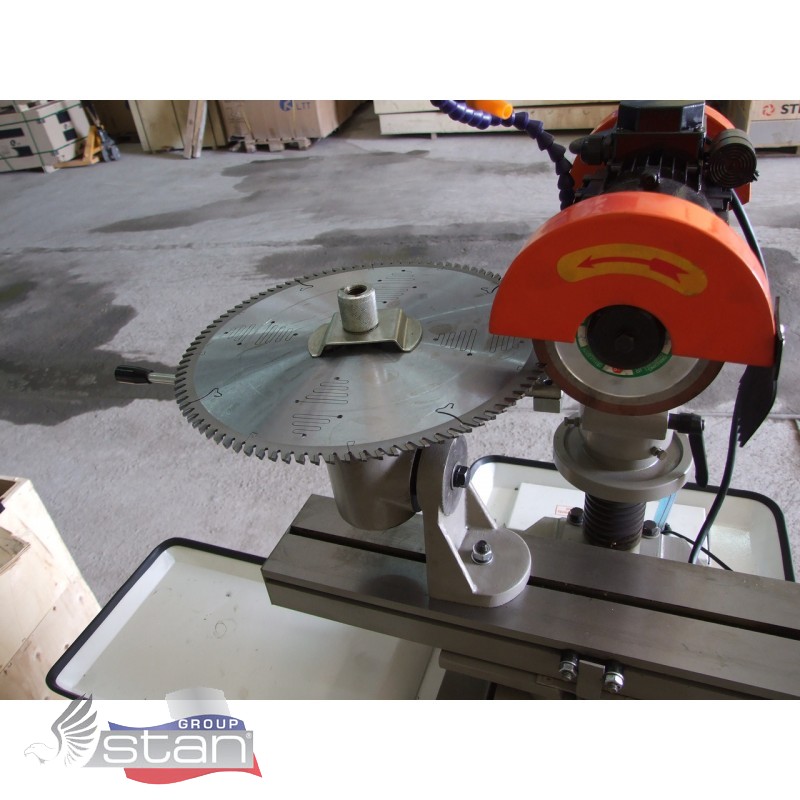
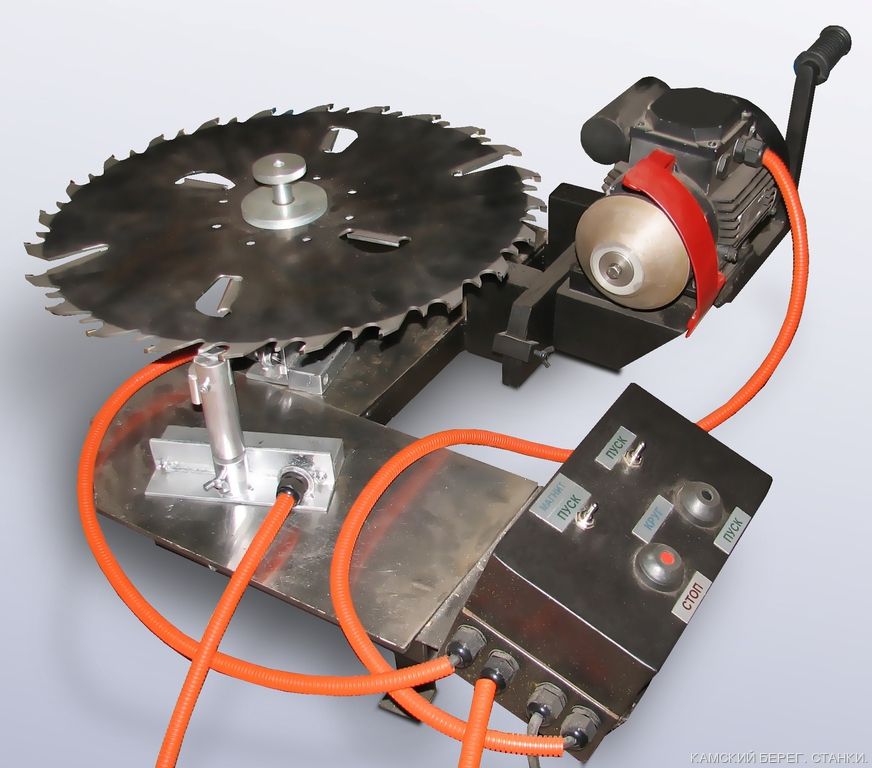
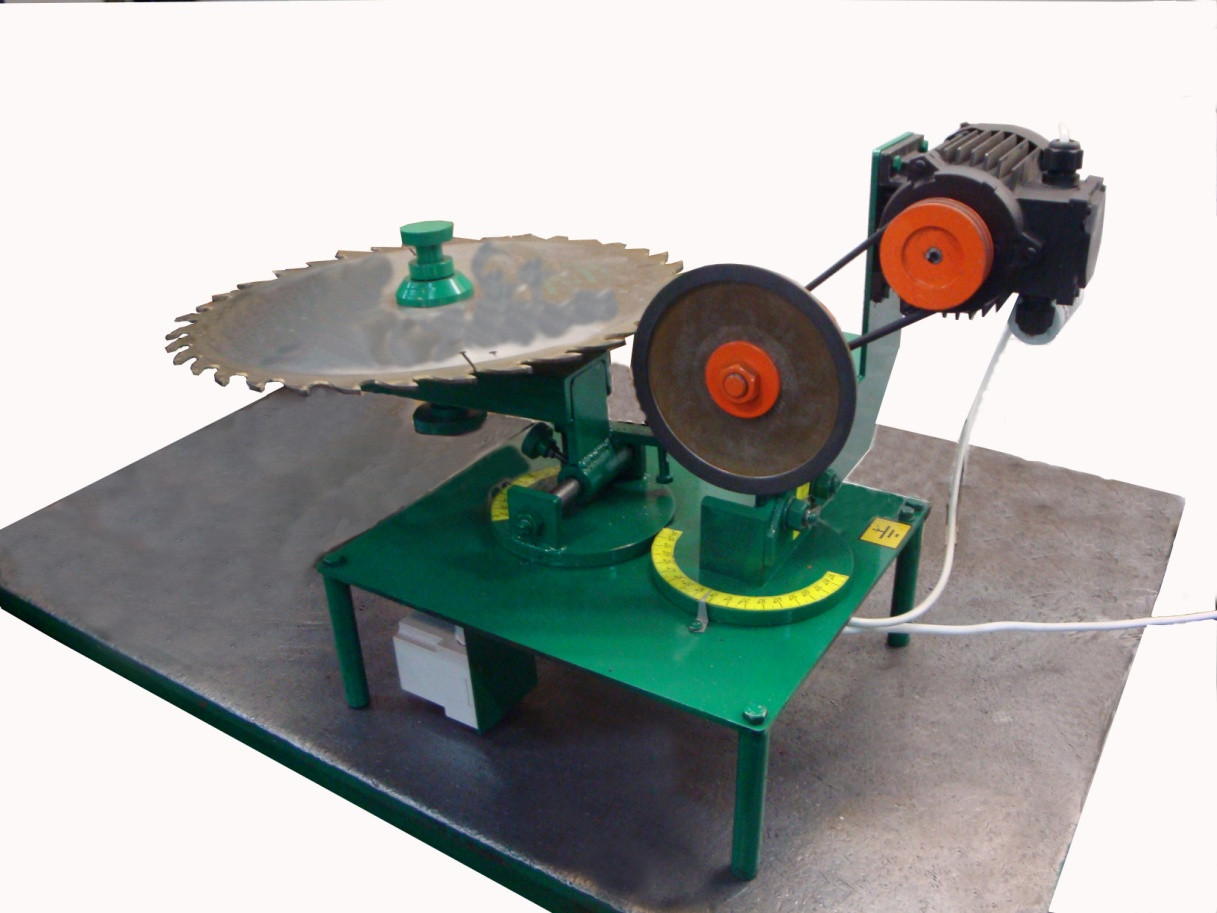
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.








Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью





