

дизайн
Конструкция циркулярной пилы проста и поэтому, возможно, так удобна в обращении. Это состоит из:
электродвигатель;
пильный диск;
корпус, который имеет одну или две ручки;
защитный чехол, который покрывает диск сверху и снизу (нижняя часть подвижная и автоматически удаляется во время работы);
Платформа, позволяющая устанавливать и удерживать диск в нужном месте;
клиновидный нож, который не позволяет диску застревать в лесу.
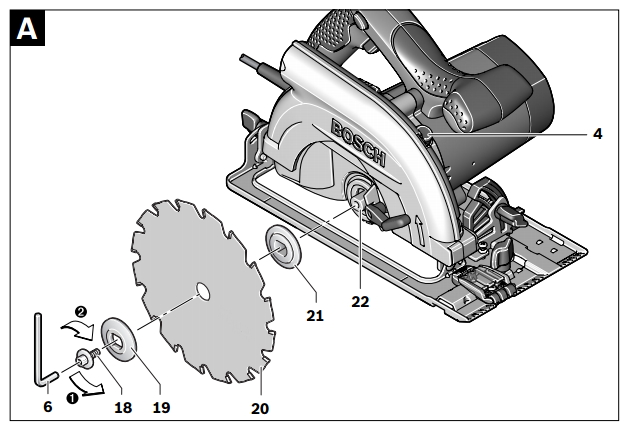
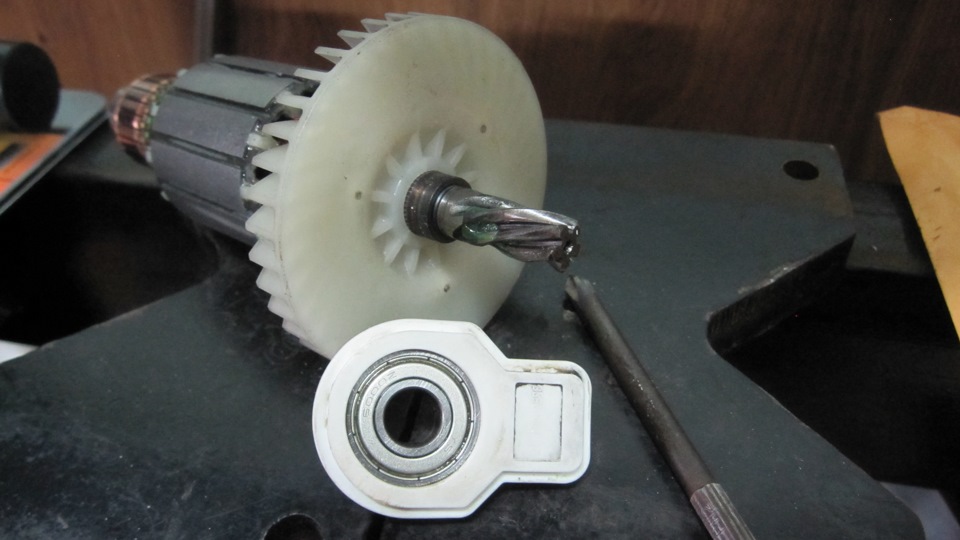
Пильный диск прикреплен одним или несколькими винтами к валу электродвигателя. Благодаря чему замена диска занимает несколько минут. Вам просто нужно отвинтить один или несколько болтов, снять и поместить диск, установив крепеж на место.
Структура может быть немного иной: вместо батареи обычно есть электрический кабель
Электродвигатель прикреплен к платформе. На более дорогих инструментах это крепление является подвижным, что позволяет изменять угол резания. Этот угол обычно составляет от 0 ° до 45 °. Он отличается от разных производителей. Чаще всего имеется шкала с крепежными винтами. Угол установлен, винты затянуты, из-за чего режущее лезвие получает определенный наклон.
Обслуживание щеток в сборе
Выключите пилу и отсоедините ее и розетки, а затем извлеките диск. Найдите крышку щетки с каждой стороны корпуса двигателя.
Ремонт замена узлов щеток в циркулярной пиле.
Нажмите каждую кисть один или два раза, чтобы проверить ее пружину. Произведите ремонт компонента в каждом узле щетки, если:
- пружина повреждена
- корпус потрескался
- щетка изношена
- неровная
- короче своей ширины
Всегда заменяйте компоненты в каждом узле или обоих узлах щетки точными дубликатами, даже если поврежден только один. На изображенной модели необходимо заменить все узлы щетки целиком
Осторожно установите каждый узел щетки на место, убедившись, что щетка соответствует кривизне коммутатора. Затем привинтите крышку щетки обратно
Аренда и аренда титров или погружных пил
В ремонте без пилы где угодно. Всегда нужно что-то резать или пилить. В старые добрые времена им удалось с помощью ножовки или скорректированных холстов, изготовления самодельных ручек и т. Д. А теперь. красота! При каждом типе работы вы можете найти заточенный инструмент. Только для удобства пиления существует много разновидностей пил. Наша компания предлагает аренда пил различных целей, в частности в этой статье мы поговорим о аренда поперечной пилы Metabo KS 254 Plus и аренда погружной пилы TS 55 от Festool.
Основное различие Митральная пила из погруженной является способность последнего работать по весу, в то время как первая больше похожа на машину. Проще говоря, погружная пила путешествует по материалу, а под пилой он должен быть уложен.
Почему это выгодно? аренда тортов или Аренда погружной пилы? Конечно, сбережения. Мы немного поработали, сделали работу и вернули пилу. Ничто не может принести больше положительного результата с минимальными затратами.
Что выбрать, погружная пила или митра? Несмотря на то, что один и тот можно разрезать, вам нужно четко понимать объем работы. Потому что, если вам нужно работать с полом, любым листовым материалом, есть подходящая поверхность для работы, например, верстак и свободное место на полу, тогда этот случай может быть поручен погружная пила. Если ваши действия ограничены разрезанием деталей, то пила предназначена только для вас. Как правило, последний используется для установки дверей и окон, а также для обрезки наличников и ворот. И первый, более подходит для резки материала, хотя его также можно обрезать. Поэтому, прежде чем принимать аренда концевая пила или погруженный петух все плюсы и минусы.
Подключайтесь к партнёрской программе AIR. Реферальная ссылка .
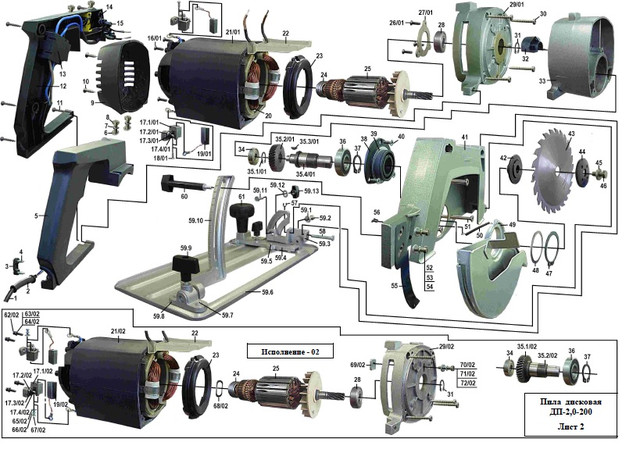
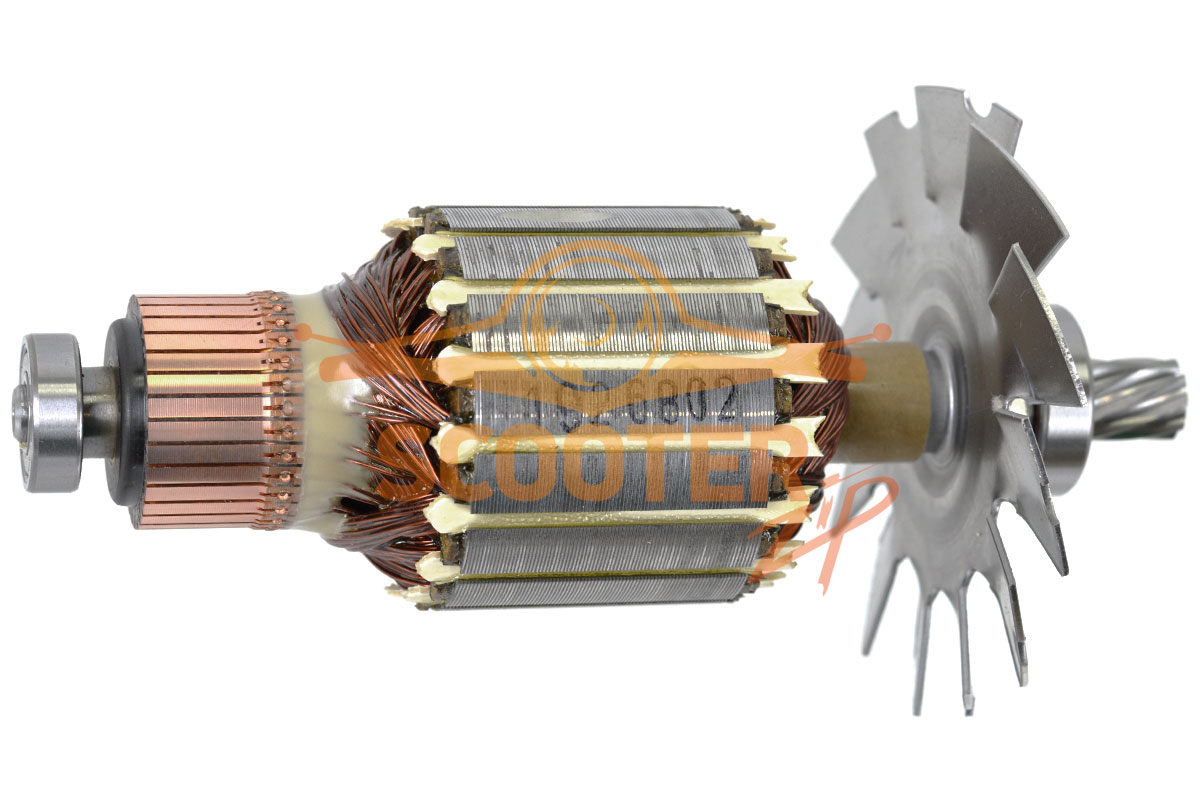
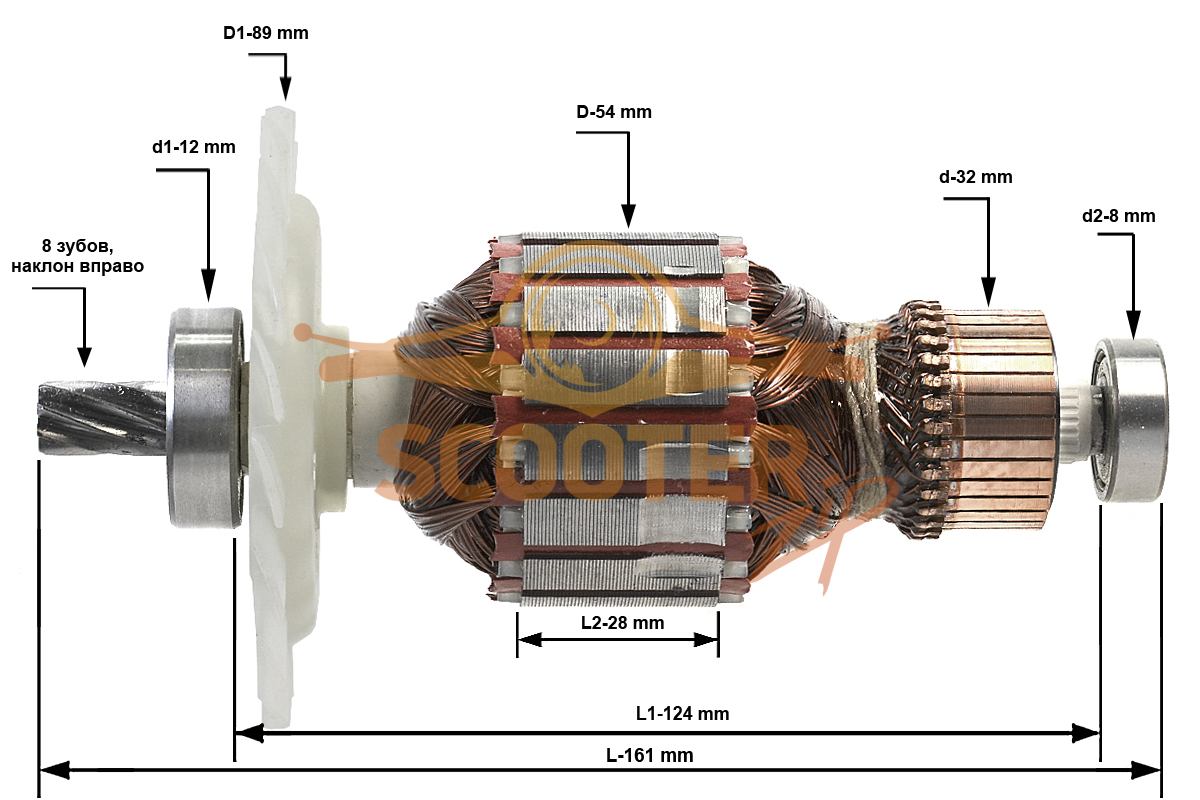
Устройство и принцип работы дисковой пилы
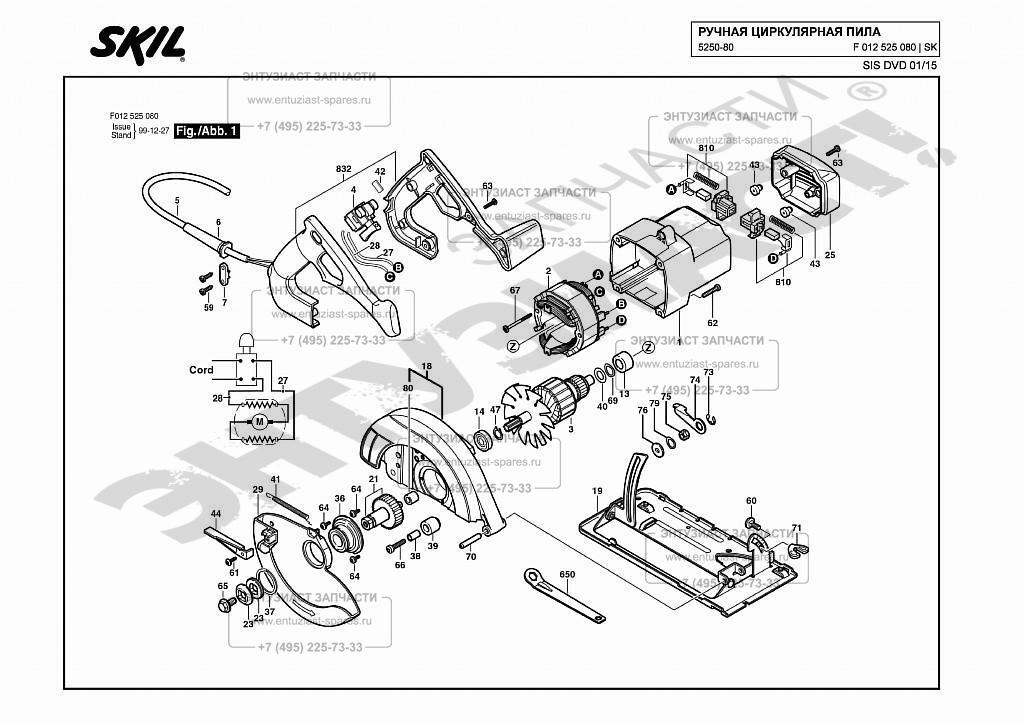
Ручная дисковая пила отличается от торцовочной пилы отсутствием станины с поворотным столом, также размещением ручки. Но в целом, обе модели идентичны по внутреннему устройству, механизму работы и не отличаются сложностью конструкции. На последующем рисунке показано устройство ручной циркулярной пилы.
В состав агрегата входят последующие главные элементы.
- Верхний защитный кожух, имеющий отверстие для выброса опилок.
- Корпус, в каком расположен электродвигатель и кнопка запуска. Некие модели электропил могут работать от аккумуляторных батарей. В таком случае на корпусе располагается и аккумуляторный блок.
- Нижний (подвижный) защитный кожух, который автоматом закрывает режущий элемент после выхода его из заготовки.
- Пильный диск. Крепится на валу редуктора с помощью гайки или болта.
- Параллельный упор. Позволяет делать ровный пропил без использования дополнительных приспособлений.
- Опорная плита (подошва) агрегата. Благодаря ей инструмент устанавливается на заготовке или шине под разными углами.
- Регулятор глубины. С его помощью можно регулировать вылет пильного диска относительно опорной плиты.
- Регулятор угла наклона подошвы. Позволяет наклонять агрегат для пиления под углом.
Работает данный инструмент по следующему принципу. Питание от электросети или батареи поступает на кнопку пуска, которая разрывает цепь. При нажатии на клавишу пуска ток начинает поступать на электромотор. Ниже приведена электросхема агрегата.
Электродвигатель запускается и передает вращательное движение через редуктор на пильный диск. Агрегат устанавливается с помощью подошвы на заготовку или направляющую шину, после чего производится процесс как продольного, так и поперечного пиления.
Двигатель греется
Агрегат может чрезмерно нагреваться, например, при интенсивном его использовании, а также при пилении твердых пород древесины или использовании пильного диска с большим количеством зубьев, когда нагрузка на двигатель возрастает в разы. Также вызывают перегрев мотора неисправности, связанные с обмотками статора и якоря, которые устраняются лишь в сервисном центре.
Пила не набирает мощность
Если во время использования агрегата вы заметили падение его мощности, то сначала рекомендуется проверить уровень напряжения в сети. Иногда даже незначительное его падение может негативным образом сказываться на мощности электроинструмента.
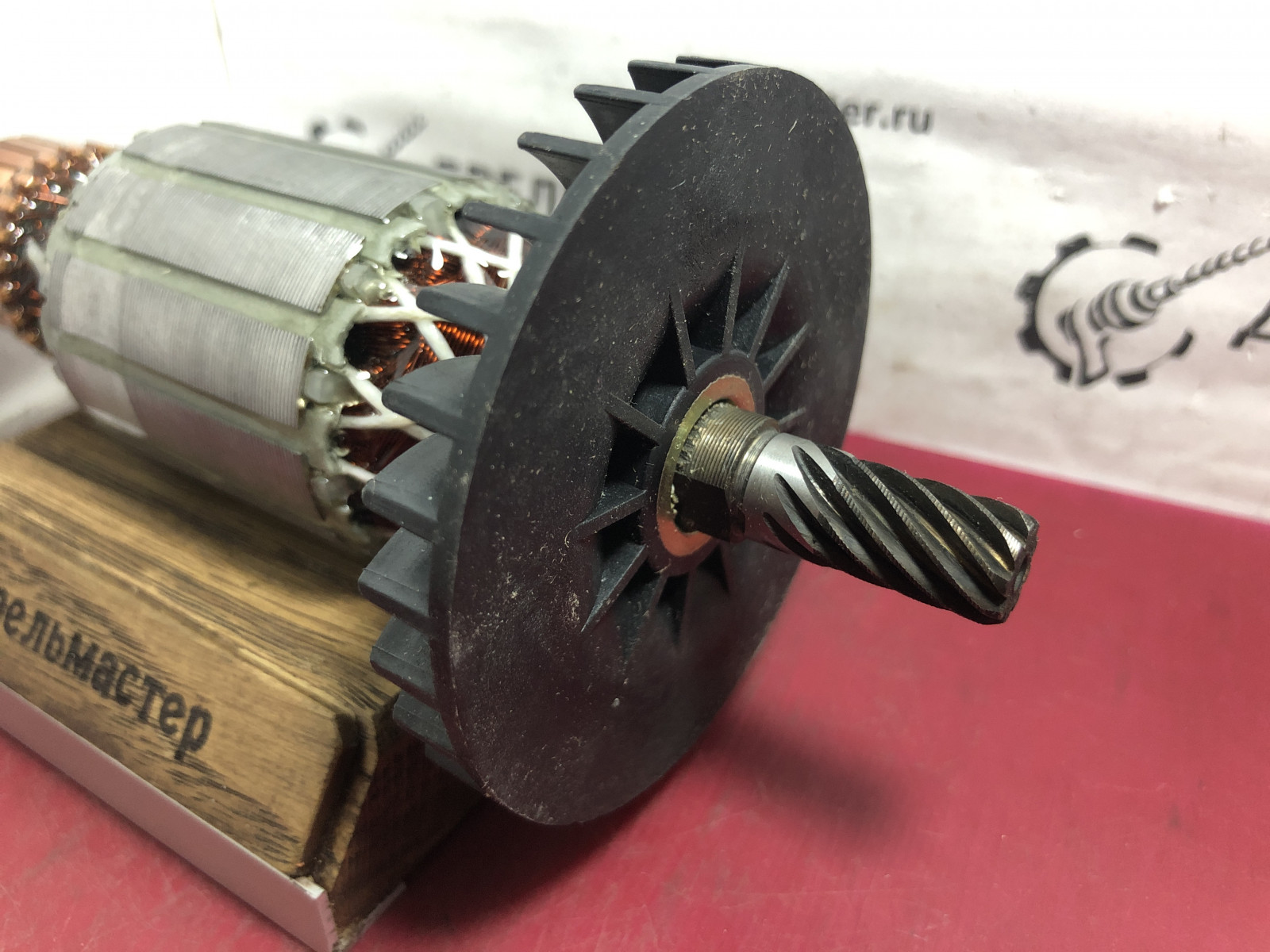
Также потеря мощности может наблюдаться при износе подшипников якоря либо подшипника редуктора. В таком случае будут слышны посторонние шумы, ранее не свойственные данному агрегату. По их локализации можно определить, где находится проблемный подшипник — в редукторе или двигателе. Для замены подшипников потребуется разобрать дисковую пилу. Как это сделать, было описано выше.
Раскройте корпус двигателя и внимательно осмотрите коллектор (место, по которому скользят электроды щеток). Он состоит из параллельно расположенных полосок (ламелей). Между ними имеется небольшой зазор. Когда этот зазор забивается токопроводящей графитовой пылью, образующейся при износе щеток, то между ламелями происходит короткое замыкание, и появляется горящее кольцо вокруг них.
Проблема решатся заменой изношенных щеток и прочисткой зазоров между ламелями с помощью зубной щетки, ваты и спирта, с последующей полировкой пластин мелкой наждачной бумагой.
В некоторых случаях падение мощности может вызвать неисправная кнопка пуска. Если проверка тестером подтвердила ее неисправность, то деталь следует заменить на новую, так как она не подлежит ремонту.
Заклинило вал во время работы
Данная неполадка может случиться, когда по какой-либо причине во время работы инструмента нажимается стопор. Он предназначен для фиксации вала при замене оснастки и должен использоваться после полной остановки двигателя. В противном случае шток стопора ломается, и его обломки попадают в двигатель, вызывая заклинивание. Нередки случаи, когда это приводит к деформации вала якоря. Также следствием нажатия на стопор может быть раскол корпуса редуктора, обломки которого могут повредить шестерни и спровоцировать их заклинивание. Для решения проблемы потребуется замена якоря, стопора, ведущей (большой) шестерни редуктора и его корпуса.
В некоторых случаях редуктор может заклинить при полном разрушении подшипника.
Количество зубьев на диске
Оказывает влияние на такие характеристики, как скорость резки и чистота обработки. С уменьшением количества зубьев скорость обработки возрастает, улучшаются условия для отвода стружки, однако усугубляется чистота пропила. При увеличении числа зубьев рез выходит более незапятнанным, однако растет нагрузка на движок. Условно по количественному соотношению диски конечно разбить на три группы:




- множество резцов, находится в спектре 80-90 шт.;
- среднее количество (40-80 шт.);
- маленькое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими обрабатывают мягенькую и твёрдую древесную породу, делать поперечные и продольные резы, использовать для обработки разных изделий из древесной породы.
Почему искрят щетки электродвигателя
Коллекторные электродвигатели отличаются от двигателей других типов наличием коллекторно-щеточного узла. Узел обеспечивает электрическое соединение цепи ротора с цепями, расположенными в неподвижной части мотора, и включает в себя коллектор (набор контактов, расположенных непосредственно на роторе) и щётки (скользящие контакты, расположенные вне ротора и прижатые к коллектору).
Во время работы коллекторного двигателя в электроинструменте, иногда можно наблюдать искрение щеток. В некоторых случаях этот симптом приводит к скорой поломке электроинструмента, а в некоторых – не сулит ничего плохого. Так или иначе, полезно в каждом случае понимать, в чем причина искрения, чтобы при необходимости принять правильные меры своевременно. В данной статье мы рассмотрим причины искрения щеток, а также меры борьбы с проблемами, вызывающими это явление.
Первопричина
Очевидно, что прерывистый механический контакт щеток с коллектором не может не приводить к искрению, ведь по сути много раз в секунду разрывается и замыкается вновь электрическая цепь ротора.
Ротор содержит на себе обмотку, которая является нагрузкой преимущественно индуктивного характера. Разрыв такой цепи неизбежно сопровождается переходным процессом, который связан с появлением маленьких дуг от самоиндукции обмотки ротора или обмоток ротора и статора. Разумеется, щетки со временем изнашиваются, как и пластины коллектора, но порой проблемы возникают еще до момента износа.
Справедливости ради отметим, что по названной выше причине, даже исправный коллекторный двигатель не может работать вообще без искр, небольшое искрение всегда на коллекторе есть. Полностью исправный прибор нормально выходит на полную мощность, развивает рабочие обороты и чуть-чуть все равно искрит. Другое дело, если искрение сильное — здесь возникает обоснованное беспокойство.
Искрение щеток как признак их износа
Если щетки уже сильно изношены, просто в силу возраста двигателя, то двигатель не сможет развить полные обороты и выйти на полную мощность. При этом искрение будет очень сильным, а заводиться двигатель будет не с первого раза.
Как проверить, что это именно так? Если изношенные щетки прижать отверткой к коллектору — контакт станет плотным, и двигатель заработает. Но стоит прижим ослабить, как вновь появятся искры — расстояние между пластинами и щетками станет заполнено маленькими дугами. Щетки явно изношены — их следует заменить новыми. Иногда замена возможна только всего вместе – с щеткодержателями и с пружинами.
Возможно в обмотке ротора возникло замыкание
Обмотка якоря (ротора) коллекторного двигателя традиционно содержит в себе несколько секций. Если хотя бы одна повреждена, если имеет место межвитковое замыкание, то в одну секцию будет подаваться больший ток, чем в другие. Это приведет к перегреву обмотки в одном месте, и к неравномерному искрению на коллекторе — на отдельных переходах на пластинах искры будут сильнее, чем на других. Здесь требуется перемотка якоря или целиком новый якорь.
Исправна ли обмотка статора
Похожая неисправность возможна внутри статора, когда часть обмотки перегревается, и возле одной из щеток наблюдается сильное искрение. Проверьте сопротивления обеих половин обмотки статора, они должны быть одинаковыми. Если одна из частей обмотки статора имеет сопротивление сильно меньшее чем у другой, то требуется перемотка либо замена статора.
Загрязненный коллектор — причина ненужного замыкания на нем, в результате появляются лишние искры
Пыль на коллекторе образуется в результате постепенного износа щеток — это графитовая пыль. Она накапливается между пластинами (ламелями) коллектора, и создает «несанкционированные» замыкания. Из-за замыканий появляются искры. Просто почистите коллектор наждачной бумагой, уберите грязь между ламелями.
Обязательно проверьте, как расположены щетки, не смещена ли одна из них относительно нормального положения, поправьте щетки в случае необходимости. Когда щетки расположены криво, графитовая пыль образуется в непомерно большом количестве, нежели при правильном расположении щеток.
Еще одна причина загрязнения — нагар на коллекторе из-за его перегрева. Когда все другие причины искрения устранены, необходимо почистить контакты от нагара чтобы улучшить контакт щеток с ними.
Если контакт хороший, сопротивление не увеличивается сверх номинала, и лишних искр не возникает. Счистить нагар можно как графитовую пыль – наждачной бумагой, только вращая ротор при зажатом в специальных колодках коллекторе.
Андрей Повный (Google+, ВКонтакте)
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Возможные причины
Факторы, вызывающие выход статора из строя:
- скачок напряжения;
- попадание воды;
- перегрузка и вызванный ею перегрев;
- резкое выдергивание шнура из розетки.
Признаки, по которым можно понять, что неисправен статор:
- Появляется запах горелой изоляции.
- Перегревается корпус.
- Появляется дым.
- Вращение вала замедляется или прекращается.
- Самопроизвольно раскручивается вал, инструмент резко набирает максимальные обороты.
Провода обмотки покрыты защитным слоем изоляционного лака. При перегреве он подгорает и разрушается. Это и вызывает короткое замыкание витков. Лак при этом издает специфический запах. Замыкание всего одного из проводов полностью выводит из строя болгарку.








Правила, которые помогут избежать перегрева двигателя УШМ:
- Выключать устройство после работы на пониженных оборотах не сразу, а примерно через одну минуту.
- При работе под нагрузкой на пониженных оборотах делать частые перерывы.
Часто можно избежать замены неисправного статора, перемотав его обмотку. Перемотку испорченной катушки статора болгарки можно сделать своими руками, но рекомендуется все же поручить эту работу специалисту.
Качество изготовления диска
Имеется несколько признаков, по которым можно почти точно определить, является ли изделие качественным или сделано «на коленке»:
- На диске обязательно должна быть выполнена маркировка, причём надпись наносится посредством лазерного инструмента, а не краской.
- Полотно должно быть подвергнуто процедуре шлифовки и полировки – чистоту обработки видно взглядом, если «поиграть» диском на свету.
- Диск режущего инструмента подвергают процедурам балансировки и калибровки – операция условно напоминает балансировку автомобильного колеса. Режущий инструмент после такой обработки не будет «бить», при работе не возникнет вибрация.
- Для компенсации возможных температурных расширений на диске выполняются специальные прорези, заканчивающиеся небольшими разгрузочными отверстиями.
- Некоторые производители усиливают диск несколькими круговыми кольцами жёсткости.
- Ещё один показатель качества – это имя производителя, его торговая марка. На сегодняшний день это европейские, американские, южноазиатские, российские и китайские производители (перечислены по убыванию качества). К слову, часть российских производителей выпускает продукцию, сопоставимую по некоторым параметрам с европейской или американской.
Количество зубьев на диске
Оказывает влияние на такие характеристики, как скорость резки и чистота обработки. С уменьшением количества зубьев скорость обработки возрастает, улучшаются условия для отвода стружки, однако усугубляется чистота пропила. При увеличении числа зубьев рез выходит более незапятнанным, однако растет нагрузка на движок. Условно по количественному соотношению диски конечно разбить на три группы:
- множество резцов, находится в спектре 80-90 шт.;
- среднее количество (40-80 шт.);
- маленькое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими обрабатывают мягенькую и твёрдую древесную породу, делать поперечные и продольные резы, использовать для обработки разных изделий из древесной породы.
Как самостоятельно сделать циркулярный станок для дома
Самый простой и быстрый способ – опрокинуть в стол ручную циркулярную пилу, но он хорош только для редкой разовой работы. Ведь для периодической настройки положения диска всю конструкцию придётся извлекать из стола, а это не всегда удобно и всегда медленно. А из-за толщины импровизированной столешницы, паспортная высота пропила «паркетки» теряет около 20 мм. Защитный кожух остаётся под столом, что является прямым нарушением техники безопасности. Любые попытки посадить ручную циркулярку на регулируемый по высоте каркас под столом, приведут к появлению люфтов диска относительно столешницы. Что никоим образом не способствует точности работы.
Наш вариант – это стационарный станок с жёстко зафиксированным валом пильного диска и ременным приводом от электродвигателя.
Станина
Материал, из которого будет сделана основа станка принципиального значения не имеет. Главное, чтобы конструкция имела достаточную прочность и могла без колебаний выдерживать вес оборудования и заготовки с прилагаемым к ней усилием. Высота станины зависит от вашего роста: работать, согнувшись над низким столом или постоянно поднимать предплечья над высоким – удовольствия мало. Длина и ширина будущего станка – с учётом необходимого места для размещения привода и габаритов заготовок ближайшего проекта. Делать с запасом не совсем правильно, потому что задача станины – компактно разместить электромеханическую «начинку», а добавочные столы всегда можно соорудить по мере необходимости.
Привод
Конструктивно, здесь всё просто – шкив под поликлиновой (многоручейковый) ремень на двигателе; шкив с аналогичной фактурой на валу пильного диска; подходящий ремень, который их соединяет; и вся конструкция на пазах наклонной направляющей (оптимальный вариант для недорогой реализации функции регулировки высоты пропила).
Несколько сложнее организовать 3000-4000 оборотов в минуту для холостого хода диска, но и это решаемо – надо замерить обороты и диаметр шкива на электромоторе. Шкивы измеряются по дну канавки. Возьмём, к примеру, 1500 об/мин и 10 см. Для того, чтобы получить желаемые 3000, передаточное число привода должно быть 1:2. Что выполнимо, если ставить ведомый шкив диаметром 5 см.
Принцип устройства вала с ведомым шкивом предлагаю следующий:, потому что в таком виде обеспечивается наибольшая жёсткость фиксации узла.
Стол
По отношению к столешнице станка есть только одно требование – исключительно ровная поверхность. Пропил для диска следует сделать настолько длинным, чтобы в него, с 5-тимиллиметровым зазором от диска в верхнем положении, встал расклинивающий нож с защитным кожухом. При работе с заготовками длиной более метра именно эти элементы обеспечат вам должный уровень безопасности.
Из наиболее простых, удобных в работе и надёжных вариантов исполнения параллельного упора мне больше прочих нравится модель с параллельными направляющими, которые зажимаются на винтах, жёстко стоящих в столешнице. Потому что в этом случае проще всего выставлять и зажимать винты одной рукой.
Оптимальный вариант каретки с угловым упором – это накладная конструкция, которая передвигается по столу, опираясь на его торец. Данная версия исключает необходимость постоянно продувать пазы и бороться с люфтами.
Даже с учётом того, что за материал, шкивы-валы и двигатель необходимо заплатить, предлагаемая конструкция обойдётся более чем на половину дешевле самого недорого готового станка, который изначально нуждается в серьёзной доработке.
Циркулярка своими руками: безопасность пользования
Если взять во внимание, сколько стоит циркулярка (от 16000 рублей – самая скромная модель), и сопоставить цену с затратами на самостоятельное изготовление (это на 60-90% меньше), то разница получается значительной. Но никакая экономия не будет оправдана в том случае, когда не обеспечивается безопасность работ
Перед началом работы на циркулярке необходимо обязательно надеть очки и перчатки
Для того чтобы избежать травмоопасных ситуаций, стоит придерживаться следующих рекомендаций:
- не использовать в качестве сырья древесину с металлическими включениями (гвоздями, уголками, болтами и т. д.);
- распиловку досок размером более 200 см должны производить два человека;
- работая на циркулярке, нельзя делать резких движений;
- перед началом работы необходимо обязательно надеть очки и перчатки;
- древесные отходы с поверхности циркулярки следует удалять, так как они могут спровоцировать короткое замыкание.
Категорически запрещается работать на самодельном циркулярном станке:
- если не выполнено направляющее приспособление;
- отсутствует кожух;
- нет предохранителей, задерживающих пальцы;
- расклинивающий нож выше пильного диска.
Чтобы избежать травмоопасных ситуаций при работе с циркуляркой, стоит придерживаться техники безопасности
Добротный инструмент дает возможность получить удовольствие от работы. Да и результат радует высоким уровнем качества. Изготовление инструмента своими руками позволит получить желаемые параметры и необходимые эксплуатационные характеристики. Ограничиваться поверхностными знаниями нельзя ни в одном виде деятельности, особенно технического направления. Браться за самостоятельную сборку циркулярки стоит только после тщательной теоретической подготовки и полном представлении о практической части процесса.
https://remoo.ru/instrumentyi/cirkulyarka-svoimi-rukami
Поделиться новостью в соцсетях
« Предыдущая запись
Как проверить обмотку статора УШМ в домашних условиях разными способами
Существует большое количество различных электрических приборов с помощью которых можно произвести диагностику статора. Однако в домашних условиях применяется ограниченное количество технических средств. Некоторые представлены в нижеследующих видео.



Проверка якоря/ротора и статора мультиметром/тестером
В следующем видео в качестве инструмента для диагностики ротора и статора электропривода используется прибор мультиметр или как чаще в обиходе называемый тестером. Применяется для измерения различных электрических параметров: сопротивления, силы тока, напряжения. Для определения неисправностей в виде обрыва проводов, пробоя обмотки на корпус используется режим «омметр», то есть выставляется определенное значение сопротивления, которое сопоставимо с имеющимся в проверяемой цепи. В данном случае с пределом 200 Ом.
Пробой статора на корпус определяется прикладыванием индикаторных щупов к его корпусу и одному из концов обмотки. Наличие на индикаторе какой-либо величины сопротивления показывает о наличии дефекта в виде пробоя обмотки на корпус. При диагностировании обрыва обмотки индикатор прибора не будет ничего показывать при совмещении щупов с выводами обмоток.
Более сложные манипуляции следует провести при проверке обмоток ротора электропривода. Обрыв обмотки может быть в любом соединении с отдельно взятой ламелью коллектора. Поэтому необходимо проверить сопротивление между всеми ламелями коллектора, прикладывая к ним поочередно индикаторные щупы. При отсутствии обрыва сопротивление будет иметь во всех случаях одно и то же небольшое значение. Любые отклонения свидетельствуют о наличии обрыва. Пробой обмотки на корпус проверяется щупами при контакте их с коллектором и «железом» из набора листов из электротехнической стали. Шкала индикатора не должна реагировать на данное действие.
Однако мультиметром невозможно определить межвитковое замыкание. Здесь применяется прибор носящий название индикатор коротко замкнутых витков (ИКЗ). Более подробно о нем в нижеследующей информации.
На межвитковое замыкание, индикатором
Принцип действия прибора для определения межвиткового замыкания показан в следующем видео. Прибор в проверяемой обмотке индуцирует магнитное поле. При наличии в обмотке коротко замкнутых витков ток короткого замыкания вызывает повышенное противодействие генерируемому прибором электромагнитному полю. Регулировкой ИКЗ выполняется настройка, по достижении которой срабатывает световой сигнал (индикаторная лампочка изменяет цвет с зеленого на красный) или раздается звуковое сопровождение. В дополнение к основному применению, автор показывает способ определения мест подсоединения проводов обмотки к ламелям коллектора, при отсутствии визуально просматриваемых контактов.
Макита, без приборов
В одной из моделей Макита в следующем видео во время работы пошел дым, что является верным признаком сгоревших ротора или статора. Для определения причин автор выполнил полную разборку болгарки, дающую возможность хорошо выполнить внешний осмотр подозреваемых в неисправности узлов болгарки. Если на роторе признаков последствий от задымления обнаружено не было, то на статоре несколько мест подгоревшего электроизоляционного лака четко просматривались.
Мультиметр – автомат: быстро и качественно выполняет измерения
Мультиметр, который представлен в следующем видео удобен в работе и позволяет снимать показания без лишней суеты, когда у прибора, не обладающего такой опцией «скачут» измеряемые величины. Показан способ определения погрешности измерения, связанный с сопротивлением индикаторных щупов. Дано ориентировочное значение сопротивления обмотки, где отсутствуют неисправности.
Чтобы проверить статор и ротор на межвитковое замыкание мультиметром, не потребуется много времени. Дольше придется разбирать двигатель. Болгарка, дрель, перфоратор – каждый инструмент можно отремонтировать, определив неисправность. Проверку лучше разбить на несколько основных этапов, и последовательно не спеша выполнять действия.





