

Основные элементы
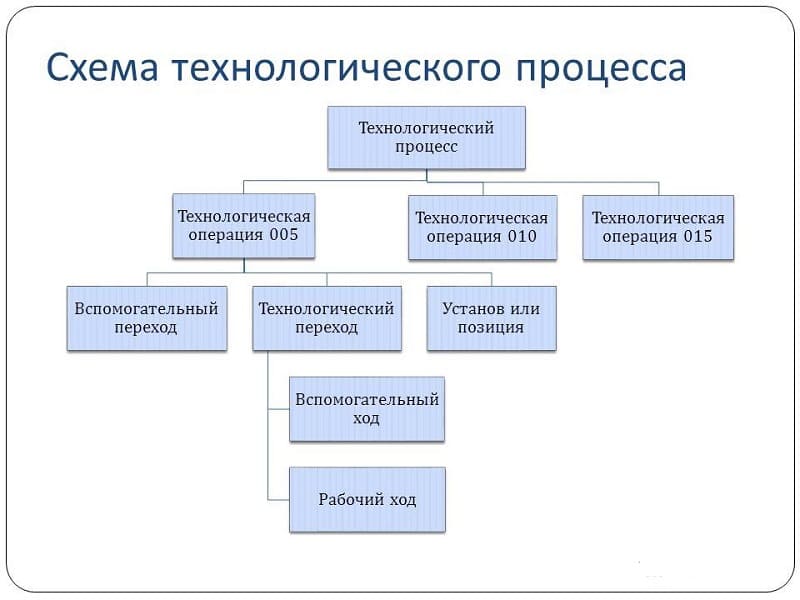
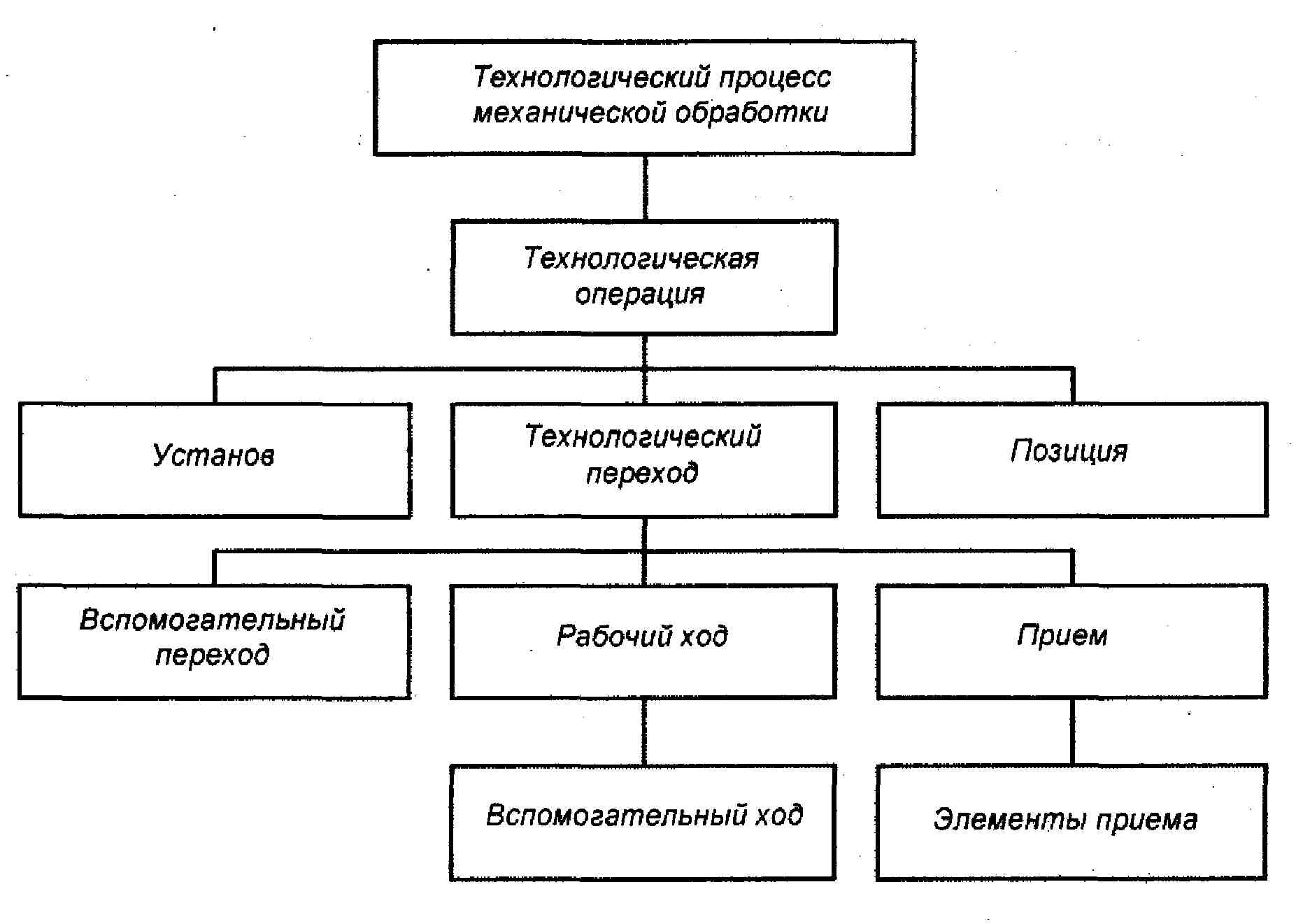
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
 В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
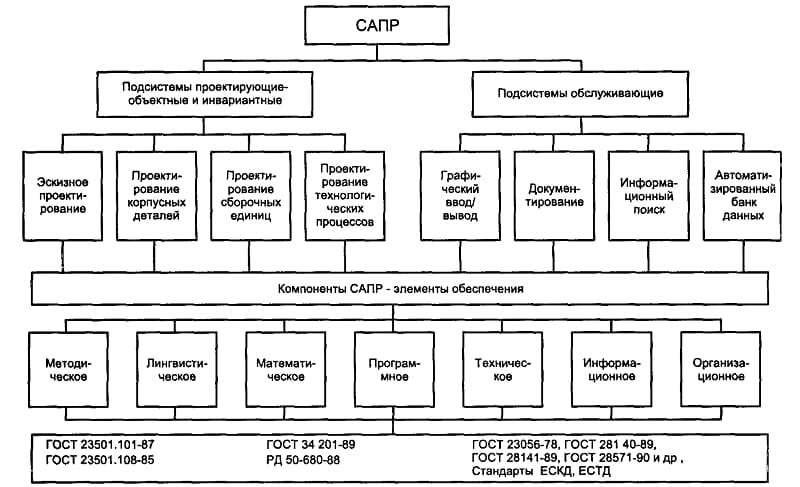
Структура САПР
Являясь разновидностью информационных систем, классифицируемых по сфере применения, САПР относятся к сложным многоуровневым структурам, образуемым совокупностью средств вычислительной техники, различными видами обеспечения, а также обслуживающим их персоналом.
Структура САПР регламентирована ГОСТ 23501.101-87 и включает в себя два класса подсистем: проектирующие и обслуживающие. Основным назначением проектирующих модулей выступает решение конкретных проектных задач, а функции информационного обмена между ними возложены на подсистемы обслуживания, к задачам которых можно отнести:
- Управление процессами проектирования.
- Документирование процессов проектирования.
- Реализация графического интерфейса.
- Организация и ведение банка данных.
https://youtube.com/watch?v=3SE84MrYArg
Согласно стандарту, компоненты САПР строятся на основе следующих видов обеспечения:
- Техническое обеспечение объединяет вычислительное, телекоммуникационное оборудование и линии связи.
- Программное обеспечение состоит из средств нижнего и верхнего уровней. Это операционная система с комплектом драйверов периферии и, собственно, сами компоненты САПР.
- Совокупность данных, необходимых для реализации процесса разработки включается в информационное обеспечение САПР. Это нормативная информация, данные о прототипах проектируемых объектов, готовые шаблоны.
- Математическое обеспечение объединяет в себе алгоритмы и математические модели, необходимые для реализаций проектных задач.
- Лингвистическое обеспечение включает набор интерфейсов для организации межмодульного взаимодействия, а также специальные языки проблемно-ориентированного программирования.
- К методическому обеспечению относится общая и внутренняя нормативная документация, регламентирующая процессы обслуживания и эксплуатации САПР.
Несмотря на разнообразие решений для автоматизации проектной деятельности, их архитектура также регламентирована. Разработка САПР должна вестись строго в соответствии с принципами создания информационных систем. Одним из них является принцип системного единства, согласно которому, разрабатываемая система должна иметь свойства целостности и взаимосвязанности отдельных компонентов и структуры, а сам процесс проектирования должен носить индуктивный характер, то есть вестись от частного к целому.
Функционирование подсистем и компонентов САПР должно быть подчинено принципу совместимости, в соответствии с которым составные части информационных систем должны решать свои задачи в строгом взаимодействии. Кроме того все элементы подлежат унификации, обеспечивая взаимозаменяемость и открытость.
САПР строится с учетом возможной интеграции с другими информационными системами, а также модификации и пополнения их компонентов.
ОКУН.
Общероссийский классификатор услуг населению (ОКУН) является одной из составных частей (ЕСКК ТЭИ), был разработан для решения задач:
- изучение спроса населения на необходимые услуги;
- усовершенствование и развитие стандартизации в сфере услуг предоставляемых населению;
- прогнозирование и учет объема реализации услуг необходимых населению;
- осуществление сертификации предоставляемых услуг с целью обезопасить жизнедеятельность населения и сохранить окружающую среду не причиняя вреда здоровью и имуществу и др.
Объектами классификации выступают услуги оказываемые населению, организациями и предприятиям с различными правовыми формами собственности, применяющими различные методы и формы обслуживания.
Классификатор ОКУН (ОК002-93) утрачивает силу с 01.01.2016 года.
Категории автоматизированных систем
Классификация структур автоматизированных систем в промышленной сфере разделяется на такие категории:
Децентрализованная структура. Система с данной структурой применяется для автоматизации независимых объектов управления и является наиболее эффективной для этих целей. В системе имеется комплекс независимых друг от друга систем с индивидуальным набором алгоритмов и информации. Каждое выполняемое действие осуществляется исключительно для своего объекта управления.
Централизованная структура. Реализует все необходимые процессы управления в единой системе, осуществляющей сбор и структурирование информации об объектах управления. На основании полученной информации, система делает выводы и принимает соответствующее решение, которое направлено на достижение первоначальной цели.
Централизованная рассредоточенная структура. Структура функционирует по принципам централизованного способа управления. На каждый объект управления вырабатываются управляющие воздействия на основании данных обо всех объектах. Некоторые устройства могут быть общими для каналов.
Алгоритм управления основывается на комплексе общих алгоритмов управления, реализующиеся с помощью набора связанных объектов управления. При работе каждый орган управления принимает и обрабатывает данные, а также передает управляющие сигналы на объекты. Достоинством структуры является не столь строгие требования относительно производительности центров обработки и управления, не причиняя ущерба процессу управления.
Иерархическая структура. В связи с возрастанием количества поставленных задач в управлении сложными системами значительно усложняются и отрабатывающиеся алгоритмы. В результате чего появляется необходимость создания иерархической структуры. Подобное формирование значительно уменьшает трудности по управлению каждым объектом, однако, требуется согласовать принимаемые ими решения.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo






Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
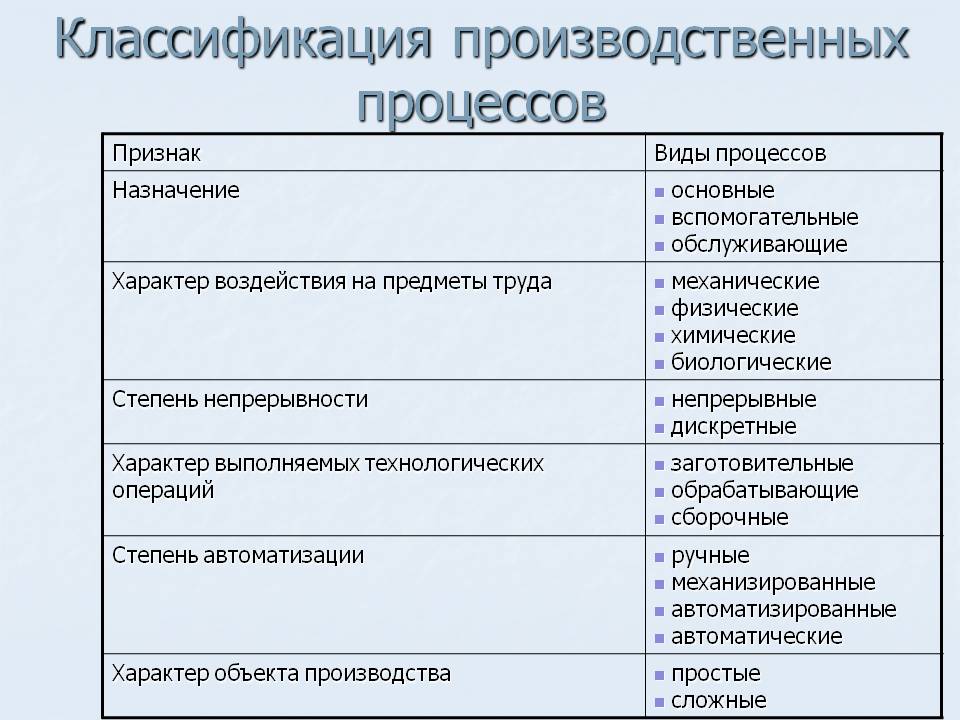
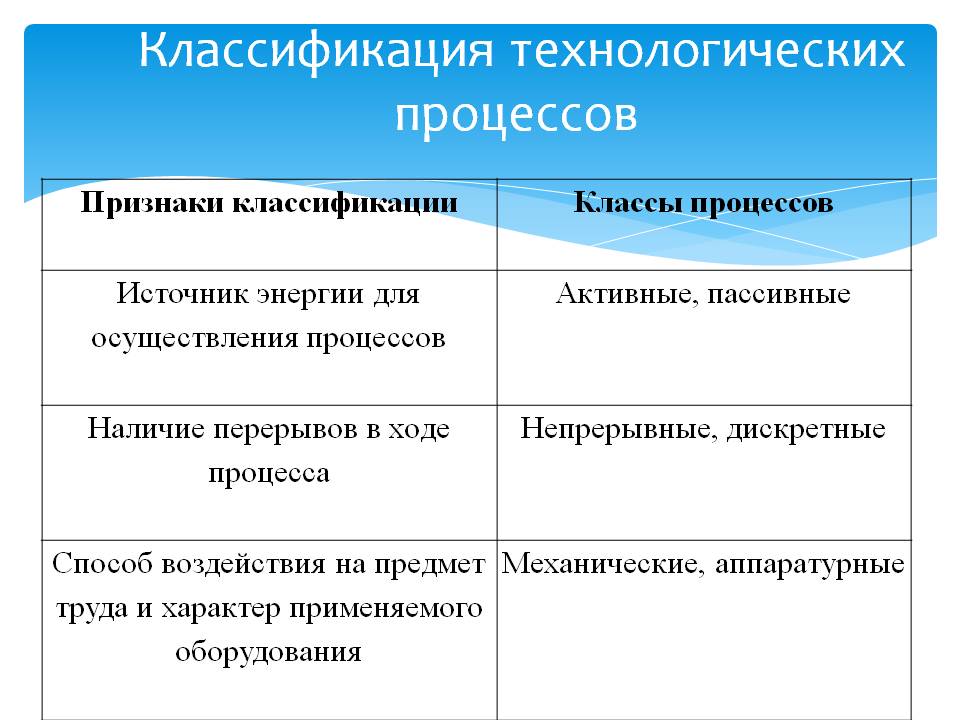
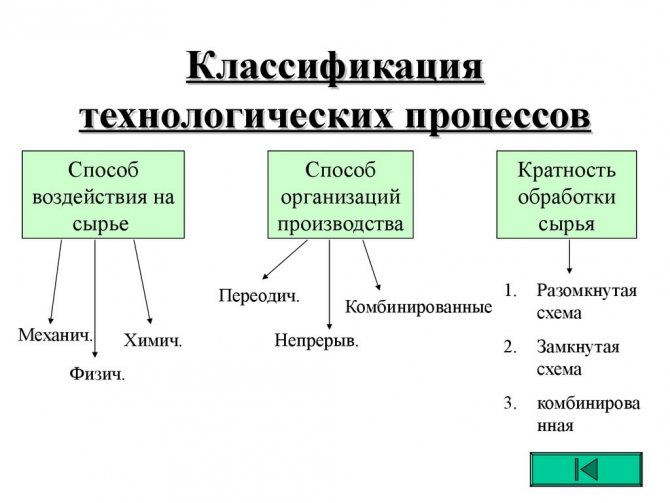
Виды техпроцессов
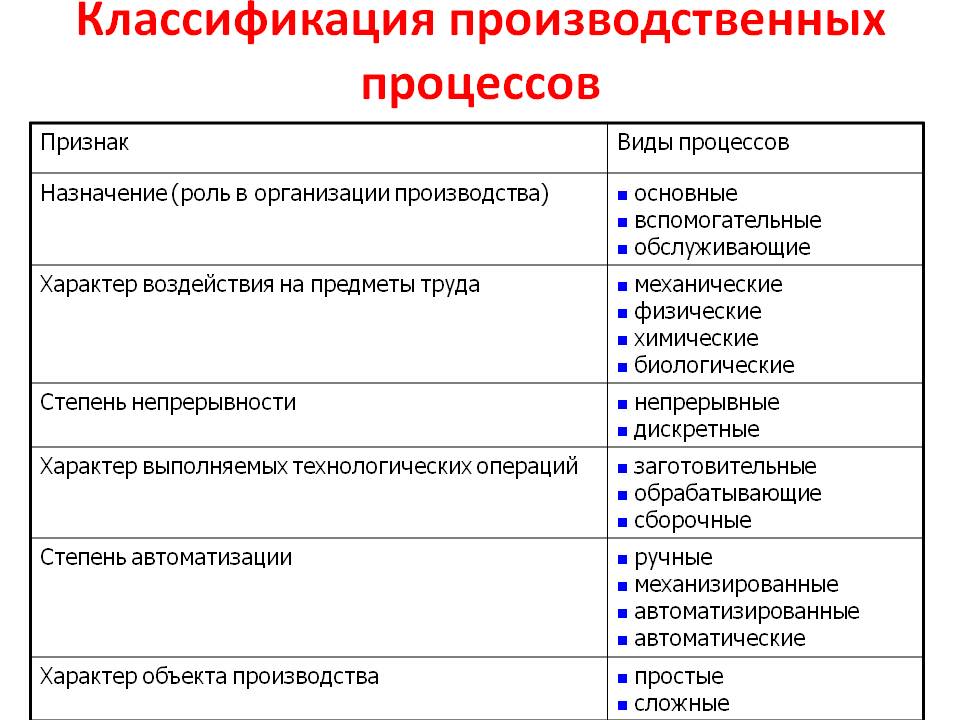
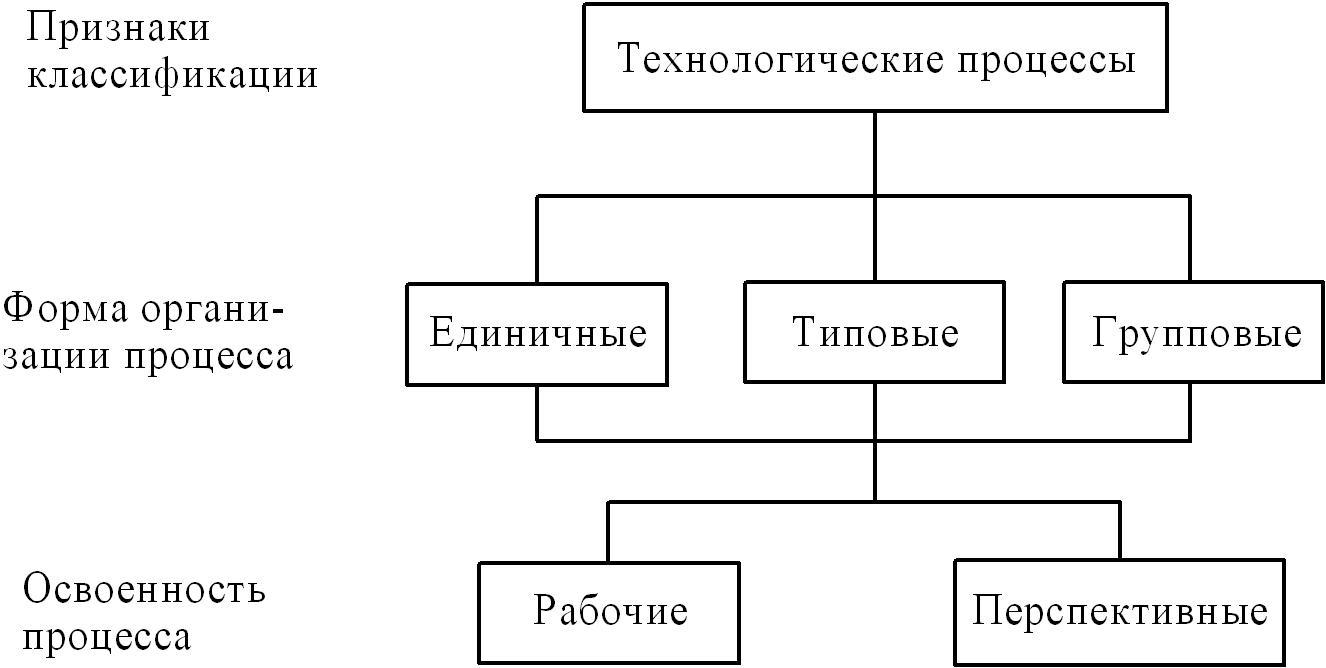
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
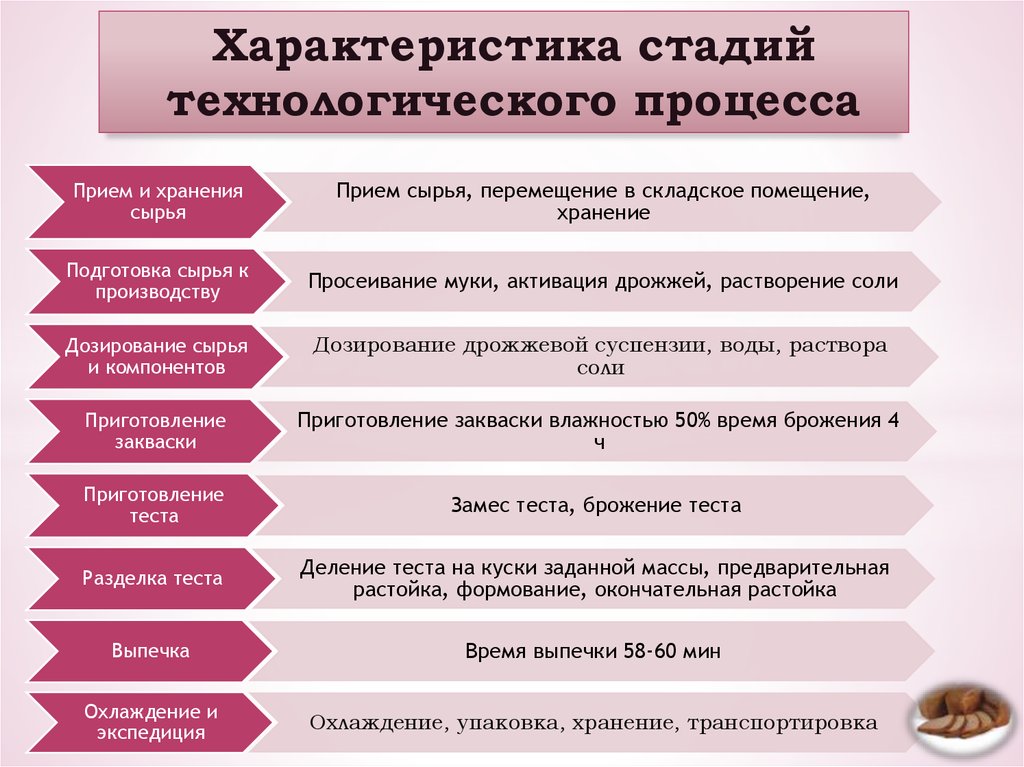
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.
Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода
Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов
Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:


- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
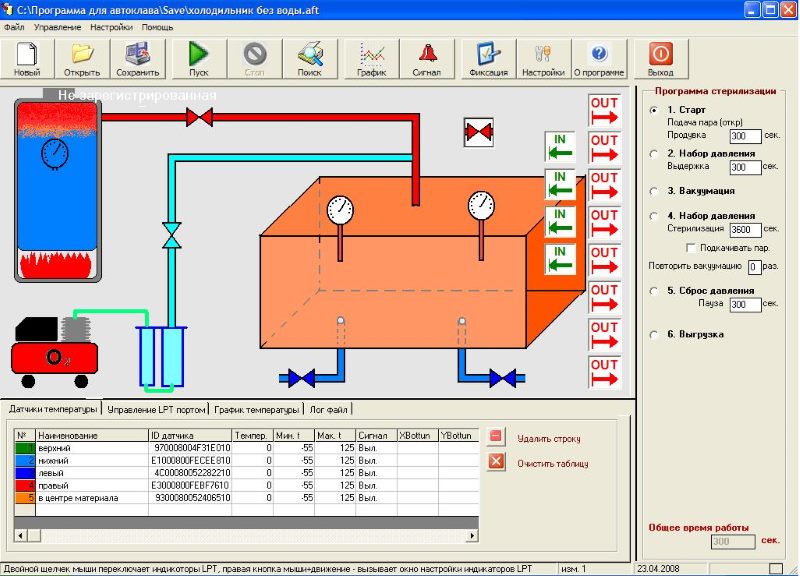
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия
Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости
С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия
Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.



Важные элементы
Выделяют очень разные детали технологичной операции. Ключевыми можно назвать такие:
Установка. Данная часть технологичной операции, осуществляемая при неизменном закреплении, проходит в начале. Ей уделяют также довольно достаточно внимания, так как ошибки которые появились могут оказаться причиной смещения заготовки при ее отделке.
Позиция. Законченная часть технологичной операции, характеризуемая постоянством, должна проходит при фиксировании положения заготовки. Необходимо учесть, что на этом этапе может проводиться и сборка технологичной оснастки, отвечающая за непосредственную фиксацию заготовки.
Технологичный переход. Тех. процесс перехода могут выполняться в рамках одной операции без изменения раньше установленных рабочих режимов. Он выполняется в случае, когда обработка заготовки не может быть закончена из-за причины недостаточной практичности оборудования. Кол-во переходов в большинстве случаев зависит от того, насколько трудна заготовка. Нумерация переходов проходит с учетом очередности обработки механическим способом заготовки.
Рабочий ход. Конкретно данный элемент технологичной операции является наиболее важным, так как он обеспечивает механическое убирание материала с поверхности чтобы придать необходимой формы и размеров. В основном, происходит перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении кромки резки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения конкретной шероховатости. Рабочий ход может быть продольным или поперечным, при этом устанавливается глубина и скорость резания, а еще иные параметры. В основном, он более длительный и точный, рассчитывается на предложение серьезного воздействия механики на рабочий орган.
Запасной ход
Он также считается важной частью тех. процесса
Запасной ход представлен однократным перемещением инструмента относительно заготовки, но при этом не происходит изменение формы, размеров и прочих показателей заготовки. Применяется запасной ход во многих случаях для смещения ключевых органов относительно заготовки. Примером можно назвать подвод инструмента в территорию резания, а еще фиксирующего элемента.
Наладка. Перед непосредственным производством проходит наладка оборудования, а еще используемой оснастки. Наладка учитывает установку всех устройств, выверку размера инструмента и их положения. Наладочному процессу уделяют довольно достаточно внимания, так как ошибочная фиксация инструмента может привести к очень большим последствиям. Труднее всего провести наладку станков с числовым программным управлением, так как они должны гарантировать большую точность обработки. По мимо этого, часто завершальным шагом проводимой наладки становится контрольная обработка заготовки, в процессе которой устанавливается точность и остальные моменты.
Подналадка. Дополнительным дополнительным процессом можно назвать подналадку, которую выделяют очень нечасто. Она учитывает регулировку тех. оборудования или используемой технологичной оснастки. В большинстве случаев исключительно после того, как было налажено производство можно определить ошибочное позиционирование инструмента и технологичной оснастки.
Технологическое оборудование. Также встречаются разные средства обеспечения проводимой процедуры. В данную категорию относят материалы и заготовки, а еще требуемую оснастку. Встречается в продаже просто большое количество разной оснастки, которая значительно облегчает установленную задачу по отделке заготовки очень разной формы и размеров.
Технологическая оснастка. Это обозначение используется для определения технологического оснащения, без которого провести обработку заготовки как правило невозможно. Она может быть самой разной, выбирается в зависимости от того, какая процедура проходит.
В общем необходимо заявить, что технологическая операция считается трудоемкой процедурой, состоящая из неограниченного количества самых разных частей





