

На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».

Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря
У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.

Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию
Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Как работает сварочный инвертор
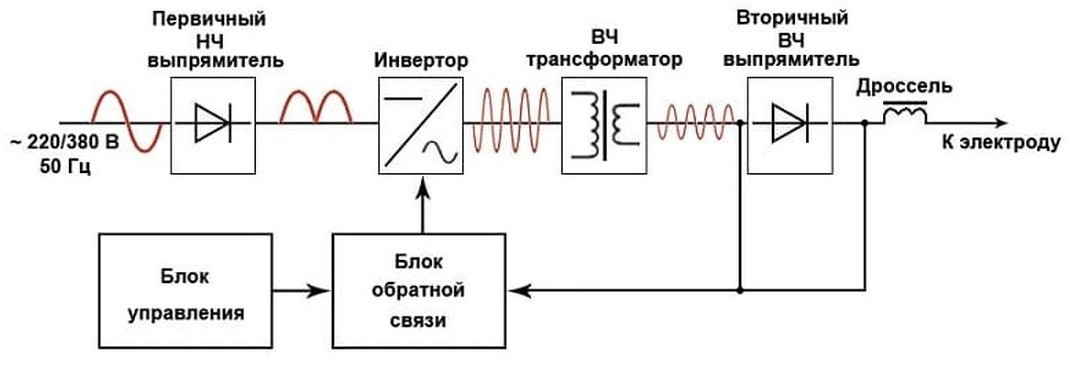
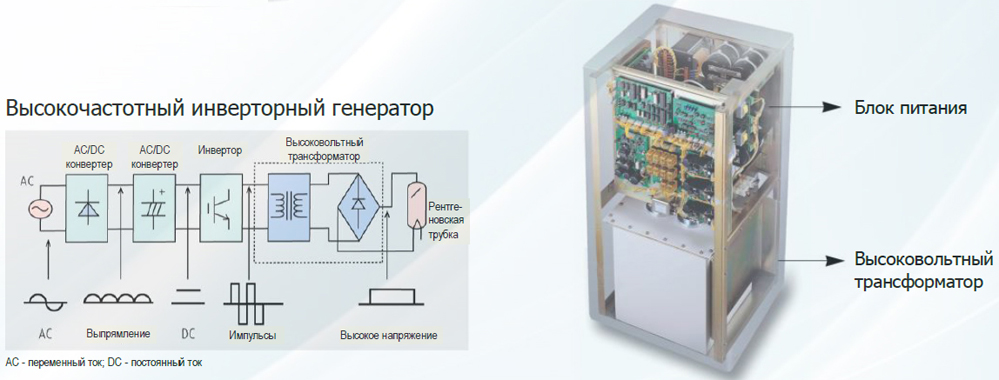
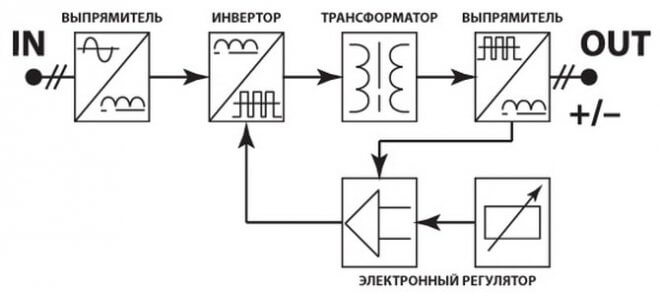
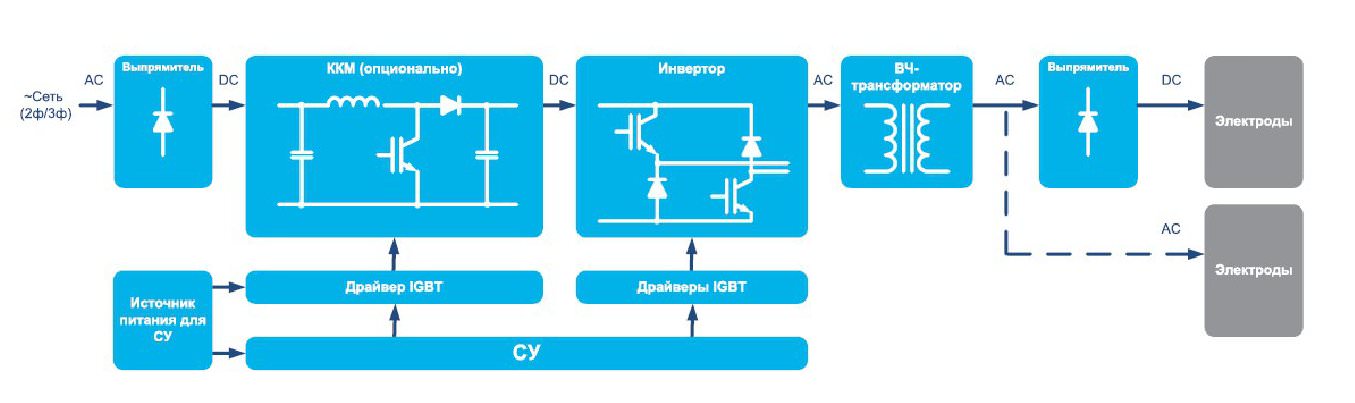
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
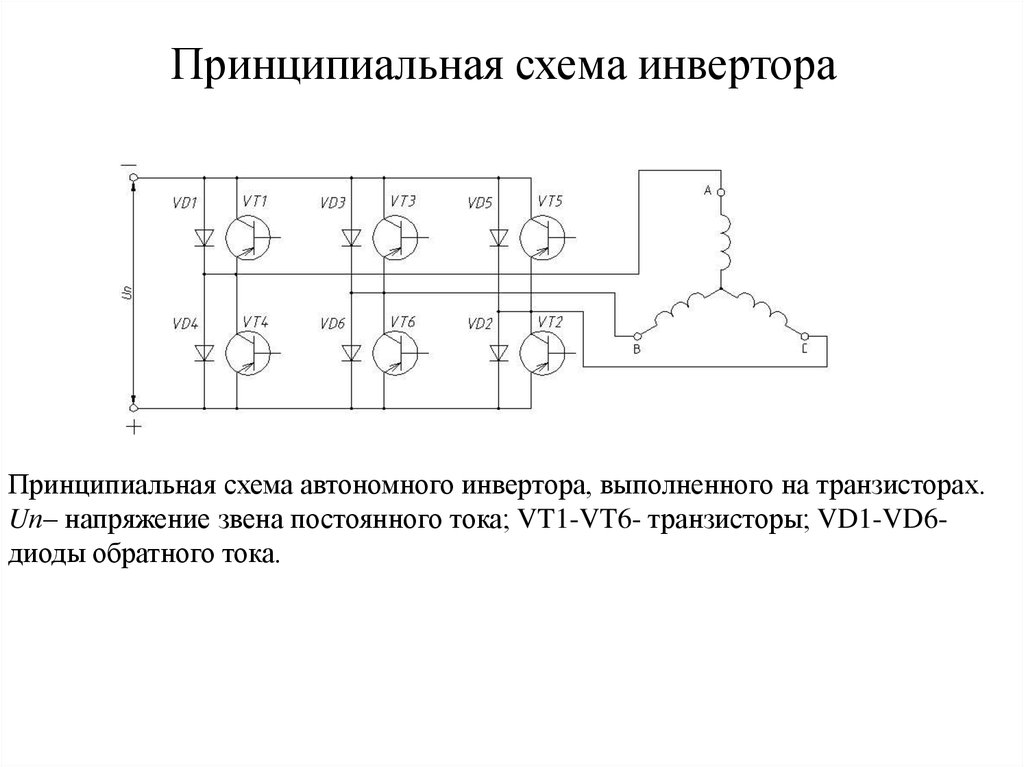
Рисунок 2 — Схематическое устройство инвертора
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
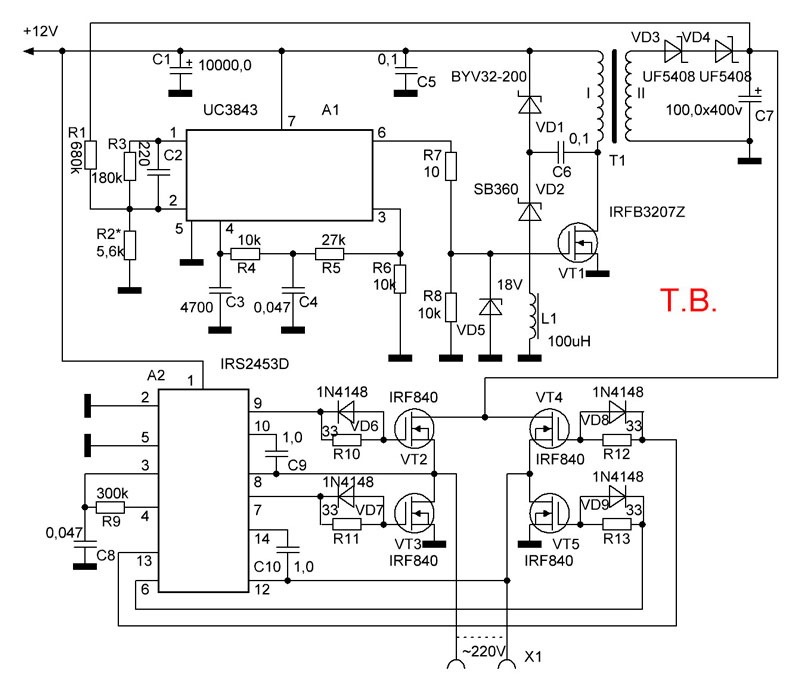
Схема считается простой и доступной для самостоятельной реализации.
Основные рекомендации
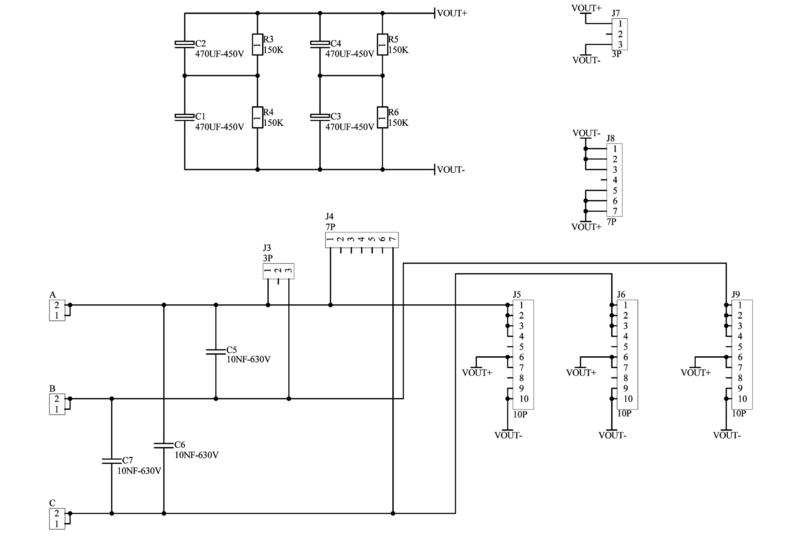
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Плюсы сварочных инверторов
Применение сварочного оборудования нового поколения позволяет повысить качество сварки металлоконструкций и значительно упрощает работу как сварщиков-профессионалов, так и мастеров, работающих дома.
В сравнении с классическим сварочным оборудованием полуавтоматы инверторного типа имеют массу преимуществ. Основные из них:
- Компактные размеры и небольшой вес существенно упрощают транспортировку и хранение сварки, делают инверторы удобными в использовании.
- Возможно применение электродов постоянного и переменного тока, что позволяет получать качественные швы при работе с изделиями из чугуна, алюминия, нержавейки, жаростойких марок стали.
- Большой диапазон регулирования величины входного тока позволяет применять для дуговой сварки под газовой защитой неплавящиеся электроды.
- Наличие дополнительных функций. «Hot start» обеспечивает подачу тока оптимальной величины, необходимой для поджига электрода. «Anti-Sticking» снижает подачу тока до минимума при возникновении короткого замыкания. «Arc Force» в момент отрыва капли увеличивает величину тока, предотвращая залипание.
Выбирая сварку для дома или работы в мастерской нужно ориентироваться на время непрерывной работы оборудования. Профессиональные сварочные инверторы могут работать до 8 часов без перерыва. Оборудованию бытового уровня после получаса работы потребуется от 30 до 60 минут, чтобы остыть.
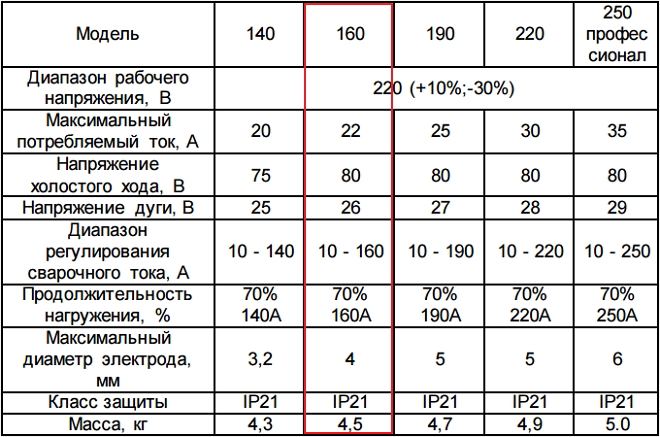
Технические характеристики инверторов:
- Мощность. В техпаспорте на оборудование производитель указывает номинальную величину тока, при которой аппарат не будет перегреваться.
- Аббревиатурой ПН обозначается продолжительность нагрузки, временной режим использования аппарата.
- Сокращением ДПН обозначают диапазон питающего напряжения. Он особенно важен для выполнения сварочных работ в условиях нестабильного напряжения. Скачки напряжения в сети до 20%-30% чаще всего бывают в садовых товариществах, дачных кооперативах.
- Диаметр электрода. От этого показателя зависит толщина металла, а также возможность сваривать уголки или швеллер. При толщине стали от 1,5 до 13 мм рекомендуется использовать электроды диаметром от 1,6 до 5 мм.
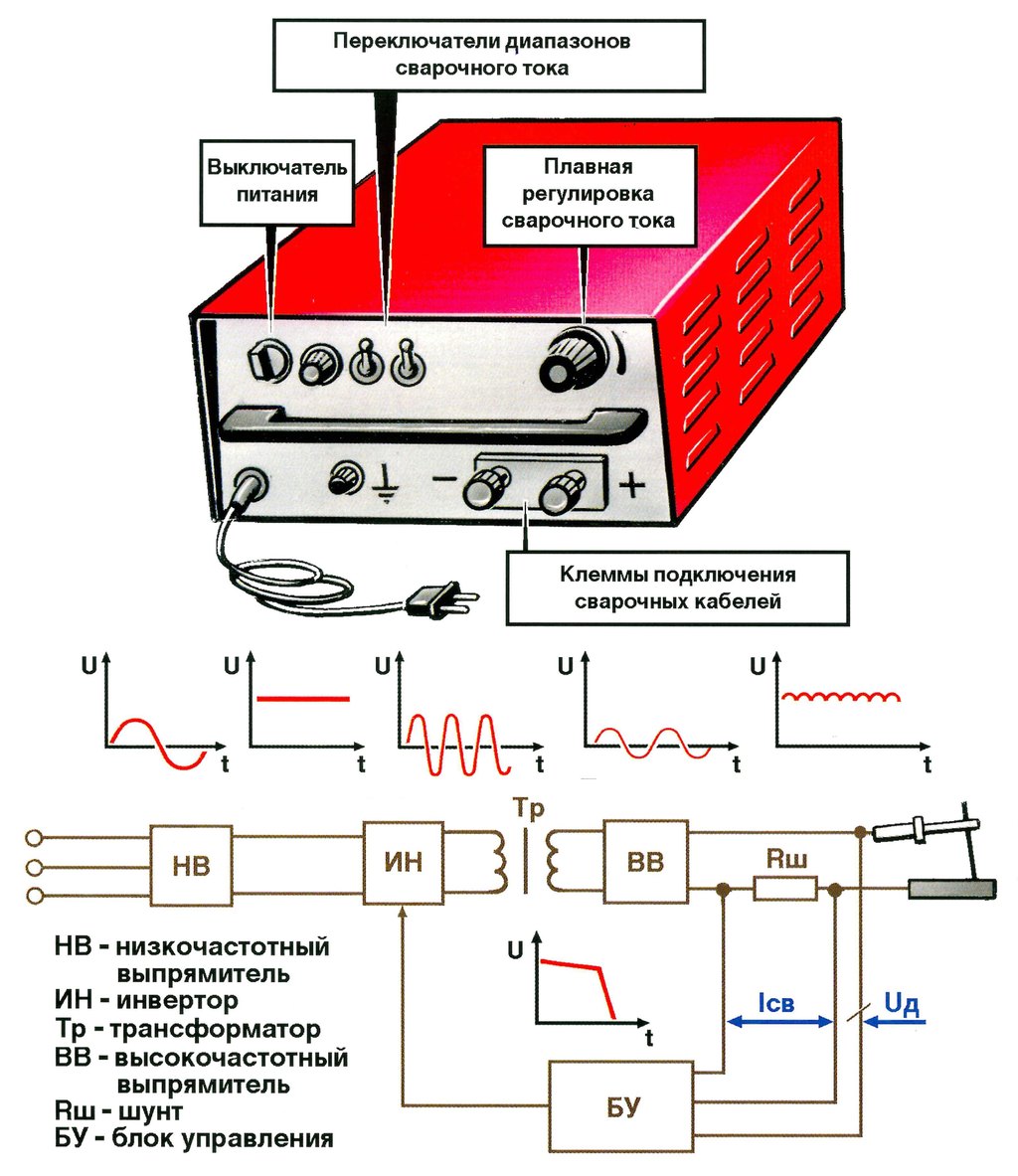
Пояснения на схеме
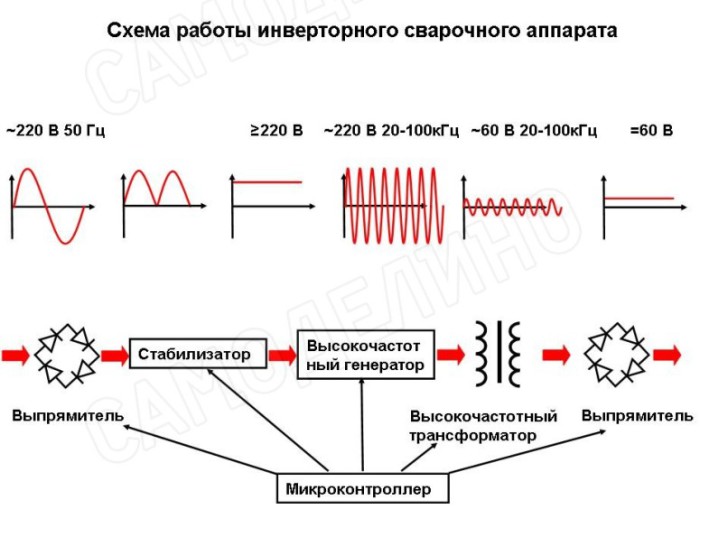
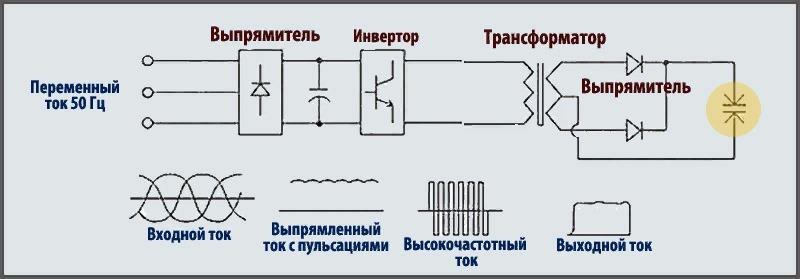
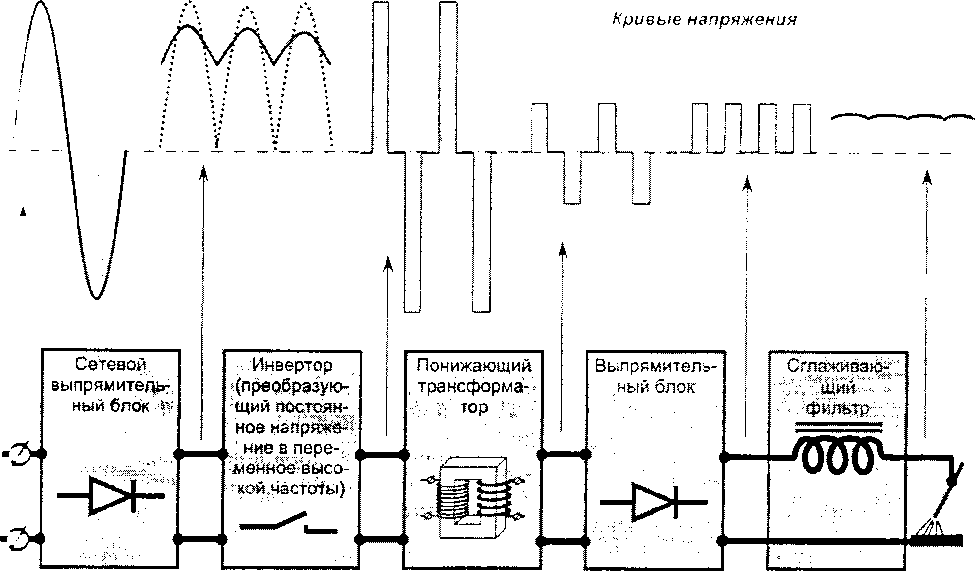
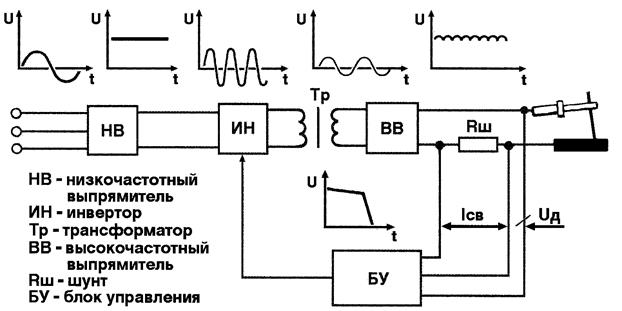
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
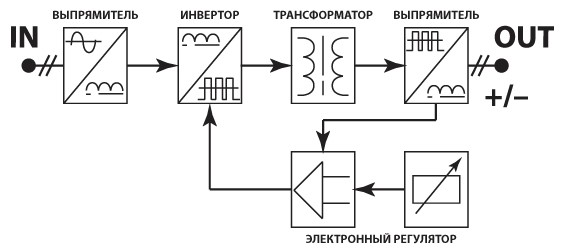
начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
 В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные .
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.



В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Что это такое? Разновидности

Общий принцип работы всех сварочных аппаратов заключается в расплавлении электродом кромок соединяемых заготовок, в процессе образуется сварочная ванна. Если сварка ведётся покрытым электродом или омеднённой проволокой, то они же являются и присадкой. Если используется вольфрамовый стержень, то необходимо подавать присадку вручную. Тонкие листы можно соединять без присадочных материалов.
Простые сварочные аппараты состоят из силового трансформатора и регулятора силы тока, инверторные схемы подразумевают использование электроники.
Её назначение:
Современные аппараты чаще всего используют инверторную схему, причины этому:
- Уменьшенный размер оборудования – присутствие электроники позволяет отказаться от крупных трансформаторов.
- Стабильные характеристики сварочной дуги – схема корректирует параметры во время сварки.
- Чуть меньшие требования к качеству электросети – инверторная схема потребляет меньше энергии.
Мнение эксперта
Кузнецов Василий Степанович
Минусом принято считать меньшую надёжность по сравнению с трансформаторными устройствами предыдущего поколения. Это относится ко всем инверторам.
Второй минус — сложное устройство, которое не позволяет заниматься ремонтом оборудования без знания электрических схем.
Популярные модели умельцы всё-таки научились восстанавливать, но официально производители не публикуют принципиальные схемы своих сварочных аппаратов.
Для ручной дуговой сварки (РДС)

Предназначены для работы покрытыми электродами.
Их плюсы:
Аппараты для РДС – самые распространённые и универсальные. Для сварки понадобится приобрести покрытые обмазкой электроды, доступные диаметры: 2, 3, 4, 5 мм. Или импортные: 2,6 и 3,2 мм.
Если аппарат на выходе выдаёт переменный ток, то следует приобретать электроды, предназначенные для сварки таким устройством (например, АНО и аналогичные), а если постоянный, то допускается применять любые: годятся и АНО, и УОНИ, либо подобные.
Для полуавтоматической сварки

Сварочные инверторы годятся для сварки с помощью проволоки в среде углекислого газа или смесей.
Преимущества такого оборудования:
- Большая скорость сварки.
- Легко научиться работать.
- Получаются аккуратные швы.
- Не требуется отбивать шлаковую корку (не образуется, если использовать непокрытую обычную проволоку).
Есть и недостатки: необходимо приобретать дополнительное оборудование. Это:
В связи с этим трудно заниматься сварочными работами при сильном ветре, углекислоту будет сдувать, в швах появятся поры ( и другие дефекты). Газ придётся время от времени заправлять, а для этого возить баллон на станцию. Расход зависит от объёма работ и выставленного на редукторе давления. Рекомендуется 1-1,5 кг/кв.см.
Углекислотные баллоны красят серой краской.
Есть возможность варить полуавтоматом и без газа, но для этого необходимо приобрести специальную порошковую проволоку. Продаются в небольших катушках примерно по 0,5-0,8 кг. Но её стоимость почти в 2,5 раза выше, чем цена на обычную вместе с газом.
Для аргонодуговой сварки (АДС)

Аппараты предназначены для соединения цветных сплавов: латуни, меди, бронзы, алюминия, а также любых других.
Главное отличие в том, что для работы потребуются дорогие материалы:
- Баллон с газом – аргоном (смесь Ar+CO2).
- Неплавящиеся вольфрамовые электроды.
- Шланг и газовый редуктор.
- Присадочный материал.
Поэтому аппарат стоит приобретать, если есть насущная необходимость в сварке разнообразных сплавов. Еще один неприятный момент: алюминий следует варить на переменном токе, а другие материалы – на постоянном. Поэтому придётся либо выбирать один из аппаратов, либо обзаводиться более дорогим – комбинированным.
Последний тип относится к профессиональному оборудованию, зато производители чаще всего допускают на таких аппаратах режим РДС. Это позволяет сэкономить при соединении стальных и чугунных заготовок.
Мнение эксперта
Кузнецов Василий Степанович
Последние два минуса аппаратов РАД – сложность проведения сварочных работ, рекомендуется потренироваться на толстых деталях, а вольфрам необходимо научиться правильно затачивать.
Классификация
Основными критериями классификации этих приборов являются мощность, форма тока и входное напряжение. Выбор конкретной модели зависит от целей, с которыми приобретается устройство.
Для подключения к автомобильному прикуривателю используются простейшие компактные преобразователи небольшой мощности. От них могут получать питание гаджеты с низким потреблением электроэнергии (телефоны, ноутбуки, вентиляторы, фонарики).
Мощность инвертора, включаемого в прикуриватель, не должна превышать 150 Вт. В противном случае можно вывести из строя всю электропроводку автомобиля.
Преобразователи для питания приборов мощностью от 150 Вт присоединяют напрямую к клеммам аккумулятора. Чтобы снизить потери КПД, не рекомендуется использовать «крокодильчики», которые входят в комплектацию некоторых моделей. Для стабильного и надёжного подключения больше подойдут медные клеммы с винтовым соединением.


Номинальная и пиковая мощность

При выборе преобразователя следует суммировать мощность всех потребителей, которые будут к нему подключены. К полученному результату прибавляют ещё 20%, так как прибор не сможет долго работать на пределе возможностей. Кроме того, возможны потери вследствие плохого контакта в соединениях или низкого качества кабеля. Также нужно учитывать ёмкость аккумулятора.
Рассчитывать мощность инвертора необходимо по двум характеристикам: номинальной и пиковой. Первая из них определяет нагрузку, под которой прибор может работать длительное время. У бытовых моделей она обычно составляет от 60 до 1000 Вт. Однако существуют модификации, у которых этот показатель превышает 1 кВт. С их помощью можно обустроить мобильную мини-электростанцию. Их целесообразно покупать, например, для подключения электроинструментов.
Пиковая мощность характеризует максимальную нагрузку, которую инвертор может выдержать в течение короткого промежутка времени. Она варьируется в пределах 150 – 10000 Вт. Ток, потребляемый некоторыми электроприборами при начале работы, в несколько раз превышает номинальное значение
Выбирая преобразователь, нужно обязательно обратить внимание на этот момент, иначе подключенное к нему оборудование может не запуститься
Мнение эксперта
Кузнецов Василий Степанович
Если устройство используется при работающем двигателе автомобиля, ток его нагрузки не должен быть выше тока, вырабатываемого генератором.
Для бытовых нужд (например, путешествий на автомобиле) обычно бывает достаточно инвертора мощностью до 600 Вт. Этого хватит, чтобы включить холодильник, зарядить телефон, ноутбук или фонарик. Ток нагрузки такого прибора составляет примерно 50 А, что значительно меньше показателей современных автомобильных генераторов.
Форма тока
Важным критерием выбора преобразователя является форма тока, получаемая на выходе. От этого параметра зависит, какие приборы к нему можно подключить.
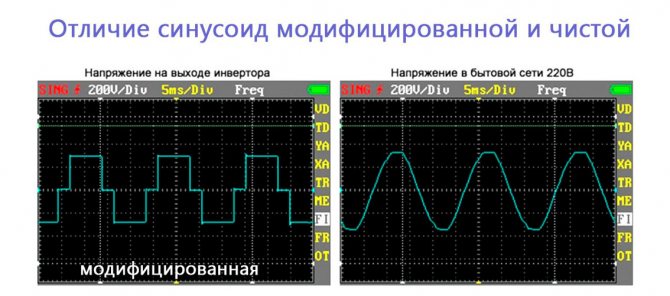
Существует два вида формы:
- Чистая (непрерывная) синусоида. Диаграмма тока представляет собой ровную синусоиду. Такие приборы обеспечивают безопасное подключение любого оборудования. В схему этих устройств входят дорогостоящие комплектующие, поэтому цена на них достаточно высока.
- Модифицированная (изменённая) синусоида. Диаграмма тока – ступенчатая. Такие инверторы нельзя использовать для подключения электроинструмента с асинхронными двигателями, компрессоров и приборов, восприимчивых к помехам. Оборудование либо вообще не запустится, либо будет работать в экстремальном режиме, что приводит к снижению КПД и сокращению срока службы. Преобразователи с модифицированной синусоидой подходят для питания ламп, обогревателей, коллекторных двигателей, телефонов, ноутбуков, телевизоров. Повысить качество работы можно за счёт дополнительной установки устройства плавного пуска.
Стоимость инверторов с чистым синусом достаточно высока. Приобретать их целесообразно только при необходимости подключить оборудование, несовместимое с модифицированной синусоидой.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
- Шов получится качественным, хорошо проваренным, а на металле не появится прожогов, если постоянно следить за ним. Поэтому рекомендуется заранее расположить свариваемые детали так, чтобы было удобно наблюдать за ходом сварки.
- Самый простой вариант – сварка в нижнем положении. Начинающим сварщикам лучше начинать с него. Потом можно переходить к кольцевым стыкам, а после них к вертикальным. Последние являются самыми сложными в исполнении.
- Для удобства лучше делать стыки внахлест. Если же варить стык в стык, то можно случайно привариться к столу, на котором лежат элементы.
- При появлении дефектов в ходе работы, их необходимо удалить. Для этого проблемный участок дополнительно проваривается или сначала выбирается с помощью болгарки, а потом наплавляется еще раз.
- Если приходится сваривать толстые детали, то для полного провара на кромках необходимо делать фаски. Зазор между кромками зависит от толщины элементов, но не должен быть меньше 0,5 мм.
ГОСТ, сертификация и маркировка
Для полупроводниковых инверторов технические условия в полной мере содержатся в ГОСТ 24376-91, а за их соблюдение отвечает нормативно-технический документ ТУ 34-38-11274-88.
Кроме того, часть производимых аппаратов, особенно промышленных, проходят аттестацию НАКС.
Делается это для проверки соответствия заданным технологическим характеристикам различных способов сварки, которые применяются на опасных объектах.
Процесс аттестации проводится путем сопоставления параметров, указанных в документации к оборудованию с фактическими показателями.
Разница между аттестованными и неаттестованными моделями, полностью идентичными конструктивно, заключается исключительно в наличии документа о проведении дополнительных приемо-сдаточных испытаний, коим является соответствующее свидетельство Национального Агентства Контроля Сварки (НАКС).
Что касается маркировки, то инверторы обозначаются аббревиатурой способа сварки, который они поддерживают.
В дополнение следует отметить, что существует маркировка CUT, которая указывает, что данная модель выполняет резку материала плазменным методом.
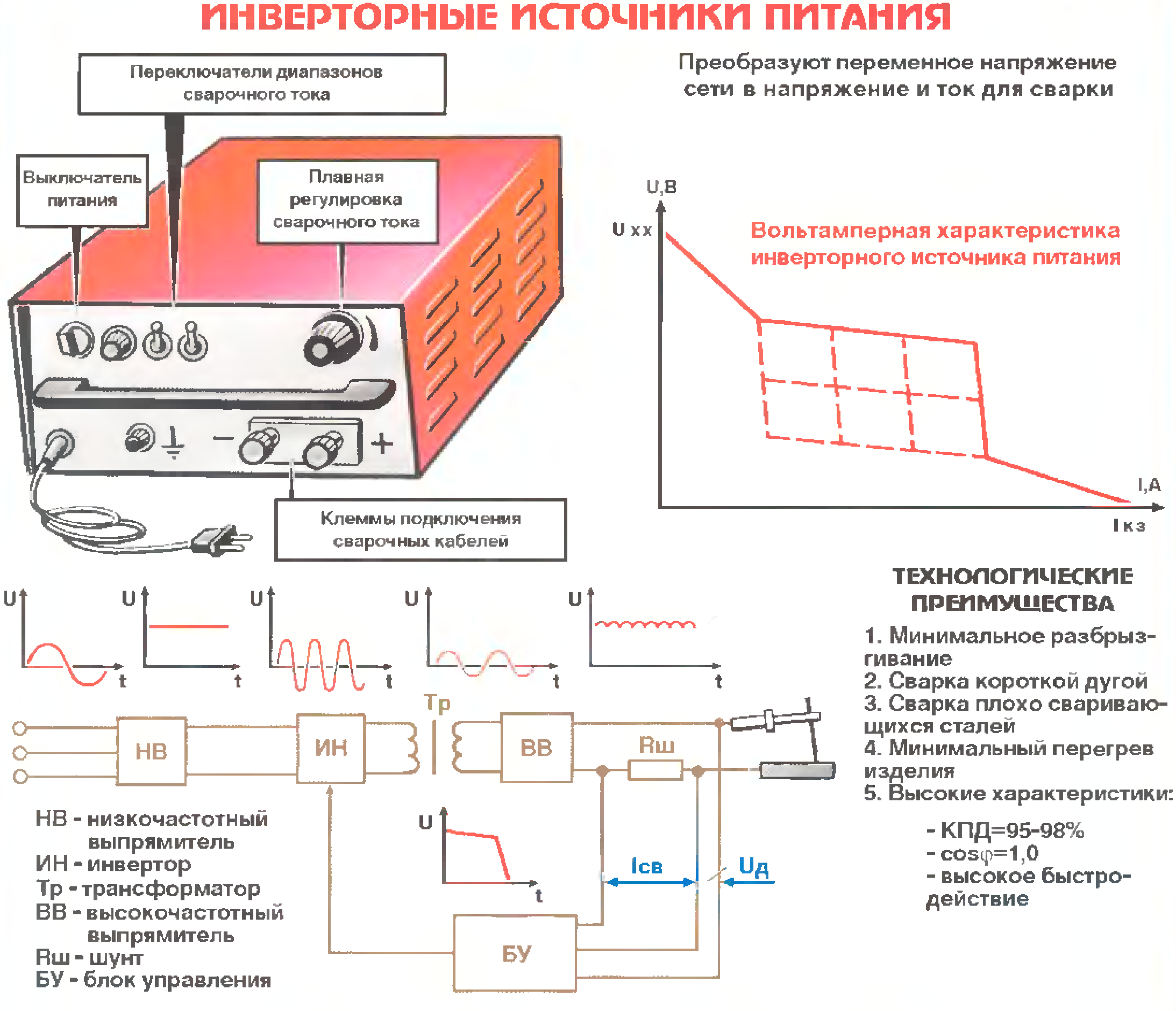
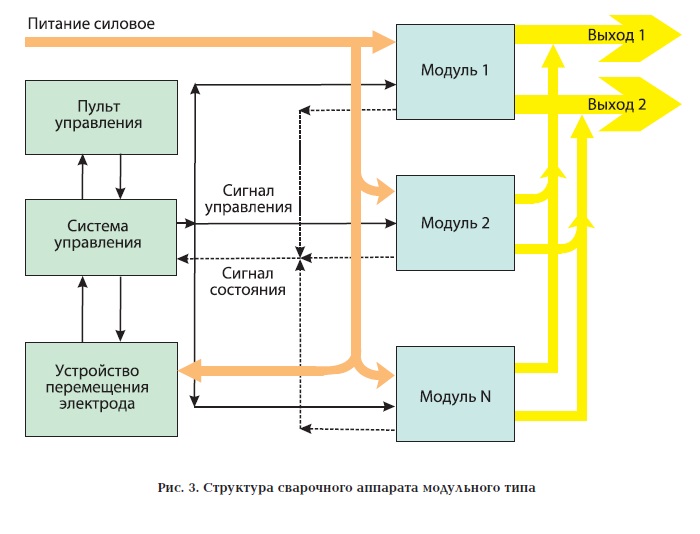
Виды источников тока

Импульсный преобразователь считается основным элементом электросхемы сварочных инверторов, потому что способен активно вырабатывать высокочастотные токи. Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Все источники сварочного тока имеют идентичную конструкцию и схема сварки у них одинаковая, разница только в каких вольт-амперных характеристиках переключает режимы аппарат. Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
- дуговая сварка ручным способом (MMA);
- с применением неплавящегося вольфрамового электрода, а защитой служит инертный газ (TIG);
- методика соединения металлов под защитой инертного/активного газа, используется плавящийся электрод (MIG/MAG).
Достоинства полуавтоматических аппаратов
- Малый вес — для любителей всего 5—6 кг.
- Дополнительные функции.
- Плавная регулировка напряжения.
- Хорошая внутренняя вентиляция, благодаря интегрирующему устройству.
- Точное настраивание тока, зависящее от материала соединяемых конструкций.
Инверторы имеют высокий КПД независимо от производителя.
Схемы сварочных аппаратов для полуавтоматической сварки интересны только специалистам, так как изобилуют техническими обозначениями понятными узкому контингенту.
Инверторы для плазменно-дуговой резки
Такие устройства отличаются небольшими размерами и потребляют немного электрической энергии, с их помощью производится соединение или резка черных, а также цветных металлов. Плазменный инвертор обладает большой многофункциональностью, поэтому используется на разных производствах:
- термическая обработка любых металлов;
- пайка, сварка или резка черных и цветных металлов;
- промышленное воронение стали;
- для разрезания керамической плитки, стеклянных заготовок, бетона и т.п.
К недостаткам можно отнести только высокую стоимость аналогичного оборудования.
Рекомендации по эксплуатации бытовых инверторов
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Газосварочный комплект
Газовая сварка — создание тепла для расплавления металла посредством сгорания горючего газа в среде кислорода. При высокой температуре (700-3000°C) происходит расплавление присадочной проволоки, оплавление краев обрабатываемых деталей. Создается ванна расплавленного металла, при остывании образующая сварочный шов.
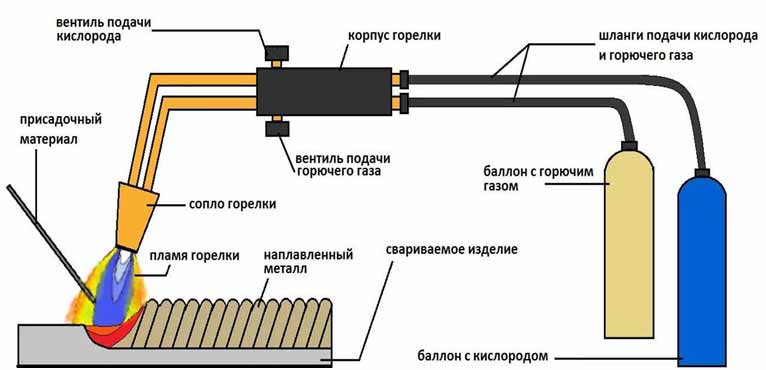
Рис.10 Схема газовой сварки
Область применения:
- соединение стали с толщиной до 5мм;
- сплавление цветных металлов и сплавов;
- стыковка элементов из инструментальной стали, требующая плавного нагрева и медленного охлаждения;
- сварка чугуна — особенность химической структуры и свойства самого материала.
Достоинства
- простота технологического процесса;
- доступность энергетического носителя (газа) и окислителя (воздух, кислород);
- отсутствует необходимость в стороннем источнике энергии — процесс сжигания является тепловыделяющей операцией;
- легкий контроль за параметрами сварочного процесса — временем нагрева, тепловым потоком, скоростью резки и сварки.
Недостатки
- малая скорость прогрева зоны сварки;
- из-за широкого рассеивания газового факела значительно увеличивается зона нагрева детали;
- отсутствует возможность сужения факела — происходит нерациональное использование теплового потока;
- с увеличением толщины металла падает производительность труда — время тратится на разогрев зоны обработки;
- экономический эффект ниже по сравнению с электродуговым соединением;
- невозможность автоматизации процесса.

Рис. 11 Типовое газовое оборудование для сварки и резки металла
Приобретать такое оборудование для решения собственных бытовых задач целесообразно при совмещении с оказанием сторонних услуг газовой сварки. В противном случае оно будет просто пылиться на складе.



Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Классификация
Область применения аппаратов определяется величиной тока сварки:
- До 150 А – бытовые электросварочные аппараты.
- До 250 А – полупрофессиональные.
- Более 250 А – профессиональные.

Для домашнего мастера электросварочный аппарат крайне необходим, поскольку постоянно возникает потребность в создании неразъемных соединений, когда нужно установить забор, отремонтировать размороженную водопроводную трубу, приварить петли к воротам или калитке, изготовить мангал и сделать многое другое. Услуги профессиональных сварщиков и купленные в магазине готовые изделия обходятся дорого. Целесообразно приобрести электросварочный аппарат и заготовки из металла, затраты на которые иногда сопоставимы с покупкой готовых изделий. Даже если они больше, особенно экономия почувствуется в дальнейшем, когда вся необходимая техника будет уже в наличии.
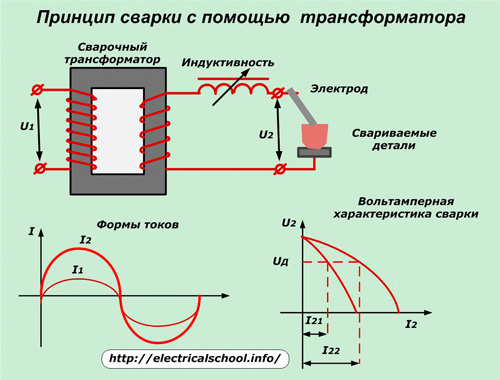
Самым простым сварочным прибором является мощный трансформатор, подключаемый непосредственно к сети. У него много недостатков: большой вес и габариты, существенное энергопотребление, сложность освоения процесса сварки. Но также есть и достоинства: неприхотливость, исключительная надежность, простота и дешевизна.
Неопытному сварщику трудно получить качественный шов из металла с применением трансформатора. Для правильной работы необходимо выработать специальные навыки. Работа на переменном токе создает трудности с удержанием стабильной сварочной дуги. Любителю сложно выбрать подходящий режим работы.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





