

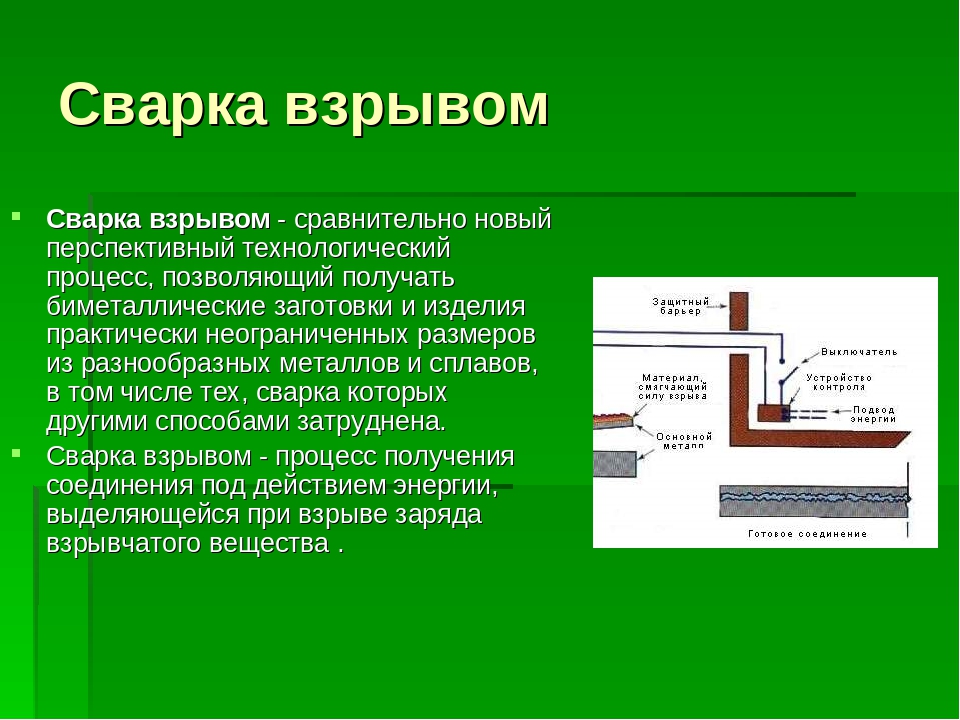
Как это происходит
По своей сути сварка взрывом относится к механическим видам соединения металлов. Превращения происходят следующие: как только срабатывает детонатор, образуется газ, в результате формируется химическая энергия.
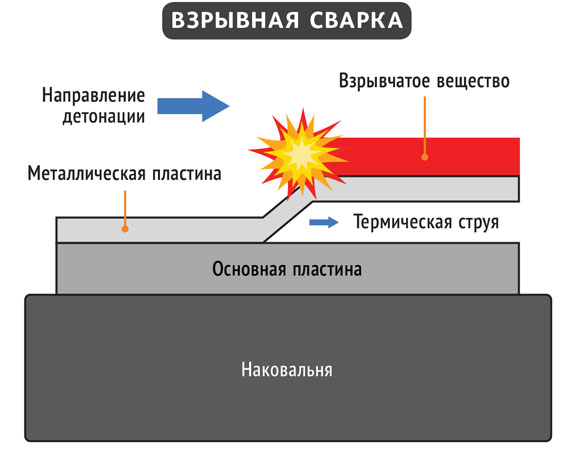
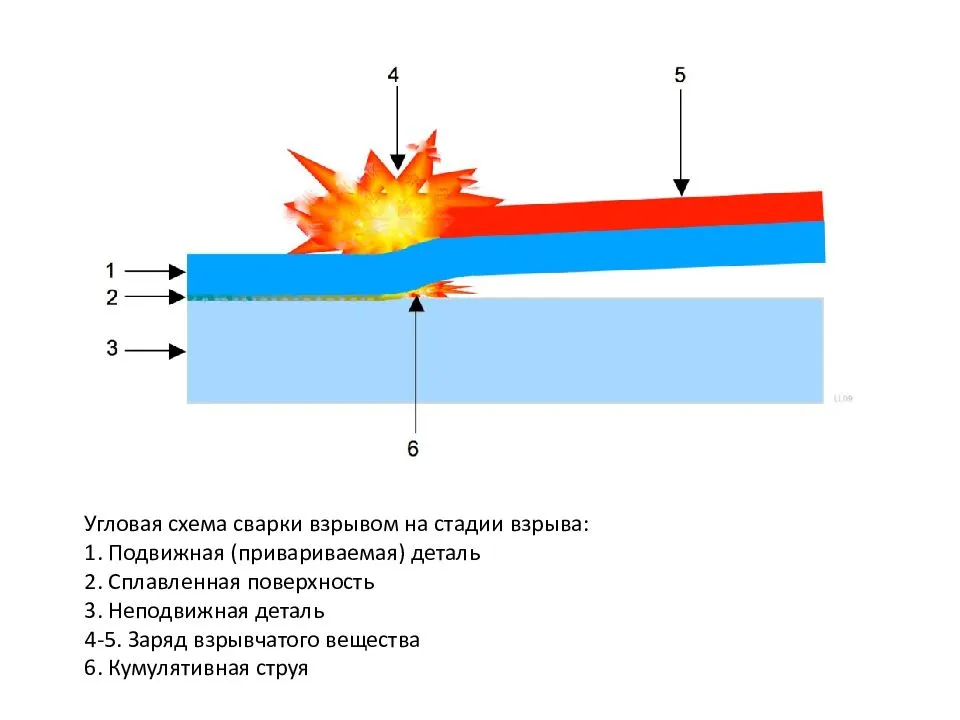
 Принцип работы сварки взрывом.
Принцип работы сварки взрывом.
Она превращается в кинетическую энергию, которая придает скорость металлической заготовке при ее контакте с другой неподвижной заготовкой. Особенность контакта заготовок в том, что он происходит не по площади заготовок, а по линии с последующим увеличением общей поверхности контакта.
Деформация металлов с формированием сварочного шва происходит вследствие воздействия кинетической энергии. Ключевым фактором метода является скорость, которая передается движущейся детали. Если эта скорость не достигает нужного уровня, сварочный шов попросту не получится.
Материалы
Для проведения работ используются насыпные взрывные вещества, к числу которых относится селитра, аммониты, гранулит и другие. Масса веществ, применяемых в современных технологичных процессах, может варьироваться от нескольких сотен килограмм до одного грамма.
Сварка металлов взрывом характеризуется выделением энергии, основная часть которой выходит в окружающее пространство в виде ударных волн, также возможно излучение в виде возмущений сейсмического характера и осколков с широким радиусом разброса.
Процесс должен производиться на достаточном расстоянии от жилых построек в специализированных камерах и на полигонах, это вызвано наличием ударной волны – неизбежным фактором с высокой опасностью и поражающим воздействием.

Техника безопасности
При работе со взрывчатыми веществами необходимо тщательно соблюдать технику безопасности, ориентируясь в основном, на меры противопожарной безопасности. Тем не менее риск вредного воздействия на работников и на окружающих очень велик, не стоит забывать о низком проценте управляемости взрывной волны. По этим (и не только) причинам рекомендуется придерживаться следующих ограничений:
- На полигоне. Это масштабный кусок земли для подобных опасных испытаний. Оборудовать полигон для сварки взрывом обязательно вдали от жилого массива.
- На площадке. Сам процесс должен осуществляться на предварительно подготовленной рабочей площадке, углубленное место с песчаной «подушкой». Чем толще «подушка», тем сильнее она гасит взрывную волну, но предел толщины 1 метр.
- В защитных камерах. На производстве чаще всего встречается небольшой заряд 15-20 кг. Для взрыва используют отдельном пустое помещение со стенами из бетона или кирпича, толщиной 25 см и более. Целостность оболочки камеры не должна быть нарушена или деформирована.
- Индивидуальная защита. Применение средств индивидуальной защиты просто неотъемлемая часть техники безопасности при сварке.
Соблюдение обозначенных рекомендаций снизит вероятность возникновения нестандартных ситуаций во время процесса, который имеет, в свою очередь, некоторые особенности.
Этапы сварки взрывом
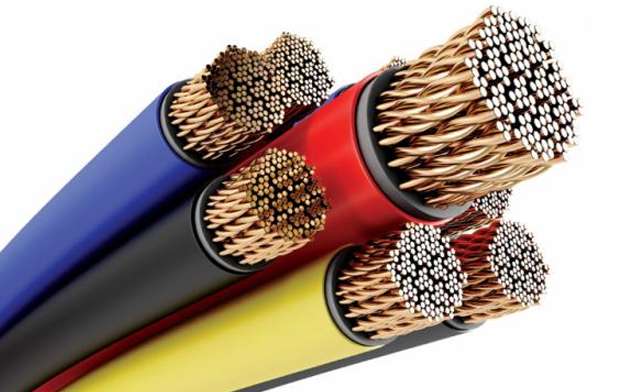
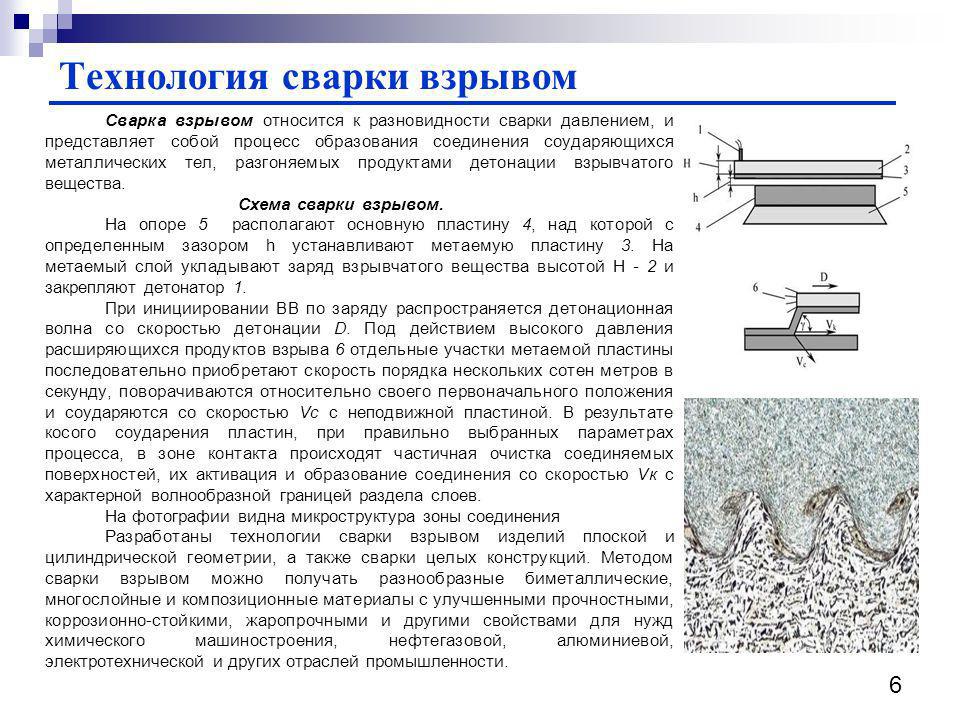
Сущность процесса сварки взрывом заключается в следующем.
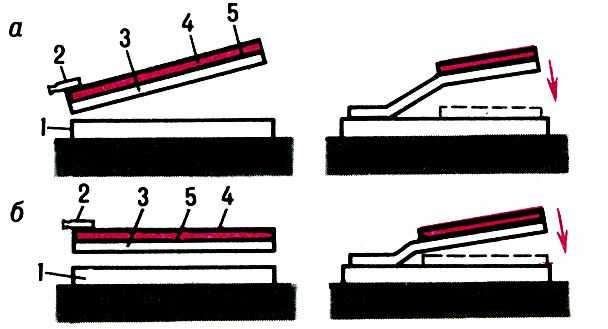
- Одну из пластин располагают на каком-либо основании (земляном грунте, дереве, металле и т. п.).
Вторую устанавливают над первой с определенным зазором между подлежащими сварке поверхностями h при помощи каких-либо опор по углам.
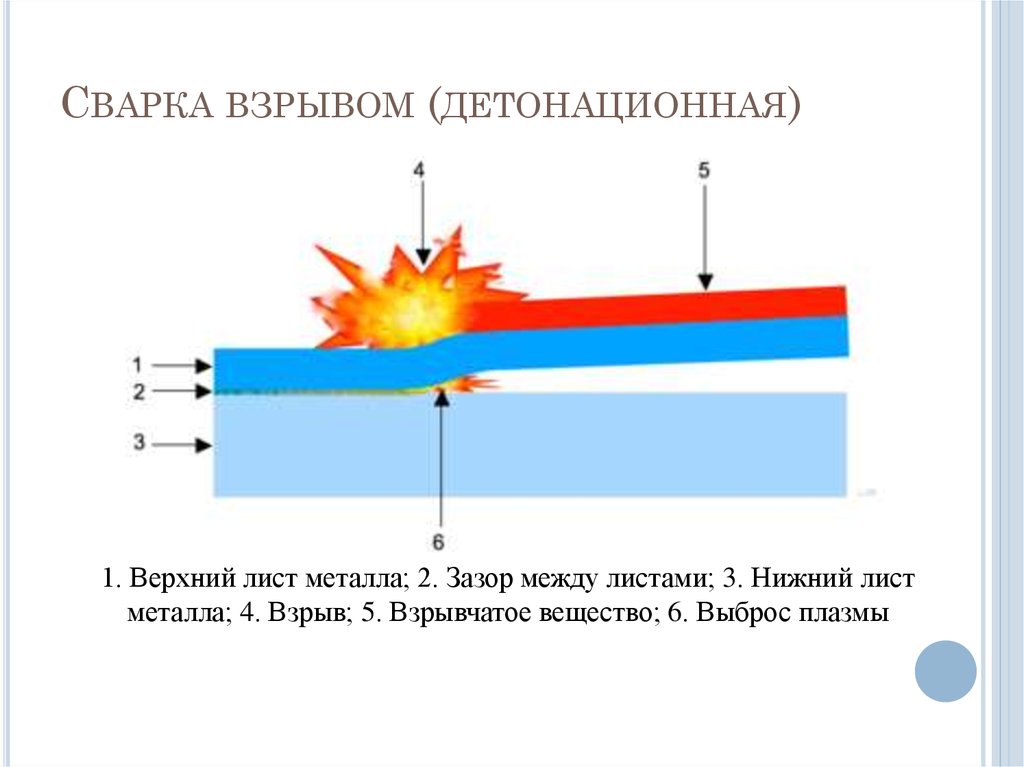
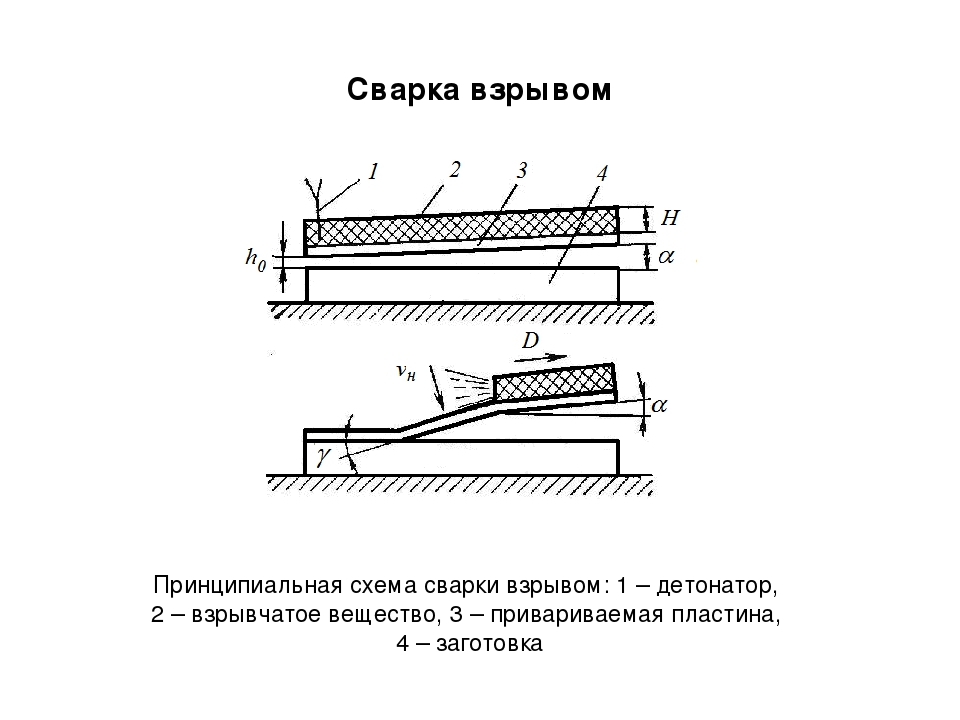
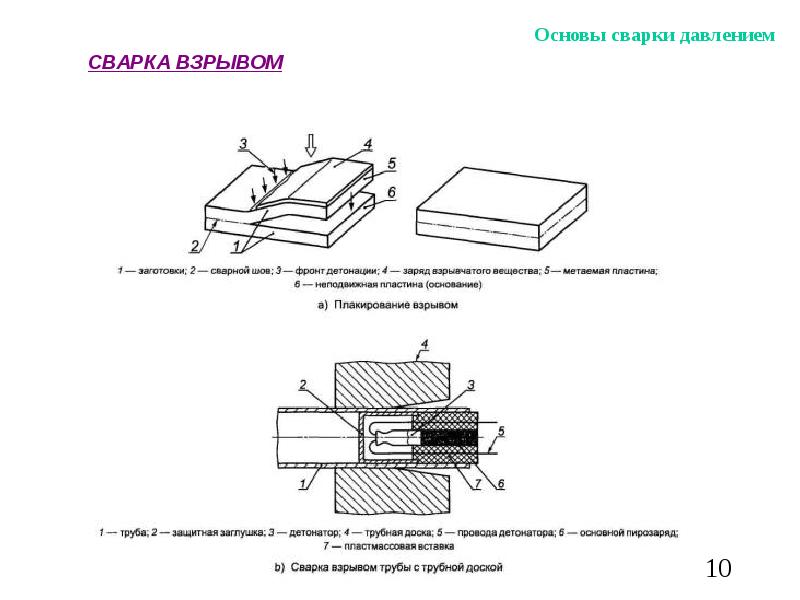
- На всю внешнюю поверхность верхней части укладывают заряд взрывчатого вещества (ВВ), как правило, слоем одинаковой толщины Н. В одном из концов, а иногда углов, заряда ВВ устанавливают детонатор (рис. 2).
- При инициировании детонатором заряда ВВ по нему распространяется фронт детонационной волны. Скорость ее движения D для данного ВВ довольно определенна.
- Для различных ВВ она составляет 2000—7500 м/сек и определяется их химическим составом и физическим состоянием.
- Позади фронта детонационной волны образуются продукты взрыва, которые в течение очень короткого промежутка времени по инерции сохраняют прежний объем, находясь в нем под давлением 100—200 тыс. аг, а затем со скоростью 0,50—0,75 D разлетаются в стороны по нормалям к свободным поверхностям заряда.
Начало процесса |
Ход процесса |
Завершение сварки взріва |



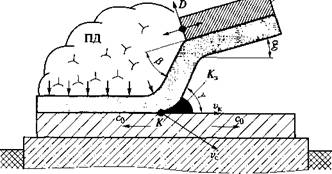
При этом они сообщают находящемуся за фронтом детонации участку металла импульс, под действием которого его элементарные объемы последовательно, с ускорением движутся к поверхности неподвижной части металла и со скоростью v соударяются с ней. При установившемся процессе метаемая часть на некоторой длине дважды перегибается, и, если соединяемые поверхности перед сваркой были установлены параллельно друг другу, ее наклонный участок со скоростью vK, равной D, движется за фронтом детонационной волны, а участок, на котором находится непродетонированная часть заряда ВВ, под действием сил инерции остается в исходном состоянии (рис. 3).
Рис. 2. Схема сварки взрывом плоских параллельно расположен-ных элементов: 1 — электродетонатор; 2 — плоский заряд ВВ; 3— верхняя (метаемая) пластина; 4— нижняя (неподвижная) пластина; 5 — основание (грунт)
Высокоскоростной удар метаемой части металла под углом к неподвижной поверхности развивает в зоне соударения давления в десятки, а иногда и сотни килобар.
Та деформирование имеет характер вязкого течения и способствует сближению свариваемых поверхностей по всей площади соударения практически вплотную.
Рис. 3. Схема установившегося процесса соударения свариваемых пластин: 1 — фронт детонационной волны; 2 — фронт разлета продуктов взрыва BB; 3 — фронт волны разрежения; D — скорость детонации BB; v — скорость соударения пластин; vK — скорость перемещения «динамического угла встречи» соударяющихся пластин в направлении сварки; —толщина метаемой (верхней) пластины; б„ —толщина неподвижной пластины
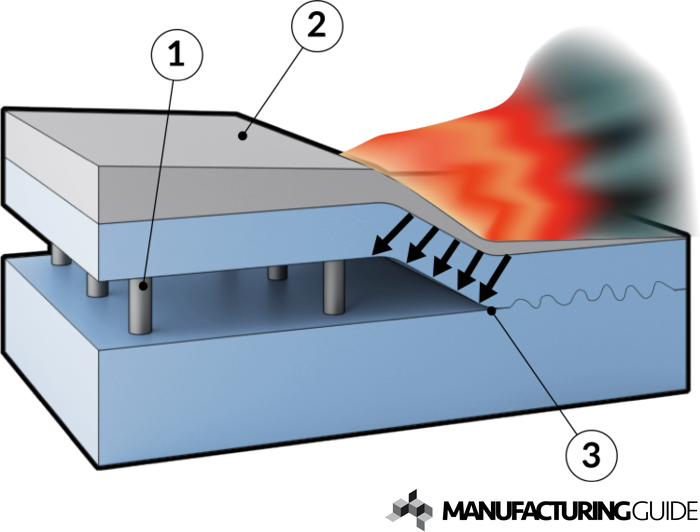
Профиль деформированной зоны метала в образующемся сварном соединении обычно имеет волнообразный вид (рис. 4). Окионые пленки и другие поверхностные загрязнения дробятся и рассредоточиваются со слоями деформирующегося металла, видимо, так же, как это происходит и при известной холодной сварке пластичных металлов и частично уносятся из вершины угла встречи соударяющихся поверхностей в виде тонкой пыли под действием кумулятивного эффекта.
https://youtube.com/watch?v=2pr94Lk5a5k
Немного теории
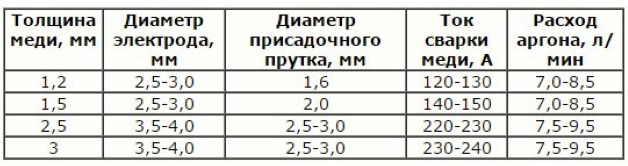
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
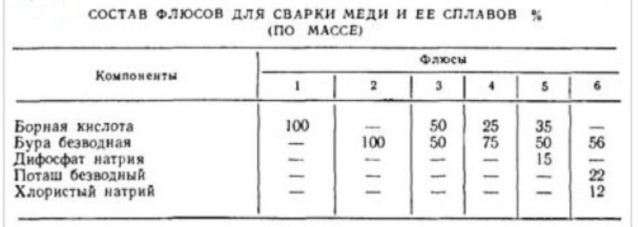
Основные присадочные составы для сварки меди аргоном представленны в таблице.
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.

Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.
Технология сварки взрывом
Стоит учитывать, что рассматриваемая технология характеризуется довольно большим количеством особенностей. Примером назовем следующие моменты:
- Для совершения соединения требуется всего несколько мгновений. За счет сильного механического воздействия создается прочное соединение, которое сможет выдержать серьезное механическое воздействие.
- Рассматриваемая технология не ограничивает размеры соединяемых заготовок. Если нужно провести плавку больших изделий, то обычная технология, связанная с использованием обычного инвертора, не подходит. Большей производительностью характеризуется именно рассматриваемый метод.
- Особенностью технологии также можно назвать то, что она применяется для соединения различных по химическому составу материалы.
- После применения сварки методом взрыва необходимо помнить о том, что при повторном подогреве зоны соединения может появится интенсивная диффузия.
- При воздействии высокой температуры свойства шва могут со временем пропасть. При этом показатель прочности и надежности существенно снизиться.

Виды сварки
При соединении стали и титана может применяться ванадий и ниобий в качестве прослойки. В противном случае со временем место соединения не выдержит сильное механическое воздействие.
Не стоит забывать о технике безопасности. Взрывная волна несет с собой опасность для самого исполнителя и окружающих. При разработке рассматриваемого метода уделили довольно много внимания технике безопасности. Ее особенностями назовем следующие моменты:
Полигоны должны быть расположены вдали от жилых объектов и населенных пунктов. Это связано с тем, что взрывная волна может привести к повреждению построек. Рабочая площадка зачастую создается при применении песка. Рекомендуемая толщина песчаной подушки составляет 1 метр. Если расчетная сила воздействия составляет 200 килограмм, то проводится особая подготовка площадки. При обработке небольших изделий и применении заряда с воздействием 20 килограмм применяется взрывная камера. Подобная конструкция может быть расположена на заводе или в специальном помещении. Рекомендуемая толщина стенок составляет 25 см. При изготовлении подобной конструкции применяются материалы, которые могут выдерживать подобного рода воздействие. Оператор должен использовать специальную одежду и средства индивидуальной защиты
Стоит учитывать, что технология может проводится исключительно лицами, которые получили соответствующее разрешение.
Сварка решетчатых конструкций
Решетчатые конструкции представляют собой соединенные между собой стержни. К такому виду конструкций относятся, например, фермы и всевозможные каркасы, арматурные сетки. Каркасы бывают плоские и пространственные, а сетки, состоящие из взаимно-перпендикулярных стержней – рулонными или плоскими.
Они все могут иметь различные виды соединений.
Очертания решетки позволяют разделять фермы на различные типы. Имеются следующие виды очертаний:
- сегментные;
- треугольные;
- трапецеидальные;
- с параллельными поясами.
Для их изготовления используется металл толщиной до десяти миллиметров. Ферма представляет собой не подверженную изменениям систему, состоящую из стержней, имеющих прямолинейную форму. Между собой стержни соединены шарнирами – цилиндрическими или шаровыми. Работают фермы на изгиб.
Особенности сварки решетчатых конструкций в виде ферм заключаются в правильной центрировке соединяемых стержней. Это поможет избежать появления дополнительных напряжений на изгиб, которые не были включены в первоначальный расчет. Соединение стержней должно быть таким, чтобы они испытывали только такие воздействия, как растяжение или сжатие.
Элементы металлоконструкций выполняют из уголков, швеллеров и двутавров. Конструктивные элементы металлической фермы:
- нижний пояс;
- верхний пояс;
- узловая фасонка;
- раскос;
- листовая накладка;
- несущий профиль;
- крепеж в виде болтов или заклепок.
Узлом называют место, где сходятся два или несколько стержней. Расстояние между узлами именуется панелью фермы, а расстояние между опорами фермы – пролетом. Соединение стержней в узлах осуществляется с помощью металлического листа, называемого фасонкой.
К особенностям сварки ферм относится последовательность, в которой осуществляются различные этапы. Сварку узлов фермы ведут от середины к их краям. Если применяются швы различных видов, то вначале выполняют стыковые, а затем угловые швы. Если швы обладают разным сечением, то первыми начинают прокладывать швы с более большим размером сечения. Конец шва проводят на торец привариваемого элемента миллиметров на двадцать.
Сборка и сварка решетчатых конструкций будет более удобна при использовании различных приспособлений.Технология сварки решетчатых конструкций должна быть описана в технологической карте на изделие. Длина сварочных швов при сварке решетчатых конструкций должна находиться в диапазоне 20-40 сантиметров.
Чтобы напряжение в узлах фермы сделать минимальным, сварку следует начинать в середине, а затем двигаться к ее краям. При наличии швов с большим и маленьким сечением начинать следует с тех, чье сечение больше.
Какие методы пайки медных труб существуют
Различают несколько основных способов пайки меди:
- Горячий
- Холодный (капиллярный метод)
Горячая пайка отличается от холодной не толь ко температурой, а еще и типами припоя и флюса. Отличаться будет и технология подготовки медных соединений.
Горячая пайка медных труб
Горячий способ пайки подразумевает использование нагрева свыше 450 С. В данном случае припоем будет выступать тугоплавкий материал. Обычно это сплав меди (BCuP) или серебра (BAg). Конечно, для бытовых нужд вполне подойдет медный припой. Он недорого стоит и обеспечивает приличные прочностные характеристики соединений.
Метод горячей пайки применим к трубам диаметром от 12 до 150 (мм). Ключевым преимуществом горячего метода является получение шовного соединения повышенной твердости. Горячий метод еще называют «твердой пайкой».
Паянные горячим способом медные трубы можно использовать в следующих сферах:
- Водопровод (горячий, холодный)
- Отопление
- Газопровод
- Кондиционирование
- Холодильные и морозильные камеры
Разумеется, у горячей пайки имеются и некоторые недостатки. Основным из них является появление эффекта отжига меди. При нагреве свыше 450 С структура меди становится более мягкой. То есть при использовании горячего метода пайки снижается прочность труб в месте пайки.
При пайке меди горячим методом обычно используют трубы со стенками потолще, чтобы отжиг был не так заметен.
Холодная или капиллярная пайка медных труб
Холодный метод пайки предусматривает нагрев коммуникаций до 450 С. При такой температуре можно использовать лишь припои начального класса: олово или свинец. По этой причине на высокие прочностные характеристики шовных соединений можно не рассчитывать.
Низкотемпературная (холодная) пайка применима для медных труб толщиной от 6 до 100 (мм). Ключевое преимущество холодного способа заключается в том, что при нагреве меди до температуры менее 450 С не происходит отжига. Это значит, что медные трубы останутся после пайки такими же жесткими и прочными, как и были изначально.
Холодный способ хорошо себя зарекомендовал при пайке медных труб с тонкой стенкой. Кстати, для бытовых нужд применяется в основном тонкостенный прокат.
Да, шовные соединения после капиллярной (холодной) пайки испытывают недостаток прочностных характеристик. Данный метод пайки медных труб не используется при создании газопроводных коммуникаций.
Дополнительно холодную пайку не используют и в том случае, когда коммуникации предназначены для транспортировки или циркуляции жидкости с температурой свыше 130 С.
Но несмотря на имеющиеся недостатки холодный метод пайки активно используется при установке труб в жилищных, административных и даже коммерческих объектах. Низкотемпературная пайка имеет допуск на использование в тех местах, где есть риск воспламенения находящихся рядом предметов.
Чем паять трубы из меди.
Как подготовиться
Перед началом работы выполняют следующие действия:
- Подготавливают соединяемые поверхности. С них удаляют окалину, следы масел, оксидную пленку или защитные напыления.
- Выпрямляют заготовки. Допускается кривизна в 2 мм/м².
- Создают незначительную шероховатость.
- Сопоставляют детали. При работе с листовыми изделиями нижнюю часть укладывают на подложку, верхнюю размещают параллельно или под углом. Наклон не должен превышать 30°. Полые детали закрепляют с помощью специальных приспособлений. В трубу вставляют сердечник, предотвращающий деформацию.
- Вычисляют требуемый объем заряда взрывчатки.

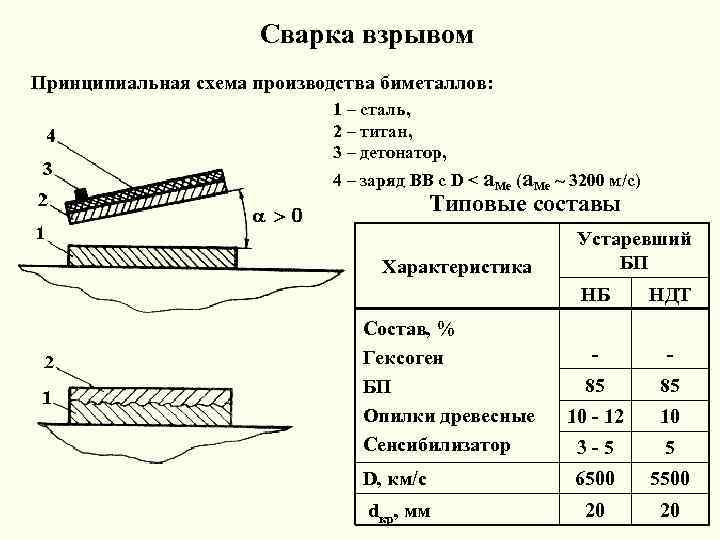
Сварку взрывом используют при изготовлении заготовок для проката биметалла.
Что нужно знать
Главная особенность заключается в возможности обработки металлических поверхностей любых видов. Выбранные соединения могут обладать любыми размерами, что является дополнительным преимуществом. Сварка взрывом, схема которой представлена выше, обеспечивает моментальное получение качественного соединения, которое образуется менее чем за миллионную долю секунды.


Стоит отметить, что в случае необходимости вторичного нагрева готовых поверхностей следует помнить про высокий риск развития активной диффузии, она может появиться в месте полученного ранее соединения. Из-за этого присутствует высокая вероятность существенного понижения характеристик прочности и надежности, в особенности при условии воздействия высокого температурного диапазона.
Для предотвращения подобных пагубных изменений в процессе соединения используются специальные промежуточные прослойки на металлической основе, при этом поверхности, проходящие обработку, и применяемые дополнения не формируют химических соединений. В качестве примера можно привести сварку титана и стали, в данном случае такие материалы, как ванадий или тантал применяются в качестве специальной прослойки.
Получение биметаллических и многослойных композиционных материалов
Характеристики метода:
- Биметаллические и многослойные композиционные материалы, полученные с помощью
сварки взрывом сочетают в себе высокую конструкционную прочность, высокую
коррозионную стойкость и другие специальные свойства. - Сварка взрывом позволяет получать качественные сварные соединения на больших
площадях из таких металлов и сплавов, как титан-сталь, алюминий – сталь и др.
сочетаний, соединение которых традиционными методами сварки невозможно или
вызывает значительные затруднения. - В качестве плакирующиего слоя применяется титановый сплав ВТ1-0, нержавеющие
стали типа 0Х18Н10Т, медь, медноникелевые и алюминиевые сплавы толщиной от 0,5
до 16 мм. - Процесс получения биметаллических заготовок с помощью сварки взрывом отличается
высокой производительностью – за один подрыв заряда можно соединить между собой
листы площадью более 5 кв.м каждый. Прочность сварки определяется прочностью
соединяемых материалов и зачастую превышает эти значения в исходном состоянии.
Преимущества:
Преимущество метода сварки взрывом от традиционных способов сварки
плавлением заключается в том, что свариваемые материалы, не
расплавляются, а взаимодействуют в твердой фазе, ввиду чего между ними
не образуются нежелательные прослойки интерметаллидов, резко снижающие
прочность соединений.
Биметалл титан-сталь применялся при изготовлении
теплообменного оборудования для финской АЭС «Ловиса», болгарской АЭС
«Козлодуй», для Ленинградской АЭС.
Биметаллы МНЖ5-1-сталь 08Х22Н6Т, 08Х18Н10Т – сталь
15ХН3МФА использованы при изготовлении судовых теплообменников, успешно
прошедших ресурсные испытания.
Микроструктура многослойного соединения меди,
латуни и нержавеющей стали
толщиной 1,5-2 мм, полученного сваркой взрывом.
Предложения по сотрудничеству:
- Разработка технической и технологической документации на получение
различных биметаллических материалов сваркой взрывом . - Адаптация технологии изготовления отливок под требования Заказчика .
- Изготовление сваркой взрывом опытно-промышленных партий биметаллов и
изделий из них .
Техника безопасности
При работе со взрывчатыми веществами необходимо тщательно соблюдать технику безопасности, ориентируясь в основном, на меры противопожарной безопасности. Тем не менее риск вредного воздействия на работников и на окружающих очень велик, не стоит забывать о низком проценте управляемости взрывной волны. По этим (и не только) причинам рекомендуется придерживаться следующих ограничений:
- На полигоне. Это масштабный кусок земли для подобных опасных испытаний. Оборудовать полигон для сварки взрывом обязательно вдали от жилого массива.
- На площадке. Сам процесс должен осуществляться на предварительно подготовленной рабочей площадке, углубленное место с песчаной «подушкой». Чем толще «подушка», тем сильнее она гасит взрывную волну, но предел толщины 1 метр.
- В защитных камерах. На производстве чаще всего встречается небольшой заряд 15-20 кг. Для взрыва используют отдельном пустое помещение со стенами из бетона или кирпича, толщиной 25 см и более. Целостность оболочки камеры не должна быть нарушена или деформирована.
- Индивидуальная защита. Применение средств индивидуальной защиты просто неотъемлемая часть техники безопасности при сварке.
Соблюдение обозначенных рекомендаций снизит вероятность возникновения нестандартных ситуаций во время процесса, который имеет, в свою очередь, некоторые особенности.
Технология сварки взрывом
Требования к свариваемым материалам
Ка уже отмечалось, сварка взрывом позволяет сваривать почти любые разнородные материалы и сплавы. Количество возможных композиций исчисляется несколькими сотнями. Но при сварке материалов с пониженной пластичностью, таких как молибден, вольфрам, закалённые стали, при сварке чугуна и сварке высокопрочных сталей могут возникать определённые трудности.
Для легкоплавких и пластичных металлов, например, для сварки свинца, олова или сварке алюминия требуется минимальное количество энергии и необходима защита поверхности от воздействия взрывчатого вещества.
Достаточно сложно получить сваркой взрывом такие композиции, как сталь-алюминий и сталь-титан. Сваривание этих металлов происходит на умеренных режимах и при сварке толстых листов применяют специальные промежуточные прослойки из материалов, не образующих хрупкие соединения со сварными деталями.
Твёрдость свариваемых материалов оказывает сильно влияние на прочность соединения структуру шва. Для успешной сварки закалённых сталей с алюминием и титаном необходим специальный технологический приём, суть которого состоит в том, чтобы месте контакта создать давление, намного превышающее прочность соединяемых материалов.
Подготовка к сварке
Перед сваркой взрывом поверхности соединяемых изделий должны быть очищены от загрязнений (масляных плёнок, краски, ржавчины и других), потому что при скоростях детонации 2000-2500м/с с поверхностей удаляются только плёнки, толщиной доя 12мкм. Результаты, полученные на практике, показали, что поверхности необходимо зачистить до зеркально блеска, или же протравить и обезжирить.
Кроме того, свариваемые поверхности не должны иметь дефектов (пор, раковин, различных инородных включений), иначе, при сварке возможно разрушение. Также практические данные говорят о том, что прогиб исходных заготовок не должен быть более 5-10мм на погонный метр. Несоблюдение этого требования может повлечь такой дефект, как непровар сварного соединения.
Выбор режимов сварки
Так как процесс сварки взрывом довольно специфичен, универсального режима для данного вида сварки не существует. Исходя из этого, параметры режимы сварки выбирают экспериментально, исходя из каждого конкретного случая.
Минимальную скорость метания можно определить по формуле:
Vmin=1,14*(НV/р)0,5, где НV – твердость по Виккерсу, а р – плотность материала.
Скорость точки контакта влияет на продолжительность протекания процессов деформации в области соударения, поэтому, для получения качественного сварного соединения необходимо выдерживать её в определённом диапазоне. На практике наилучшие результаты получаются при vк=0,4-0,6м/с. Скорость точки контакта зависит от скорости детонации, которую можно регулировать, применяя различные взрывчатые вещества.
Наибольшая скорость метаемой пластины получается на расстоянии L=g, где g – относительное удлинение, в %. На практике сварочный зазор выдерживают в интервале L=(1-2) g.
Минимальную энергию пластической деформации, необходимую для образования сварного соединения, можно рассчитать по формуле:
W=0,606+0,184 ln (НВ/ g), где НВ – твёрдость по Бринеллю, g – относительное удлинение, %.
Характеристика взрывчатых веществ для сварки взрывом
Наиболее распространённые взрывчатые вещества, применяемые для сварки взрывом и их характеристики, представлены в таблице:
Особенности
Процесс сварки взрывом включает в себя два этапа: кропотливую подготовку и молниеносную сварку. Рассмотрим подробнее каждый этап.
Повысить качество сварного соединения и обеспечить его прочность поможет предварительная обработка деталей. Для правильной подготовки необходимо:
- Выпрямить поверхность свариваемых изделий, максимальная кривизна должна быть 2 мм/м².
- Обезжирить места соединения, удалить с них оксидную пленку, протереть от окалины и прочих примесей.
- Достичь необходимой шероховатости. Для этого иногда допустимо использование абразивных материалов.

После подготовительных манипуляций взрывчатое вещество аккуратно и равномерно распределяют по поверхности, в зависимости от способа сварки.
Собираясь проводить сварку взрывом стоит помнить, что воздействие взрывной волны на некоторые металлы ухудшает и разрушает их структуру. Вследствие этого в самом слабом по прочности месте сварного соединения возникает диффузия, которая негативно сказывается на результате.
Технологические трудности
Главная проблема – это обращение со взрывчатыми веществами. Речь об их применении и хранении.
Если дело касается мелких деталей, то сварку взрывом можно делать в специальных камерах из металла, но безопаснее всего это делать в подземных помещениях со специальным укреплением.
Несмотря на то, что данный вид соединения деталей уникален и совершенно не похож на все остальные методы, не нужно забывать об обязательном для всех видов сварки действии – предварительной и тщательной зачистке поверхностей соединения заготовок, включающей в себя обработку растворителем для обезжиривания.
Точное следование все технологическим требованиям и соблюдение необходимых величин – еще одна трудность, с которой придется столкнуться в работе. Здесь нет никакой автоматизации, дозы и пробы подбираются экспериментальным путем.
Моментальность взрыва не позволяет изучить его физические и химические составляющие как следует. Все делается с подбором на месте.
Чертеж сварки поверхностей взрывом.
Если одна из деталей сделана из мягкого металла, его структура может измениться под воздействием высокой тепловой энергии. Чаще всего происходит диффузия, а это приводит к снижению качества сварочного шва.
Если подобная конструкция по ходу использования будет испытывать на себе высокие температуры, соединение в итоге может разрушиться.
Прогресс не стоит на месте, и сварка взрывом совершенствуется по всем параметрам. В последнее время между свариваемыми поверхностями располагают специальную металлическую пластину, которая химически нейтральна и не вступает в реакцию с металлом заготовок.
К примеру, между деталями из стали и титана располагают прокладку из ванадия, чтобы не было никакого взаимодействия.
Сварка взрывом быстро развивается, становится более безопасным и эффективным. Его уникальность и необходимость при некоторых видах сварочных работ не вызывает никаких сомнений.
Преимущества и недостатки сварки взрывом
Как у любой сварки данному методу присущи положительные моменты и, естественно, существуют недостатки. К достоинствам этого типа технологии относятся:
- высокая скорость процесса сварки;
- широкие возможности качественного соединения биметалла;
- способность плавить особые металлические элементы;
- возможность создания ровного участка заготовок со сложной конфигурацией углов. Например, заготовки с изгибом;
- создание изделий для ковки и штамповки;
Качественная сварка детали
Сварка взрывом хоть и сложный технологический процесс, но удобный во всех отношениях.
К отрицательным факторам относятся:
- плохая безопасность объекта при воздействии детонации взрывной волны;
- для проведения работ необходимо пройти специальное обучение и получить допуск;
- для проведения работ этого уровня наличие защитных камер обязательно. В них закладывается взрывчатое вещество;
- к недостаткам можно с большой долей вероятности отнести отсутствие автоматических и механических условий ведения процесса.
Рассматривая отрицательные факторы данного типа технологий можно констатировать, что положительных моментов гораздо больше, нежели отрицательных.
Режимы и процесс сварки
Не существует сегодня точных режимов и расчётов. Они пока не приняты. Сварка взрывом – это скорее метод экспериментальный, нежели точный.


Не спроектирован и отсутствует сегодня научно разработанный процесс. Поэтому метод, о котором идёт речь, весьма затруднительно предугадать детально поведение взрывной волны и металла.
Схема сварки взрывом определяется исходя из предполагаемых элементов. В каждом случае отдельно.
Впрочем, существуют специально рассчитанные режимы, но они носят всего лишь рекомендательный характер.
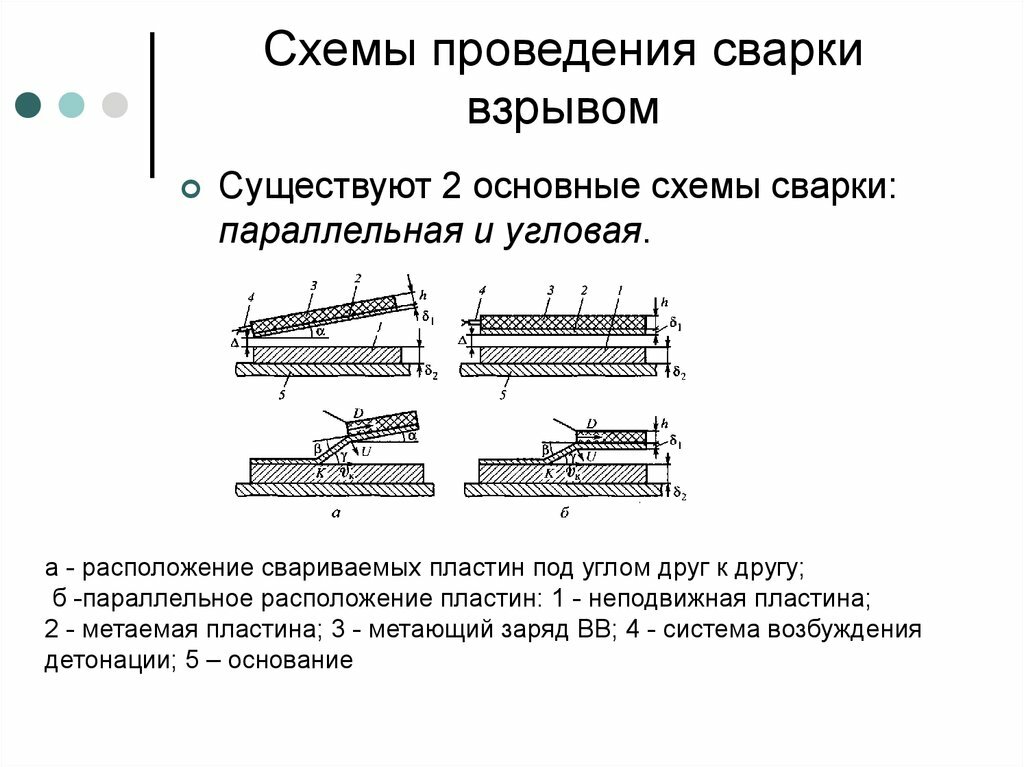
Способы сварки взрывом
Существуют два наиболее распространённых способа, когда используется сварка взрывом.
Распространённый способ – это изготовление биметаллических заготовок. Процесс заключается в следующем.
Основная плита помещается на опорный фундамент. Металлический лист, который предполагается перемещать, устанавливают под углом 3-10 относительно поверхности плиты.
По её длине устанавливается взрывчатка и равномерно распределяется. Далее проводится монтаж детонатора. Движение листа происходит после контролируемого взрыва.
Он перемещается за доли секунды ко второму. В результате столкновения большой силы получается соединение.
Метод соединения труб по стыку. В этом случае также используется сварка взрывом. Особенность процесса заключается в использовании телескопических стыков.
По стыку закладывают ВВ (взрывчатое вещество) в виде кольцеобразной полосы.
Чтобы предупредить деформацию самой трубы при взрыве в неё вводят сердечники. Они противостоят процессу деформации.
Схема сварки взрывом
Какое оборудование необходимо?
В этом вопросе всё предельно ясно. Для проведения работ необходимы три составляющие. Это:
- Поверхности, которые необходимо соединить.
- ВВ (взрывчатое вещество).
- Детонатор, используемый для провокации взрыва.
Но это ещё не всё. Существуют другие условия, которые необходимы для взрывного метода соединения разнородных тел. Необходимо помнить, что ГОСТ сварки взрывом 260184 регламентирует термины и определения основных понятий.
Для проведения работ, кроме трёх составляющих, нужно подготовить: полигон, площадку и взрывную камеру.





