

Финальная обработка
После сваривания металлических деталей на их поверхности могут образовываться дефекты в виде пузырьков. Это происходит в результате воздействия на металл высоких температур.
Избавиться от подобных деформаций можно легкими постукиваниями молотка по материалу через гладилку. Удары надо начинать наносить от края изделия, перемещая их постепенно к центру. Если процедура не помогла, тогда сталь предварительно разогревается, а простукивание повторяется.
Застывшие на поверхности конструкции брызги от сварки удаляют щеткой по металлу. Образовавшиеся на сварных соединениях окалины убирают с помощью специальных растворяющих составов. После зачистки швы обрабатывают антикоррозионными средствами, формирующими защитную хромовую пленку.
Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.
На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.
Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:
| Толщина металла, мм | Диаметр проволоки, мм | Зазор, при сварке деталей в стык, мм | Сила тока, А | Сварочное напряжение, В |
| 1 | 0,8 | 65 | 17 | |
| 1,5 | 0,8 | 115 | 17 | |
| 2 | 0,8 | 0,5 | 130 | 17,5 |
| 3 | 1 | 1 | 210 –215 | 18 |
| 4 | 1 – 1,2 | 1,5 – 2,5 | 220 – 280 | 20 |
| 5 | 1,2 | 2,5 | 190 – 300 | 21 |
| 6 | 1,2 | 2,5 | 300 | 22 |
К каждому аппарату дается таблица режимов сварки. Мастер выбирает режим работы полуавтомата, в зависимости от параметров сварки. Настроив аппарат, сварить на пробной заготовке. В случае необходимости коррегировать настройки.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом
При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва
Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
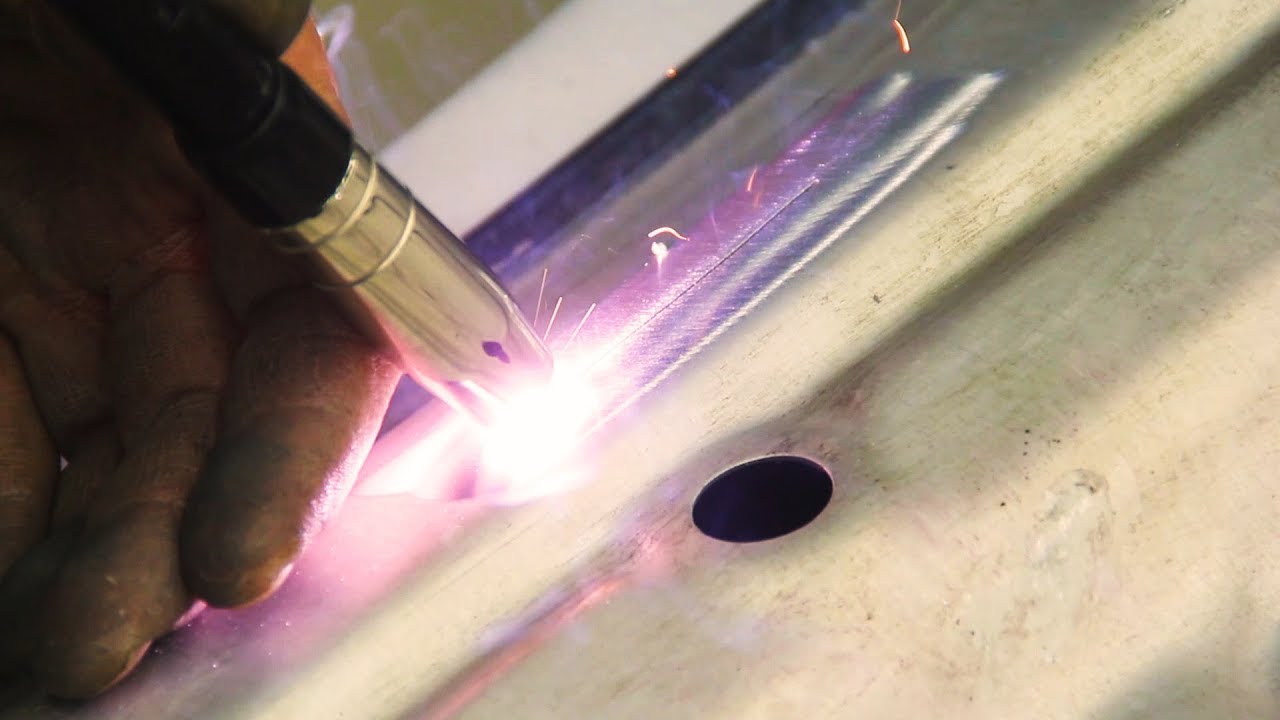
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
steelguide.ru
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.


![Сварка нержавейки полуавтоматом [в среде углекислого газа]](https://domdetaley.ru/wp-content/uploads/c/4/9/c491f88a21c81831ee04b1e3c20cbbb9.jpeg)






В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
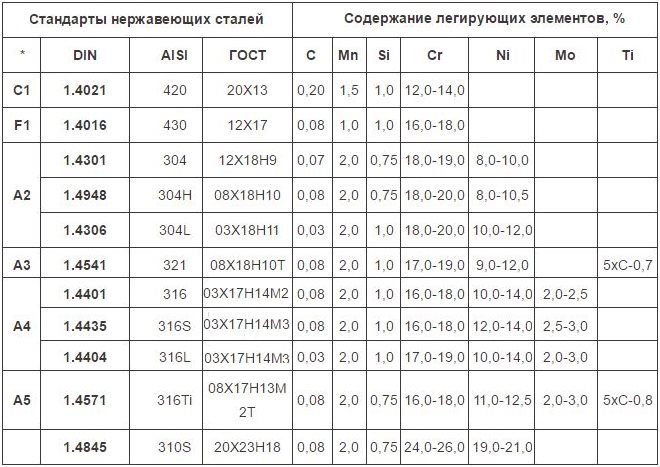
Химический состав основных марок нержавеющей стали
Мартенситные
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
Аустенитные
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Ферритные
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
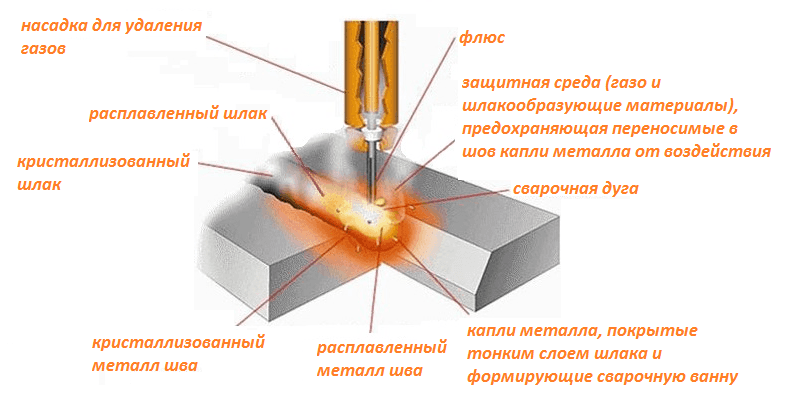
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
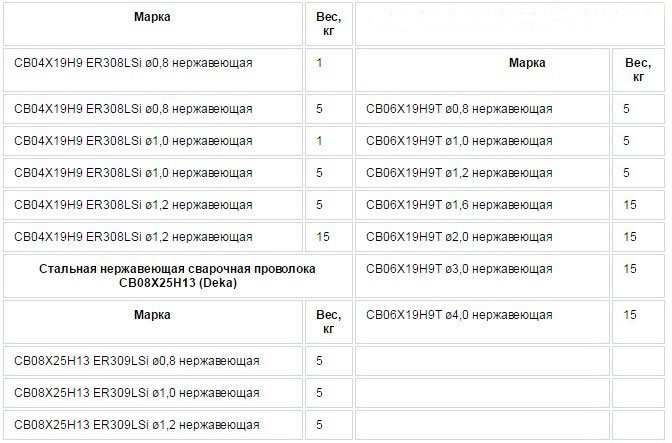
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Это интересно: Советы по выбору сварочного полуавтомата инверторного типа — объясняем вопрос
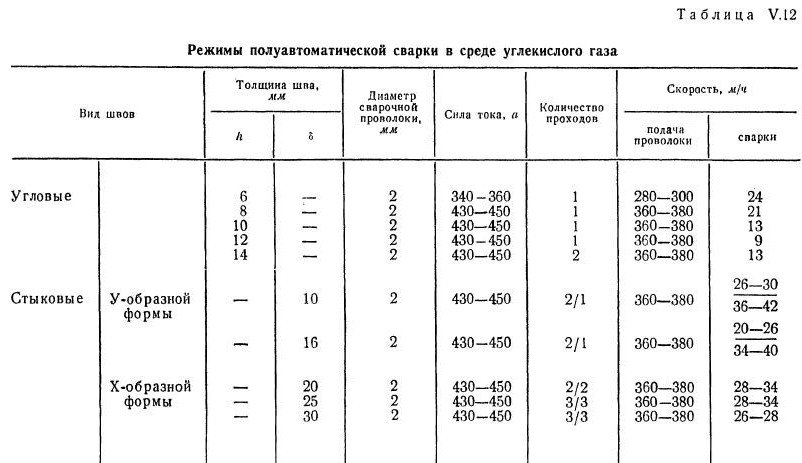
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла
Важное условие сварки – использование защитного газа и тока с обратной полярностью
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Общая информация
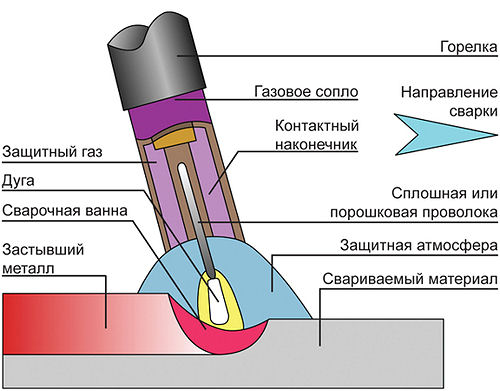
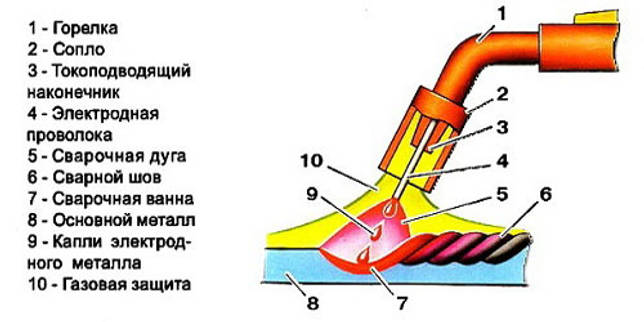
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.







Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.

Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
- диаметр проволоки – 1.2 миллиметра;
- сварочный ток – 130-170 ампер;
- напряжение дуги – 21-21.5 вольт;
- скорость подачи присадочного материала – 150-250 метров в час;
- расход газа – 6-7 литров в минуту;
- вылет электрода 10-13 сантиметров.
По данным выше можно сделать вывод, что баллон на 10 литров при испарении, образующий порядка 5 кубических дециметров газа, сможет обеспечить около 6 часов беспрерывной работы сварочного аппарата. Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.
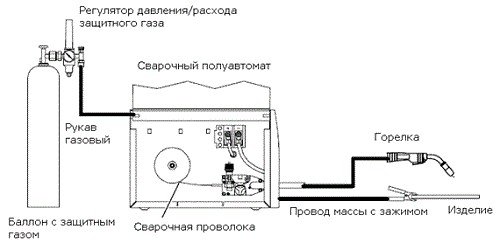 Чертеж полуавтоматической сварки с защитным газом.
Чертеж полуавтоматической сварки с защитным газом.
С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
- при увеличении сварочного тока увеличивается глубина сварного шва;
- напряжение дуги напрямую зависит от длины;
- скорость подачи присадочного элемента следует откалибровать так, чтобы обеспечивалось стабильное горение сварочного разряда;
- вылет электрода напрямую влияет на качество шва, а, следовательно, следует эмпирически вычислить оптимальные параметры.
Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.
https://www.youtube.com/watch?v=OvpbnoHZlSM
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции
Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Это интересно: Гальваника своими руками в домашних условиях: технология и оборудование
Выбор проволоки

При сварке проволока является как присадкой, так и вместе с расплавленным металлом заполняет шов. Используются два вида: порошковая и сплошного сечения с очень низким содержанием углерода и высоким – кремния, устойчивая к окисляющей среде.





![Сварка нержавейки полуавтоматом [в среде углекислого газа]](https://domdetaley.ru/wp-content/uploads/a/8/9/a89733b03bbf634c1f8c19d3ea690efb.jpeg)



Диаметр варьируется от 0,13 до 6-10мм. Для применения в быту обычно берут проволоку сечением 0,6 и 0,8мм, для производства, где работают с мощными полуавтоматичными системами – свыше 1,0мм.
Для сварки нержавейки полуавтоматом без газа используют порошковую (самозащитную) проволоку. Она представляет собой тонкую стальную трубку, заполненную флюсом. При плавлении верхнего слоя, флюс освобождается, а также предохраняет сварочную зону от окисления. Образуется много шлака, которые надо удалять.
Сплошная проволока используется для проведения процесса в газовой среде и под флюсом, при этом она должна быть идентичной обрабатываемому металлу, т.е. из нержавейки. Лучше брать проволоку с немного большим содержанием легирующих элементов, из-за их выгорания при высоких температурах.
Некоторые марки сварочной проволоки:
- 0,8х20н9г7т – содержит хром, никель и марганец;
- 0,6х19н9т – высокого качества, устойчивая к коррозии;
- 0,4х19н11м3 – хром-никелевая с добавлением кремния и молибдена для стойкости к межкристаллической коррозии.
Для уменьшения образования брызг от расплавленного металла используется проволока меньшего диаметра, чем электрод. Шов получается аккуратным, но при этом увеличивается ее расход.
Некоторые аппараты снабжены кабель-шлангом, внутри которого для доставки к сварочной зоне проходят изолированно друг от друга проволока, газ, ток – так называемый сварочный рукав.
Технология сварки
Как и в любом другом виде сварки, технология сварки нержавейки полуавтоматом с использованием защитного газа осуществляется в три больших этапа:
- подготовительный этап, на котором происходит механическая зачистка деталей и их обезжиривание, а также их нагрев до температуры выше ста градусов с целью полного удаления из потенциальной сварочной зоны каких-либо остатков влаги;
- основной этап, на котором осуществляется весь сварочный процесс;
- этап завершающих работ, где определяется качество сварного соединения и наличие необходимости проводить такие работы повторно.
В целом для сварки нержавейки с использованием защитных газов применимы три основных способа:
- способ с использованием короткой дуги, который можно применять только при сварке изделий с небольшой толщиной свариваемых деталей;
- способ со струйным переносом, который можно использовать в случае сварки деталей с большой толщиной;
- импульсный способ, который является наиболее универсальным и может быть использован на любых видах деталей и позволяет достичь высокого уровня производительности со сравнительно небольшими (по отношению к другим способам) затратами ресурсов.
Сама технология сварки выглядит следующим образом:
- сварочный ток подается только с обратной полярностью;
- сварочная горелка должна быть расположена таким образом, чтобы она могла обеспечить необходимую по технологии глубину провара металла и требуемую ширину шва. Угол пространственного расположения горелки составляет не более одиннадцати часов по отношению к свариваемым деталям;
- проволока должна выходить из подающего механизма не более, чем на 12 мм, в противном случае, есть риск ухудшения качества шва из-за попадания лишних элементов в сам шов с проволоки, а также из-за ее перегрева;
- с целью сохранения высокого качества шва необходимо установить грамотный расход защитного газа. Универсальные показатели находятся в диапазоне от 6 до 12 кубометров в час, однако, каждый сварщик устанавливает данные значения в зависимости от своего опыта и имеющихся требований к осуществлению технологии;
- перед началом сварочного процесса необходимо подготовить установку для удаления влаги из защитного газа. Это осуществляется путем заправки осушителя прокаленным в течение не менее двадцати минут при температуре 200 градусов медным купоросом;
- так как металл даже при полном соблюдении всей технологии может быть подвержен разбрызгиванию, прилегающую к сварному шву территорию детали необходимо обработать с помощью мела, растворенного в воде;
- при формировании сварного шва необходимо отступить от края детали на расстояние, равное примерно 5 мм, что позволит избежать трещин с содержанием водорода в их полостях;
- весь шов формируется посредством плавного движения электрода вдоль шва без допуска поперечных колебаний с целью исключения выхода расплавленного металла за пределы защитной среды.
Кроме того, есть также несколько общих правил, которые должны быть соблюдены вне зависимости от того, идет ли речь о сварке нержавейки в среде углекислого газа, смеси газов или в среде аргона:
- корпус горелки необходимо располагать под противоположным углом к направлению шва. Это позволит обеспечить максимальный обзор формируемого шва и исключить смещение сварочной ванны;
- сопло горелки, при условии, что защитный газ и проволока подаются через него одновременно, должно располагаться на высоте не более 12 мм от сварочного стыка: это позволит избежать излишней подачи проволоки и ее перегрева;
- проволока, которая была расплавлена в процессе горения электрической дуги, в шов может подаваться только каплями, что позволит избежать лишнего наплавления материала и снизит риск внутреннего разрушения шва в процессе его остывания.
Сварка нержавеющей проволокой при помощи полуавтомата
Применение полуавтомата позволяет реализовать сразу несколько технологических задач: охлаждение горелки, повышение скорости подачи присадочной нержавеющей проволоки, проведение сварки в труднодоступных местах. Всё это в совокупности приводит к тому, что сварочный полуавтомат позволяет резко повысить качество сварочного шва и одновременно увеличить скорость процесса.
Сварка нержавейки полуавтоматом невозможна без газа. Как правило, в качестве газовой среды используют либо углекислый газ, либо смесь углекислого газа и аргона. Применение чистой углекислоты оправдано с экономической точки зрения. Это очень дешёвый и доступный газ. Но не совсем оправдано с точки зрения качества получаемого сварочного шва. В этом случае происходит сильное разбрызгивание металла, что в конечном итоге приводит к образованию корявого шва и снижению качества сварки.
Поэтому чаще используют смесь углекислоты с аргоном. Как правило, берут 98% аргона и 2% углекислоты. Иногда в целях снижения себестоимости работы используют более дешёвую смесь: 70% аргона и 30% углекислого газа.
Для того чтобы изменить уровень жесткости дуги, глубину провара и форму шва, необходимо изменять сварочное напряжение или величину индуктивности. При низкой индуктивности дуга оказывается холодной. Как следствие, получаем тонкий шов с глубоким проваром. При высокой индуктивности дуга, наоборот, становится горячей. В результате получаем широкий сварочный шов с неглубоким проваром.
Присадочная нержавеющая проволока должна быть более высоколегированной, чем свариваемый металл. Это необходимо в целях предотвращения выгорания всех легирующих элементов из проволоки в процессе её расплавления, то есть для сохранения баланса легирующих добавок в сварочном шве. Присадочная проволока расплавляется в процессе горения электрической дуги и после этого небольшими каплями подаётся в зону сварочной ванны.
Газ, подающийся в зону сварки, необходимо предварительно пропускать через осушитель, в качестве которого, как правило, используется медный купорос.
В целях предотвращения разбрызгивания расплавленного метала в процессе электросварки свариваемые металлические кромки предварительно обрабатывают водным раствором мела.
Для получения качественного и красивого шва сварку нельзя начинать и заканчивать на краю свариваемых деталей. Необходимо всегда отступать от края на несколько миллиметров.
В процессе сварки нержавейка всегда подвергается тепловой деформации. Поэтому после окончания сварочных работ необходимо устранить ее последствия. Для этих целей производится обработка с помощью молотка и специальной гладилки. Производят простукивание так называемого «пузыря», который возникает на поверхности металла. Одновременно с простукиванием поверхность металла слегка прогревается с помощью обычной газовой горелки. В заключение производится полировка и шлифовка места сварки с помощью специальной пасты.
 О методах сварки можно писать книги, настолько этот процесс соединения металлов популярен. Проще всего сваривать чёрный металл. Технология сварки нержавеющей стали имеет свои особенности. Для того чтобы правильно освоить процесс сварки нержавейки в домашних условиях, необходимо приобрести сварочный аппарат и электроды. Технология электросварки постоянно совершенствуется, выпускаются аппараты нового поколения, например, сварочные инверторы.
О методах сварки можно писать книги, настолько этот процесс соединения металлов популярен. Проще всего сваривать чёрный металл. Технология сварки нержавеющей стали имеет свои особенности. Для того чтобы правильно освоить процесс сварки нержавейки в домашних условиях, необходимо приобрести сварочный аппарат и электроды. Технология электросварки постоянно совершенствуется, выпускаются аппараты нового поколения, например, сварочные инверторы.





