

Чем обоснована надежность сварки? ↑
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.
Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.
Принцип образования и работы электрической дуги
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, , защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла
Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения
При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+” и «-“).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Подключение кабеля
Когда , деталей и места сварки закончена, можно осуществлять дальнейшие действия с инвертором, соблюдая правила:
- подключить кабели массы и силовой к соответствующим гнездам на инверторе;
- зафиксировать специальным зажимом на свариваемых деталях кабель массы;
- подключить аппарат к электросети и режим по определенной схеме;
- зафиксировать в держателе электрод.
После проверки всех соединений устройства, схем и подготовленного рабочего места, можно приступить к сварке, она проводит в положении стоя.
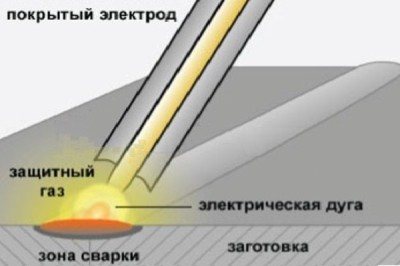
В любой электросварке металл расплавляется под тепловым воздействием электродуги, которая горит между металлом и электродом аппарата.
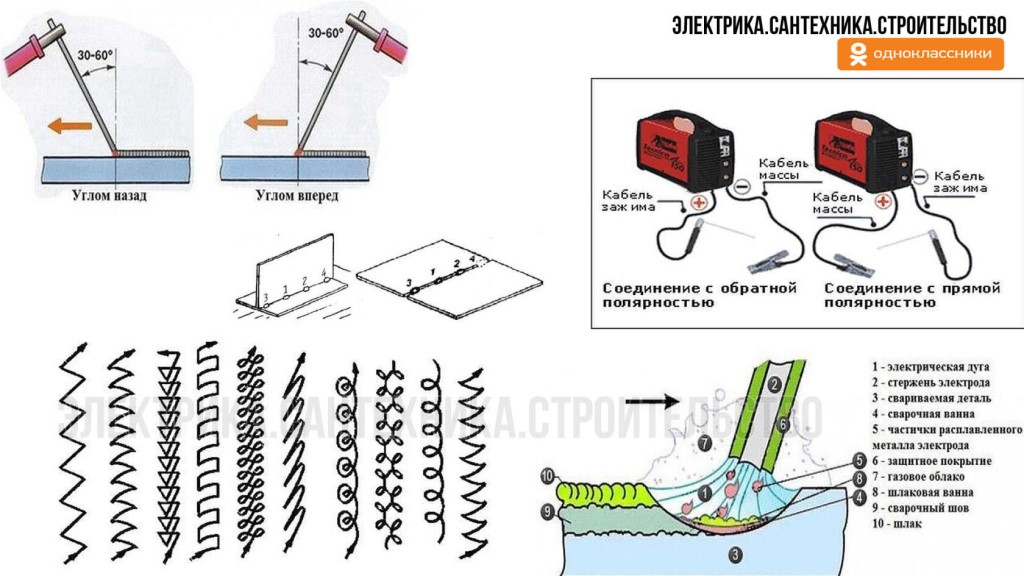
Если металлическую деталь подключить к «+», а наконечник к «-», то образуется прямое соединение, если наоборот – обратное.
Обе схемы подключения используются в инверторе с той разницей, что прямую схему обычно применяют при более утолщенных материалах (больше 3 мм), обратную – для тонких.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
Место, в котором работает сварщик, должно оборудоваться специальной шторкой, которая защищает зрение посторонних людей.
Как правильно держать электрод и вести шов

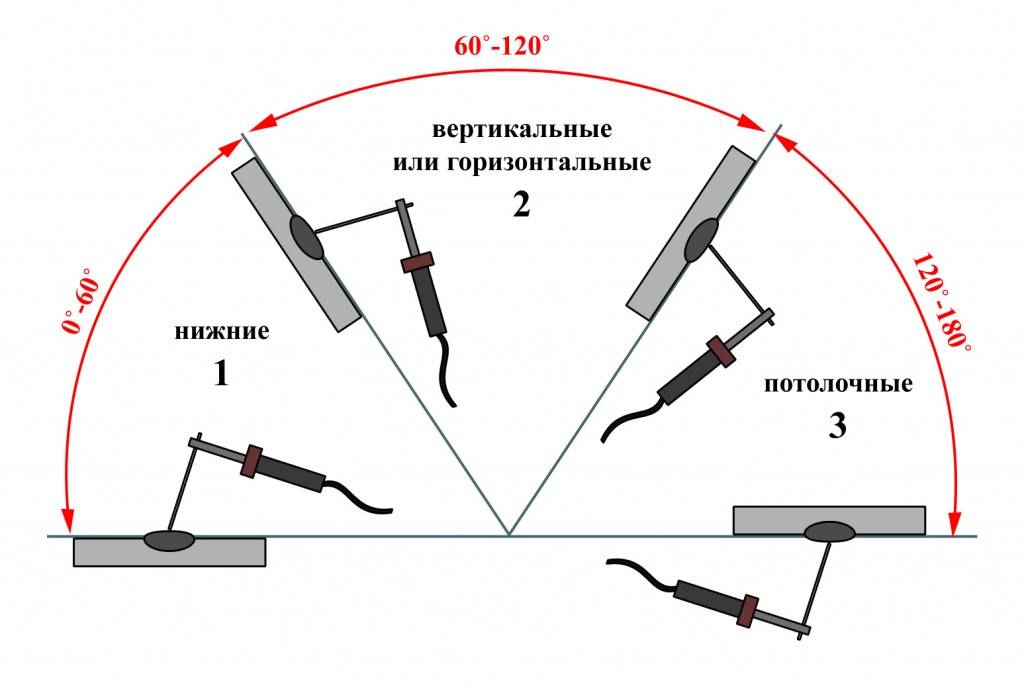
Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.




Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
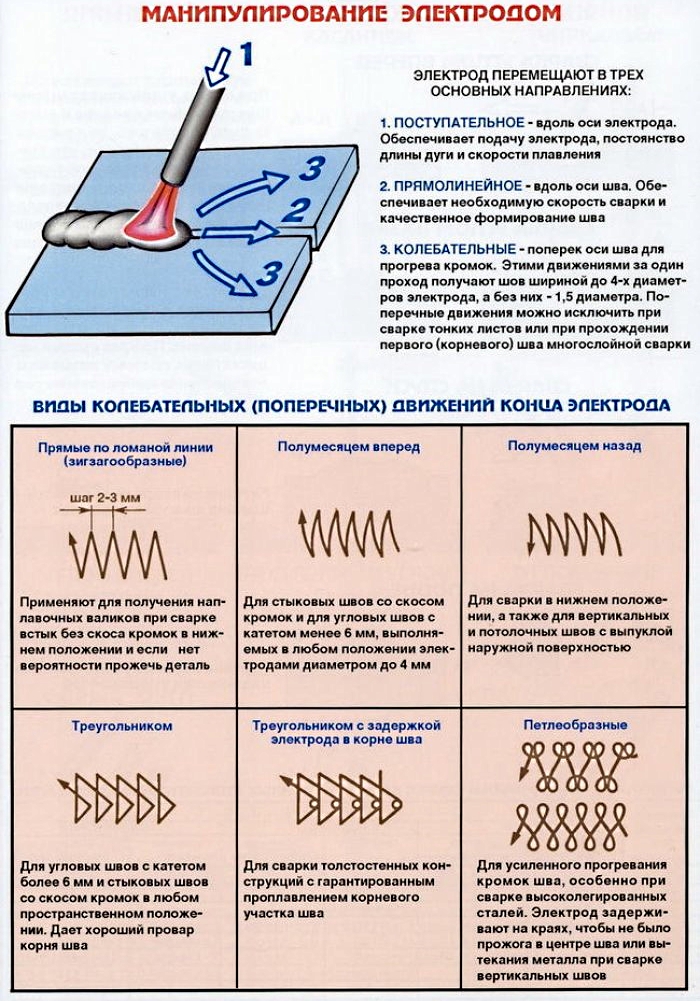
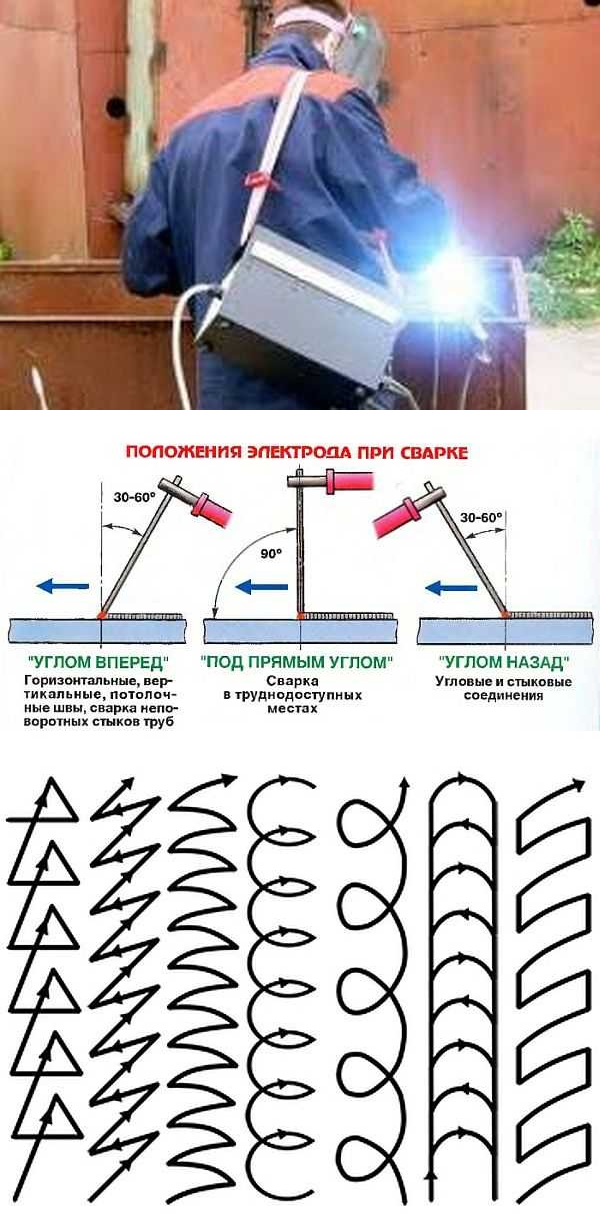
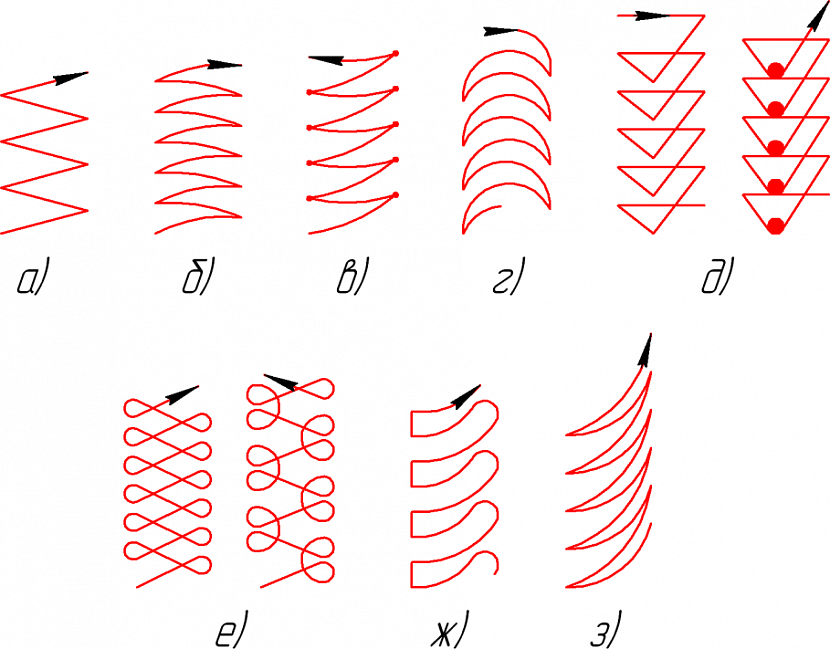
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
- Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
- Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
- Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
- Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Начало сварки: зажигаем дугу
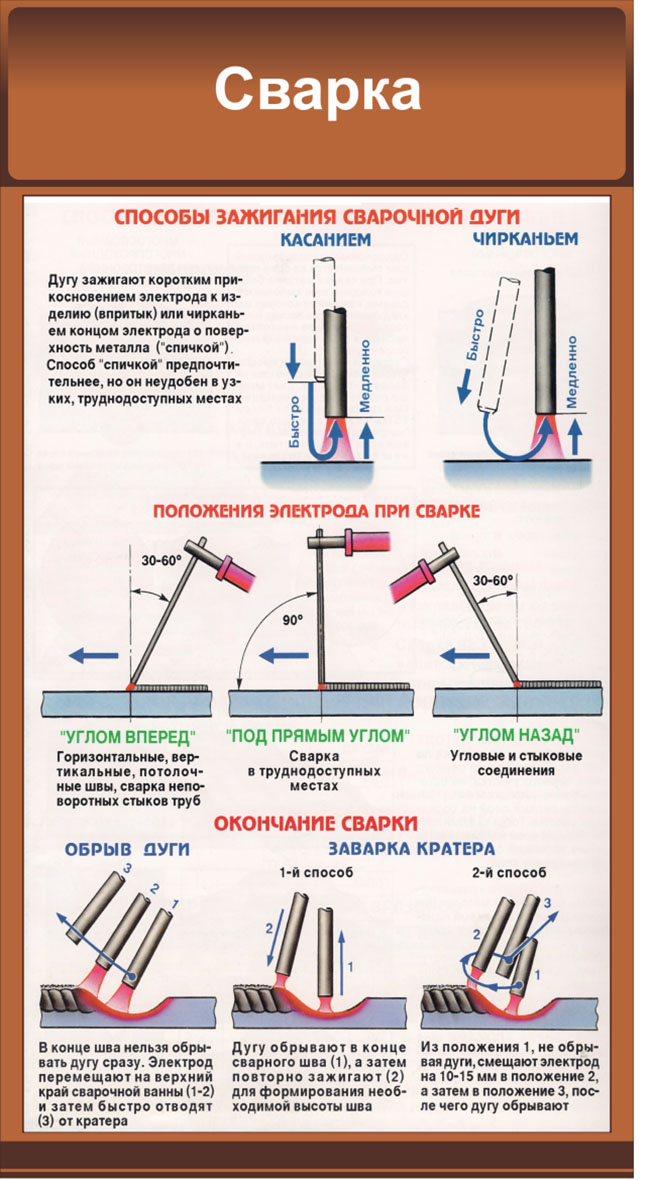
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался “козырек” из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
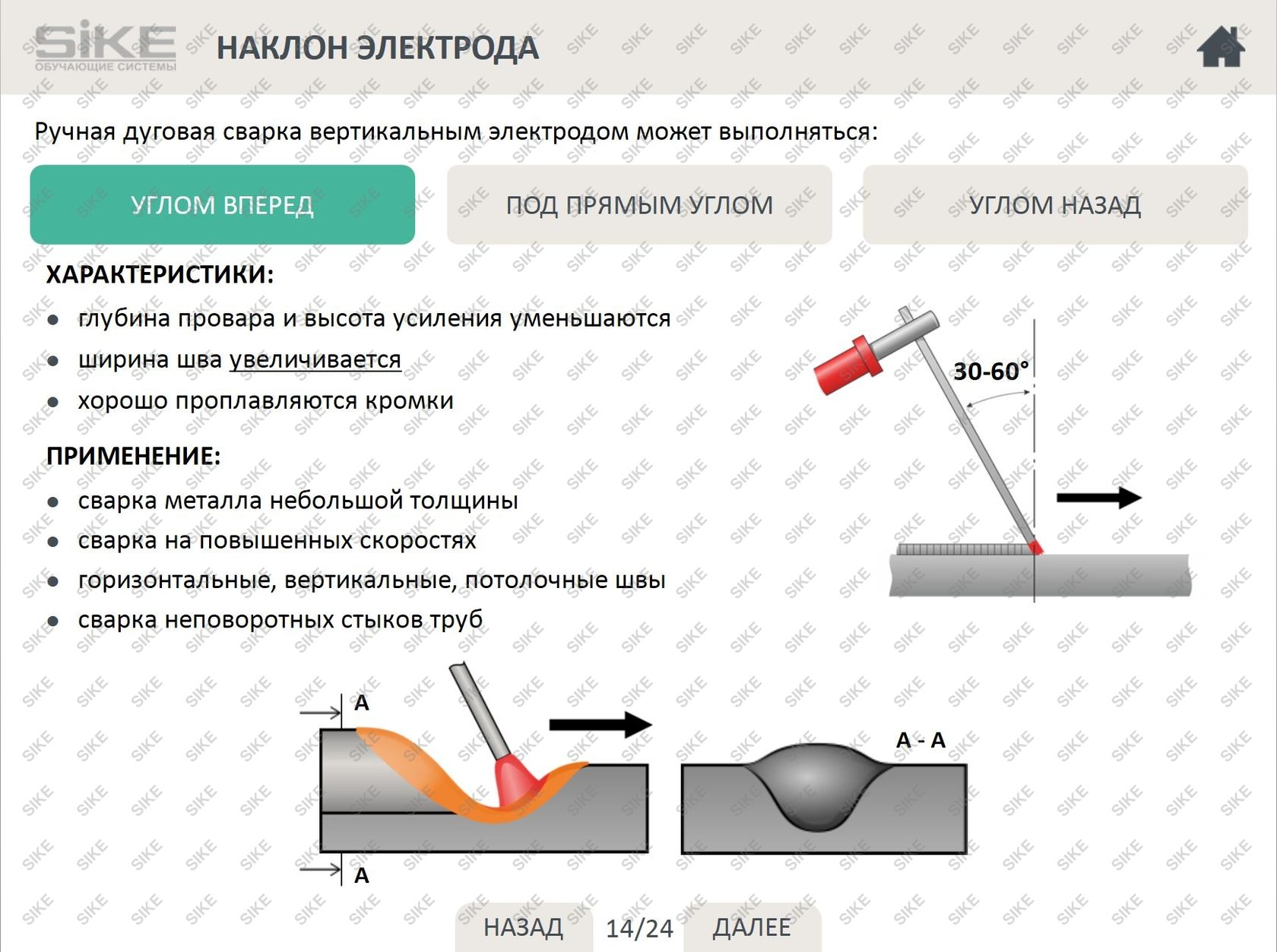
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. “Твердая рука” приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
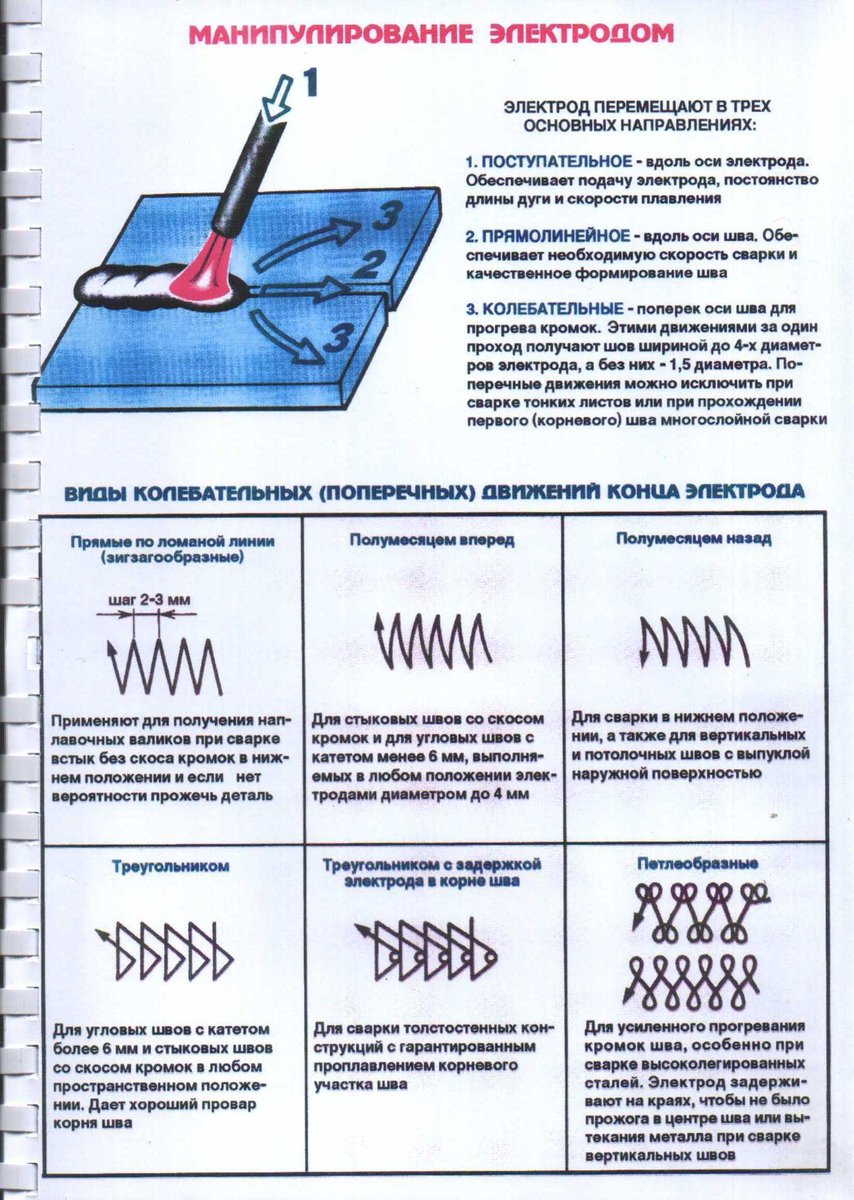
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
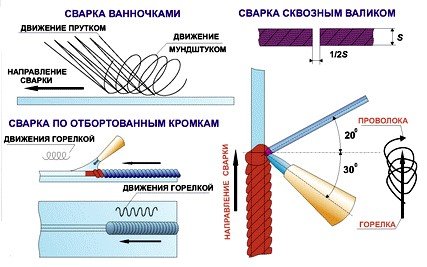
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основы сварки инвертором
Для сваривания металлических конструкций при помощи инвертора, нужно понимать особенности процесса сварки, разбираться в его функциональности. Следует ознакомиться с теоретическими данными и только после этого переходить к практике и нарабатывать опыт.
Сварка инвертором для начинающих
Для начинающих сварщиков важно правильно отточить перемещения электрода над поверхностью свариваемых металлов и понять, как подбирать ток, чтобы формировать качественный шов. Нужно взять несколько заготовок и потренироваться на них создавать шов с использованием различных электродов
Основной нюанс — описывать электродом простые зигзаги, круги или ёлочки так, чтобы высота шва и ширина была одинаковой по всей длине.
Стандартные схемы перемещения электрода для создания надёжных сварных швов.
Сварщик надо владеть техникой формирования швов на уровне автоматизма. Рука должна плавно и равномерно перемещать электрод на одинаковой высоте от поверхности заготовок
Не менее важно понять, какие свойства металл приобретает в различных сварных ваннах
На этапе оттачивания автоматизма следует не забывать о том, что не нужно допускать прогаров, неполного проплавления, разбрызгивания металла.
Как при сварке образуется шов
 Так выглядит шов при сварке инвертором
Так выглядит шов при сварке инвертором
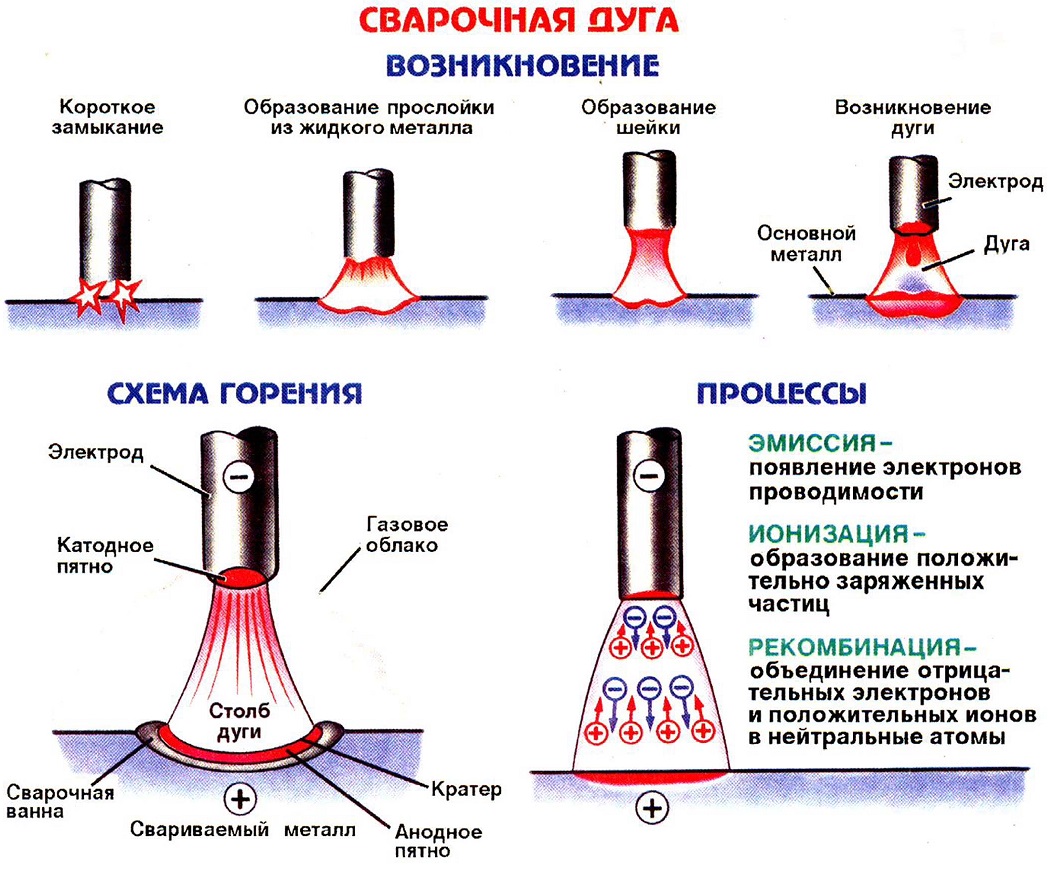
Сварной шов образуется в месте формирования дуги, которая создаётся вблизи контакта электрода и металлических частей. При подаче тока в определённом диапазоне величин между электродом и поверхностью металла, подсоединённого к одной из клемм инвертора, формируется дуга с высокой температурой горения. Именно она заставляет проплавляться металл и создавать шов после остывания.
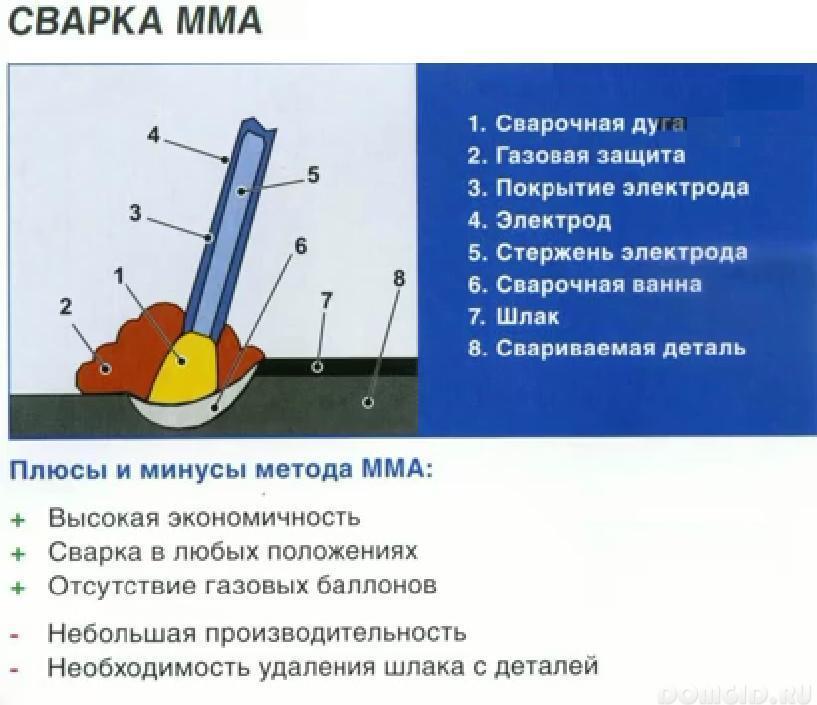
Обмазка электродов содержит определённый химический состав, который при нагреве частично плавится и испаряется. Испаренная часть вокруг дуги образует особую атмосферу, препятствующую контакту металла с кислородом. Благодаря этому соединение получается по прочности сравнимое с литыми конструкциями. Несгоревшие компоненты обмазки остаются на поверхности деталей и подлежат после остывания удалению путём зачистки щёткой или оббивания молотком.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.



Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
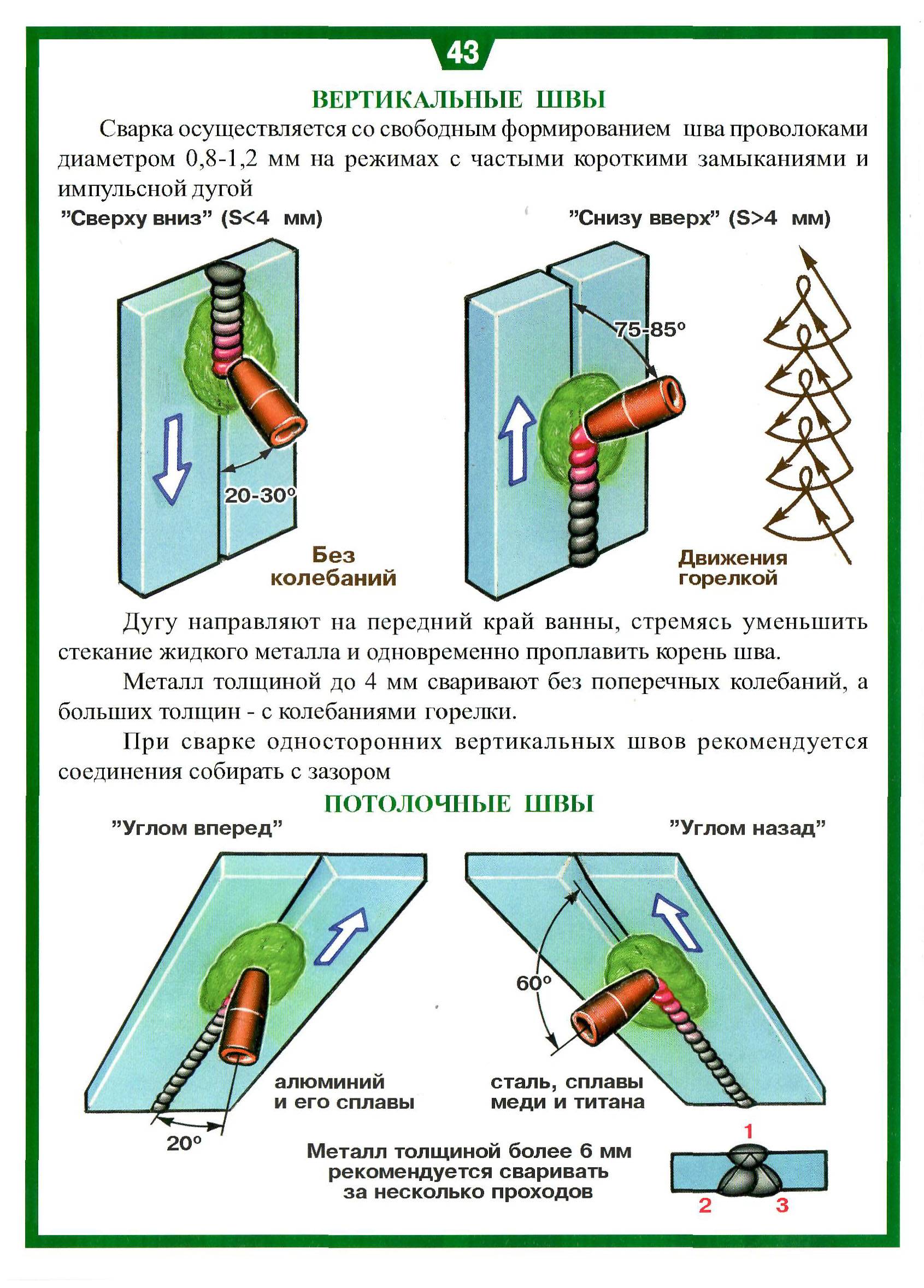
Сложнее всего наносить вертикальные швы
Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Проварить толстый металл будет проще, если с обеих сторон снять фаску
Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
Советы начинающему сварщику
Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
При первых попытках сварить различные соединения у вас будет получаться много ошибок
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле
Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором. Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
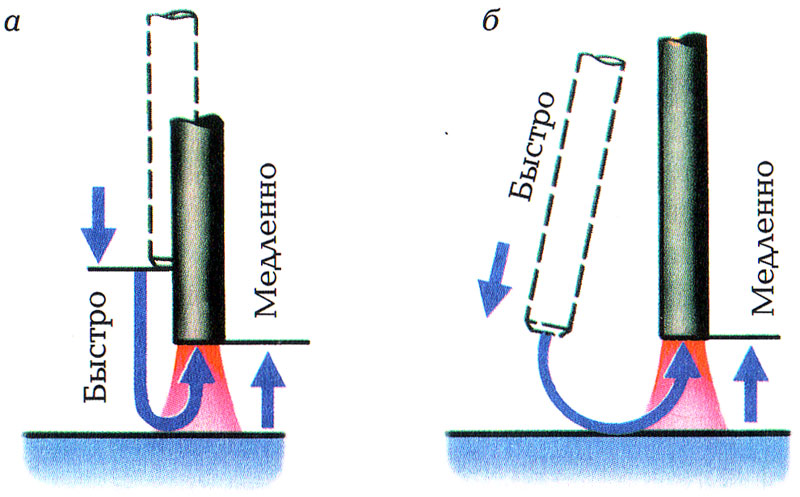
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
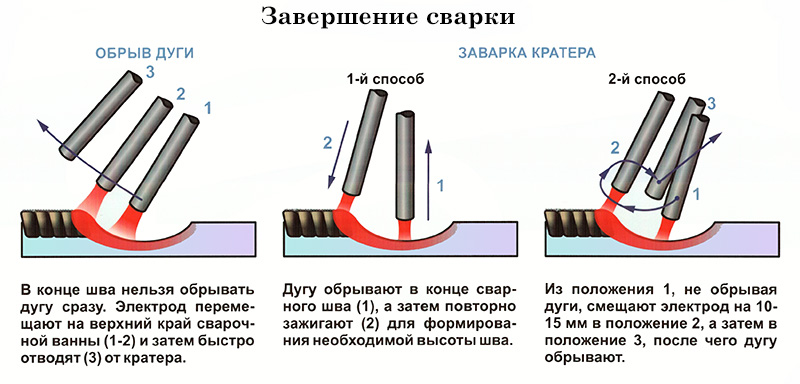
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
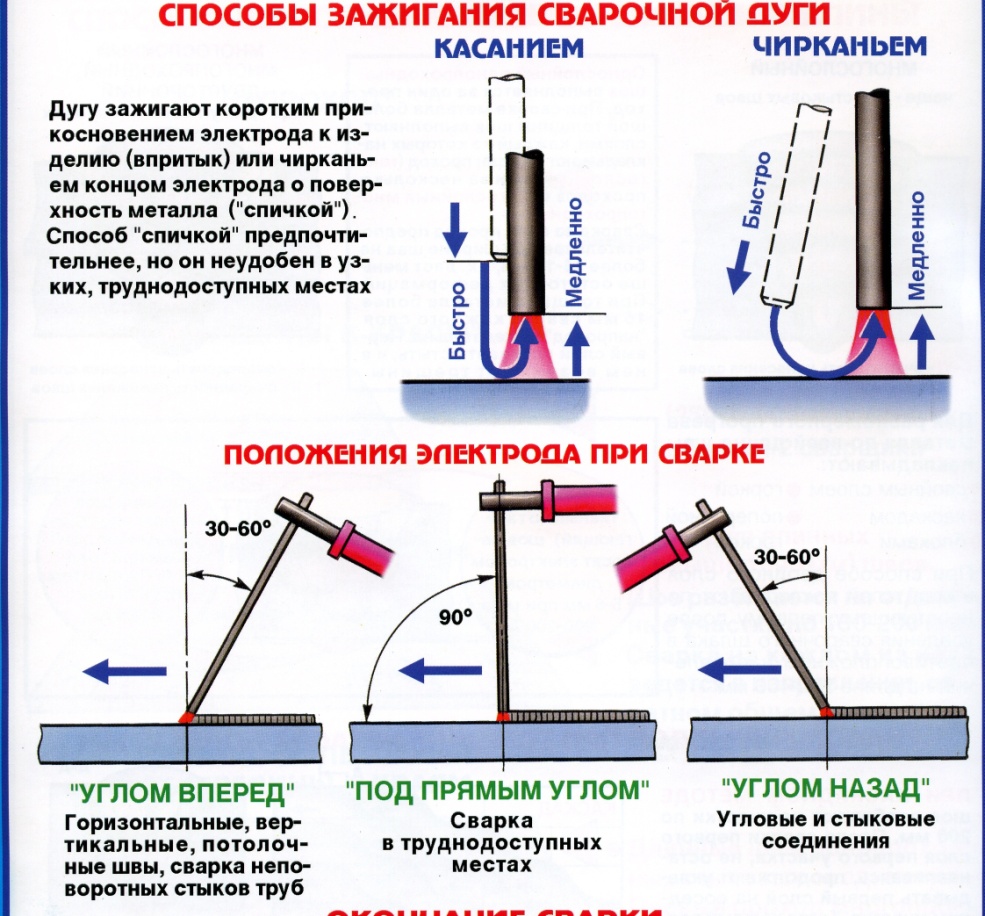
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
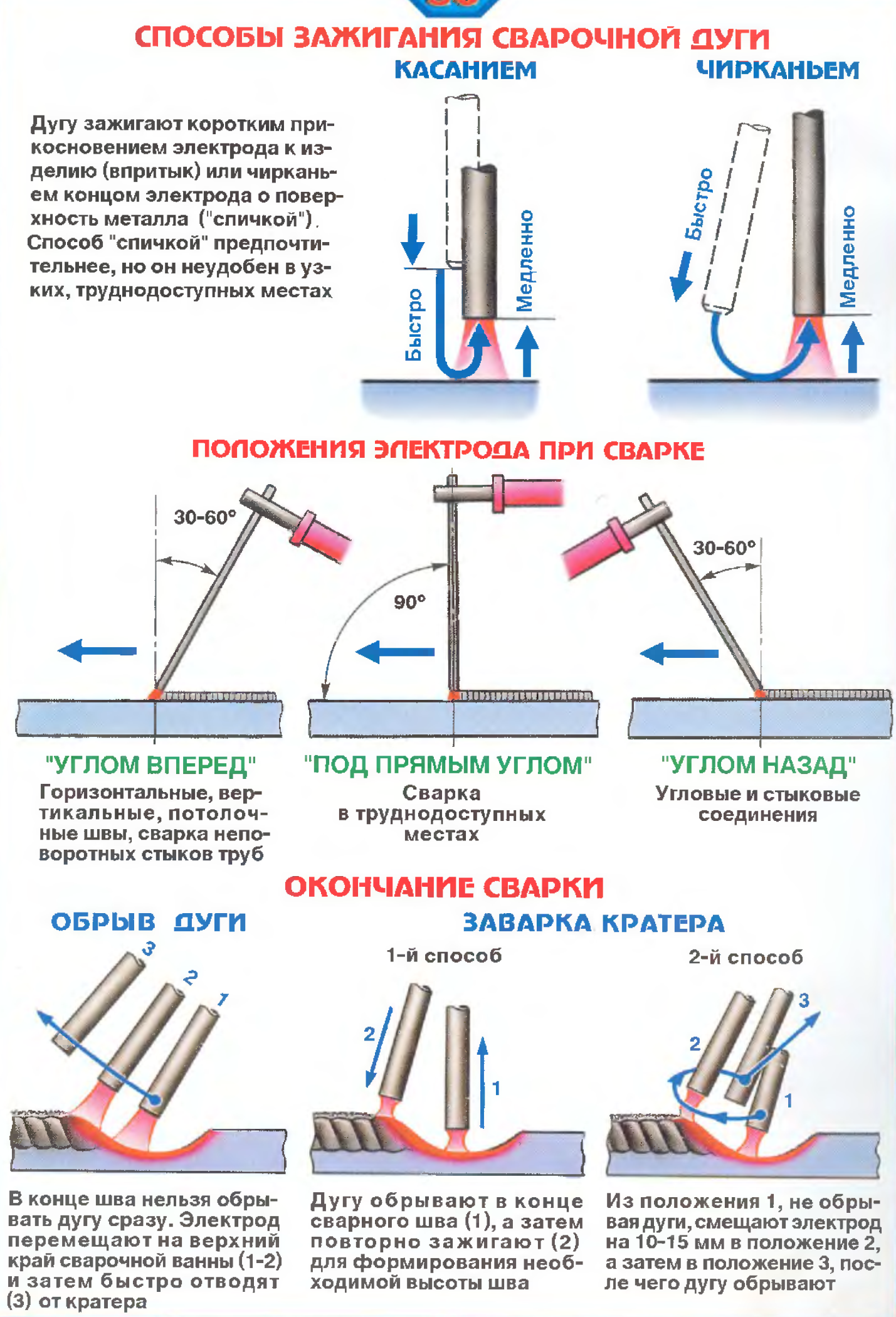
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание. 2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла
Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
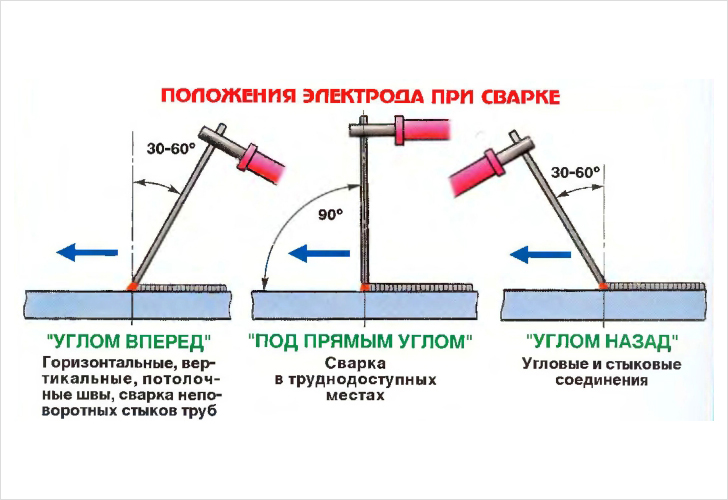
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
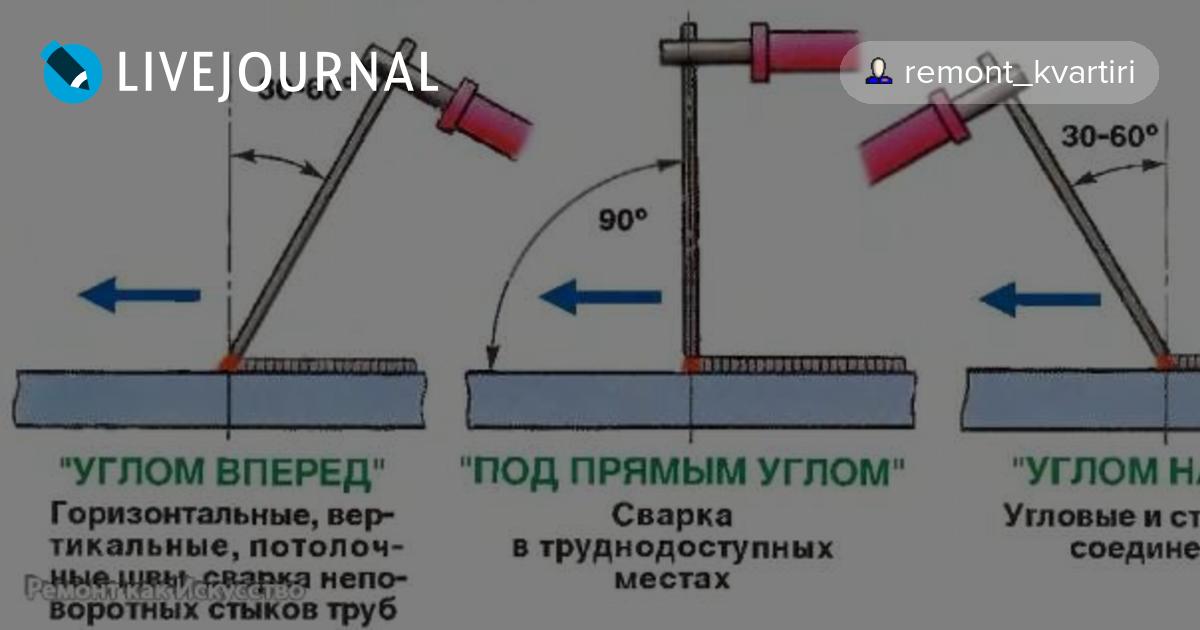
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Возможные сложности
Не нужно забывать и про зазор между электродом и металлоизделием — пока идёт дуговая сварка, он должен быть равен примерно трём миллиметрам. Это не так-то легко — электрод в процессе сварки всё время расходуется и выгорает.
Поэтому аппарат постоянно нужно немного опускать вниз. Если зазор окажется маленьким, не будет хватать металла для создания шва. А слишком большой зазор приводит к тому, что дуговая искра становится нестабильной.



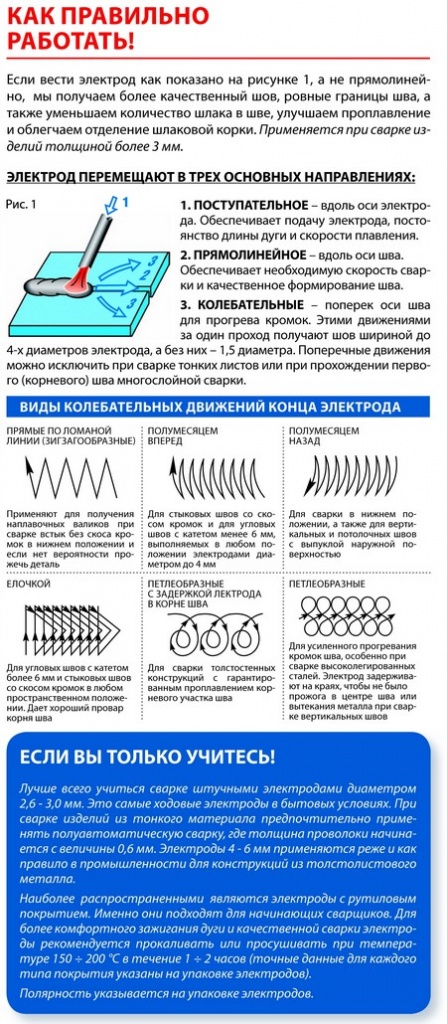
Начинающему в первое время лучше выбирать прямолинейный тип движения. При желании можно попытаться сделать небольшие круговые завихрения вокруг ванночек наплавленного металла. Различные сложные фигуры типа зигзагов и восьмёрок лучше осваивать позже.
Ещё один важный параметр — скорость. Именно от того, что электрод идёт рывками или с неправильной скоростью, возникают дефекты сварки — прожиги или непроваренные места.
Чтобы избежать таких дефектов, начинающим мастерам по дуговой сварке нужно внимательно следить за оттенком поверхности под электродом и плавно двигать аппарат по выбранному направлению.
Чем тоньше электрод, тем слабее он разогревает металл и тем медленнее его ведут. В частности, поэтому начинающим желательно работать именно с тонкими электродами.
Во время дуговой электросварки обязательно нужно следить, насколько ровным и незаметным получается шов, сколько на нём дефектов. Оптимальная ширина шва — от 0,8 до 1,5 диаметра электрода.
При желании некоторые дефекты дуговой электросварки впоследствии можно устранить. Но проводить какие-либо дополнительные операции следует лишь тогда, когда шов полностью остынет и будет очищен от шлаков.
В конечной точке шва не торопитесь убирать электрод. Здесь специалисты советуют сделать круглое металлическое уплотнение. Иначе в точке отрыва электродуги может образоваться маленький кратер.
Последнее, что нужно сделать – удалить остывший и почерневший шлак со шва молотком и жёсткой щёткой. Если дуговая сварка прошла правильно, шлак будет отскакивать от металлоизделия большими кусками. А в шве включений шлака и вовсе быть не должно.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.





