

Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
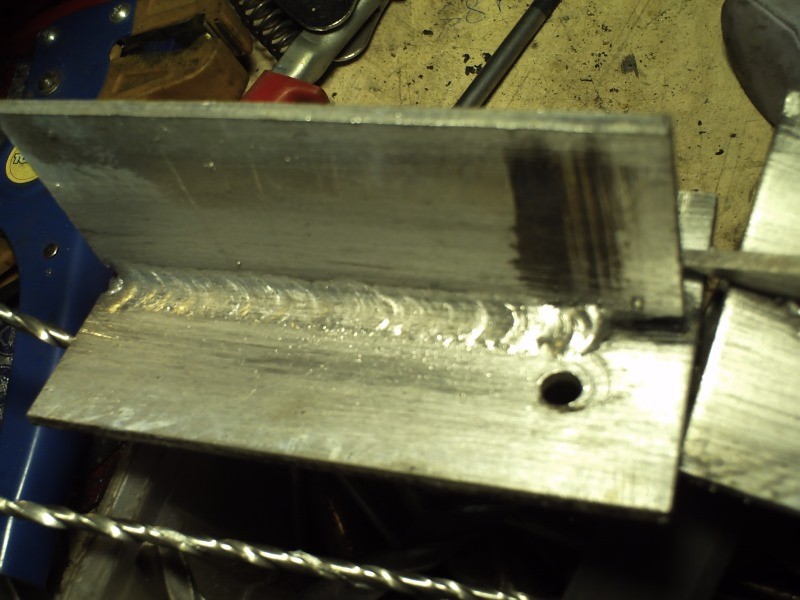
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм | Ток, А |
2 | 50 – 70 |
3 — 4 | 80 — 110 |
| 5 | 90 — 130 |
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
Обработка алюминия инвертором — специфика работ
В силу того, что аргоновая среда обеспечивает защиту от кислородного воздействия, сварку алюминия инвертором иногда называют газовой.
Инертные газы препятствуют появлению оксидной пленки, поэтому для газовой защиты применяют аргон или смесь аргона с гелием.
Использование такой смеси актуально для газовой защиты толстых слоев металла.
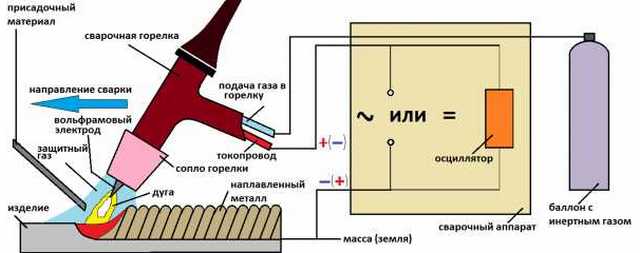
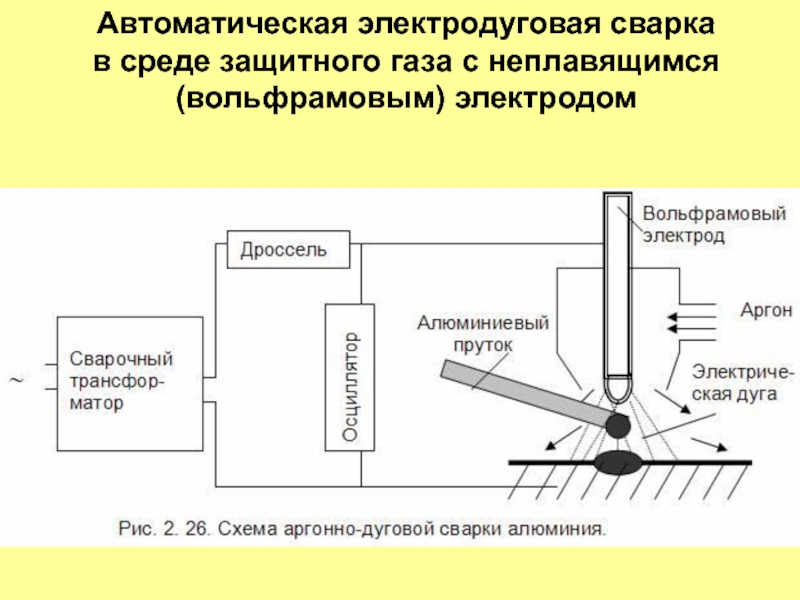
Аргонодуговая сварка возможна только при переменном токе и происходит так: электрическая дуга разжигается между неплавящимся электродом, расположенным в горелке и свариваемой поверхностью.
При этом подача инертного газа также обеспечивается горелкой, сопло которой находится в зоне сварки, так же, как основной расходный материал — присадочная проволока.
Видео:
https://youtube.com/watch?v=t8I0r-xu0cA
За поджиг дуги отвечает осциллятор, так как свойства инертного газа препятствуют подключению дуги касанием.
После того как газ вышел из сопла и окружил электрод, происходит расплавление металла и образуется сварочная ванна с жидким алюминием.
Затем, в сварочную ванну попадает присадочная проволока
Важно, чтобы этот элемент сварки был такой же марки, как и основная свариваемая деталь
Поэтому, прежде чем приступить к аргоновой варке, нужно определить необходимую марку присадочной проволоки.
Например, если диаметр алюминия составляет от 2 до 5 мм, применяется проволока марки АД, АК или АО.
Накладку шва следует производить медленно и постепенно, глубоко проваривая деталь.
Недопустимо прекращение газовой подачи сразу после завершения шва — лучше задержать процесс на несколько секунд, чтобы предотвратить возможное растрескивание шва или его деформацию.
Для лучшей защиты шва горелку передвигают после присадочного прутка. Нельзя, чтобы электрод и пруток двигались поперек.
Видео:









Опытные сварщики рекомендуют прогрев свариваемой детали не только до, но и после обработки сваркой, после чего необходимо обеспечить термические и механические вспомогательные меры.
При тщательном регулировании рабочего процесса горелки и соблюдении указанной последовательности, результаты сварки покажут прочное соединение и аккуратный качественный шов.
Чтобы понять тонкости рабочего процесса, предлагаем посмотреть видео о сварочных работах с алюминием в нашей статье.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.
Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:

- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Сложности сварки алюминия в домашних условиях
Во время создания шва возникают следующие трудности, связанные со свойствами рассматриваемого металла:
- Под влиянием высоких температур большинство материалов меняет цвет. Это помогает контролировать процесс, выбирать правильную степень нагрева. Цвет алюминия сохраняется прежним, поэтому специалист не может оценивать результат работы визуально.
- Из-за повышенной теплопроводности время воздействия должно быть ограниченным. Увеличение продолжительности поддержания дуги приводит к возникновению дефектов сварного соединения.
- Поверхности алюминиевых заготовок покрыты оксидным налетом. Температура плавления такой пленки – 2000°С. Этот показатель для основного металла в 3 раза ниже.
- Капли расплава, появляющиеся в сварочной зоне, быстро окисляются. Это препятствует образованию равномерного шва. Применение инертного газа – аргона – предотвращает контакт расплава с воздухом, препятствуя окислению.
- Высокая текучесть материала способствует деформации сварочной ванны. Поэтому под стык подкладывают стальной лист, отводящий тепло.
- Рассматриваемый металл содержит химические элементы (например, водород, Н), при повышении температуры вещество выделяется в окружающую атмосферу. В сварном соединении появляются трещины и пустоты.
- Нагреваясь, алюминий расширяется, поэтому при затвердевании отмечается сильная усадка.
- Величина тока должна быть большой, что объясняется высокой теплопроводностью алюминия.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Свойства и свариваемость алюминия
В первую очередь следует разобраться со свойствами металла. Когда идет сварка алюминия электродом, то любой мастер сможет заметить, что поведение сварочной ванны заметно отличается от стальных изделий. Это обусловлено высокой жидкотекучестью материала. В расплавленном состоянии алюминий не вязкий, а больше напоминает воду, так что формирование шва в данном случае становится физически сложным процессом. По этой же причине практически невозможно провести нормально потолочную и вертикальную сварку. Даже в горизонтальном положении приходится использовать пониженный ток.
Также стоит отметить главного врага нормальной свариваемости – оксидную пленку. Она постоянно образуется на алюминии, а также скорость ее образования является достаточно высокой. Она вредна тем, что имеет температуру плавления выше, чем у алюминия практически в три раза. Если ее не убрать, то капли расплавленного металла будут обволакиваться ею и не смогут нормально соединиться и шов получается неровный, расплывчатый и не выполняет свою функцию должным образом.

Оксидная пленка при сварки алюминия электродом
К одному из свойств металла можно отнести высокий коэффициент расширения, который обеспечивает усадку, отличающуюся от сталей. Если неправильно действовать, то деталь может получиться деформированной, когда начнет остывать. Для этого следует сделать грамотный расчет расходного материала, чтобы он в должной мере заполнил место соединения. Не стоит забывать и о температурных деформациях, которые нередко встречаются при работе с тонкими листами. Сварка алюминия в домашних условиях должна проводиться с учетом высокой электропроводности и теплопроводности материала.

Оксидная пленка при сварки алюминия электродом
Проблемы возникают в основном в швах уже после того как завершена сварка. Часто приходится иметь дело с трещинами и порами. Металл подвержен образованию напряжений, которые могут получиться из-за имеющегося в сварочной ванне водорода. Он попадает в металл, а затем пытается выбраться наружу, из-за чего через некоторое время в целом шве могут появиться трещины. Если не обеспечить достаточную защиту от кислорода из атмосферы, могут появиться поры на поверхности соединения, так что обмазка электрода перед употреблением должна быть просушена и тщательно подобрана, соответственно особенностям данного процесса. Сварка алюминия обычным электродом, а также его сплавов этого металла, проводится согласно ГОСТ 14806-80.
Инструкция выполнения работы
 Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
 После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор
При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций
С процессом сварки алюминия можно ознакомиться на видео:
https://youtube.com/watch?v=pszo4Kstlww









Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.
Только при соблюдении всех этапов можно поучить действительно качественный шов.
Особенности сварки алюминия инвертором
Чтобы произвести качественную сварку деталей из алюминия в домашних условиях потребуется соблюсти ряд требований. Дело в том, что этот металл является легкоплавким и при неправильных режимах и вообще подходе к делу ничего путного не выйдет.

Если же действовать по инструкции, то все получится и даже более того, шов вас удивит своим качеством и равномерностью.
Перед тем, как начать сам процесс сваривания деталей, необходимо заранее ознакомиться со всеми нюансами:
- Сварка алюминия сложна, прежде всего, из-за наличия на его поверхности оксидной пленки. Это очень плотный и практически неплавкая пленка, которая делает его прочнее. Чтобы качественно произвести работу, пленку следует удалить.
- Особенность алюминия заключается в том, что, находясь в жидком или твердом состоянии, он будет иметь одинаковый цвет, поэтому разобрать, где качественно выполнен шов, а где нет, будет затруднительно.
- Качественная сварка алюминия возможна в среде аргона, поэтому потребуется приобрести держатель для электрода с соплом и баллон с аргоном. Также можно применять специальные электроды для сваривания алюминия, если нет газа.
- Прогревать шов необходимо основательно, поэтому спешка совершенно неуместна. Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
Доступные способы сварки алюминия в домашних условиях
Сварщик для сваривания алюминия может использовать разное оборудование и материалы, но в домашних условиях он достаточно ограничен, поэтому мы рассматриваем наиболее распространенные и доступные способы:
- сварка газовой горелкой;
- сварочный аппарат инверторного типа (MMA, MIG, TIG);
- полуавтоматом (MIG).
Сварка алюминия с использованием газовой горелки
Оптимальным средством для проведения сваривания является газовая горелка. Выбирая этот метод, следует подготовить необходимые инструменты:
- присадочная проволока из алюминия (благодаря которой можно получить качественный шов);
- газовая горелка;
- сварочный флюс (для блокировки появления оксидной плёнки).
Примерная стоимость газовых горелок на Яндекс.маркет Популярные виды флюсов для зачистки алюминия:
- Калий-содержащие в виде порошка Probat Fluss 2126 (для алюминиевых сплавов).
- Натрий-содержащие Probat Fluss Al 224 (порошок) и Arsal 2125 (в гранулах) для алюминиево-кремниевых сплавов.
- Алюминиево-марганцевые сплавы можно очистить флюсом AH-A1 или AH-A.
Берется подготовленный материал для сварки, только обязательно после тщательной зачистки кромок. Далее его необходимо обработать флюсом. После этого на горелке выставляется необходимый режим пламени, подходящий для прогрева кромок и плавления присадочного материала. В процессе работы присадочный материал подается в зону сварки, который уже под воздействием огня плавится и смешивается с основным металлом детали.
Сварочный аппарат инверторного типа (ММА)
Инверторная сварочная техника способна подстраиваться под любой необходимый режим сваривания. Ключевым критерием для выбора нужного электрода будет вид конкретного соединяемого материала. Инверторы в основной своей массе выдают постоянный ток. Таким образом, все плавящиеся электроды, которые можно применить для дуговой сварки, используются и для инвертора.
Преимущества инвертора:
- относительно меньшее потребление электричества по сравнению с другими типами сварочных аппаратов;
- защита от перепадов напряжения;
- малогабаритность аппаратуры;
- возможность использования электродов любого типа.

Примерная стоимость инверторных аппаратов постоянного тока на Яндекс.маркет Распространенные виды электродов для алюминиевых металлов и сплавов:
- ОЗА-1 – для алюминия без добавок, а ОЗА-2 можно сваривать алюминиево-кремниевые сплавы.
- ОЗАНА-1 – используются для сварки из чистого алюминия, а ОЗАНА-2 – для алюминиево-кремниевых металлов. Швы обладают высокой коррозионной стойкостью.
- УАНА – подходят для деформированных и литейных алюминиевых сплавов.
Порядок действий сваривания инвертором:
Зачистка и обезжиривание металла.
Зафиксировать деталь, если это необходимо.
Настройка аппарата на необходимый режим сварки в зависимости от диаметра электрода, толщины свариваемой детали и скорости сварки.
Прогреть поверхность необходимо для удаления влаги, если это необходимо из-за состава алюминиевого сплава, но не более 250 оС.
Сварка производится на постоянном токе обратной полярности (это важно, не на прямой!)
Аккуратно замкнуть электрод на изделии и быстро переместить его в сварочный шов, сварку выполнять без отрыва, а электрод держать перпендикулярно сварочной ванне, чтобы не образовывались наплывы и брызги, т. к
алюминий достаточно быстро плавится.
После окончания сварки деталь должна остыть, потом отбить шлак и осмотреть сварочный шов, при необходимости он зачищается от оксидной пленки и накладывается следующий слой.
Сваривание алюминия полуавтоматом MIG (аргоном)
Самый распространенный метод сваривания алюминия – полуавтоматом. В сварочный пистолет одновременно подаются сварочная проволока в качестве электрода и защитный газ. Полуавтоматы стали доступными для потребителей, благодаря снижению своей стоимости.
Примерная стоимость полуавтоматов для сварки на Яндекс.маркет
Наиболее практичен в использовании газ аргон. Возможно использование смеси аргона и гелия. Для данного способа также желательна зачистка поверхности порошковым флюсом.
Требования к сварке:
- ровный канал, по которому будет проходить проволока. Идеально, если подающий канал изготовлен из тефлона;
- механизм подачи должен работать без рывков, то есть механически минимально воздействовать на поверхность проволоки;
- прекращение подачи газа должно быть не одновременным с отключением тока, а с задержкой на 5-7 секунд.
Высокая скорость сварки требует от мастера хорошей подготовки, поэтому рекомендуется тренировка, особенно если работу необходимо провести на тонких изделиях.
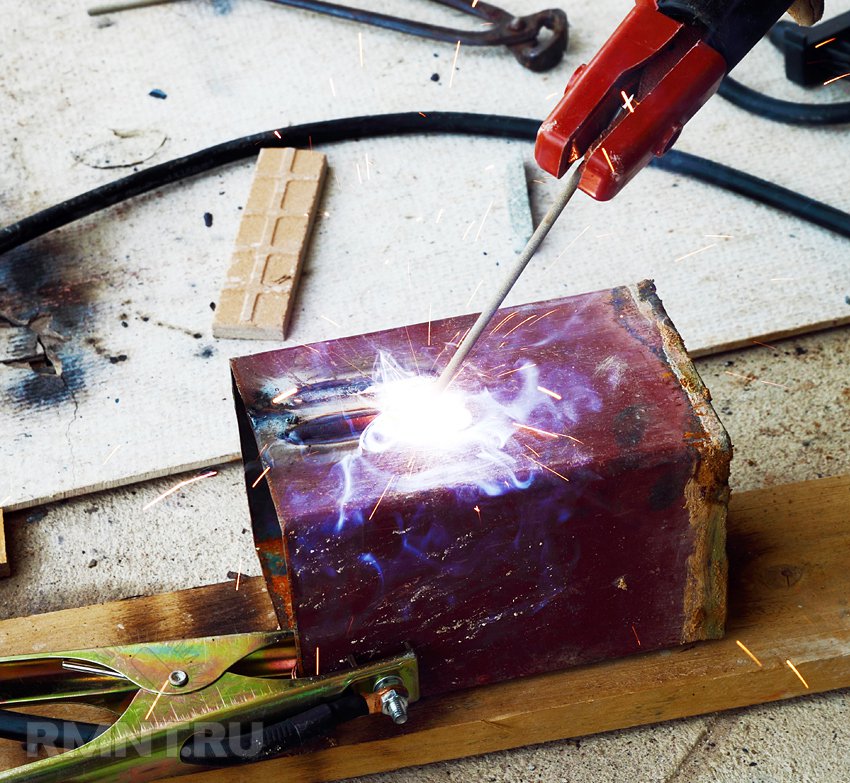
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.








Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.

Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.

Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.





