

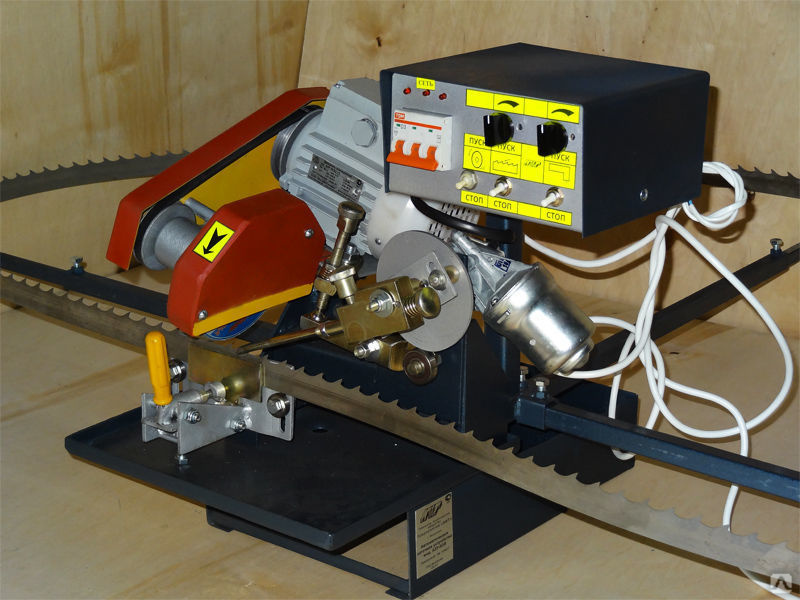
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков — это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Варианты заточки
Существует 2 способа заточки зубьев пилы:
- Полнопрофильный, производится на автоматическом станке для заточки ленточных пил. Боразоновый круг, соответствующий профилю зуба, за 1 проход восстанавливает профиль межзубовой впадины и затачивает режущие кромки инструмента.
- Заточка режущих кромок зубьев. Может производиться вручную или на станке с плоским заточным диском. При этом заостряются грани, и убираются микротрещины на рабочей поверхности инструмента, образовавшиеся в процессе работы.
Видео инструкция по заточке ленточных пил покажет последовательность правильных действий при выполнении этого процесса.
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
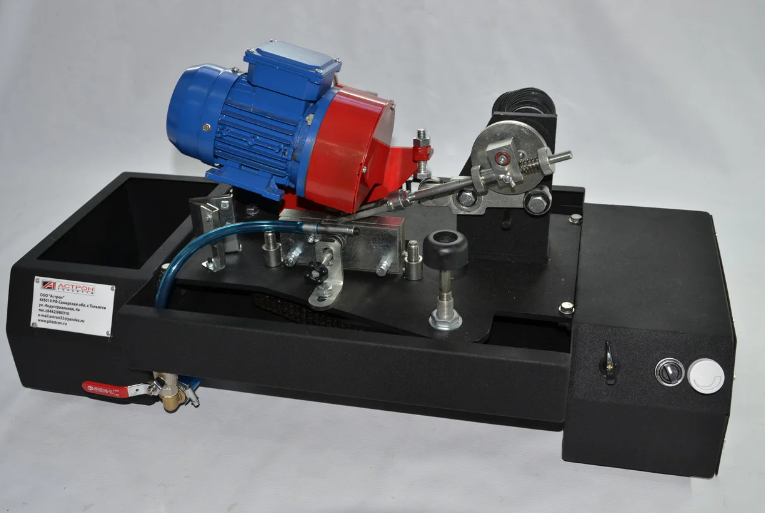
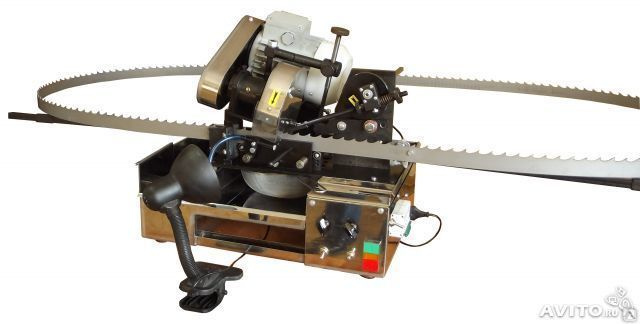
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.








Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).
Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.
По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.
Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.
Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.
Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.
Характеристика зубьев инструмента
На подобных инструментах, в зависимости от характеристик материалов, которые будут обрабатываться, могут применяться разные формы зубьев. К примеру, для работы с деревом используются устройства со:
- столярными;
- делительными зубьями.
Форма и другие параметры данных элементов различны в зависимости от вида и подвида зубьев. Под каким углом необходимо проводить точение определяет производитель. Данный параметр зависит от большого количества факторов. Однако есть одна общая тенденция: чем мягче материал – тем большим должен быть угол затачивания, и наоборот.
Ленту, предназначенную для разрезки металлических изделий, оснащают одним из двух видов зубьев:
- стандартными;
- с «положительным передним углом».
Направление резки
Все эти нюансы необходимо учитывать при точении. Как показывает статистика, в восьмидесяти – девяноста процентах случаев именно неправильная заточка является причиной разрыва ленты.
Разводка
Разводка предшествует точению. Если при заточке ленточных пил своими руками пропустить данный этап, можно не надеяться на удачный результат. Суть разводки заключается в отгибе зубьев в стороны. Данная процедура снизит трение полотна и предотвратит его сжатие. Проводить процедуру можно одним из трех способов:
- зачищающая разводка. Каждый третий зуб полотна оставляется в начальном положении. Другие отгибаются. Способ используется для обслуживания изделий, которые обрабатывают материалы повышенной твердости;
- классическая. Зубья поочередно отгибаются в правую и левую стороны;
- волнистая. Данный вид разводки является наиболее сложным. При ее применении предусматривается отгиб каждого отдельного зуба под определенным градусом. Причем градус этот индивидуален для каждого элемента.
Обычно производитель изделия указывает рекомендуемые параметры разводки. Диапазон допустимого отгиба варьируется в пределах от 0,3 до 0,7 миллиметров. Для осуществления операции необходимо иметь специальный разводной инструмент.




Заточка
Затачивание может производиться при помощи специального точильного станка, или без него. Для проведения данной процедуры не требуется обладать особыми навыками, хотя у лиц без опыта могут возникнуть определенные трудности. Выделяют два вида заточки:
- полнопрофильная заточка ленточных пил по дереву;
- заточка граней зубьев.
В первом случае не обойтись без специального станка, оснащенного эльборовым кругом. Круг подбирается индивидуально на основании формы изделия. Инструмент для заточки пронзает межзубовые впадины ленты, захватывая поверхности соседних зубьев. Качество такой обработки достаточно высокое. Однако придется приобретать большое количество кругов, обладающих разными характеристиками.
Грани можно затачивать вручную, без специального станка. Однако можно использовать и предназначенные для этого агрегаты. Для ручной заточки необходим гравер или надфиль. Качество обработки на станке выше, однако, как и в предыдущем случае, придется обзавестись большим количеством точильных кругов.
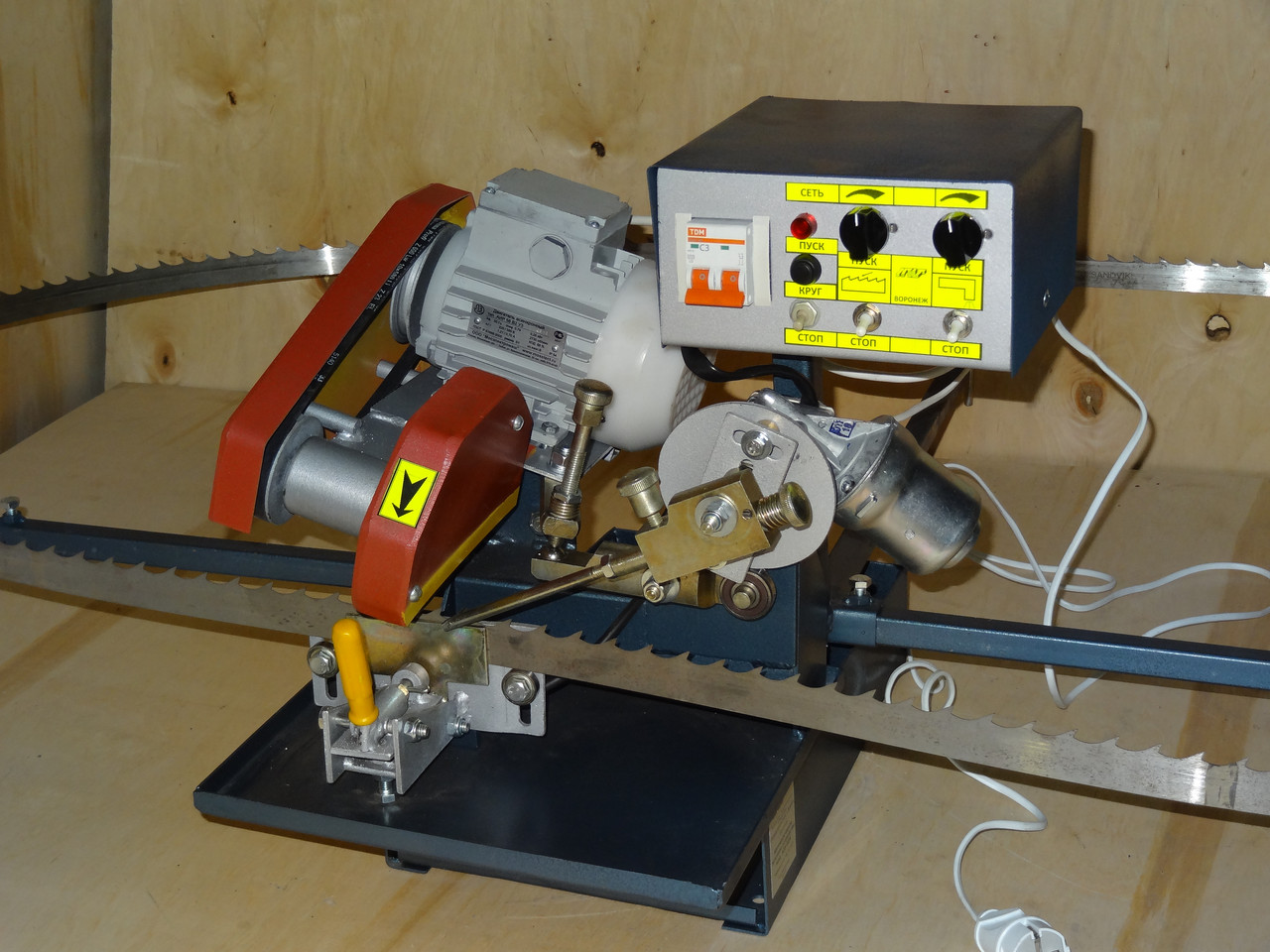
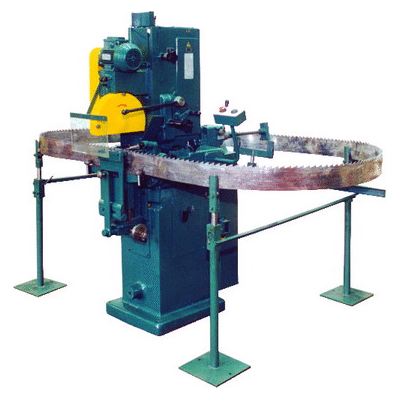
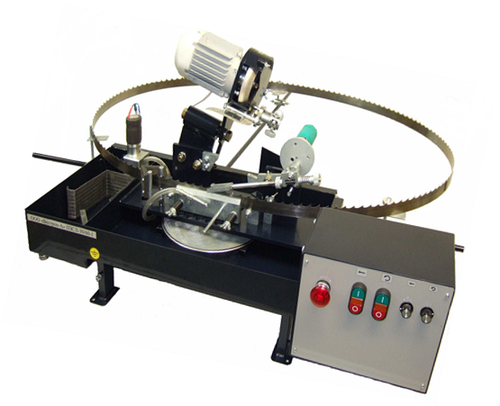
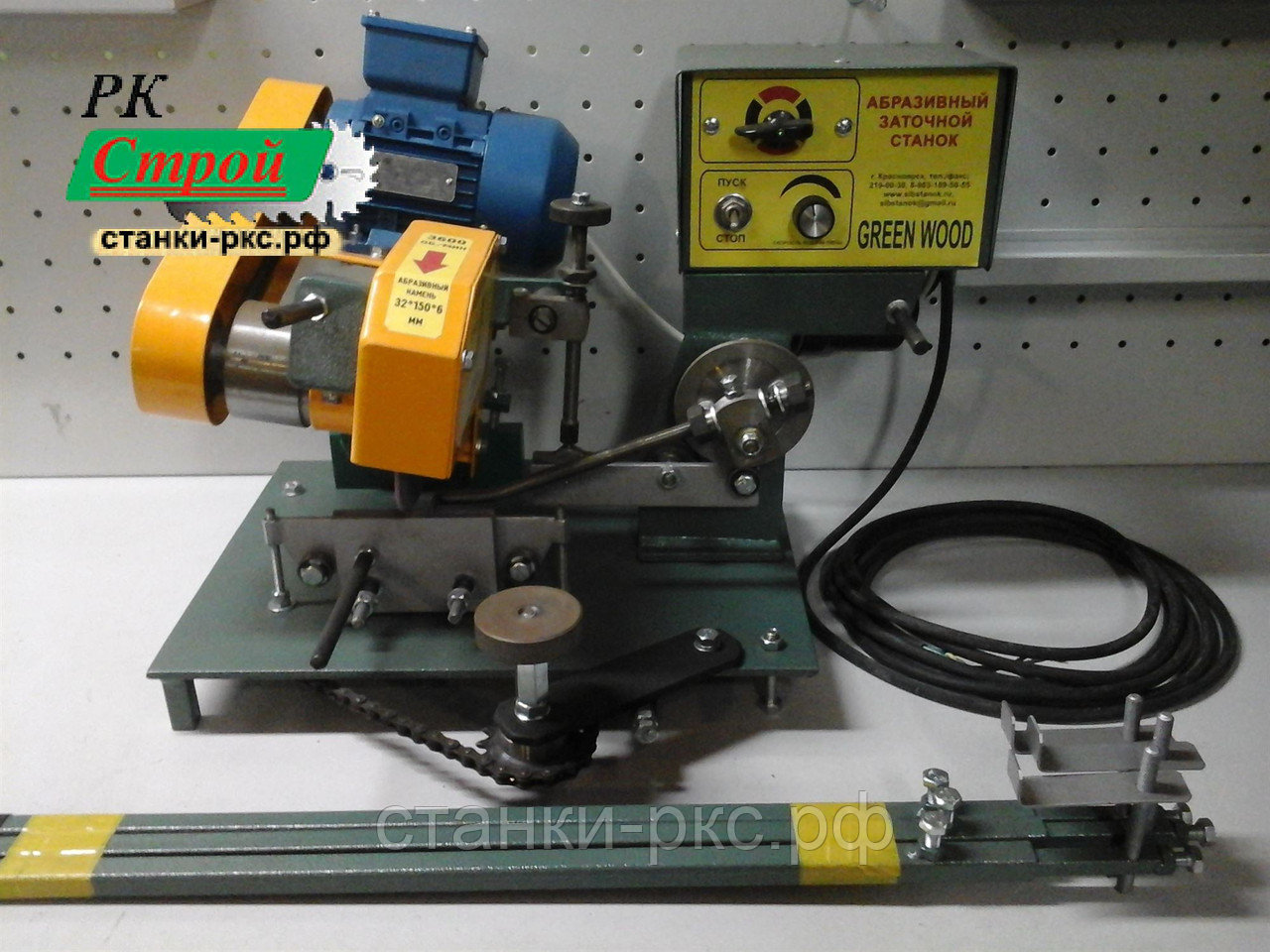
Точильные станки
Агрегаты, предназначенные для полнопрофильного точения, функционируют в автоматическом режиме. Движение толкателя и двигателя с кругом синхронизировано. Задача толкателя – перемещение ленты на шаг после заточки каждой выемки. Проблемой подобных станков является узость их применения. Для пил разных профилей необходимо иметь разные агрегаты.
Существуют также станки, которые затачиваются передние, задние поверхности зубьев, или обе стороны одновременно. Заточные круги – плоские круги, при изготовлении которых используется определенный абразив:
- электрокорунд;
- эльбор;
- алмазное напыление.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
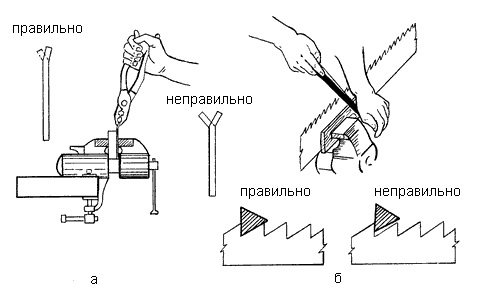
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.









Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы

Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах.
Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
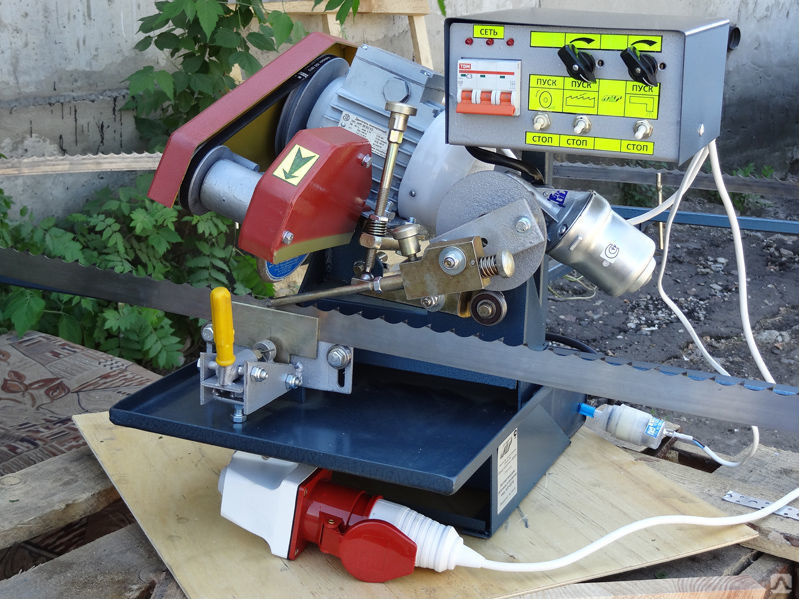
Методы затачивания

На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.





