

Самодельный заточной станок для фрез по металлу — Moy-Instrument.Ru — Обзор инструмента и техники

› Инструменты
статьи Загрузка… Лучшие товары с AliExpress ТУТ
Подробности 13.01.2017 11:03 Алешкин 6804
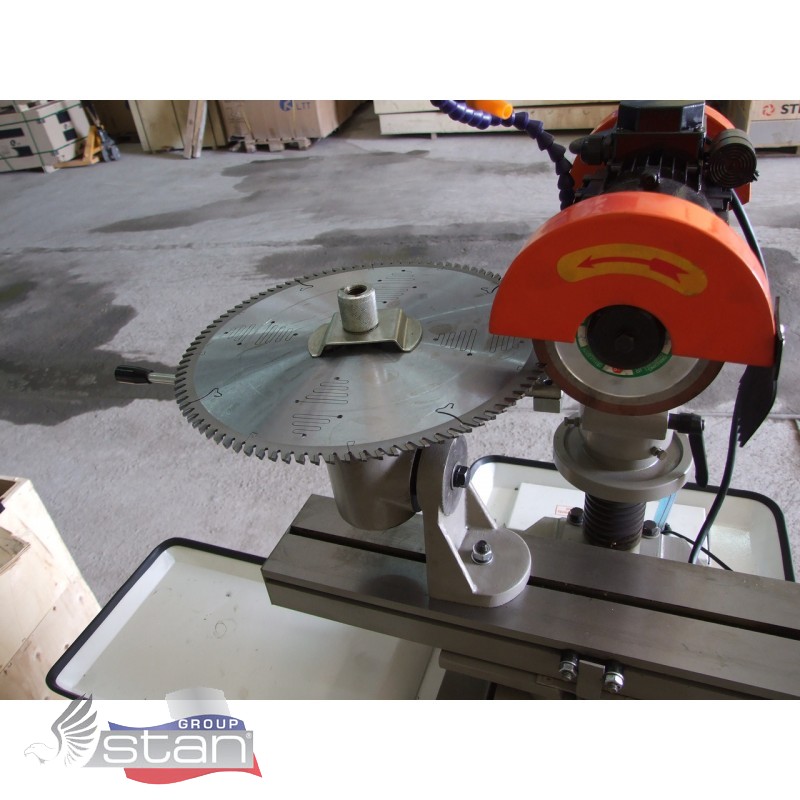
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.







Для тех кому интересна эта тема, ниже ссылка на продолжение.
Станок для заточки фрез по металлу: обзор моделей, самостоятельная сборка
Приспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
1 Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
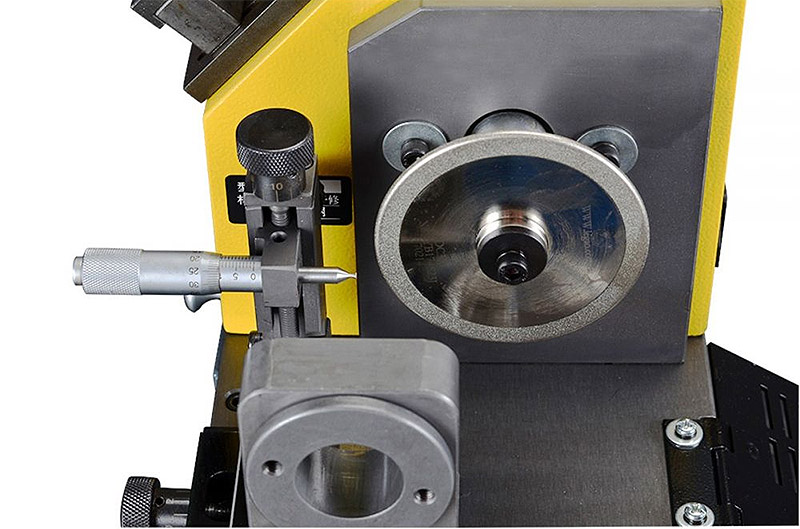
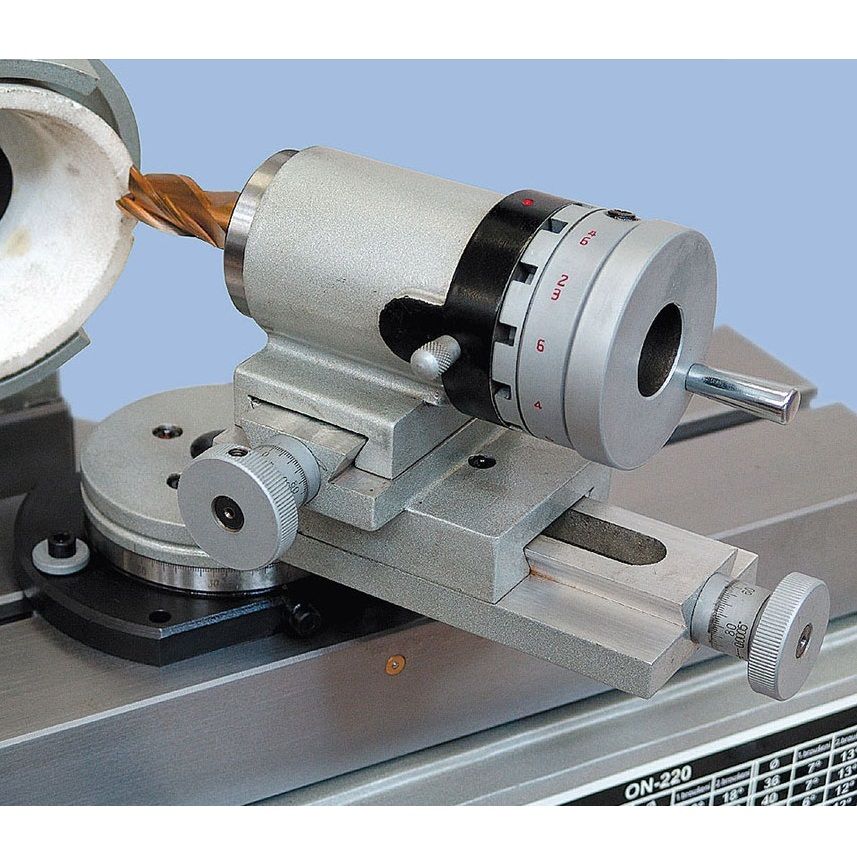
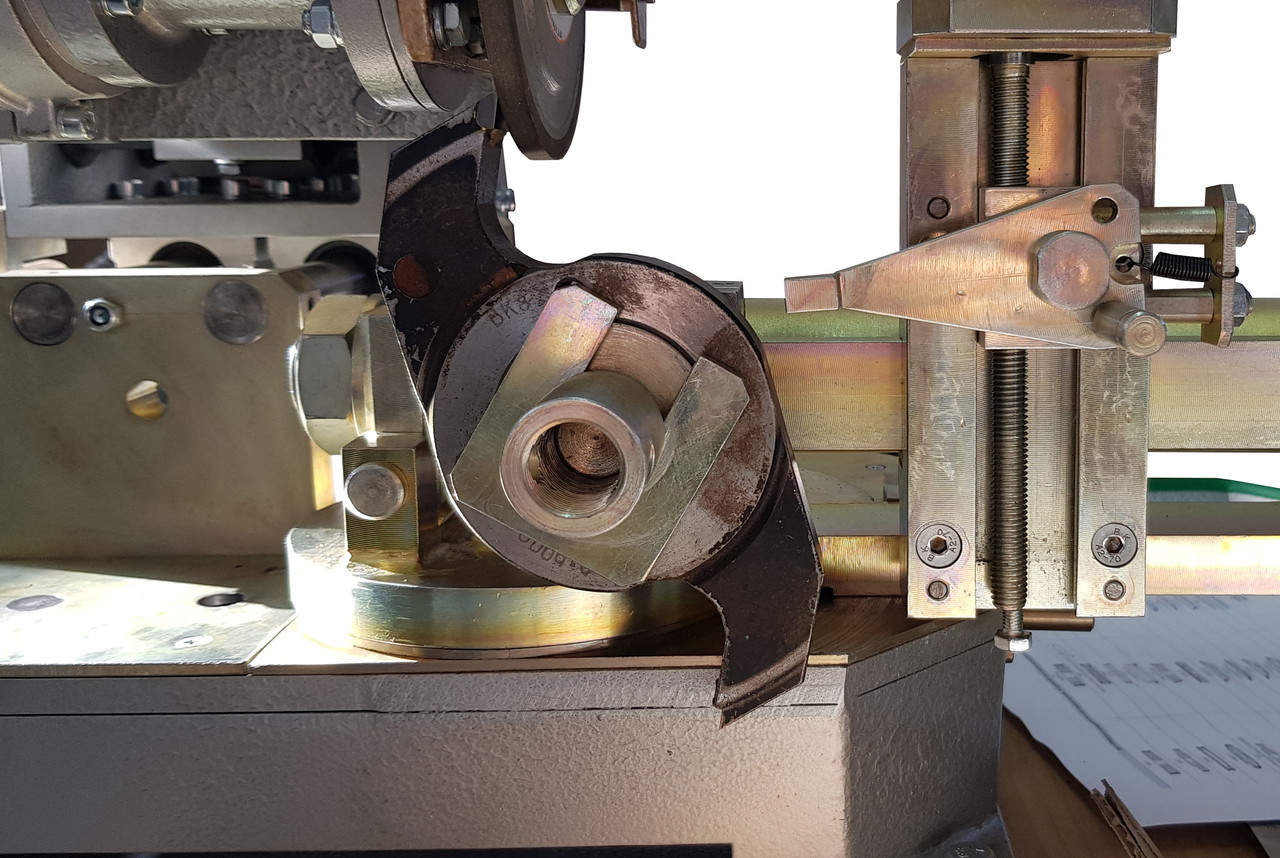
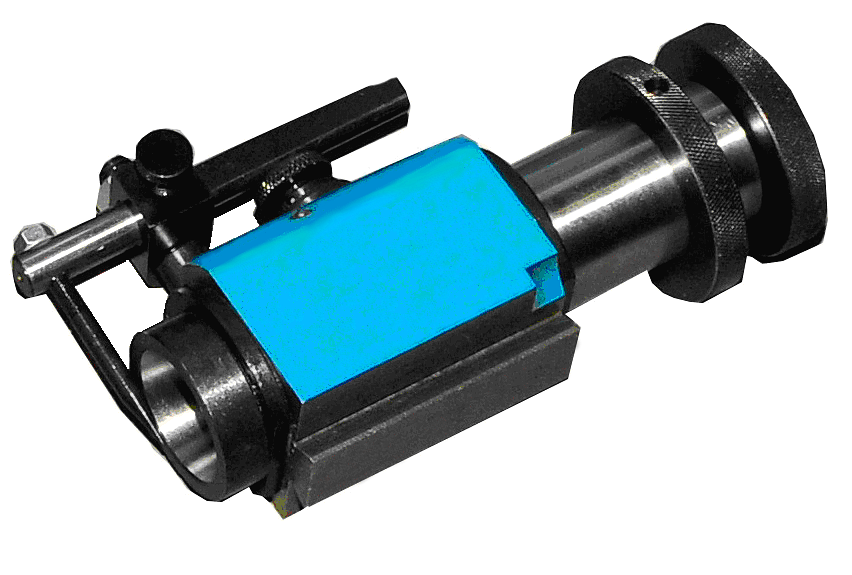
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
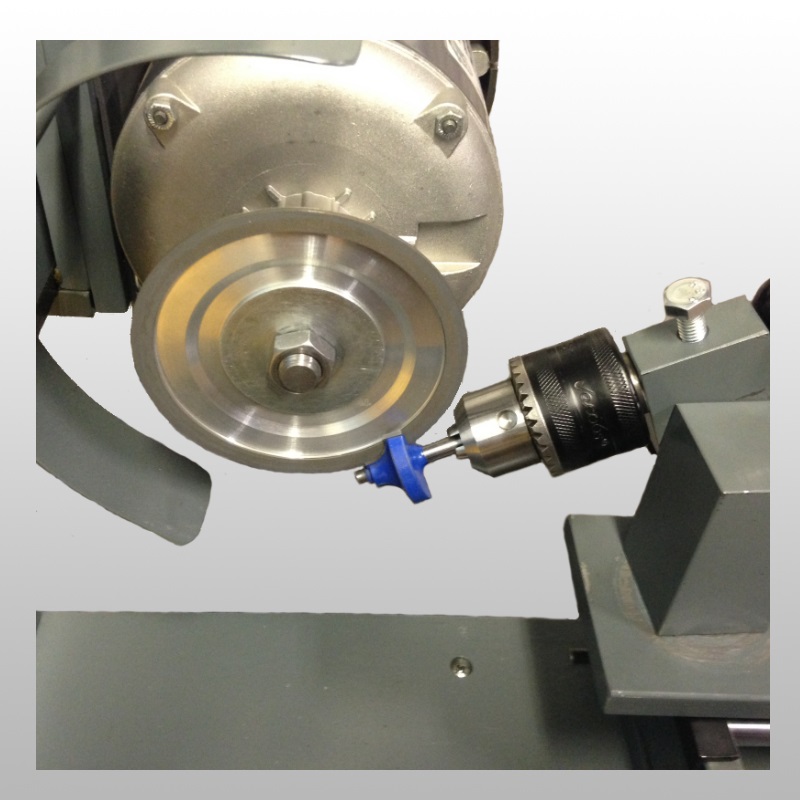
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Обзор видов
По своей спецификации заточные станки делятся на определенные категории.
Универсальные
Данные агрегаты применяются для заточки слесарного многолезвийного режущего инструментария. Они комплектуются обычным и специализированным вспомогательным оборудованием для установки, фиксации, обработки поверхностей разных типов режущего инструментария. Посредством этого оснащения можно производить заточку:
- метчиков;
- протяжек;
- зенкеров;
- головок зуборезных резцовых;
- разверток;
- долбяков и иного, имеющего массовое распространение режущего инструментария.
Узкоспециализированные
Эти машины служат для обработки сложных рабочих поверхностей, к примеру: поверхности червячных зуборезных фрез, сверл, циркулярных пил, иного специального инструментария. К описываемой группе принадлежат несколько видов заточных агрегатов.
- Для сверл. Посредством их можно производить операции как со сверлами любых видов, так и с пальчиковыми фрезами либо режущим инструментарием круглого типа. Агрегаты дают возможность точить инструментарий в масштабе диаметров от 2 до 18 мм. Они распространены в производствах, выпускающих продукцию мелкими сериями.
- Для резцов. Агрегаты дают возможность обрабатывать заменяемые либо несъемные твердосплавные пластины.
- Для фрез. Фрезы имеют самую разнообразную форму режущего сегмента. Для работы с ними практикуются абразивы из алмаза и эльбора, благодаря чему на них можно осуществлять заточку не только металлических, но и керамических фрез. В автоматическом агрегате встраивается инструмент для переноса контуров фрезы, что дает возможность осуществлять заточку фрез самой сложной конфигурации.
- Для ножей. Это имеющие узкую специализацию агрегаты, которые позволяют точить ножи для гильотин, дробильной, строгальной, лущильной оснастки с длиной рабочей части от 60 мм до 3 м. Функционируют они в режиме автоматического управления.
- Для циркулярных пил. Этот агрегат восстанавливает режущие функции пил либо фрез. Станки бывают нацелены на заточку по передней грани зубьев либо их боковых ребер.
- Для ленточных полотен. Агрегаты нужны для заточки инструментария длиной не больше 5 м 20 см и шириной рабочей части 50 мм. В них используются абразивы из алмаза и эльбора и магнитный стружкоулавливатель.
Контроль качества
Восстановив остроту режущих зубцов, фрезу тщательно осматривают. На глаз можно определить лишь зазубрины, сколы – например, при неправильном значении зернистости точильного абразива. Рассмотрите отточенную фрезу под лупой. Острия (зубцы) должны быть гладкими. Завод-изготовитель перед продажей шлифует фрезы, делая их почти идеальными, но практическое значение имеет не матовый блеск острия, а его применимость, соответствие заводскому допуску его технических характеристик.


Угол заточки спереди и сзади не должен отклоняться более чем на градус. Измерить правильный угол возможно лишь с помощью угломера 2-УРИ либо при помощи маятникового измерителя.
Последние, но не менее существенные параметры – смежное и противоположное биение. Первое – величина между соседними зубьями, второе – между противоположными зубцами. Торцевые фрезы обладают допусками в 40-60 мкм. Большее значение сразу же приведёт к появлению дестабилизирующей всю механику фрезера вибрации. Она скажется и на качестве обтачивания заготовок.

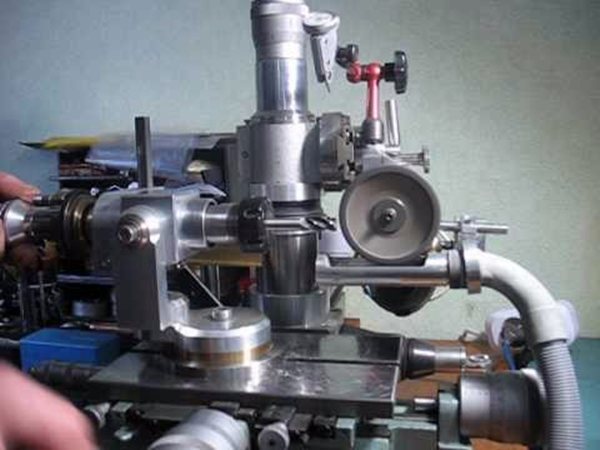
Особенности конструкции
Несмотря на то, что существует довольно много моделей станков, их конструкция несколько схожа. К особенностям типовой конструкции можно отнести:
- Основная часть корпуса представлена электродвигателем.
- При необходимости изменения частоты вращения может быть включена в конструкцию клиноременная передача.
- На валу закрепляется абразивный круг.
- Подставка необходима для закрепления обрабатываемого инструмента.
- Имеется блок с кнопкой включения или выключения оборудования, а также с элементами регулировки режимов работы.
Могут присутствовать и иные элементы.
Достоинства применения
Многие решают, стоит ли тратиться и приобретать специальные станки для заточки. Их использование можно определить следующим образом:
- Значительно ускоряется процесс: большая скорость вращения круга обуславливает ускорение процесса снятия необходимого слоя металла.
- Можно достигнуть более точного результата. Углы заточки имеют четкие приделы, без использования станков выдержать их практически невозможно.
- Качество проводимой работы значительно выше.
- Выполнить работу может даже неподготовленный мастер, так как работа практически полностью автоматизирована.
Станки используются в мастерских при среднем и крупносерийном производстве. Только в этом случае их покупка оправдана.
Недостатки применения
Также можно выделить и некоторые недостатки применения:
- Электрический привод потребляет довольно много энергии. При постоянном использовании затраты на оплату электроэнергии будут весьма большими.
- Стоимость станков весьма велика. При этом отметим, что цена зависит как от основных эксплуатационных показателей, так и от того, какая фирма является производителем.
- Нужно проводить постоянное обслуживание оборудования для поддержания его в надлежащем состоянии.
- Нужно найти место для установки оборудования и правильно оснастить его. Некоторые модели требуют жесткого крепления.
Подобные недостатки можно выделить при рассмотрении заточных станков.
В заключение отметим, что существует довольно много видов фрез, каждый обладает определенными качествами, которые стоит учитывать. Именно поэтому следует приобретать не специализированный, а именно универсальный вариант исполнения заточного станка.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.

Правила безопасности
Не продолжайте работать на затупленных фрезах. Есть риск повредить обтачиваемые заготовки, необратимо проточить зубья фрезы до их полного истирания, а также «загнать» станок на износ.







Не приступайте к обточке затупленных резаков, не выставив угол обточки зубцов – и не установив точильный круг с требуемой зернистостью. Если такого круга нет – лучше подождать, пока не приобретёте нужный.

Если доступа к затачивающему станку нет, а дальнейшая работа не терпит простоя – воспользуйтесь подручными средствами
Обтачивая фрезу вручную, действуйте крайне осторожно, чтобы не «переточить» ни один из зубьев
Если зубья стёрлись настолько, что обточка с использованием любых приспособлений не даст существенной эффективности дальнейшей работы, то поменяйте изношенный резак на новый.
Не пытайтесь обточить алмазную фрезу на оборудовании с обычными точильными кругами. Толку здесь не будет никакого, зато сам круг сточится. Дело в том, что алмаз существенно твёрже точильного диска.
Победитовые фрезы обтачиваются только на дисках с алмазным напылением. Обточить победитовые зубцы на дисках из карбида или электрокорунда весьма затруднительно – заточка резака займёт значительно больше времени, чем это обычно требуется, а сам круг будет заметно проточен.


Избегайте применения фрез-подделок. Обтачивать их предстояло бы после каждого сеанса работы с одной или несколькими деталями – и это в лучшем случае. Резаки из чёрной стали, не содержащей легирующих присадок, не закалённой дополнительно, пригодны разве что для обработки дерева и пластика. Отрезные изделия по дереву, рассчитанные для ручного фрезера, подделывают чаще, чем резаки по металлу.


Алмазные резаки всех видов и разновидностей, включая торцевые, проходят контроль со стороны эксперта. При необходимости тот поспособствует повторному нанесению ранее утраченной алмазной крошки. Если изделие децентровано настолько, что даже после восстановления оно будет «бить» фрезер во все стороны, то сам резак должен быть заменен, невзирая на его сравнительно высокую цену.
Детальнее о том, как заточить фрезу, смотрите в следующем видео.
Технические характеристики
При выборе станков для заточки фрез следует обратить особое внимание на технические характеристики. К основным показателям можно отнести:
- Рабочее напряжение. Многие модели работают от стандартной сети 220 Вольт. Варианты исполнения с большим показателем мощности работают при мощности 380 Вольт.
- Потребительская мощность также является важным показателем. Она может варьировать в диапазоне от 200 до 5 000 Ватт.
- Скорость вращения шпинделя без нагрузки. Этот показатель может варьировать в пределе от 900 до 3 000 об/мин.
- Точность, с которой можно провести заточку фрез. Показатель точности зачастую зависит от конструктивных особенностей модели.
- Скорость подачи абразивного материала.
- Тип подачи: механический и электрический. Некоторые модели имеют электрический привод, другие механический. Электрический вариант исполнения значительно делает конструкцию дороже, механический требует определенных навыков от мастера.
- Диапазон проведения угла заточки. Угол можно назвать наиболее важным показателем. Режущая кромка образуется двумя плоскостями, расположенными под определенным углом.
- Наличие специальных водяных ванн, которые позволяют охладить абразивный материал во время работы станка. Повышение температуры абразивного материала может привести к значительному нагреву режущей кромки, из-за чего она изменит свои эксплуатационные качества.
- Наличие вентиляции. Во время заострения происходит снятие слоя металла с фрез, а также отлетает абразивный материал. Этот момент определяет засорение рабочего места, и система вентиляции позволит поддерживать оборудование в чистоте.
- Показатель шума при работе. Привод и двигатель на момент работы издают шум. Высокий показатель шума значительно усложняет работу.
- Наличие защитного кожуха. Во время заострения отлетает абразивная стружка и металл, которые могут попасть в глаза. Именно защитный кожух защищает мастера от стружки и абразивной крошки.
По компоновке станки для заточки фрез бывают настолько и напольного исполнения. Традиционный привод предусматривает использование электродвигателя и клиноременной передачи.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Все фото из статьи
Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Типы фрез по способу заточки
По способу заточки все фрезы, применяемые в деревообработке, можно разделить на две подгруппы:
- Острозаточенные фрезы — фрезы, передняя и задняя поверхность которых образована плоскостями. Острозаточенные фрезы перетачиваются путём плоскопараллельного перемещения абразивного инструмента относительно передней поверхности фрезы. При заточке острозаточенной фрезы с её передней поверхности снимается определённый объём металла, заключенный в некоторый параллепипед. При переточках острозаточенной фрезы её передний угол не меняется.
- Затылованные фрезы — фрезы, задняя поверхность которых выполнена по спирали Архимеда. При заточке затылованной фрезы с её передней поверхности снимается определённый объём металла, заключённый в некоторую усечённую пирамиду. При заточках затылованной фрезы её передний угол меняется.
Заточка фрез – это восстановление режущих свойств, утраченных в результате износа. Производители выпускают огромное количество типов фрез с необходимыми размерами, работающих по разным материалам. Будь то фрезы для древесины или по металлу, им необходима своевременная и умелая заточка для долгой службы.
Для фрез характерна большая протяжённость краевой линии режущей части и их непростая форма. В процессе их заточки нужно совершить движение точильного приспособления точно по краю.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки
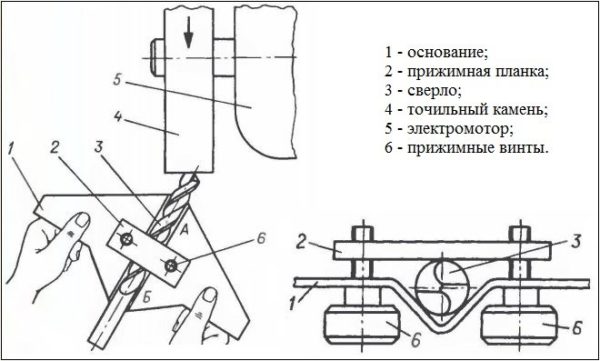
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.

Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.







Сведения о производителе заточного станка 3662
Производитель заточного станка для червячных фрез 3662 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
- 3А64 — станок заточной универсальный Ø 250 х 650
- 3А64М — станок заточной универсальный Ø 250 х 650
- 3А64Д — станок заточной универсальный Ø 250 х 600
- 3А662 — станок заточной для червячных фрез полуавтомат Ø 200 х 280
- 3Б642 — станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3В642 — станок заточной универсальный Ø 250 х 630
- 3Д641Е станок заточной универсальный с гидравлическим приводом Ø 200 х 400
- 3Д642Е — станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3Е642 — станок заточной универсальный Ø 250 х 630
- 3Е642Е — станок заточной универсальный с гидравлическим приводом Ø 250 х 500
- 3М642 — станок заточной универсальный Ø 250 х 500
- 3Д692 — станок заточной универсальный для дисковых пил полуавтомат Ø 275..1430
- 3Е692 — станок заточной универсальный для дисковых пил полуавтомат Ø 250..1430
- 3662 — станок заточной для червячных фрез полуавтомат Ø 125 х 200
- ВЗ-318, ВЗ-318Е — станок заточной универсальный Ø 200 х 500
- ВЗ-818, ВЗ-818Е — станок заточной универсальный Ø 200 х 500
- ВЗ-319 — станок заточной универсальный настольный Ø 100 х 200
- БДС-4 — cтанок комбинированный по дереву
- БДС-5 — cтанок комбинированный по дереву
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H
(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).

При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.





