

Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
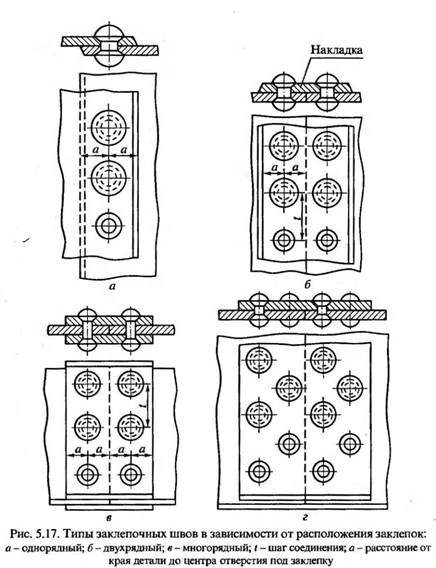
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Из какого материала должна быть заклепка
Заклепки обычно берут из того же материала, что и соединяемые детали — это позволяет избежать электрохимической коррозии
Обращают внимание и на прочностные характеристики. Но, как правило, при соединении алюминиевых деталей, прочности алюминиевых метизов достаточно
Вообще, заклепки делают из таких металлов:
сталь:
- обычная — марок Ст2, Ст3, Ст10;
- коррозионностойкая Х18Н9Т;
- оцинкованная;
Читать также: Как проверить якорь генератора ваз 2107
При соединении медных деталей допустима установка латуни и меди. Алюминий соединяют алюминиевыми сплавами. Стальные листы — соответствующими марками стальных заклепок. Есть также смешанные метизы — из двух разных металлов (химически не конфликтующих). Чаще всего встречаются алюминиево-стальные.
Для установки фасадных элементов, откосов, отливов, металлочерепицы и профлиста, используются обычно вытяжные заклепки из оцинкованной окрашенной стали. Окраска — в тон с деталями.
Заклёпка вытяжная стальная
со стандартным буртиком ST/ST – сталь/ сталь. Размеры стальных вытяжных заклёпок от 3.0 х 6 до 6.4 х 45 мм. Они применяются для создания неразъемных соединений тонколистовых материалов. С помощью заклёпочника установка заклёпок возможна при доступе только с одной стороны материала.Характеристики и размеры вытяжных стальных заклёпок со стандартным буртиком ST/ST




| Размер заклёпки | d | dk | K | R max | d1 | L1 | Усилие на разрыв N | Усилие на срез N |
| 3.0 | 3.0 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08 -0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08 -0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08 -0.15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
Толщина соединяемых материалов и размер отверстия под заклёпку в мм
| Размер заклёпки | Толщина соединяемых материалов | Диаметр бортика | Диаметр отверстия |
| 3.0 x 6 | 1.5 – 3.5 | 6.5 | 3.1 – 3.2 |
| 3.0 x 8 | 3.5 – 5.5 | ||
| 3.0 x 10 | 5.5 – 7.0 | ||
| 3.0 x 12 | 7.0 – 9.0 | ||
| 3.0 x 14 | 9.0 – 11.0 | ||
| 3.0 x 16 | 11.0 – 13.0 | ||
| 3.0 x 18 | 13.0 – 15.0 | ||
| 3.0 x 20 | 15.0 – 17.0 | ||
| 3.2 x 6 | 1.5 – 3.5 | 6.5 | 3.3 – 3.4 |
| 3.2 x 8 | 3.5 – 5.0 | ||
| 3.2 x 10 | 5.0 – 7.0 | ||
| 3.2 x 12 | 7.0 – 9.0 | ||
| 3.2 x 14 | 9.0 – 11.0 | ||
| 3.2 x 16 | 11.0 – 13.0 | ||
| 3.2 x 18 | 13.0 – 15.0 | ||
| 3.2 x 20 | 15.0 – 17.0 | ||
| 3.2 x 25 | 20.0 – 22.0 | ||
| 4.0 x 6 | 1.5 – 3.0 | 8.0 | 4.1 – 4.2 |
| 4.0 x 8 | 3.0 – 5.0 | ||
| 4.0 x 10 | 5.0 – 6.5 | ||
| 4.0 x 12 | 6.5 – 8.5 | ||
| 4.0 x 14 | 8.5 – 10.5 | ||
| 4.0 x 16 | 10.5 – 12.5 | ||
| 4.0 x 18 | 12.5 – 14.5 | ||
| 4.0 x 20 | 14.5 – 16.5 | ||
| 4.0 x 22 | 16.5 – 18.0 | ||
| 4.0 x 25 | 18.0 – 21.5 | ||
| 4.0 x 26 | 18.5 – 22.5 | ||
| 4.0 x 28 | 21.5 – 24.0 | ||
| 4.0 x 30 | 21.5 – 26.0 | ||
| 4.8 x 6 | 1.0 – 3.0 | 9.5 | 4.9 – 5.0 |
| 4.8 x 8 | 3.0 – 4.5 | ||
| 4.8 x 10 | 4.5 – 6.0 | ||
| 4.8 x 12 | 6.0 – 8.0 | ||
| 4.8 x 14 | 8.0 – 10.0 | ||
| 4.8 x 16 | 10.0 – 12.0 | ||
| 4.8 x 18 | 12.0 – 14.0 | ||
| 4.8 x 20 | 14.0 – 16.0 | ||
| 4.8 x 22 | 16.0 – 18.0 | ||
| 4.8 x 23 | 16.5 – 19.0 | ||
| 4.8 x 24 | 17.0 – 20.0 | ||
| 4.8 x 25 | 18.0 – 21.0 | ||
| 4.8 x 28 | 21.0 – 23.5 | ||
| 4.8 x 30 | 23.0 – 25.0 | ||
| 4.8 x 32 | 25.0 – 27.0 | ||
| 4.8 x 35 | 25.0 – 30.0 | ||
| 4.8 x 40 | 30,0 – 35.0 | ||
| 4.8 x 50 | 40,0 – 45.0 | ||
| 5.0 x 6 | 0.5 – 2.5 | 9.5 | 5.1 – 5.2 |
| 5.0 x 8 | 2.5 – 4.5 | ||
| 5.0 x 10 | 4.5 – 6.0 | ||
| 5.0 x 12 | 6.0 – 8.0 | ||
| 5.0 x 14 | 8.0 – 10.0 | ||
| 5.0 x 16 | 10.0 – 12.0 | ||
| 5.0 x 18 | 12.0 – 14.0 | ||
| 5.0 x 21 | 14.0 – 17.0 | ||
| 5.0 x 25 | 17.0 – 20.0 | ||
| 5.0 x 27 | 20.0 – 23.0 | ||
| 5.0 x 30 | 23.0 – 25.0 | ||
| 6.0 x 8 | 2.0 – 4.0 | 12.0 | 6.1 – 6.2 |
| 6.0 x 10 | 4.0 – 6.0 | ||
| 6.0 x 12 | 6.0 – 8.0 | ||
| 6.0 x 14 | 7.0 – 9.0 | ||
| 6.0 x 16 | 9.0 – 11.0 | ||
| 6.0 x 18 | 11.0 – 13.0 | ||
| 6.0 x 22 | 13.0 – 17.0 | ||
| 6.0 x 26 | 17.0 – 20.0 | ||
| 6.0 x 30 | 20.0 – 24.0 | ||
| 6.4 x 8 | 2.0 – 4.0 | 13.0 | 6.5 – 6.6 |
| 6.4 x 10 | 2.0 – 5.0 | ||
| 6.4 x 12 | 4.0 – 6.0 | ||
| 6.4 x 14 | 6.0 – 8.0 | ||
| 6.4 x 16 | 8.0 – 11.0 | ||
| 6.4 x 18 | 9.0 – 13.0 | ||
| 6.4 x 20 | 11.0 – 15.0 | ||
| 6.4 x 22 | 13.0 – 16.0 | ||
| 6.4 x 25 | 15.0 – 19.0 | ||
| 6.4 x 26 | 16.0 – 20.0 | ||
| 6.4 x 28 | 17.0 – 22.0 | ||
| 6.4 x 30 | 18.0 – 24.0 | ||
| 6.4 x 32 | 22.0 – 26.0 | ||
| 6.4 x 35 | 24.0 – 30.0 | ||
| 6.4 x 40 | 30.0 – 35.0 | ||
| 6.4 x 45 | 35.0 – 40.0 |
Вы можете заказать и купить стальные вытяжные заклёпки любых размеров по оптовым ценам.
192007, Санкт-Петербург, ул. Курская, 27
Торговый Дом Нева продает оптом крепёж стандартов DIN, ГОСТ, оцинкованные метизы и высокопрочные крепёжные изделия. Поставки строительного крепежа осуществляются во все регионы России.
В промышленности одной из основных операций является соединение элементов конструкций и деталей.
Одним из способов является соединение с помощью заклепок. Он используется, когда нет возможности выполнить сварку элементов конструкций, и имеет много преимуществ перед ней. Для выполнения такой технологии существует специальный инструмент для клепания заклепок.
Заклепочник своими руками
Если установка резьбовых элементов требуется по долгу службы или работы, тогда есть смысл приобрести заводское изделие, которое работает от усилия рук или на основе пневматического механизма. В большинстве ситуаций установка таких заклепок требуется довольно редко, поэтому можно собрать заклепочник своими руками.
На основе болта

Для сборки всей конструкции потребуется болт по образцу того, что показан на фото выше. Его можно взять из коленчатого вала автомобильного двигателя. Диаметр болта должен быть таким, чтобы внутри него можно было просверлить отверстие, через которое будет вставлен другой болт с размером резьбы, который будет соответствовать той, что используется в заклепке. Длина второго болта должна быть минимум 100 мм. Длина его резьбы должна быть как можно большей, при необходимости ее дополнительно можно дорезать леркой.

Дополнительно потребуется гайка, которая будет свободно накручиваться на резьбу болта с большим диаметром, а также разборной подшипник. Внутренний диаметр подшипника должен быть таким, чтобы в него свободно мог проходить болт большой длины, который будет использоваться для зажима. Конструкция собирается довольно просто. Для этого необходимо длинный болт вставить внутрь большего по диаметру. На большой болт накручивается гайка, а на резьбу длинного болта надевается разборной подшипник.
На длинный болт накручивается заклепка, которая должна быть установлена в отверстие. Для работы потребуется два ключа. Один из них будет удерживать гайку, а второй должен вращать болт. Упростить задачу можно тем, чтобы приварить к гайке рукоятку. Болт вращается до тех пор, пока упор не станет значительным. Слишком усердствовать не стоит. Как только результат будет достигнут, необходимо выкрутить длинный болт. Подшипник в этом случае является стабилизатором, который предотвращает закусывание болта внутри конструкции. Видео об этом заклепочнике есть ниже.
Обратите внимание! Недостатком такой конструкции является необходимость наличия нескольких болтов для заклепок с различной резьбой
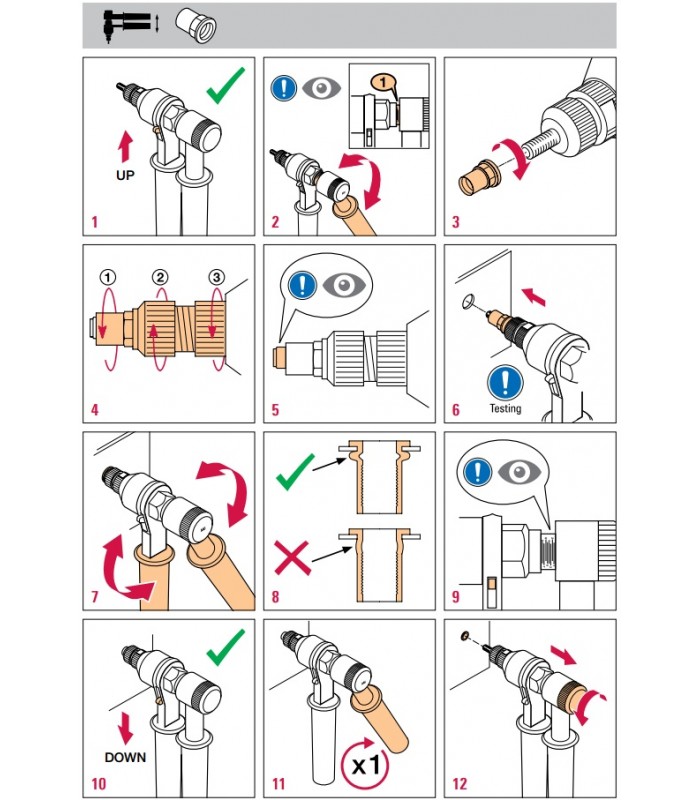
Заклепочник резьбовой принцип его работы пошаговая инструкция
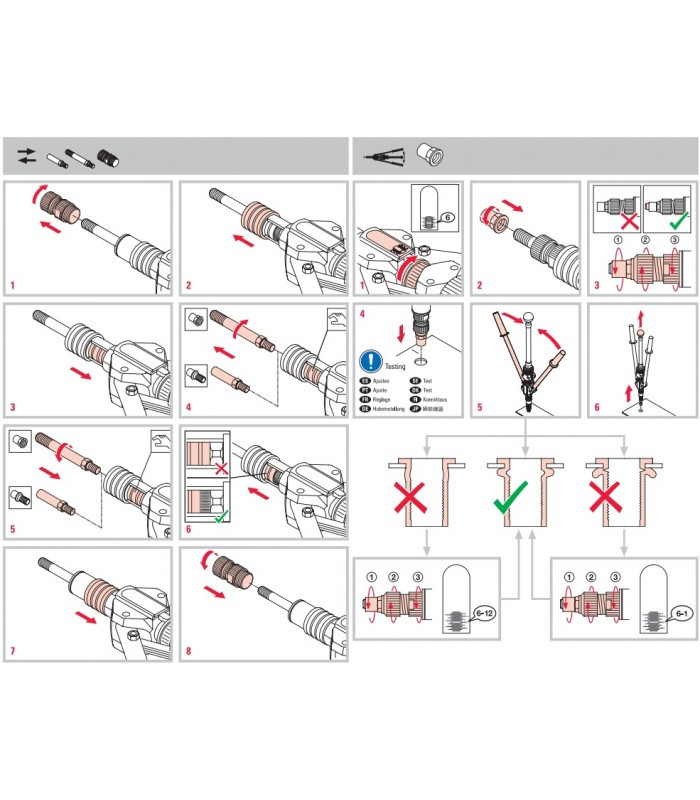
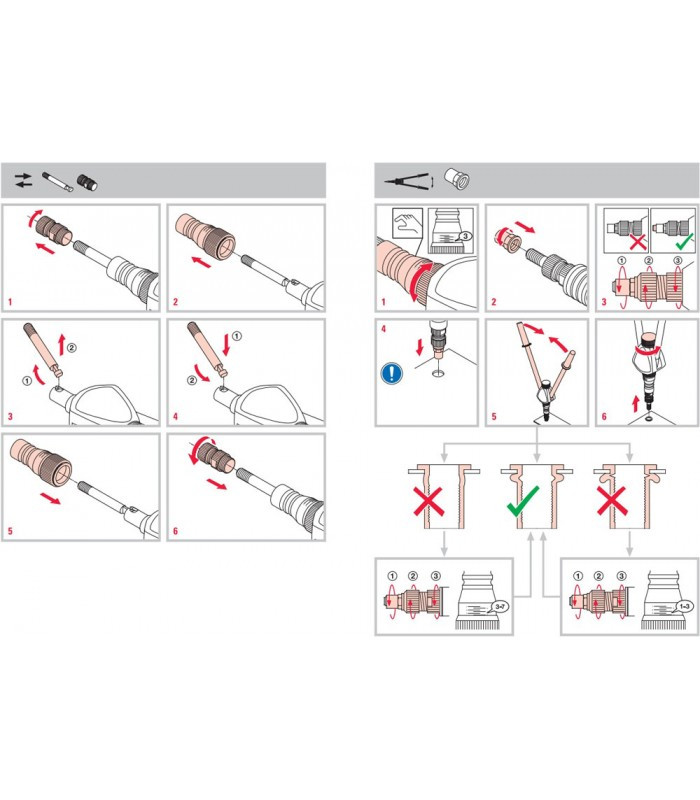
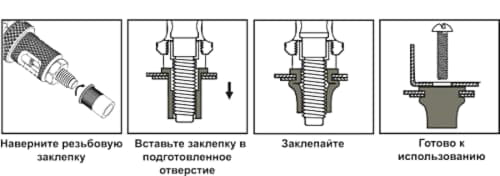
Самое надежное соединение обеспечивается при помощи резьбовых устройств. Принцип их работы достаточно простой, однако вызывает некоторое неудобство — каждую заклепку перед применением необходимо накрутить на концевую часть инструмента. Инструкция, как работают резьбовые приборы, имеет следующий вид:
- Первоначально необходимо просверлить отверстие соответствующего диаметра в листовой стали — от 3 до 14 мм или М3-М14
- Установить в головку инструмента соответствующего диаметра резьбовой наконечник (стержень)
- Накрутить на наконечник резьбовую бобышку до упора
- Установить заклепку в отверстия соединяемых элементов
- Произвести заклепывание путем воздействия на рычаги (свести их друг с другом)
- Далее для разъединения инструмента с полученным соединением понадобится произвести его вывинчивание
- После этого соединение готово к применению, и в него можно вкрутить соответствующего диаметра болт
Для наглядности ниже представлено видео, на котором видно, что представляет собой резьбовой инструмент, и как происходит его применение.
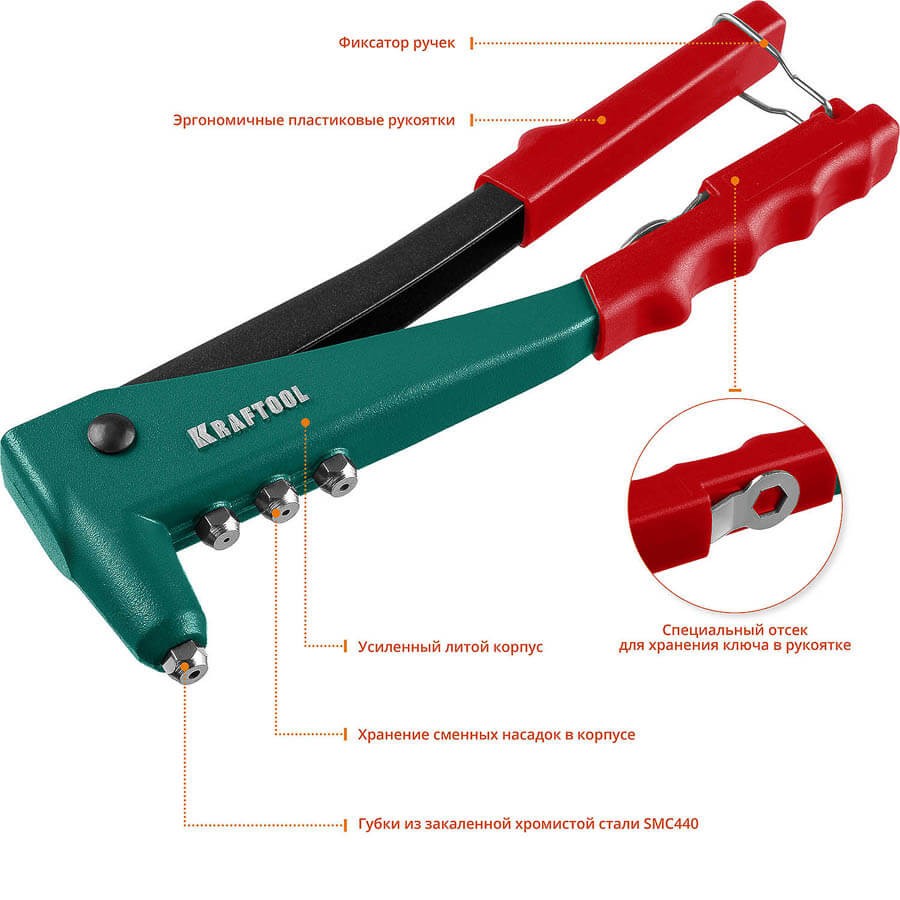
Виды ручных (механических) заклепочников
Есть три вида ручных установщиков заклепок:
одноручные; двуручные; гармошка.
Одноручные предназначены для крепежа небольшого размера — до 5 мм. Отличаются тем, что рабочие ручки у них под углом 90° к оси установки. То есть, рукоятки направлены вниз. Удобно тем, что работать можно одной рукой. Недостаток — небольшой «диапазон» размеров, с которыми может работать устройство.
Двуручные отличаются большими размерами, устанавливать ими можно и заклепки больших диаметров — до 8 мм. Отличить можно по виду — длинные ручки, которые находятся в одной плоскости с рабочими губками. Выбирать двуручный заклепочник имеет смысл в том случае, если планируется использовать заклепки большого диаметра.

Виды ручных заклепочников: одноручный, двуручный, гармошка
Механические заклепочники «гармошка» чаще применяются с крепежом больших размеров. Наличие той самой «гармошки» позволяют устанавливать крупноразмерный крепеж прилагая меньше усилий. Такое устройство обычно имеет более дорогой инструмент, его чаще применяют профессионалы.
Выбрать тип ручного заклепочника не слишком сложно. Если вам нужна надежная машинка, выбирайте из двуручных моделей. Их устройство проще, там ломаться почти нечему. При нормальном качестве они неубиваемые. Если вы ставить будете только мелкий крепеж — не больше 2-3 мм, то целесообразнее брать одноручный. Им работать удобнее.
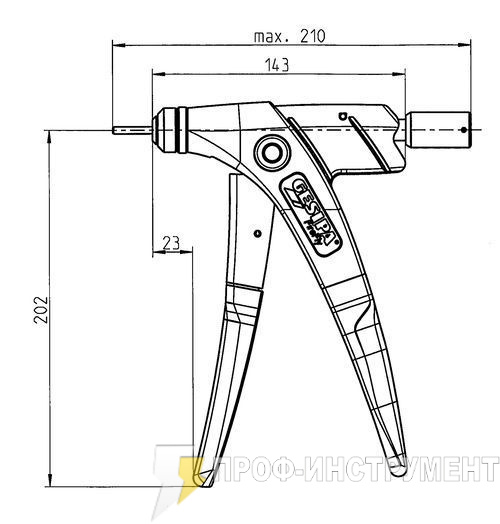
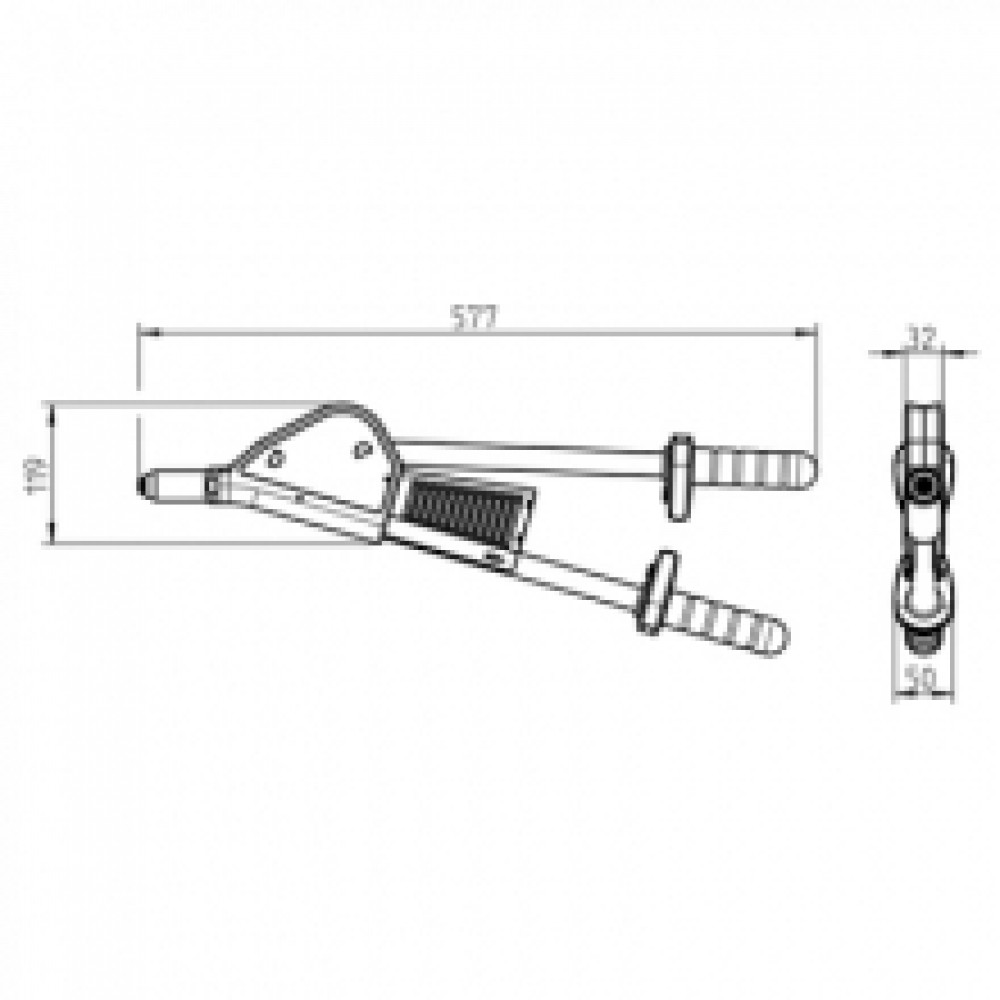
Резьбовой заклепочник или гайкоклеп его плюсы и минусы
Это специальный вид заклепочников, который предназначен для работы с резьбовыми клепками. Такой вид инструмента обеспечивает более надежное соединение, а также дополнительно позволяет его усилить за счет использования болтов. Резьбовое соединение в итоге получается неразъемным. Отверстие после соединения имеет внутреннюю резьбу. Принцип работы резьбовых заклепочников основывается на том, что на головку инструмента (стержень или резьбовая часть) накручивается клепка с резьбой. После этого клепка, закрепленная на инструменте, вставляется в отверстие, и осуществляется сжимание рукояток. При сжатии рукояток происходит сминание или развальцовка с противоположной стороны клепки, в результате чего формируется шляпка.

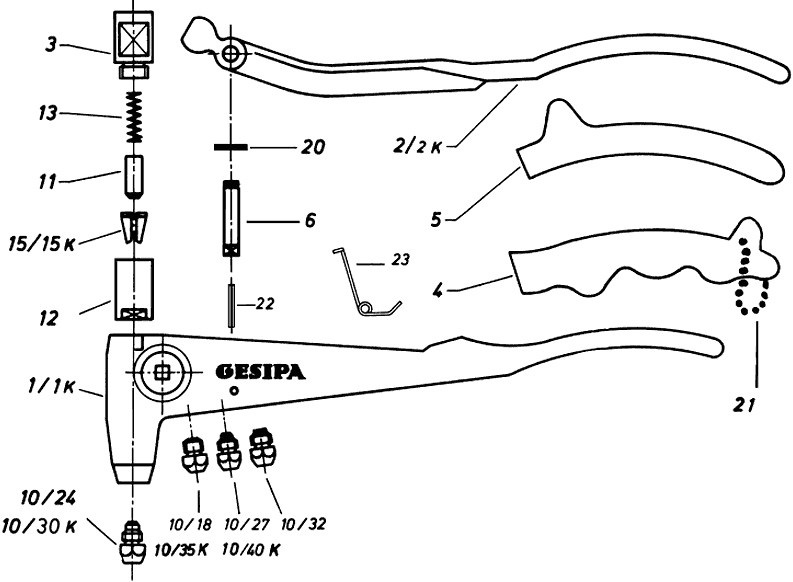
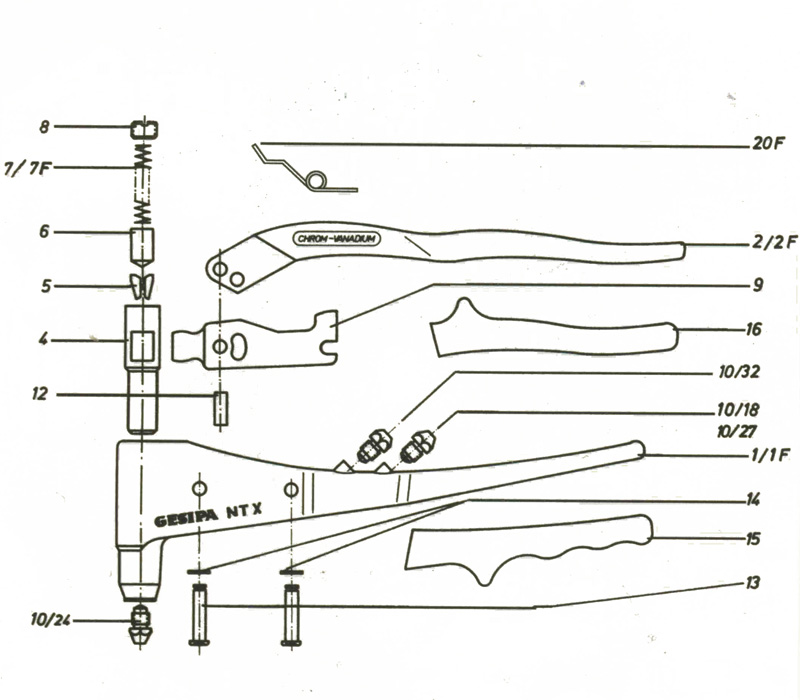
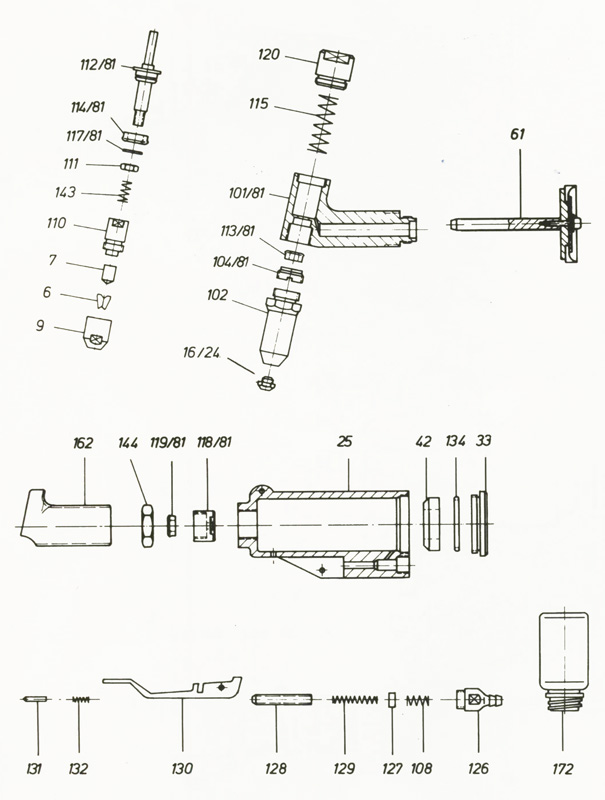
Конструкция резьбового заклепочника представлена на фото. Такой вид инструмента относится к категории мощных, и поэтому чем больше размер заклепки, тем больше усилий необходимо прилагать оператору, чтобы выполнить соединение. К достоинствам таких устройств относится высокое качество соединения, усилить которое можно болтовым элементом. Кроме того, плюсом является возможность использования клепок разного размера, что также влияет на качество соединения. Недостатков у таких инструментов больше, и проявляются они по таким факторам:






- Высокая стоимость инструмента более 2500 тысяч рублей
- Необходимость прикладывания большого физического усилия, которое возрастает в зависимости от диаметра клепки
- Невысокая скорость соединения, так как предварительно клепку необходимо накрутить на резьбовой наконечник инструмента, а после соединения, выкрутить прибор
- Высокая стоимость не только инструмента, но и заклепок
Выбирать резьбовой заклепочник рационально только тогда, когда необходимо обеспечить надежное соединение листовой стали, а также при наличии отверстий большого диаметра. Наличие отверстий в местах соединения позволяет крепить полученную конструкцию.
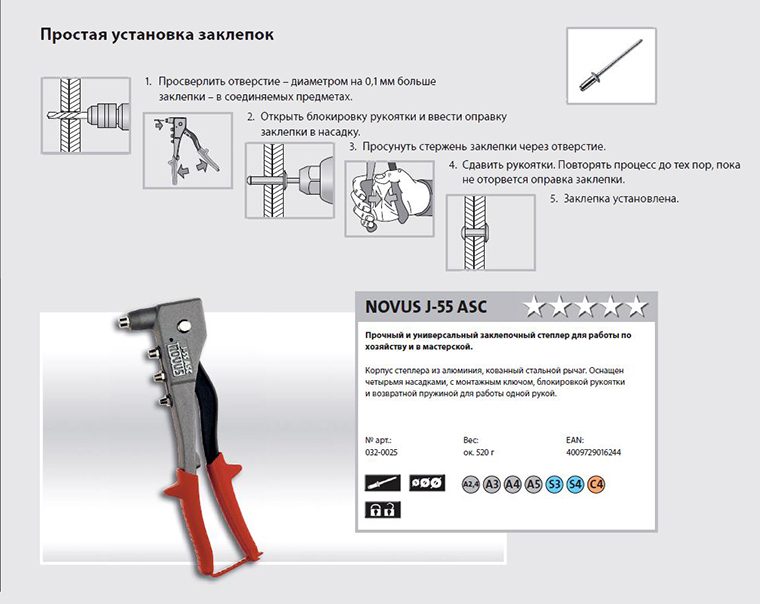
Как правильно ставить заклепки
Необходимо надежно зафиксировать соединяемые заготовки. Иногда полезно воспользоваться магнитом;
Просверлить отверстие, немного превышающее диаметр тела заклепки
Например, для клепки 4,8 мм – достаточно отверстия 5 мм; ВАЖНО! Если заклепка без потайного бортика – зенковка отверстия не производится.
Установить расходник в отверстие, не смещая заготовки, друг относительно друга;
Накрутить на инструмент головку, соответствующую диаметру стержня;
Насадить заклепочник до самого бортика, и произвести сжатие рукояток. На коротких клепках возможен отрыв стержня с первого подхода
Если этого не произошло – снова насадите головку до бортика и повторите сжатие. Возможно, надо будет сделать несколько подходов. Это нормально;
ВАЖНО! Нельзя оставлять стержень в заклепке, и отламывать его дополнительным инструментом. Это свидетельствует о неправильно выполненном процессе
Стержень может застрять в цанговой втулке. Его можно выбить выколоткой, или же достать, разобрав цанговый механизм.
Принцип работы заклепочника – пошаговая схема
Шаг 1: Готовим детали и инструмент
Берем скрепляемые детали, прикладываем их нужным образом друг к другу, лучше даже в этот момент их закрепить, чтоб не съехали, и сверлим отверстие в нужном месте. В заклепочнике находим гильзу подходящего размера, чтобы соответствовала диаметру стержня заклепки. Вставляем ее в инструмент, фиксируем все это гаечным ключом. Заклепку стержнем вставляем в установленную гильзу, теперь все готово к работе.
Шаг 2: Установка заклепки
Вставляем кончик заклепки в отверстие, проверяем, чтобы с другой стороны ее головка выглядывала хотя бы на 1 см, больше – можно, но бесполезно, меньше – очень нежелательно. Немного надавливаем на заклепочник, чтобы он плотно прижался к поверхности головки, и сжимаем рычаги несколько раз, чтобы оборвалась ножка. Почувствовав отсутствие сопротивления, убираем инструмент. Заклепка готова!
Расходные материалы
Металл, из которого изготавливаются заклепки – зависит от материала соединяемых заготовок. Это может быть сталь, нержавейка, медь, алюминий. Речь идет о материале втулки. Вытяжной стержень изготавливается из стали. Чаще всего применяются алюминиевые втулки. Легкий металл легко деформируется при установке, и не подвержен коррозии.
Как правило, вытяжные заклепки не подвергаются силовому воздействию, то есть они предназначены для соединения деталей, которые не будут находиться под нагрузкой. Поэтому диаметр подбирается минимально возможный, для обеспечения прочности.
На иллюстрации видны основные размеры, которые необходимо учитывать перед покупкой.
К тому же проверьте, подходит ли набор головок вашего инструмента под диаметр клепок. От диаметра тела заклепки зависит прочность соединения. Однако злоупотреблять его величиной не стоит. Слишком крупные отверстия снижают прочность самой заготовки, да и выглядят не эстетично.
Следующий важный размер – длина тела заклепки. Слишком много металла, торчащего над соединяемыми заготовками – не только занимают место, но и снижают прочность соединения. Согласно установившейся практике – длина расклепываемой части не должна превышать 1-1,5 диаметра заклепки. Тогда соединение получается прочным и красивым.
ВАЖНО! Длина головки сердечника не учитывается при определении общего размера. Размер и длина сердечника в принципе не имеют значения
Главное – совместимость с головками инструмента. Общая длина тела заклепки, может быть какой угодно. Возможно, вам понадобится соединить достаточно толстые половинки
Размер и длина сердечника в принципе не имеют значения. Главное – совместимость с головками инструмента. Общая длина тела заклепки, может быть какой угодно. Возможно, вам понадобится соединить достаточно толстые половинки.
ВАЖНО! Длина расклепываемой части заклепки, не связана с общей ее длиной
Демонтаж вытяжной заклёпки
Все знают, что заклёпка — это одноразовая крепёжная деталь, которая используется для надёжного скрепления двух и более элементов. По ряду причин могут возникнуть ситуации, когда нужно расклепать заклёпку. В этом случае на помощь придут только подручные инструменты, так как специализированного устройства не существует.
Начинать расклёпку нужно с удаления кольца, которое образовалось в момент фиксации крепежа. Если у мастера есть такая возможность, в момент сжатия материала конструкции необходимо вставить полотно пилки по металлу. В этом случае крепёж можно будет срезать, а шпиль снять, вытащив за стержень. Если же срезать или спилить не получается, тогда можно применить проверенный годами способ — сверло.
Как показывает практика, потайное кольцо можно удалить только высверливанием, а головки аккуратно сбить молотком. Стоит учесть, что этот способ применим только в том случае, если прочность скреплённого материала больше, чем у самых креплений. Помимо этого, сама процедура считается травмоопасной, так как существует большой риск повредить пальцы рук.
Самое надежное соединение деталей
Иногда из-за особенностей конструкции невозможно передвинуть место соединения. В этом случае может помочь специальная наставка, которую закрепляют со стороны головки. При выборе размера и веса наставки нужно учитывать толщину соединения, а также материал заклепок. После этого можно начинать расклепку свободной стороны.
Оптимально, чтобы соединительный металл заполнил все пространство выполненного отверстия, и из каждой из сторон появились шляпки, которые и должны фиксировать детали. К этому методу можно прибегать не только для соединения друг с другом деталей, но и для заделывания отверстий в одном листе. Это способ часто применяется ремесленниками, когда нужно отремонтировать прохудившиеся ёмкости.
Не всегда при изготовлении металлоконструкций удается соединить детали с помощью сварки. В таких случаях приходится прибегать к более аккуратному методу фиксации элементов, предусматривающему использование заклепок. С его помощью можно достаточно надежно зафиксировать между собой соединяемые элементы. Однако нужно помнить, что качество соединения обеспечить не так просто, как может показаться на первый взгляд. Оно зависит не только от заклепочника, который сегодня производители выпускают в различных вариантах.
Важную роль в процессе фиксации элементов играет и сам заклёпочный крепёж. От его правильного выбора зависит, как долго скрепленные детали будут оставаться в этом положении.
От начинающих мастеров требуется не только правильно подобрать заклепки, но и узнать о том, как должно выполняться соединение деталей с помощью этого крепежа
Здесь очень важно правильно подобрать необходимое усилие для фиксации соединяемых элементов, иначе при нагрузке изделия эти части могут разболтаться, в результате чего придется всё переделывать
Практические рекомендации

Возможны варианты в процессе работы с прибором:
Детали разной толщины; вся работа производится со стороны материала с меньшей толщины, для уменьшения вероятности её деформации. При невозможности – устанавливается опорная шайба. Соединение материалов с различной твёрдостью; Используют крепёж с увеличенной юбкой со стороны мягкой детали. При невозможности – устанавливается опорная шайба. Применение лепестковых или распорных элементов крепления. Скрепление хрупких деталей; Используют лепестковые, распорные или пластиковые элементы крепления. Создание герметичного узла; Используют «глухие» заклепки, не пропускающие пыль, воду, испарения. Краевое расположение крепления. До края детали должно быть не менее 2-х диаметров отверстия.




Совет: Сжав – разжав инструмент можно легко вытащить застрявший стержень. Следите, чтобы он не вылетел с обратной стороны.
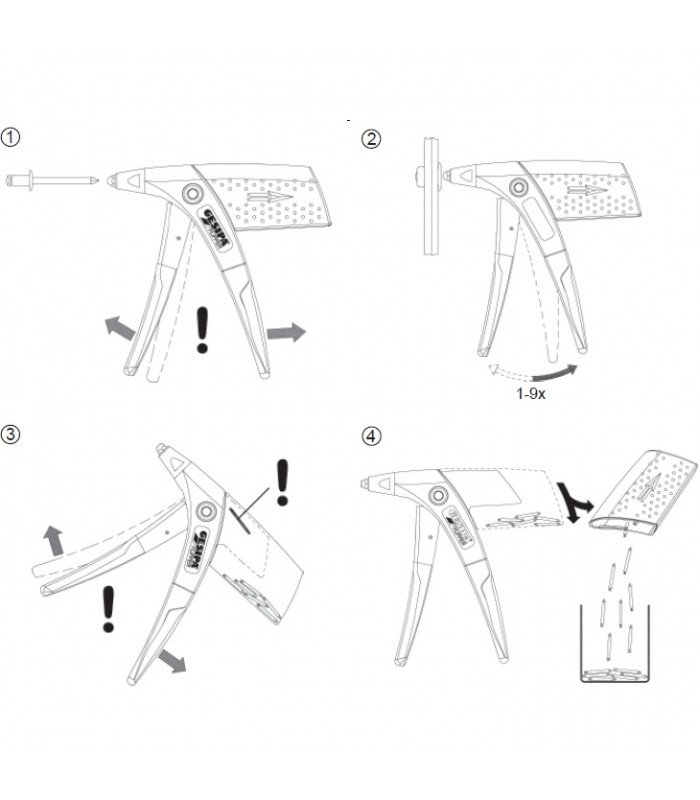
Техника использования
Те, кто уже сталкивался с заклёпщиком, знают, что пользоваться этим инструментом достаточно просто. Главное — запомнить принцип работы. Изначально все должно начинаться с подготовки обрабатываемого материала.

Эта процедура осуществляется следующим образом:
- Поверхность металла тщательно выравнивается, чтобы обе заготовки хорошо прилегали друг к другу (можно использовать молоток).
- На этом этапе обе детали нужно положить на специальную деревянную заготовку и хорошо закрепить их.
- С помощью маркера поставить точки на тех местах, где будут просверлены небольшие отверстия для заклёпок. Стоит учесть, что этот пункт должен быть выполнен с максимальной точностью, чтобы в дальнейшем все отверстия совпадали.
- При помощи обычной дрели просверливаются отверстия для заклёпок. Обязательно нужно учитывать размер сверла и заклёпок. К примеру, если диаметр отверстия составляет 4.8 мм, тогда нужно брать сверло 5 мм.
- На этом этапе обязательно нужно проверить, чтобы к металлической заготовке плотно прилегала фиксирующая юбка.
Важно помнить, что длина заклёпок должна соответствовать толщине скрепляемых деталей и нагрузке, которая в итоге будет воздействовать на них. Компактные заклёпки предназначены для тех металлических листов, которые не будут нагружаться

Все дальнейшие манипуляции должны соответствовать схеме:
- Нужно правильно установить тонкий конец заклёпки в заточнике, чтобы насадка села на место.
- Головка заклёпки размещается точно в отверстии на детали. Стоит учесть, что заклёпка должна немного выступать, не более чем на 12 мм.
- На верхнюю часть детали нужно надеть заклёпочник, который должен быть расположен перпендикулярно основе.
- Теперь осталось сделать сильный прижим. Если после этой процедуры ножка заклёпки не отпала, тогда нужно сделать несколько мощных натисков.
Чтобы результат проделанной работы отличался не только качеством, но и долговечностью, нужно провести протяжку рычажной системой. В этом случае лучше выбрать монтажную проволоку из стали. Из-за сильного прижима по краям образуются своеобразные наплавы, которые будут обеспечивать надёжное сцепление. Если металлическая заготовка будет подвержена большим нагрузкам, вдоль соединительного шва должно быть расположено несколько заклёпок. Все обрывки проволоки необходимо удалить из инструмента. Лучше всего для этого подходит шлицевая отвёртка.





