

Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Инструменты для строительства – Электроинструмент

Электроинструмент
Дрель
Используется, если необходимо сделать большие отверстия, закрутить саморезы. Лучше покупать инструмент мощностью от 1 000 Вт и желательно без ударного механизма. По поводу производителя лучше посоветоваться на рынке с мастерами, которые занимаются ремонтом электрооборудования. Они посоветуют хороший инструмент для строительства. Да и я могу посоветовать вам отличный вариант, если решите брать дрель и перфоратор в одном корпусе – Перфоратор BOSCH GBH. Как отличить подделку от оригинала.
Болгарка

Болгарка Выбирайте с диаметром круга 125-150 мм. Старайтесь выбирать тот инструмент, который легче ремонтируется. Не забывайте, что круг для резки древесины ставить на болгарку категорически запрещается.
Электролобзик

Лобзик Берите мощностью 800 Вт и маятниковый. Все дополнительные устройства на лобзике (фонарик, лазер) быстро ломаются. Чтобы инструмент прослужил вам дольше, меняйте чаще пилки. Проводил обзор такого вида – Электролобзик Makita 4326 -инструмент для домашнего использования
Бензопила

Цепная бензопила Цепную бензопилу на рынке покупать не следует, лучше обратиться к официальным представителям производителя либо в магазин. Предназначена она для монтажных работ с деревом. Для обычных строительных нужд подойдет пила 180 штиля.
Степлер

Степлер электрический Пневматический степлер ускоряет монтажные работы в несколько раз. Наиболее универсален степлер под гвозди 15-50 мм.
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Об особенностях использования резцов
Чаще всего в обычном токарном станке применяются в качестве особого режущего инструмента специальные резцы, имеющие типовые конструкции установленного типа. Обычно они бывают сборного вида, оснащены многогранными специальными пластинами из твердых металлов, различных сверхтвердых материалов (СМП).
К таким резцам предъявляются определенные требования:
- использование по максимуму пластин, которые механическим способом закрепляются на их корпусе для обеспечения постоянных, геометрических, конструктивных свойств;
- применение пластин наиболее оптимальных форм, которые обеспечат универсальную работу инструментов;
- возможность предусмотреть все действия этих приспособлений в прямом или перевернутом положении;
- допустить возможность работы резца левого исполнения;
- гарантирование высокой надежности резцовых вставок;
- правильное формирование стружек для отведения их по специальным бороздкам, сделанным на передних сторонах используемых пластин.
Какое предназначение у инструмента для металлообработки
Шлифовальный инструмент для металлообработки представляет собой абразивные зёрна, связанные специальными связующими материалами. Форма зёрен отличается наличием острых кромок разных размеров, которые при касании металла способны снимать с него слои определённой толщины.
К шлифовальным инструментам относятся: бруски, наждачная бумага, ткани со специальными покрытиями, круги.
Для резки могут применяться резцы, фрезы, свёрла, метчики, протяжки. Они подбираются таким образом, чтобы их твёрдость была выше, чем у обрабатываемых материалов.
Резание металла толщиной 4–7 мм выполняется ножницами по металлу или лобзиком, либо ножовкой. Слой от 5 мм удобно резать болгаркой.
В слесарных или кузнечных работах могут использоваться ручники, молотки, кувалды, фасонные молотки. Ручники применяются для определения силы удара и указания точного места для обработки. Кувалды используются для холодной деформации заготовок.
Художественную обработку металлов можно выполнять фасонным молотком. Он позволяет выбивать рельефные поверхности за счёт наличия выгнутого или широкого плоского и закруглённого бойков.
Для чеканки применяют следующее оборудование:
- трещётки, крюки для намётки рельефных заготовок;
- бобошники, канфарники, лощатники для создания необходимого рельефа;
- сечки для чеканки линий, полукруглых или изогнутых линий;
- фигурные чеканы (трубочка, сапожок, утюжок, канфарник, пурошник, лощатник), используемые для создания серии одинаковых мелких детализированных узоров.

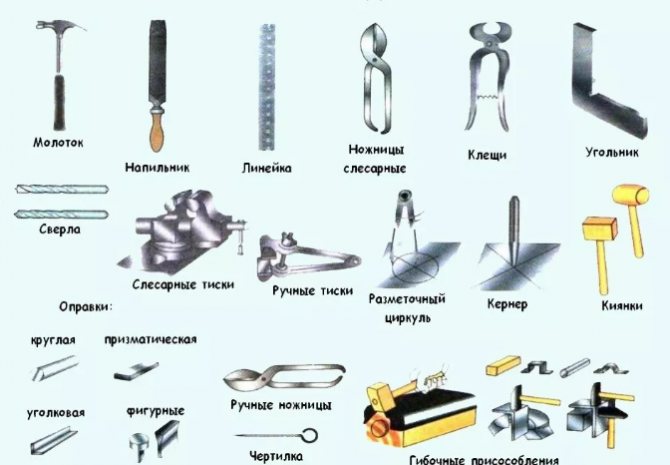
Слесарная мастерская с инструментом
Какие бывают инструменты для металлообработки
Инструменты для металлообработки бывают следующих видов:
- Режущие, предназначенные для разделения металлических листов или любых других заготовок на части. Изготавливаются из закалённой или легированной стали, а также сплавов на их основе, твёрдость которых превышает прочность обрабатываемого материала.
- Абразивные, используются для черновой или финишной обработки заготовок: полировки, шлифовки, зачистки с целью достижения нужного уровня шероховатости. В отличие от режущих инструментов могут быть гибкими, пластичными. Изготавливаются из различных материалов, стойких к трению и обладающих высокой прочностью.
Режущие инструменты бывают только металлическими, твёрдыми, сохраняющими свою форму и геометрические размеры во время обработки и после её завершения. Режущая часть имеет клиновидную форму, которая позволяет легко проникать в слои материала и под механическим воздействием снимать часть металла.
Абразивное оборудование бывает жёстким (круги) или гибким (ленты, наждачные бумаги, ткани). Общее сходство заключается в наличии на их рабочей поверхности абразивного слоя, который может обрабатывать наружные слои материала в зависимости от прилагаемого усилия. Гибкие абразивы позволяют зачищать нелинейные поверхности.
По способу механизации инструменты бывают следующих типов:
- Механические предназначены для ручной обработки. Применяются для разового или постоянного частного или промышленного использования. Отличаются простотой конструкции, низкой производительностью и себестоимостью обработки.
- Автоматические используются для серийного производства деталей. Обеспечивают высокую производительность обработки, функциональностью, точностью резки, минимизируют трудозатраты. Имеют сложную конструкцию, требуют периодических обслуживаний, отличаются от ручных низкой вероятностью изготовления бракованных деталей.
Процесс снятия стружки всеми способами имеет одинаковый принцип. Режущая часть под действием приложенной силы воздействует на обрабатываемую поверхность, врезается в неё, углубляется и происходит скалывание или снятие стружки.

Абразивный инструмент для обработки
Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.

Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Выбор режущего инструмента
Его следует начинать с анализа шероховатости поверхностей детали, которая задана на чертеже. В зависимости от параметра шероховатости выбирается метод обработки данной поверхности, которому соответствует свой специфический режущий инструмент. В табл. 1 приведена зависимость шероховатости поверхности от различных методов обработки.








Немаловажное значение для обработки имеет выбор материала инструмента. При его выборе следует руководствоваться рекомендациями табл
2. Для тонких (отделочных) методов обработки материалов с высокими скоростями резания (свыше 500 м/мин) рекомендуется применение сверхтвердых инструментальных материалов.
Наиболее распространенными среди них являются материалы, полученные на основе кубического нитрида бора.
Таблица 1.
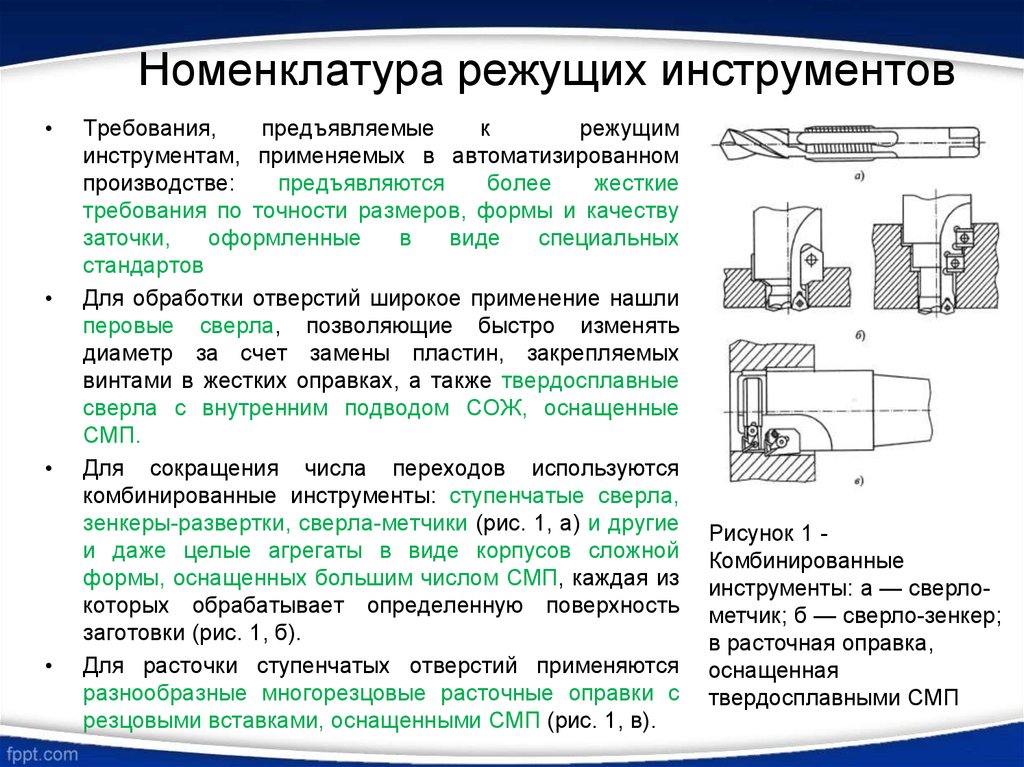
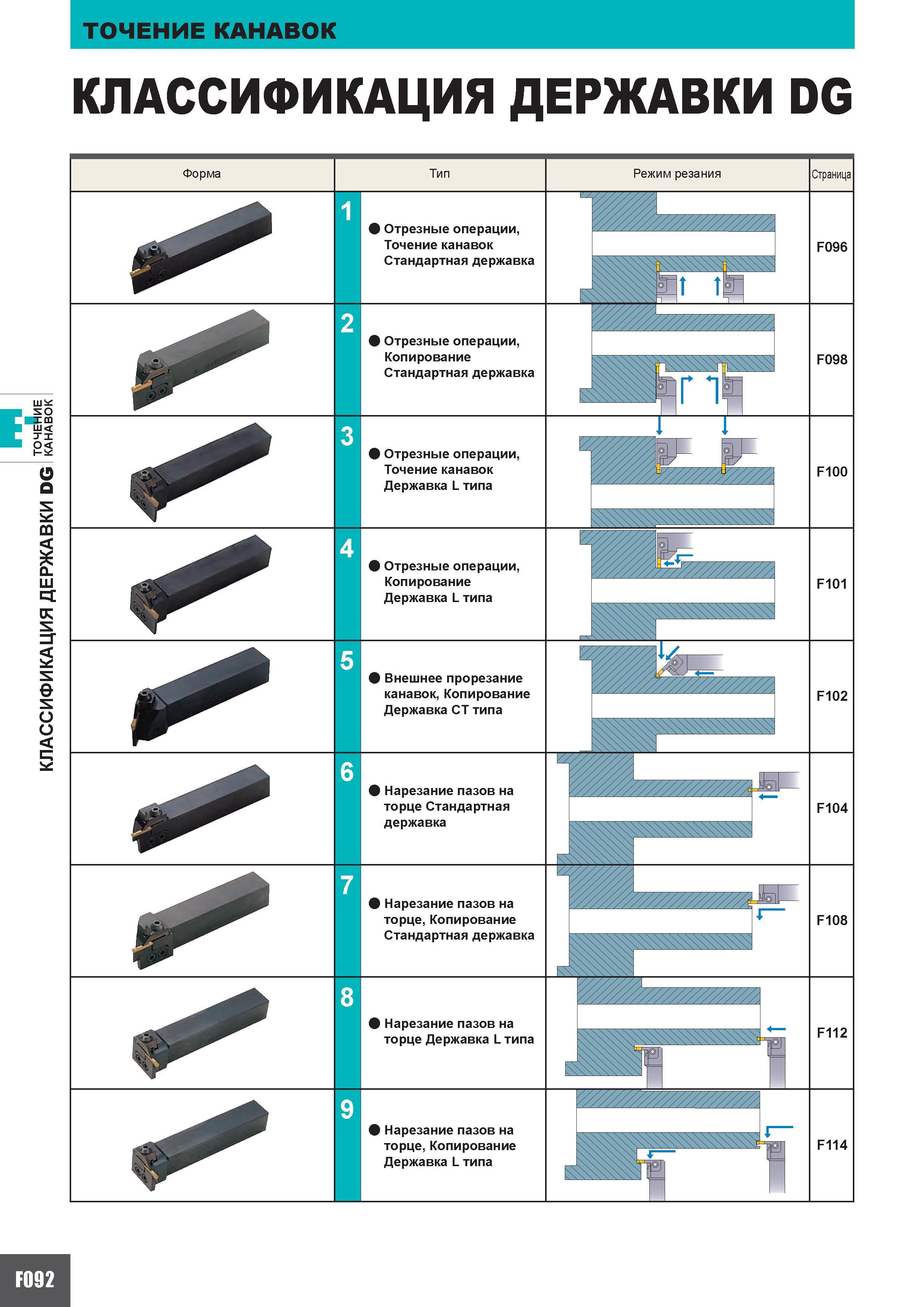
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.
Сборные резцы
Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Это интересно: Резцы токарные по дереву — виды, заточка, изготовление своими руками
Классификация металлорежущего инструмента
Есть ряд ключевых параметров – взглянем на каждый.
По характеру обработки (действия) их разделяют на:
- лезвийные – срезают лишний материал;
- абразивные – истирают поверхность, доводя ее до нужной геометрии путем шлифования.
По конструктивному исполнению они могут быть:
- цельные – полностью выполнены из одной заготовки;
- составные – сделаны из нескольких деталей, все соединения которых неразъемные;
- сборные – их элементы скрепляются так, чтобы их не составляло труда разъединить при необходимости.
По варианту крепления выделяют насадные и хвостовые. А также есть варианты по приводам (с ручным, машинным или комбинированным) и по форме (пластинчатые, цилиндрические, дисковые, конические), и каждый из них востребован в своей нише.
Техника изготовления инструментов для работы с металлом
Инструмент в первую очередь должен отвечать высоким требованиям, которые позволяют работать с крепким и прочным материалом. Инструменты для обработки металла изготавливают следующими методами:
- обжигание;
- закаливание;
- ковка с использованием пресса;
- шлифовка;
- горячая штамповка стальной закалки;
- индукционное закаливание;
- металлизация.
Такие методы необходимы, чтобы придать рабочей поверхности инструмента дополнительную прочность. Полученное оборудование должно иметь отменные режущие свойства, а также повышенную прочность.
Основные разновидности инструментов
Все оборудование для обработки металла разделяется на несколько основных групп, по методу воздействия:
- Труборезы. Это группа оборудования, которая предназначена для разрезания труб самой разной толщины и диаметра.
- Крейцмесель — необходим для создания канавок в металлических заготовках.
- Сверлильная стойка. В ней расположена дрель и есть возможность зафиксировать заготовку.
- Для нарезания наружной резьбы используется плашка. К ним изготавливается плашкодержатель.
- Угломер. Это измерительный прибор, аналог всем известного транспортира.
- Паяльник служит для соединения металлических деталей.
- Ручная ножовка по металлу. Предназначена для резки металла, как листового, так и небольших труб.
- Ножницы по металлу. Предназначены для резки не слишком прочных листов.
- Тиски — необходимы для фиксации заготовки.
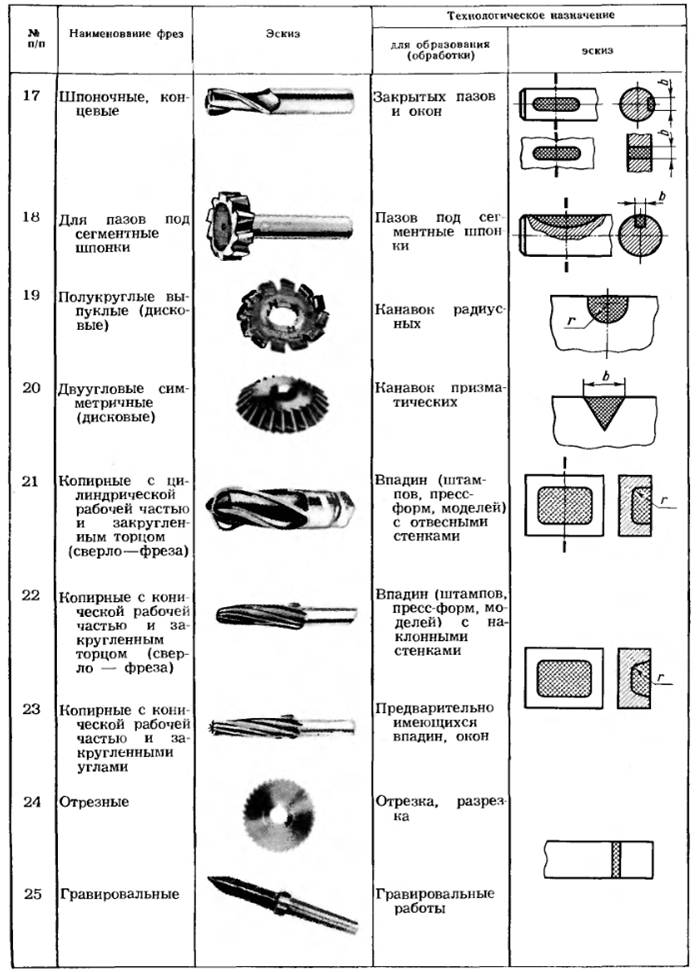
- Фрезы. Выполняют работу с разными поверхностями и могут быть цилиндрическими, торцовыми, дисковыми, концевыми, а также коническими.
В промышленности и в бытовых условиях применяются все инструменты. Многие из них используются в комплексе.
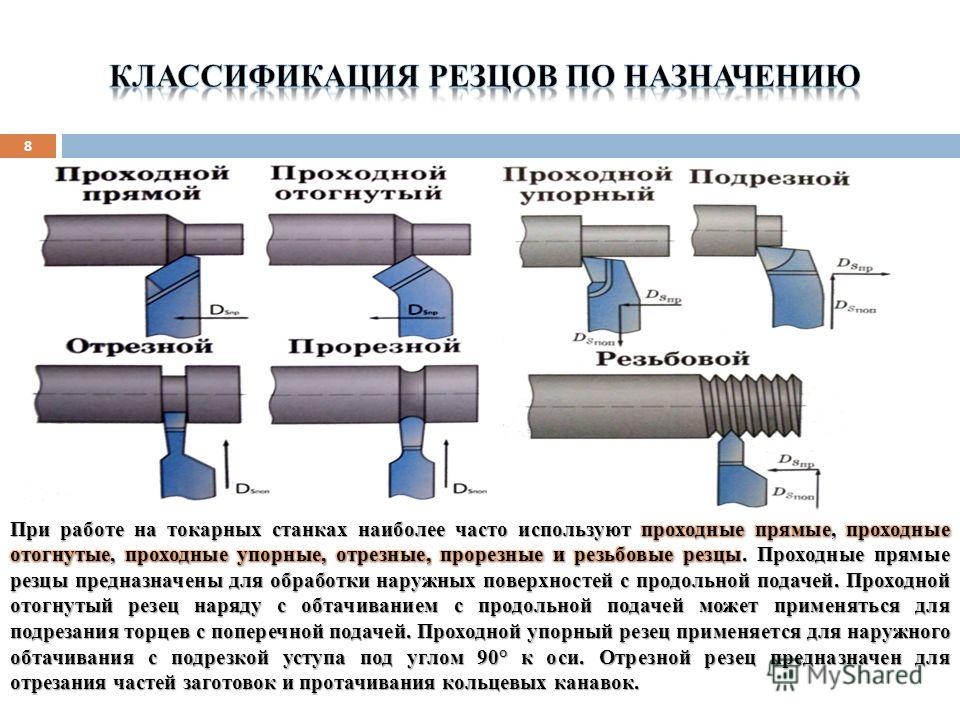
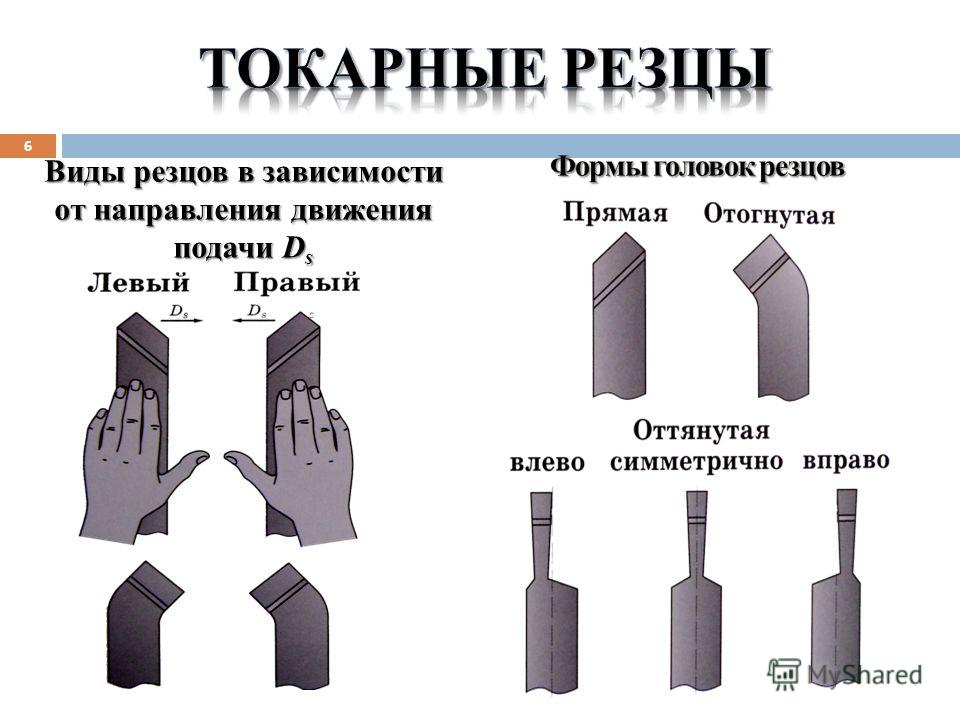
О видах резцов
Обычно комплект режущих приспособлений, используемых таким станком с ЧПУ, содержит типовые резцы такого вида:
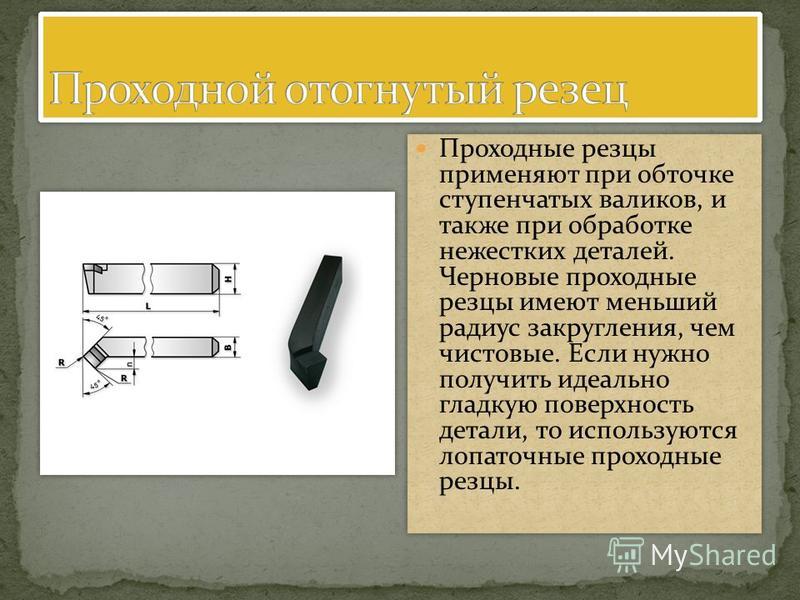
- проходные, согнутые с правой стороны на 45°, чтобы обеспечить снятие фасок, наружную обточку торцовых сторон;
- резцы контурного вида с пластинами в виде параллелограмма, позволяющими выполнять обточку цилиндрических, контурных деталей, обтачивать конусные детали до 30°;
- контурные, со специальными пластинами в форме параллелограмма для возможности обрабатывать поверхности полусферического вида и конусов до 57°;
- резьбовые, имеющие ромбические пластины, которые закрепляются сверху, давая возможность нарезать резьбу, с расстоянием шага от 2 до 6мм.
https://youtube.com/watch?v=2-uCiQp0u8k
Сферы использования
Сфера применения режущего инструмента весьма обширна. Большая часть изделий встречается в машиностроении, так как заготовки представлены различными сплавами. Рассматривая сферу применения отметим следующие моменты:
- Большая часть изделий может резать по металлу только при условии передачи большого усилия при жестком закреплении заготовки. Именно поэтому они изготавливаются таким образом, чтобы могли устанавливаться в станках и другом подобном оборудовании. Область применения – промышленность с различным показателем производительности труда. Отличительной особенностью подобной группы можно назвать длительный эксплуатационный срок и устойчивость к износу.
- Также обработка заготовок может проводится в домашней мастерской. Для подобного случая подходят варианты исполнения, которые применяются при ручной обработке или применении настольного оборудования. Специалисты рекомендуют выбирать для домашней мастерской варианты исполнения из низкой ценовой категории. Это связано с тем, что они отлично подходят для обработки при небольшой подаче и скорости резания. Режущие инструменты для промышленных станков обходятся намного дороже и требуют профессиональной периодической заточки.
В целом можно сказать, что область применения режущего инструмента весьма обширна. Механическое резание может проводится только при наличии режущей кромки.
Эксплуатация режущих инструментов по металлу: важные особенности
Рассмотрим основные моменты.
Правила использования режущих инструментов по металлу и полезные советы
- Применяйте режущие инструменты по металлу только для тех работ, для которых предназначены приспособления. Нецелевое использование грозит повреждениями и поломками.
- Выбирайте наиболее подходящие режимы резания. Не допускайте превышения предельных параметров.
- Подавайте инструменты плавно. Избегайте рывков и резких движений.
- Не забывайте о необходимости охлаждать инструмент. Используйте наиболее подходящие смазывающе-охлаждающие жидкости в каждом конкретном случае.
- Храните инструменты в сухих и отапливаемых помещениях. Лучше всего для этого подходят индивидуальные тубусы/контейнеры. Они надежно защищают приспособления от механических повреждений и коррозии.
- Очищайте и обезжиривайте инструменты после каждого использования. Это необходимо для защиты от коррозии.
- Соблюдайте правила техники безопасности. Работайте в перчатках. Используйте маску или защитные очки. Для уменьшения уровня шума применяйте беруши или наушники.
Износ режущих инструментов по металлу
В процессе эксплуатации режущих инструментов по металлу характеристики приспособлений со временем ухудшаются. Расскажем о типах износа и о методах снижения его уровня.
- Абразивный износ. Происходит при контакте инструментов с заготовками. Частицы обрабатываемых материалов наносят рабочим поверхностям приспособлений механические повреждения. Скорость абразивного износа понижается с увеличением твердости инструментов. Твердосплавные приспособления портятся гораздо медленнее, чем их аналоги из быстрорежущей стали.
- Адгезионный износ. Совокупное воздействие трения и высоких температур приводит к тому, что на рабочих поверхностях приспособлений образуются «мостики схватывания». Перемещающаяся в процессе обработки стружка делает процесс их образования и разрушения циклическим. В результате контактные поверхности рабочих частей инструментов постепенно разрушаются.
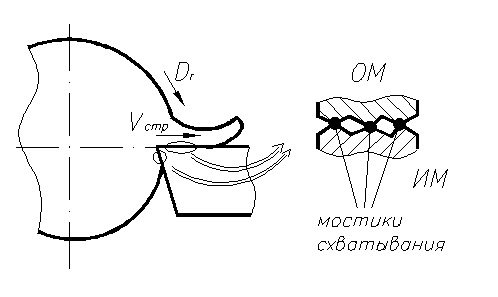
Изображение №2: адгезионный износ режущих инструментов по металлу
Обратите внимание! Скорость адгезионного износа у инструментов, изготовленных из быстрорежущих сталей, и твердосплавных моделей варьируется при разных режимах резания. Приспособления первой категории изнашиваются быстрее при высоких температурах, а второй — при низких
1. Диффузионный износ. В процессе контактов при резании инструментальные и обрабатываемые материалы взаимно растворяются. Также происходит самодиффузия. В результате области контактных поверхностей теряют прочность и становятся более хрупкими.
На графике ниже представлены зависимости:
- диффузионного износа твердосплавных инструментов (кривая 1) и приспособлений, изготовленных из быстрорежущих сталей (кривая 2), от скорости резания;
- вердости заготовок от температуры при обработке (кривая 3).
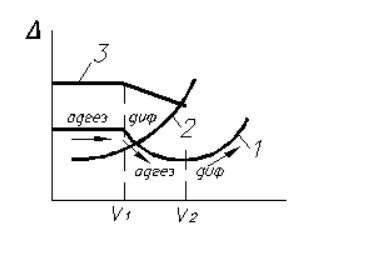
Изображение №3: диффузионный износ режущих инструментов по металлу
2. Окислительный износ. На режущих инструментах по металлу динамически образуются и разрушаются окисные пленки. От их характеристик зависит скорость износа инструмента. При образовании тонких и прочных покрытий она снижается, а при появлении толстых и рыхлых пленок — увеличивается.






3. Хрупкое разрушение. Это последний из основных видов износа режущих инструментов по металлу.
- Скол. Отделяется значительная часть рабочей поверхности режущего инструмента. Чаще всего к появлению сколов приводит использование приспособлений в течение длительного времени при высоких нагрузках.
- Выкрашивание. От рабочей поверхности отделяются мелкие частицы стали. К этому обычно приводит наличие небольших дефектов на режущих кромках.
Заточка режущих инструментов по металлу
Заточка режущих инструментов по металлу — основной способ продления их срока службы. Операция заключается в придании рабочим поверхностям нужных геометрических параметров.

Фотография №17: процесс заточки режущего инструмента
Заточку проводят единожды при изготовлении инструмента и периодически — при эксплуатации. Существуют 2 основных технологии заточки.
1. Абразивная. Происходит с применением абразивных кругов (электрокорундовых и карборундовых).
2. Неабразивная. Применяются три технологии.
- Анаодно-механическая заточка.
- Электроконтактная заточка.
- Химико-механическая заточка.
После заточки проводят доводку. Эта операция делает параметры рабочих частей режущих инструментов по металлу идеальными.
Ручной инструмент

Ручной инструмент
Рулетки

Рулетка ручная При строительстве лучше не жалеть денег и купить хорошую качественную рулетку. Лазерная рулетка больше подходит для профессиональных работ, есть неплохой вариант – Лазерный дальномер BOSCH ZAMO. Если нужна рулетка более 7 м, то лучше покупать ленточную.
Молоток

Молоток с гвоздями Лучше иметь сразу несколько молотков, разных размеров. Наиболее универсален молоток весом 300 г. Можно также купить резиновый молоток и тяжелую кувалду в 1кг. Очень хорош для монтажных работ молоток с гвоздодером и магнитным держателем гвоздей.
Кусачки

Кусачки для электрического кабеля Кусачки есть под разный тип проволоки. Также есть кусачки под разное сечение электрических проводов. Лучше иметь в своем арсенале одни маленькие и одни большие.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
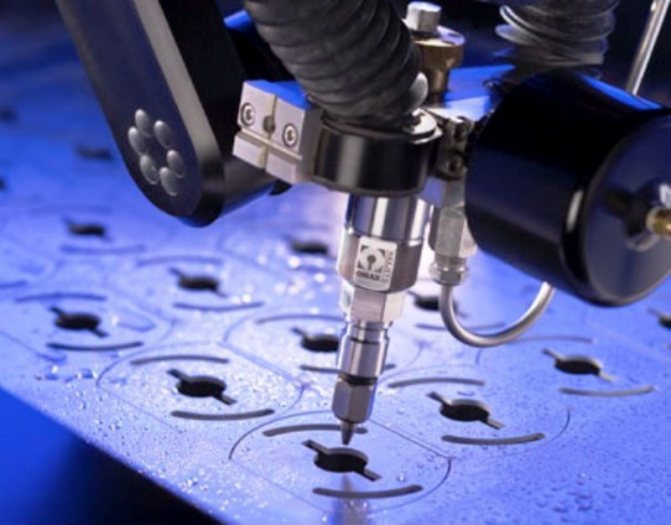
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
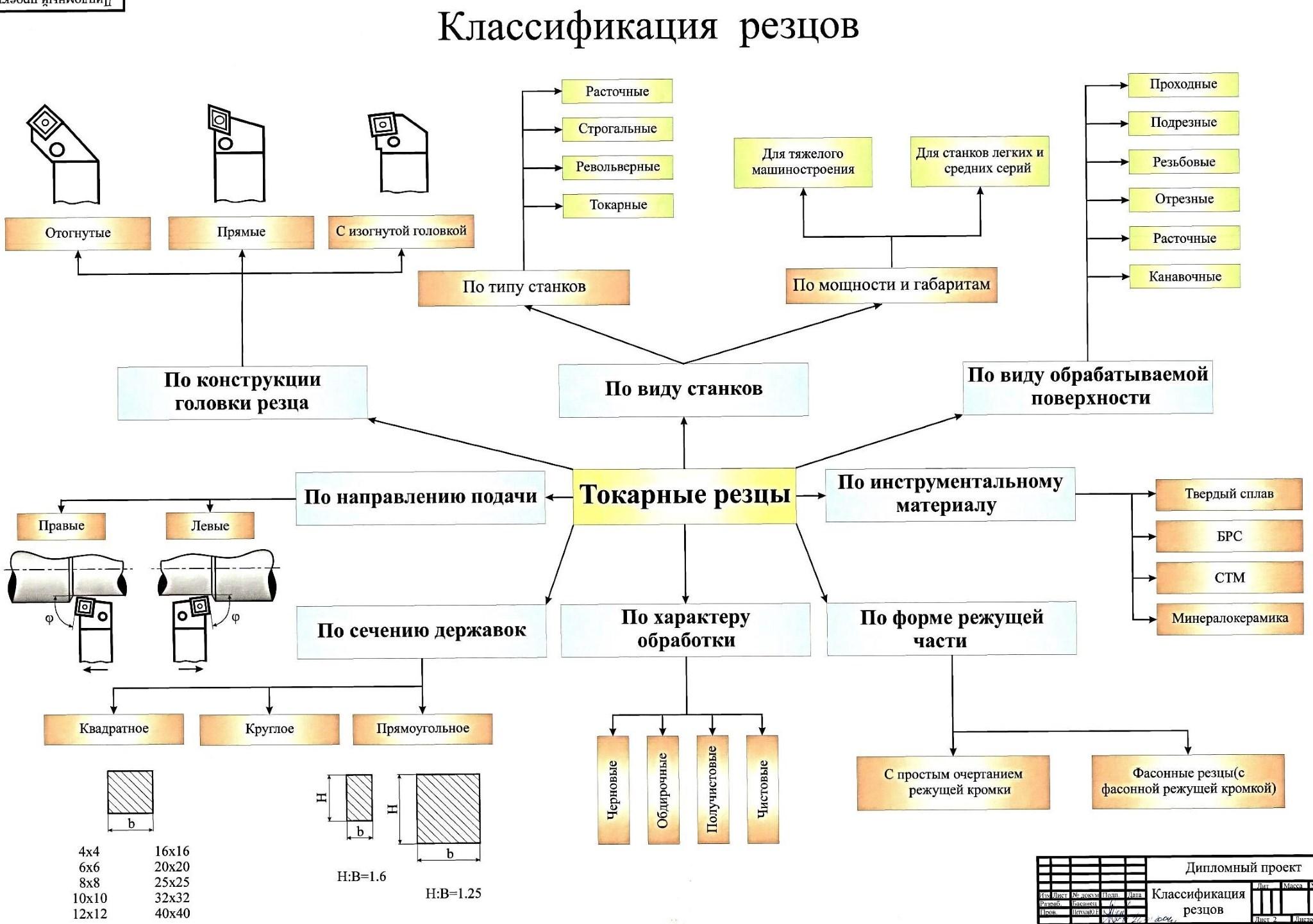
Классификация режущего инструмента
Режущий инструмент подразделяется на лезвийный иабразивный .
Лезвийный инструмент
– режущий инструмент, с заданным числом лезвий, установленной формы.
Абразивный инструмент
предназначен для абразивной обработки.
По виду обрабатываемого материала:
(металл, дерево ).
По форме
различают:дисковый, цилиндрический, конический и пластинчатый.По конструктивному исполнению
,по способу крепления рабочей части :цельный, составной, сборный.Цельный режущий инструмент
– это режущий инструмент изготовленный из одной заготовки.
Составной –
режущий инструмент с неразъемным соединением его частей и элементов
Сборный –
режущий инструмент с разъемным соединением его частей и элементов
По способу крепления
–хвостовой и насадной .
По виду приводов
–ручной, машинный и машинно-ручной .
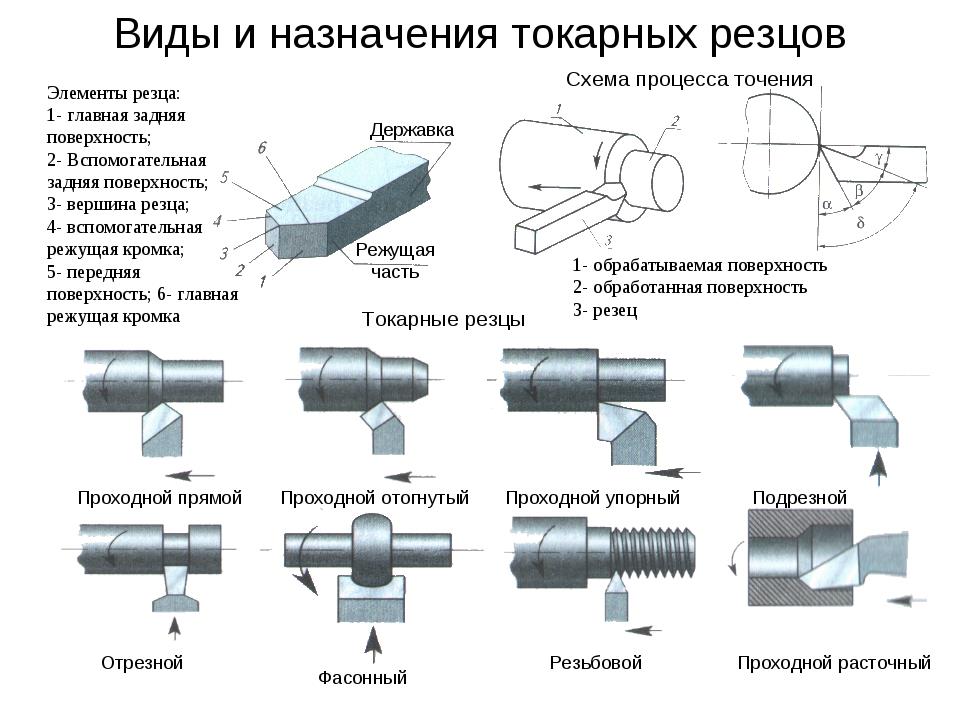
Особенности конструкции резцов
Резец по конструкции выполнен из двух элементов: головки и стержня (который также называется державка). Стержень предназначен для крепления в резцедержателе токарного металлообрабатывающего станка. Профиль державки имеет форму прямоугольника либо квадрата.





Для унификации использования установлен такой ряд размеров сечений токарной державки, мм:
- для прямоугольных сечений – 16 х 10; 20 х 12; 20 х 16; 25 х 16; 25 х 20; 32 х 20; 20 х 25; 40 х 25; 40 х 32; 50 х 32; 50 х 40; 63 х 50;
- для квадратных сечений – 4, 6, 8, 10, 12, 16, 20, 25, 32, 40.
Головка резца это его рабочая часть и имеет ряд плоскостей и кромок, которые заточены под определенными углами для разных вариантов обработки металла.
Углы заточки:
- α — основной задний угол;
- β — угол заточки;
- δ — угол резки;
- γ — передний угол;
- φ — основной угол в плане;
- φ1 — дополнительный угол в плане;
- α1 — дополнительный задний угол;
- λ — угол уклона режущего края;
- ε — угол около вершины резца.
Основной задний угол. Угол, выполненный между плоскостью резания и основной задней поверхностью резца. Снижает силу трения, которая появляется между заготовкой и задней поверхностью. Отвечает за качество обработки металла и на его износоустойчивость. Заданный угол обратно пропорционален плотности обрабатываемого материала.
Угол заточки. Угол, который находится между основной задней и передней плоскостью резца. Отвечает за остроту и прочность.
Передний угол. Угол, который находится между передней плоскостью и нормалью к поверхности резке в месте контакта передней плоскости с металлом. Снижает деформацию срезаемой заготовки, уменьшает усилие резки, облегчает вывод стружки, повышает теплоотвод. Заточка угла обратно пропорциональна твердости металлической заготовки.
Угол резки. Угол, который находится между передней плоскостью резца и поверхности резки.
Основной угол в плане. Угол, который находится между основной режущей кромкой и поверхностью металла. Отвечает за качество обрабатываемой плоскости заготовки, сохраняя скорость подачи и глубину реза. Качество угла обратно пропорционально, а устойчивость к поломке и появлению вибраций прямо пропорциональны размеру угла.
Дополнительный угол в плане. Угол, который находится между дополнительной задней плоскостью резца и поверхности металла. Отвечает за качество обработки плоскости металла (со снижением угла уменьшается шероховатость, повышается чистота).
Угол около вершины. Угол, который находится между основной режущей кромкой и дополнительной задней плоскостью. Качество прямо пропорционально размеру угла.
Дополнительный задний угол. Угол, который находится между дополнительной задней плоскостью и поверхностью, перпендикулярной поверхности резца и проходящей сквозь дополнительную режущую кромку. Снижает силу трения, которая появляется между дополнительной задней плоскостью и металлом.
Угол наклона режущего края. Отвечает за направление вывода стружки и задает геометрию контакта режущей кромки с металлом. Наклон угла определяет предназначение резца: отрицательный наклон – для чистовой резки, 10-12 градусов – для черновой резки, 20-30 градусов – для резки закаленного металла. Универсальные резцы имеют наклон режущего края равный нолю.





