

Измерение резьбы штангенциркулем
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.

Рейтинг качественных и недорогих резьбомеров
КАЛИБРОН 201960
Этот практичный и относительно недорогой набор специальных шаблонов пользуется спросом среди опытных специалистов. С его помощью человек может без труда определить соответствие резьбы диаметру. Диапазон исчисляется за счет миллиметровой размеренности. Пригодится как в домашних условиях, так и профессиональных мастерских. Вес изделия 0,025 кг. Заявленные производителем габариты – 75х15х15 мм. Коэффициент погрешности составляет 15 мкм. Комплект состоит из 17 различных шаблонов.
Средняя цена – 595 руб.
КАЛИБРОН 201960
Достоинства:
- высокое качество сборки и расходных материалов;
- отличная комплектация;
- проверенный временем бренд;
- упаковка, которую можно использовать для дальнейшего хранения;
- эксплуатационный срок.
Недостатки:
NORGAU 045142002

Это качественное и практичное приспособление может использоваться как дома, так и в мастерских. В комплекте находится 24 шаблона стандартного диаметра. Верхний предел измерений – 6 мм. Нижний предел измерений – 0,25 мм. В основе лежит использование высокопрочной закаленной стали пружинного типа. Для изготовления корпуса используются пластиковые винтики и никелевое покрытие. Изделие поставляется в фирменном ударопрочном футляре. Применяется для замеров как внешней, так и внутренней разметки.
NORGAU 045142002
Достоинства:
- отличная комплектация;
- ударопрочный футляр в комплекте;
- эргономичность;
- тайваньская сборка;
- положительные отзывы.
Недостатки:
STAYER PROFI 28041

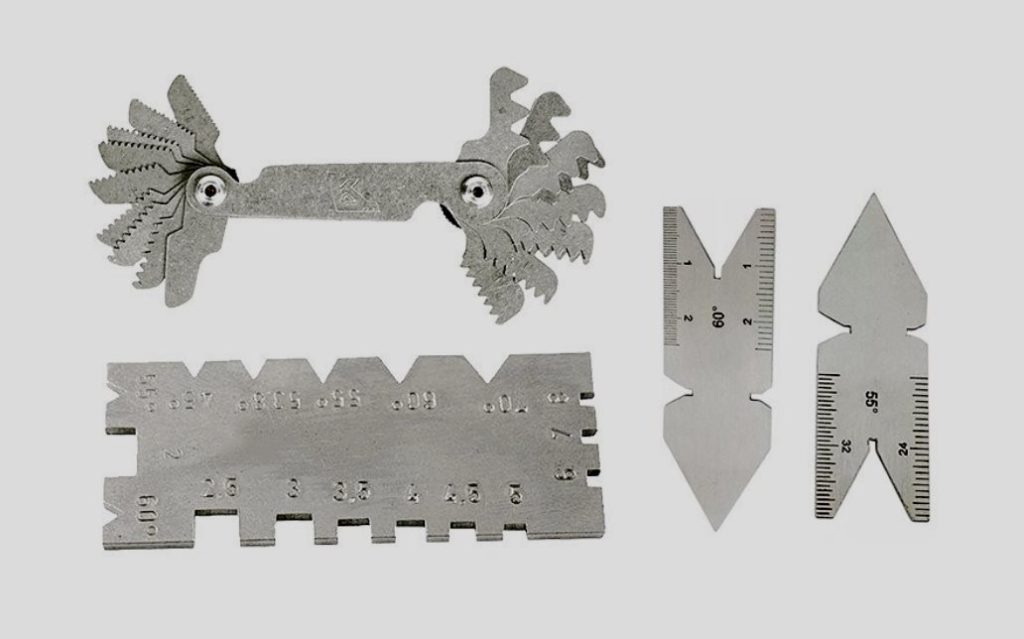
Для изготовления этой конструкции используется высокопрочный металлический сплав. Компактное и удобное в эксплуатации приспособление оснащено двумя шаблонами, которые применяются для осуществления стандартных замеров. В основе лежит использование метрической системы с шагом 0,5-1,75 мм. Набор состоит из 12 шаблонов. Общий вес – 30 г. Производится на территории Германии.
Сколько стоит комплект? Покупка обойдется в 305 руб.
STAYER PROFI 28041
Достоинства:
- отлично справляется с обозначенным функционалом;
- отличное соотношение цены и качества;
- прочность;
- эргономичность;
- практичность;
- две пластины для трубных замеров находятся в комплекте.
Недостатки:
GRIFF D55 D155005

Эта популярная конструкция пользуется повышенным спросом среди отечественных потребителей во многом благодаря доступной цене. В основе лежит использование дюймовой измерительной системы. Среди прочих функций позволяет осуществлять замеры и вспомогательные расчеты касательно различных элементов и рабочих деталей. Конструкция также может применяться для осуществления стандартных замеров, однако понадобится некоторое время для того, чтобы приспособиться. Приспособление можно использовать не только обычными мастерами, но и на производстве. Модель характеризуется повышенной точностью осуществляемых измерений. Коэффициент погрешности минимальный, исходя из многочисленных отзывов в сети. За счет компактных габаритов прибор удобно носить с собой. В наборе имеется 17 стандартных шаблонов, общий вес которых составляет 30 г. Производится на территории Поднебесной.
Средняя цена – 180 руб.
GRIFF D55 D155005
Достоинства:
- 17 универсальных элементов в наборе;
- высокое качество сборки;
- доступная цена;
- низкий коэффициент погрешности;
- компактные габариты;
- эргономичная форма.
Недостатки:
Автоdело М60 40384 11083

Это практичное и недорогое приспособление позволит осуществлять необходимые замеры как дома, так и на производстве. К тому же никаких профессиональных навыков для работы с инструментом не понадобится. Применяется для осуществления необходимых метрических замеров. Характеризуется повышенной точностью нарезки. В процессе изготовления используется штамповочный метод, за счет чего производителю удалось добиться высокого качества сборки. Щели, сколы и зазоры не были выявлены, как и другие факторы, которые способствуют снижению коэффициента точности. Для изготовления конструкции используется калиброванная сталь. Материал характеризуется стойкостью к механическим повреждениям и преждевременному износу. Комплект состоит из 20 элементов, общий вес которых 15 г. Производится на территории России. Корпус сделан из хлипкого пластика.
Автоdело М60 40384 11083
Достоинства:
- превосходное качество сборки и вспомогательных комплектующих;
- отличная комплектация;
- компактные габариты;
- доступная цена;
- модель пользуется спросом среди начинающих пользователей.
Недостатки:
Сфера применения

Любой болт предполагает наличие гайки. Чтобы получился идеальный комплект, необходимо правильно определить диаметр болта. Речь идет о наружном размере, который и будет исходным значением при подборе соединительного элемента. Некоторые мастера для определения диаметра используют штангенциркуль.
Мало определить правильный диаметр. Нужно еще и выяснить точный тип резьбы. Она может быть как дюймовая, так и метрическая. Мастера, которые постоянно сталкиваются с такими деталями, определяют все безошибочно. Визуальные отличия ярко выражены. Однако, сложнее обстоят дела с размером шага резьбы. Точно установить его не под силу даже профессиональному слесарю. Чтобы не угадывать, а определить значение, необходимо прибегнуть к помощи инструмента.










Шаг нарезки нужно установить в таких ситуациях:
- Чтобы понять, можно ли увеличить длину свинчивания.
- При проведении поверхностной обработки гайки и болта.
- Установления возможности среза нескольких витков нарезки.
- Выявление показателя устойчивости используемых соединений, исходя из эксплуатационных условий.
Инструмент помогает определить тип нарезки, с которой будет сталкиваться пользователь. Инструмент пользуется повышенным спросом у профессиональных строителей и изготовителей всевозможных заготовок, где присутствует резьба. Помогает данное приспособление мастерам по ремонту разнообразной техники. Оно дает возможность определить качество сборки.
Правила пользования прибором
До момента определения шага резьбы, измеряют ее диаметр. Это – необходимое условие, так как не все нарезки обладают полным диапазоном шагов. Больше всего это касается небольших (до 5 мм) и больших (свыше 120 мм) нарезок. Без штангенциркуля невозможно определить наружный диаметр. Как только показатель установлен, стоит заняться выяснением шага. В этом деле незаменимым помощником будет резьбомер. Измерительная система не вызывает особых сложностей. Правила пользования им выглядят следующим образом:
- Берется в руки прибор и выбирается подходящая пластина с зубчиками. Она прикладывается к резьбе болта, гайки или винта.
- Пластинка подбирается до тех пор, пока не будет установлено полное совпадение.
- Как только грани гребенки совпадут с нарезкой на заготовке, устанавливается значение шага.
- Величина указана на боковушке гребенки.
Легче всего производить замеры наружной нарезки. Для измерения внутреннего шага нужно освещать участок замера. Таким же образом осуществляются замеры дюймовой и метрической разметки на заготовках. Если при замерах метрической нарезки получается показатель 1,75 мм, это свидетельствует о том, что между вершинами спирали расстояние 1,75 мм. При получении значения 28 при дюймовой нарезке говорит о том, что в одном дюйме имеется 28 витков.
Существующие виды резьбомеров-шаблонов
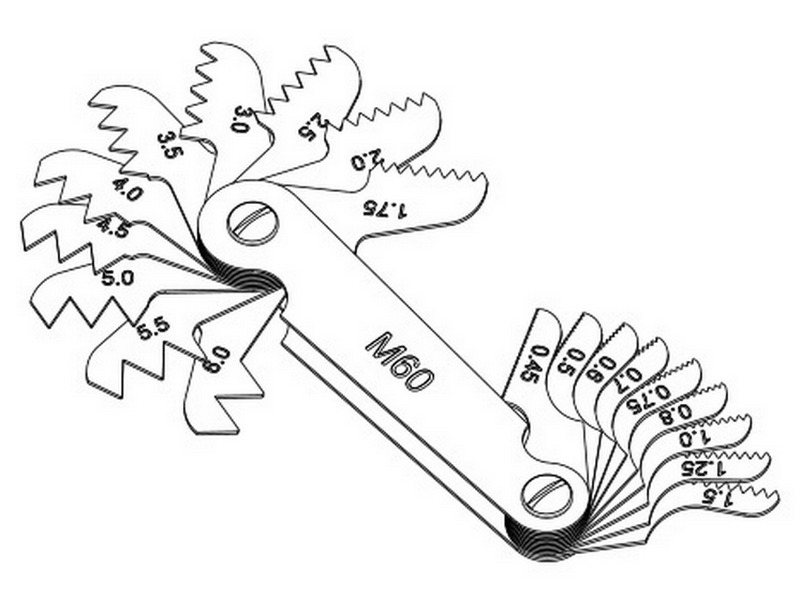
Метрические образцы
Обычно они имеют обозначение на своей рабочей части в виде надписи «М60», что означает величину градусов к профилю метрической нарезки. Процесс применения данного прибора достаточно прост – нужно всего лишь путем перебора имеющихся шаблонов, подобрать именно тот, который наилучшим образом встанет в паз по глубине измеряемой канавки на детали. Далее остается лишь считать маркировку, которая нанесена на подошедшем шаблоне. Также можно сочетать использование шаблона вкупе со штангенциркулем и в итоге получить более полную информацию о характеристиках измеряемой винтовой нарезки. Стоит отметить, что параметры используемой резьбы всегда должны быть уже зафиксированы государственными стандартами – в противном случае, нанесенная резьба будет считаться браком.
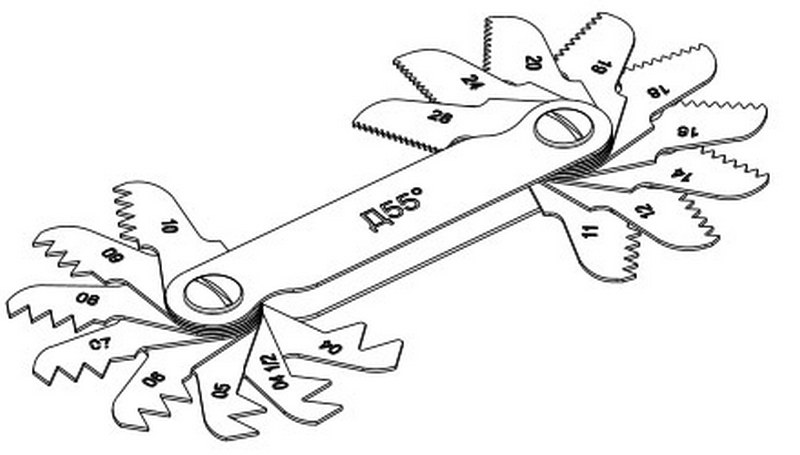
Дюймовые образцы
Они применяются для измерения характеристик дюймовых и трубных винтовых сочленений. С помощью этих инструментов измеряется именно количество витков по длине определенной единицы расстояния. На корпусе таких резьбомеров нанесена маркировка «Д55», а это означает, что угловой градус профильных трубных/дюймовых резьб имеет показатель 55.
Инструкция по определению шага трапецеидальной резьбы
Кроме метрической и дюймовой нарезки, существует также трапецеидальная резьба. Отличается она от рассмотренных выше типов тем, что ее профиль имеет угол 30 градусов. Применяется такой тип нарезки преимущественно в конструкции механизмов, где энергия вращения преобразуется в поступательные движения. Самый яркий пример, где используется трапецеидальная резьба — это тиски.
Для обозначения такого типа нарезки применяется маркировка Tr, а шаг нарезки измеряется в миллиметрах. Если на метрической нарезке шаг представляет собой расстояние между вершинами, то на трапецеидальной — это одинаковое расстояние между зубьями. Ниже на фото буквой P обозначен шаг трапецеидальной резьбы.
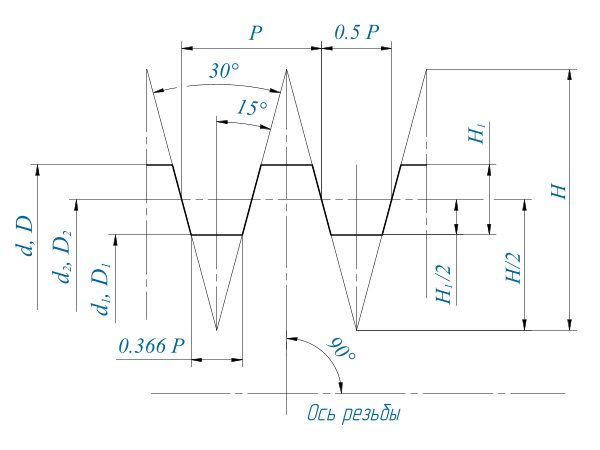
Для его измерения существует специальный Т-резьбомер, который стоит дороже дюймовых и метрических приборов. Чтобы его не покупать в случае необходимости определения шага трапецеидальной резьбы, имеется соответствующий алгоритм. Для этого необходимо измерить наружный диаметр, и сравнить его с табличными значениями, получив соответствующий результат.
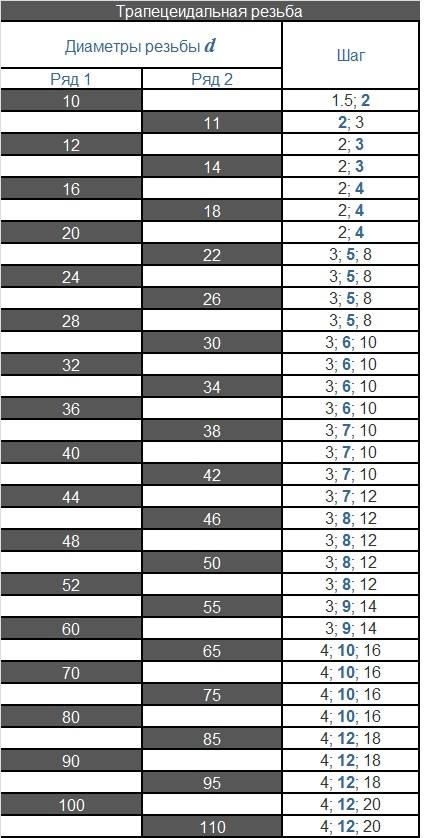
Таблица определения шага трапецеидальной резьбы
Это интересно!В конструкции тисков используется трапецеидальная резьба, поэтому ее не стоит путать с метрической и дюймовой.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
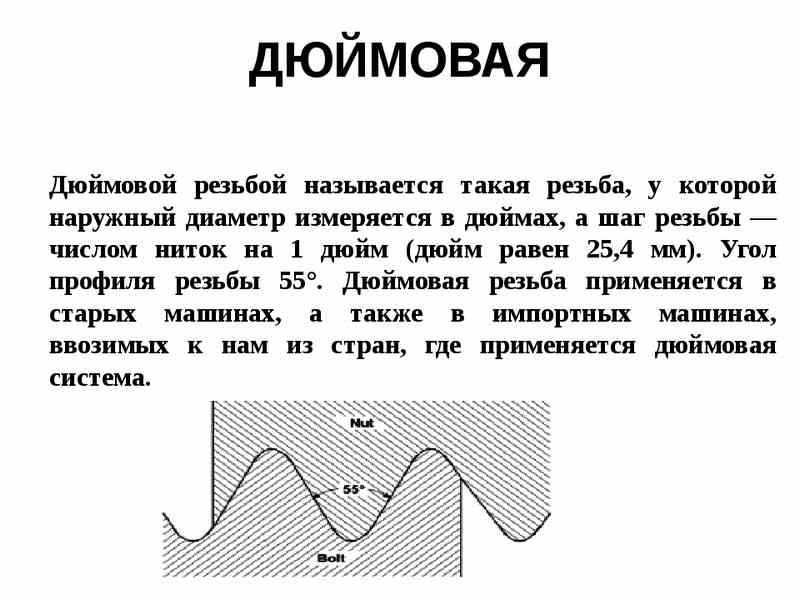
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
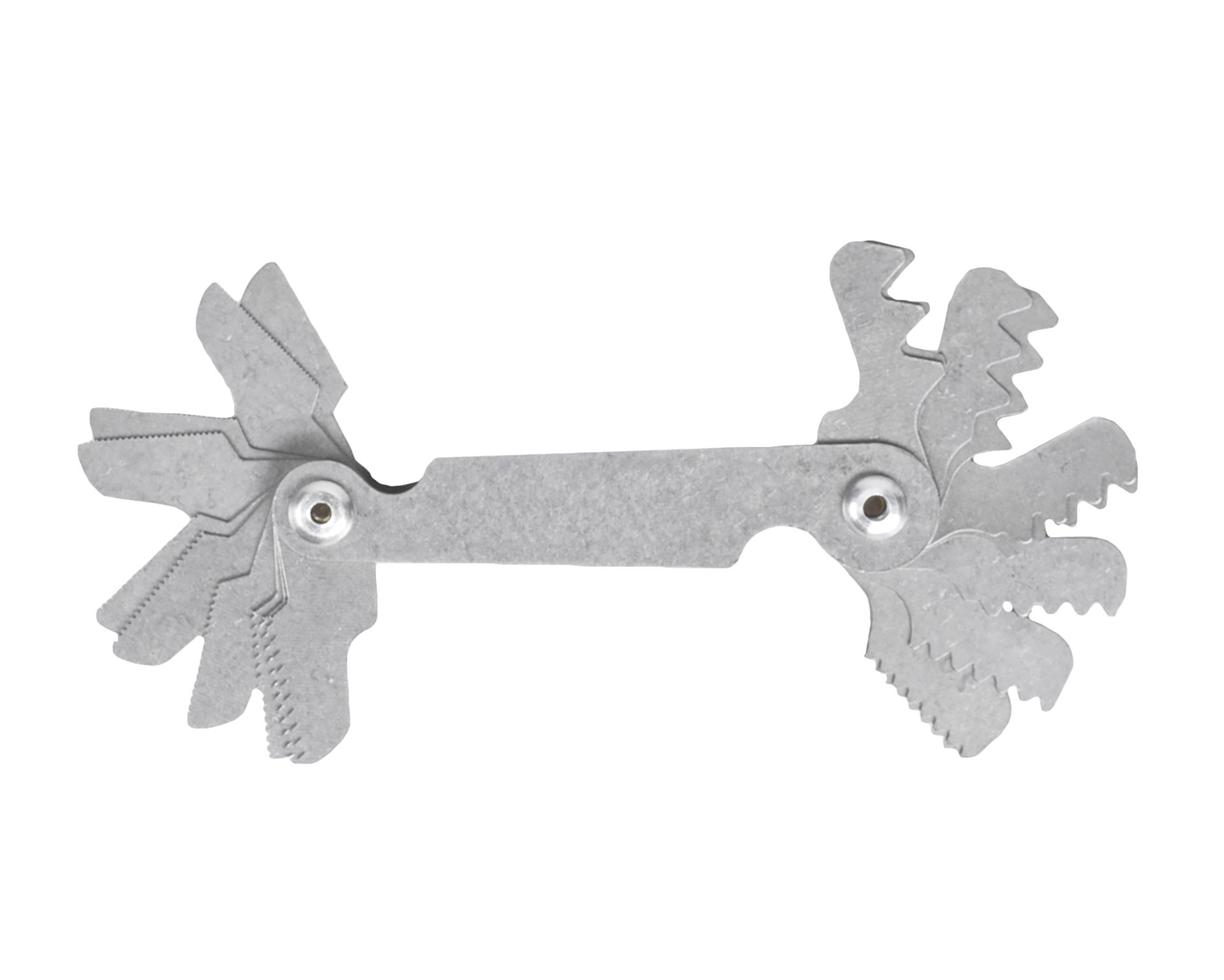
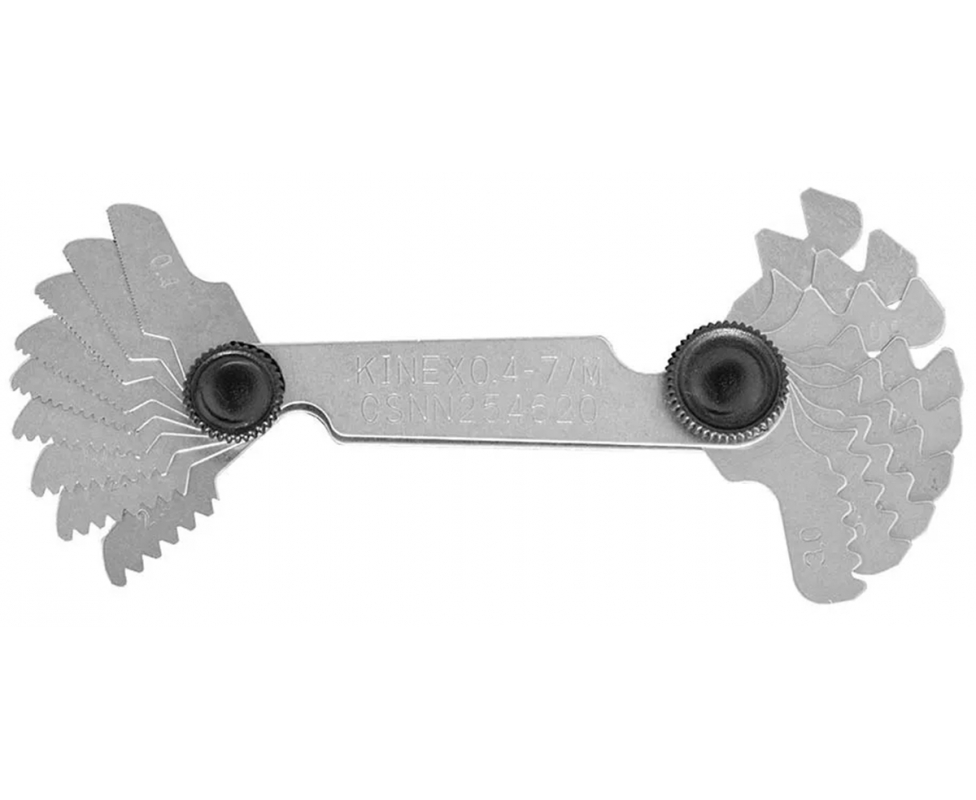
Определение шага резьбы с помощью резьбомера (шаблона)
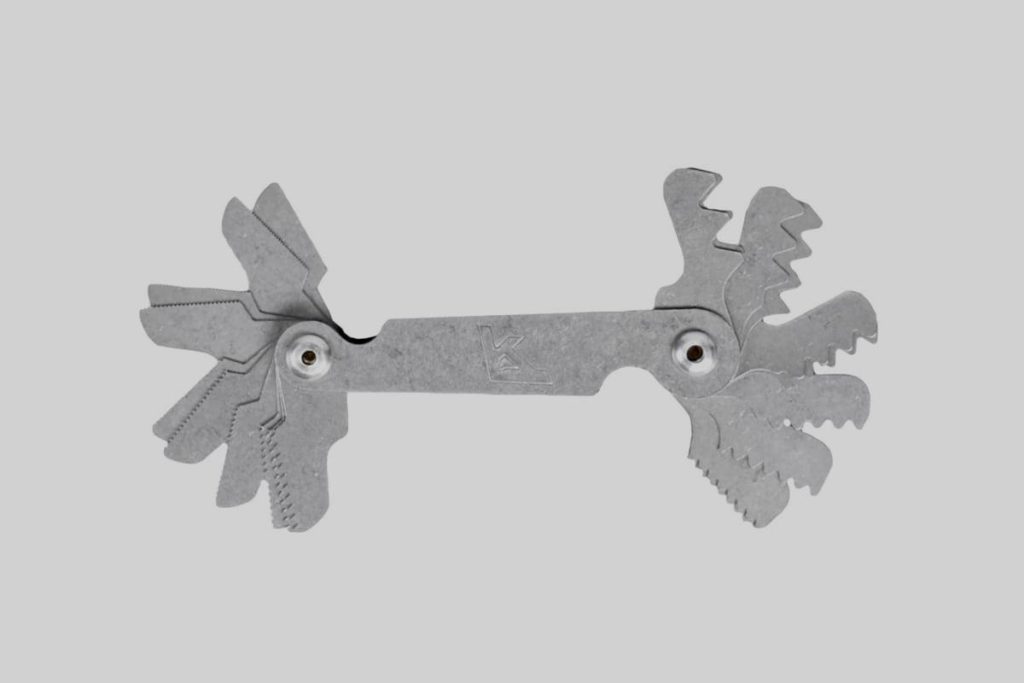
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.








Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
Устройство штангенциркуля
| Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) | Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) |
| 8,7 | BSP 1/8 | 25 | JIC 1 1/16 | ||
| 9 | 10X1 | 25,2 | ORFS 1 | ||
| 9,6 | BSP 1/8 | 25,85 | 26X1,5 | ||
| 9,9 | JIC 7/16 | 26,3 | BSP 3/4 | ||
| 10,5 | 12X1,5 | 26,9 | JIC 1 1/16 | ||
| 11 | JIC 7/16 | 28 | 30X2 | ||
| 11,5 | JIC 1/2 | 28,5 | |||
| 11,7 | BSP 1/4 | 29,8 | |||
| 11,85 | 12X1,5 | 29,9 | |||
| 12,4 | 14X1,5 | 30 | JIC 1 3/16 ORFS 1 3/16 М30X2 | ||
| 12,55 | JIC 1/2 | 30,6 | BSP 1 | ||
| 12,67 | 31,3 | JIC 1 5/16 | |||
| 12,9 | JIC 9/16 ORFS 9/16 | 32,85 | 33X2 33X1,5 | ||
| 13 | BSP 1/4 | 33,1 | BSP 1 | ||
| 13,9 | 14X1,5 | 33,2 | JIC 1 5/16 | ||
| 14,1 | JIC 9/16 ORFS 9/16 | 33,3 | |||
| 14,2 | 34 | 36X2 | |||
| 14,4 | 34,5 | ORFS 1 7/16 | |||
| 14,5 | 16X1,5 | 35,8 | 36X2 36X1,5 | ||
| 15,2 | BSP 3/8 | 36,3 | ORFS 1 7/16 | ||
| 15,7 | 36,5 | ||||
| 15,85 | 16X1,5 | 37,85 | |||
| 15,9 | ORFS 11/16 | 38,8 | JIC 1 5/8 | ||
| 16,4 | 39,2 | BSP 1 1/4 | |||
| 16,5 | BSP 3/8 | 18X1,5 | 40 | 42X2 | |
| 17,3 | ORFS 11/16 | 40,9 | ORFS 1 11/16 | ||
| 17,5 | JIC 3/4 | 41,1 | JIC 1 5/8 | ||
| 17,85 | 18X1,5 | 41,8 | BSP 1 1/4 | ||
| 18,5 | 20X1,5 | 42,7 | ORFS 1 11/16 | ||
| 18,9 | JIC 3/4 | BSP 1/2 | 43 | 45X2 | |
| 19 | ORFS 13/16 | 43,5 | |||
| 19,85 | 20X1,5 | 44,85 | |||
| 20,5 | ORFS 13/16 | JIC 7/8 22X1,5 | 45 | BSP 1 1/2 | |
| 20,8 | BSP 1/2 | 45,4 | JIC 1 7/8 | ||
| 20,9 | BSP 5/8 | 47,3 | BSP 1 1/2 | ||
| 21,85 | 22X1,5 | 47,9 | JIC 1 7/8 | ||
| 22,1 | JIC 7/8 | 48,7 | ORFS 2 | ||
| 22,18 | 50 | 52X2 | |||
| 22,5 | 24X1,5 | 50,6 | ORFS 2 | ||
| 22,8 | BSP 5/8 | 51,8 | 52X2 | ||
| 23,25 | ORFS 1 | 56,7 | BSP 2 | ||
| 23,85 | 24X1,5 | 59,3 | BSP 2 | ||
| 24,4 | BSP 3/4 | 61,2 | JIC 2 1/2 | ||
| 24,5 | 26X1,5 | 63,5 | JIC 2 1/2 |
2011-2018 ООО «СеверГидро» Все права защищены
«>
Резьба — виды, особенности, способы определения
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.








Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации
К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы
Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению

Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей. Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
- В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
- Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.
- В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.

Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника.
Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.

Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52).
Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками

Параметры резьбы Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.





