

Способы паяния деталей из меди
При помощи сварки надежно скрепляются две медные детали, сохраняя шов герметичным и долговечным. Существует несколько способов, самыми распространенными из которых представляются высокотемпературная и низкотемпературная.
Особенности высокотемпературных соединений
 Высокотемпературное соединение
Высокотемпературное соединение
Высокотемпературная пайка медных трубок с помощью газовой горелки включает в себя работу при температуре от 450 градусов. Для скрепления используется припой из тугоплавких металлов. Часто используют серебро или ту же медь. Высокотемпературные соединения называют твердыми.
После сварки между деталями остается очень надежный шов, который с легкостью выдержит высокие температуры, а также практически не подвергается механическим повреждениям.
Процесс основан на повышении температуры металла до его размягчения. В таком состоянии детали очень легко совместить. Стоит отметить, что при таком способе противопоказано искусственное охлаждение металла. Если этим правилом пренебречь, неизбежна потеря прочности.
Способ подходит для деталей с диаметром от 12 до 159 мм. Используется не только для водных, но и для газовых труб. Чаще всего, такое соединение будет полезно для случаев перемещения жидкости с температурой, превышающей 120 градусов. Это позволяет использовать тип для создания отопительных систем.
Низкотемпературная пайка в деталях
 Низкотемпературное соединение
Низкотемпературное соединение
Второй вид соединений часто называют мягкой пайкой. Тут используются относительно невысокие температуры до 450 градусов. Припоем являются мягкие металлы, типа свинца или олова.
Шов, полученный в процессе низкотемпературной пайки, менее прочный. Но это компенсируется тем, что на металл в процессе соединения не оказывается сильное температурное воздействие. Таким образом, прочностные характеристики детали остаются на первоначальном уровне.
Такая пайка считается более безопасной для работника, так как шанс получить увечья меньше. Применяется в водопроводных сетях, а также в отопительных. Однако во втором случае температура проходящей жидкости не должна быть выше 130 градусов.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
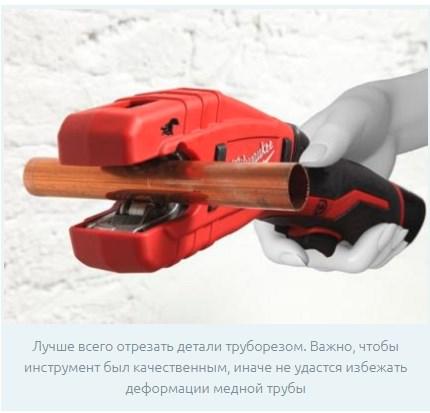
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы

Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке

При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.








Образование шва при пайке высокотемпературного типа

При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Некоторые виды припоев
 Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.
Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.
 Применение припоя
Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.
 Твердый припой для меди
Твердый припой для меди
Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Процесс пайки с точки зрения теории
Пайка многих труб, в том числе и медных, производится с соблюдением принципа соединения двух частей внахлест. В результате удается добиться достаточной прочности конструкции вне зависимости от используемого припоя, когда даже его мягкие виды, отличающиеся недостаточной стойкостью, гарантируют надежность соединения.
Для получения приемлемой прочности стыков посредством пайки необходимо, чтобы изделия в месте контакта заходили друг на друга минимум на 5 мм. На самом же деле создается гораздо больший нахлест, что обеспечивает ощутимый запас прочности.
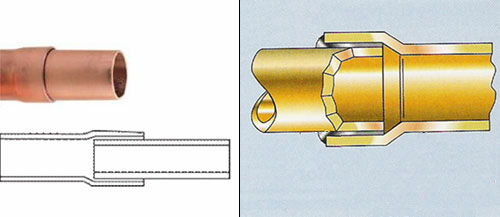 Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
При установке соединительных элементов образуется зазор около 0,2 мм, обеспечивающий возникновение капиллярных сил, наличие которых обязательно для осуществления качественного процесса пайки. Это приводит к эффекту, когда нагретый припой затекает в зазор, гарантируя требуемый уровень герметизации в месте контакта. Благодаря воздействию капиллярных сил появляется возможность подавать припой снизу.
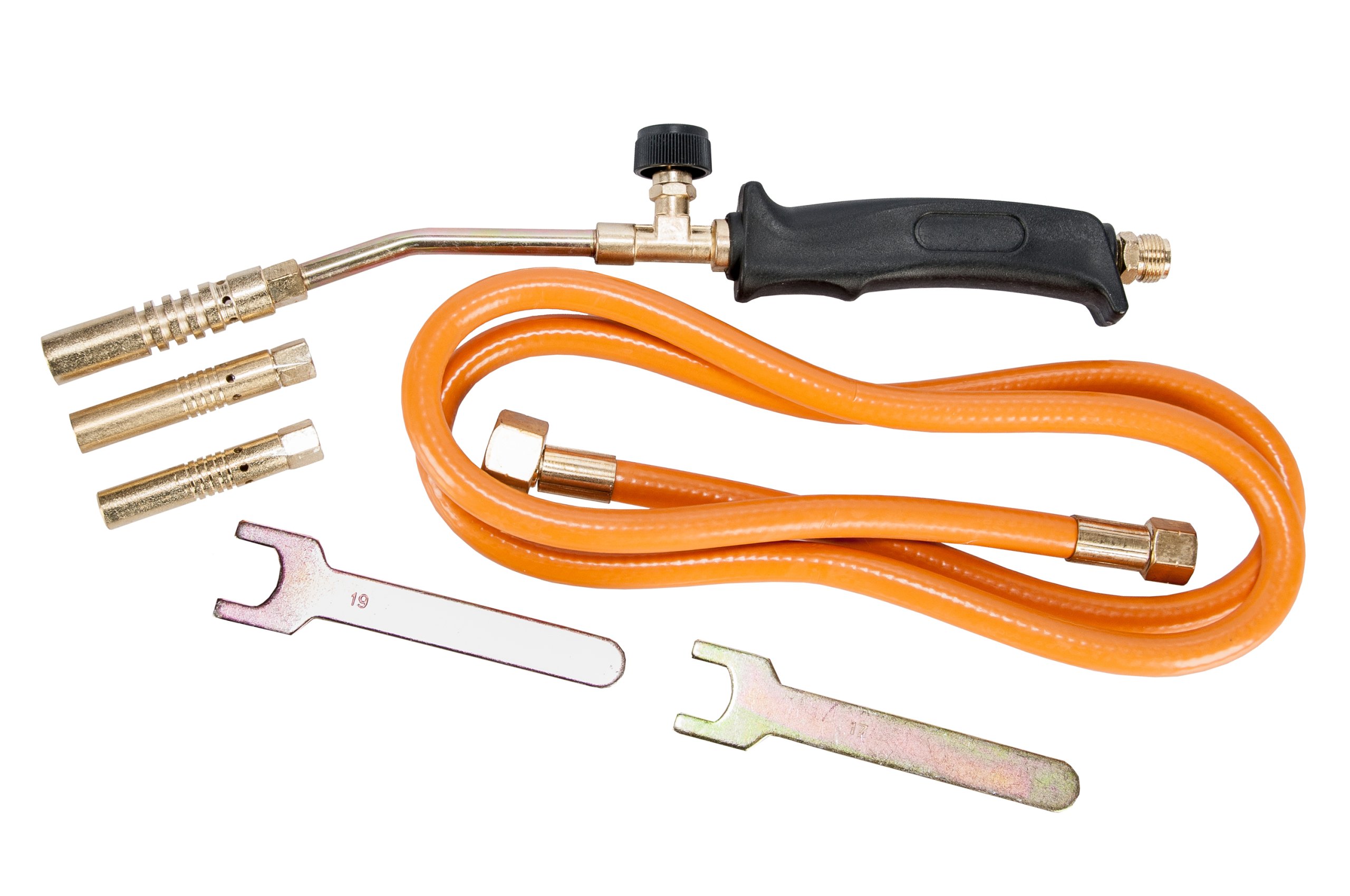
Выбор инструмента
Если речь идёт об изделиях значительного размера, отложим электрический паяльник, температура которого достигает максимум 500 градусов Цельсия, в сторону, и приступим к выбору газовой горелки, поскольку паяльные лампы менее удобны для работы. Тут следует учитывать следующие критерии:
Температура пламени. Если для домашней мастерской можно ограничиться покупкой устройства, в котором этот параметр достигает 1000 – 1500 градусов, то профессионалу нужно, чтобы температура доходила до 2000 градусов. Это позволит работать с деталями большого размера и использовать тугоплавкие припои и флюсы.
Форма и размер пламени









Для точечных работ важно, чтобы оно имело карандашную форму, и было как можно компактнее. Но для пайки больших объёмов меди используется широкое вихревое пламя
Удобно, когда газовая горелка имеет несколько сменных сопел и систему регулировки, позволяющие производить точную настройку.
Удобство. Для домашней надобности подойдут и устройства, устанавливаемые на портативные газовые баллоны. Но в производстве лучше применять горелки, присоединяемые к большим газовым баллонам с помощью шланга. Они удобнее в использовании и рассчитаны на долговременную эксплуатацию.
В комплекте с горелкой должен поставляться кронштейн для закрепления сменных жал и сам комплект жал различного размера и сечения. Некоторые пытаются изготовить горелку своими руками. Но это требует специальных знаний и точных расчетов. Гораздо проще купить уже готовый инструмент.
Типы соединений под пайку
Подразделяются на две группы – торцевые (стыковые) и внахлёст, при помощи переходной арматуры или фитингов. Теоретически стыковые соединения между медными трубами могут быть такими же прочными, как и сама медь, при условии, что припой достаточно прочен.
Это связано с тем, что вся нагрузка должна переноситься через область контакта двух небольших поверхностей на концах каждой детали. Однако на практике стыковые соединения для спайки медных труб используются редко, потому что обеспечить одной рукой правильное выравнивание смежных торцов во время пайки в домашних условиях практически невозможно.
Сварка труб ручной дуговой сваркой и электросваркой: как правильно, технология При осуществлении строительных или ремонтных работ нередко требуется сооружение конструкций из труб. Соединить их можно при помощи фитингов, но такой способ подходит не всегда. Сварка труб — самый…
Соединительные муфты, с другой стороны, самоустанавливаются в процессе сборки и пайки медных труб. Присадочный металл или флюс в соединении не должен быть таким прочным, как медь, потому что площадь контакта между трубкой и посадочным местом фитинга всегда достаточно большая. В этом случае напряжение в паяном металле низкое, поэтому присадочный металл может быть менее прочным, чем основной металл.
Поэтому, когда домашний мастер пользуется заблаговременно приобретёнными медными фитингами с глубокими полостями, можно успешно применять мягкие припои с пределом прочности на разрыв около 35 МПа, а для соединения более прочной медной трубки — с пределом прочности на разрыв около 180 МПа, чего вполне достаточно для большинства видов соединений.
Как согнуть профильную трубу в домашних условиях без трубогиба своими руками Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из…
Как запаять медную трубу? Трубное соединение должно быть достаточно прочным, чтобы выдерживать такие факторы, как давление, собственный вес и тепловое расширение. Если вы выбираете оптимальную комбинацию присадочного металла, учитывающую глубину полости, то соединение окажется даже более прочным, чем материал исходной трубы.
Прочность торцевого соединения при пайке медной трубы обычной горелкой зависит от:
- Длины зоны перекрытия (обычно глубины полости в фитинге);
- Прочности припоя;
- Прочности готового спая, после того, как температура в зоне спая снизится до комнатной (или до максимальной температуры горячего теплоносителя, если требуется припаять соединительный элемент системы тёплого пола).
Виды портативных горелок
Газовыми горелками называют устройства, различные по конструкции и назначению, но их объединяет общая черта – функционирование производится от газа.
Портативные устройства, предназначенные для работы от маленькой тубы, наполненной пропан-бутаном или другим газом, не нужно путать с духовками или мощными агрегатами для сварки, которые работают от природного газа или большого баллона.
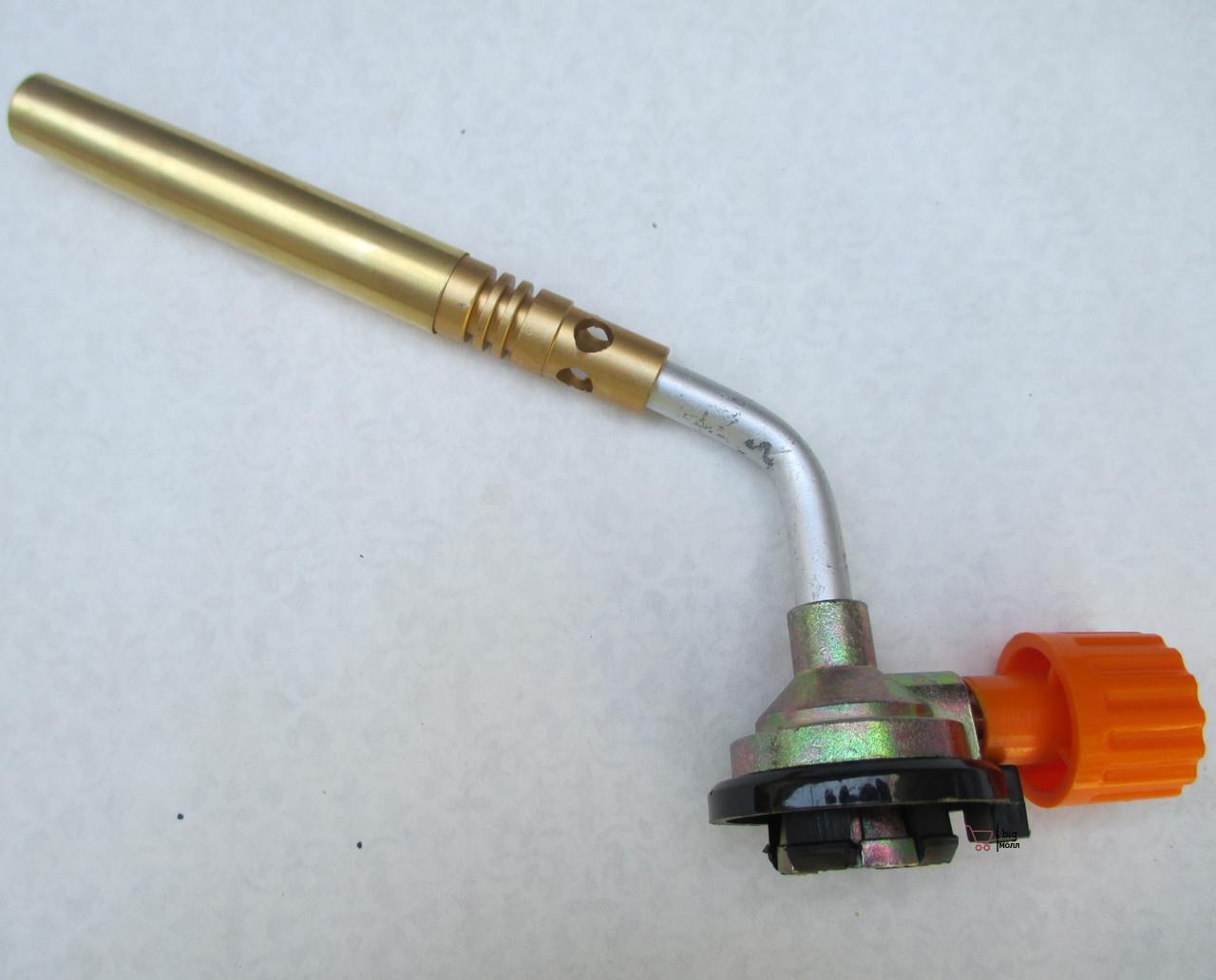
Предлагаем краткий обзор основных элементов конструкции недорогой горелки для газового баллончика, которая служит прекрасным образцом домашнего устройства. Оно может пригодится для ремонта на даче или для барбекю.
С помощью компактного прибора можно быстро разжечь мангал, нагреть болты или гайки на морозе, расплавить пластиковые детали, обработать термоусадки. Температуры пламени (до +1300°С) хватает для пайки металлических труб.
Это пример горелки популярного среди пользователей типа, но ассортимент приборов намного шире. Рассмотрим наиболее востребованные виды.
Различие по сфере использования
Открытое пламя может потребоваться и в быту, и на отдыхе, и во время выполнения монтажных работ. Одна из сфер применения – туристическая. В походных условиях с помощью простого прибора разжигают костер, разогревают консервы.
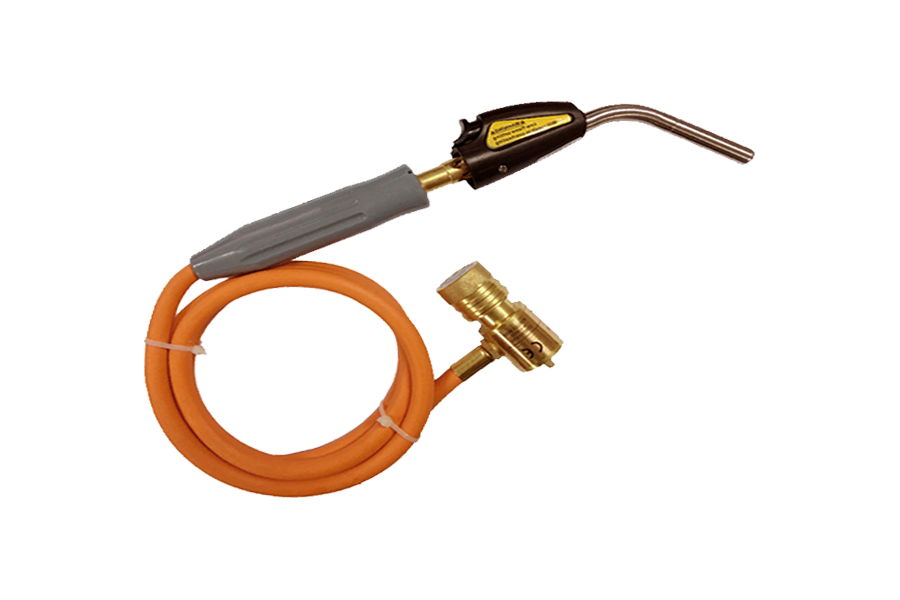
Устройства для разогрева пищи имеют особую конструкцию – вместо дула-сопла – длинный тонкий шланг подачи газа к выносной горелке с подставкой
Горелки с направленным факелом «пистолетного» типа часто применяют в монтажных работах при пайке медных труб, для сгибания пластиковых элементов.
Пламя, разогретое до нужной температуры, направляется на зону сопряжения медных деталей, результатом чего является прочное неразъемное соединение трубы с трубой или с фитингом
Высокотемпературными мощными лампами можно обрабатывать и стальные детали, но для этого требуется твердый припой и немного измененная техника пайки.
Также газовые портативные горелки применяются для следующих работ:
- обработка деревянных деталей;
- розжиг мангала, костра на даче без использования химических средств;
- прокаливание и резка металлических заготовок;
- опаливание туш животных при разделке;
- оттаивание замерзших трубопроводов.
Полезный прибор всегда под рукой у мастеров-умельцев, которые самостоятельно любят благоустраивать дом и облагораживать приусадебный участок. Горелка может пригодиться в автомастерской, при строительстве теплицы или других сооружений.
Деление по способу присоединения баллончика
Картридж с горючим является расходным материалом. Как только топливо заканчивается, он отсоединяется от горелки, а на его место устанавливается новый баллончик.
Существует несколько видов присоединения картриджа к устройству:
- резьбовые – фиксируются с помощью резьбы, проще говоря – накручиваются;
- цанговые – надеваются и слегка поворачиваются в одну из сторон;
- клапанные – закрепляются фиксатором;
- прокалываемые – соединяются с помощью легкого нажатия.
Резьбовые модели встречаются чаще остальных. Они образуют прочное соединение двух элементов, которые можно в любой момент разъединить. Прокалываемые, напротив, нельзя отключать, пока газ в баллончике не закончится.
Приборы с цанговой фиксацией быстро устанавливаются. Чтобы их закрепить на баллоне, нужно просто надеть и повернуть на 25-30 градусов в сторону
Слабая сторона цанговых устройств – быстрое разбалтывание фиксатора, вследствие чего происходит потеря газа.
Более надежными считаются клапанные горелки, которые обычно предназначены для разогрева пищи.
Различие газовых горелок по типу топлива
Производители используют различное горючее для наполнения расходных картриджей. Выбор сжиженного газа основывается на назначении горелок, требуемой температуры пламени, мощности. Чтобы улучшить характеристики состава, иногда смешивают несколько различных видов топлива.









Чаще остальных применяются следующие комбинации веществ:
- смесь пропана и бутана (70:30) – в основном, для летнего применения, но с устройством нагрева используется и зимой;
- комбинация пропана, бутана и изобутана в различных пропорциях;
- смесь MAPP – метилацетилен-пропадиен-пропан, чаще используется для сварки при температуре 1600-2500°С.
Но бывают баллончики, заполненные каким-то одним газом, например, бутаном.
Образец недорогих газовых баллончиков – «Следопыт». Цена – 90 рублей. Наполнение – универсальное газовое топливо, подходящее для портативных горелок, резаков, плит, обогревателей
Выбор топлива важен, когда предстоят работы в жестких условиях – на морозе или на большой высоте. А летом для розжига мангала или костра подойдет любой универсальный газ.
Основные ошибки, допускаемые при пайке
 Ошибки
Ошибки
К основным ошибкам, которые часто допускают неопытные сварщики, относят:
Спайка поверхностей с некоторыми дефектами. Во время соединения мелочей не бывает. Даже незначительный дефект способен ослабить шов.
Некачественная очистка поверхностей от загрязнений.
Несоблюдение норм по размерам монтажного зазора. Это приводит к получению негерметичного и недолговечного соединения.
Малый нагрев деталей
Часто во время работы новички стараются как можно быстрее расплавить припой, не уделяя внимание сами деталям.
Неравномерное нанесение флюса.
Перегрев детали, что приводит к сгоранию флюса.
Если начать проверять на прочность не до конца остывшее соединение. Можно нарушить целостность шва или вовсе разрушить его.
Несоблюдение техники безопасности
Приводит к травмам, заболеваниям и разным неприятным явлениям.
Новичкам может быть сложно соблюдать все правила проведения процедуры. Поэтому для проведения первых работ рекомендуется пригласить опытного сварщика в качестве консультанта.
Сварка труб представляется действенным методом получения герметичных соединений. Но иногда осуществить этот метод не представляется возможным. Тогда на помощь придут способы соединения медных труб фитингами без пайки. Устройства позволят плотно и герметично совместить детали. Этот способ несколько хуже по качеству, однако представляет собой неплохую альтернативу классической сварке в домашних условиях.





