

Резьба метрическая. Диаметры и шаги.
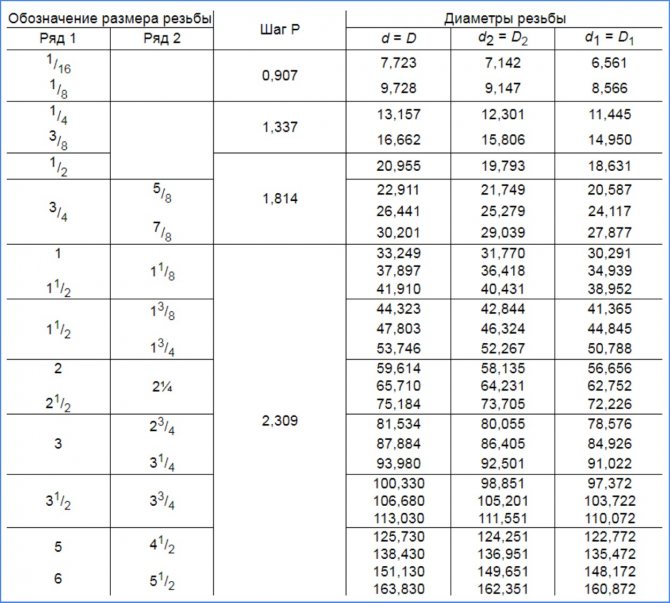
По ГОСТ 8724 (СТ СЭВ 181) метрическая резьба может иметь диаметр 0,25…600 мм. Все диаметры разбиты на три ряда.
Примечания:
- При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
- Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
- Резьба 14×1,25 может применяться только для свечей зажигания.
- Резьба 35×1,5 может применяться лишь для стопорных гаек шарикоподшипников и при необходимости в легких конструкциях.
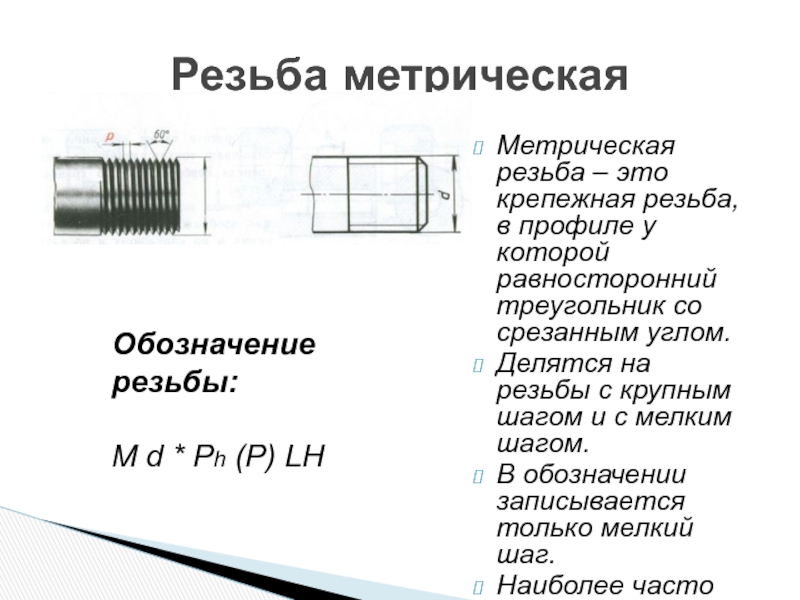
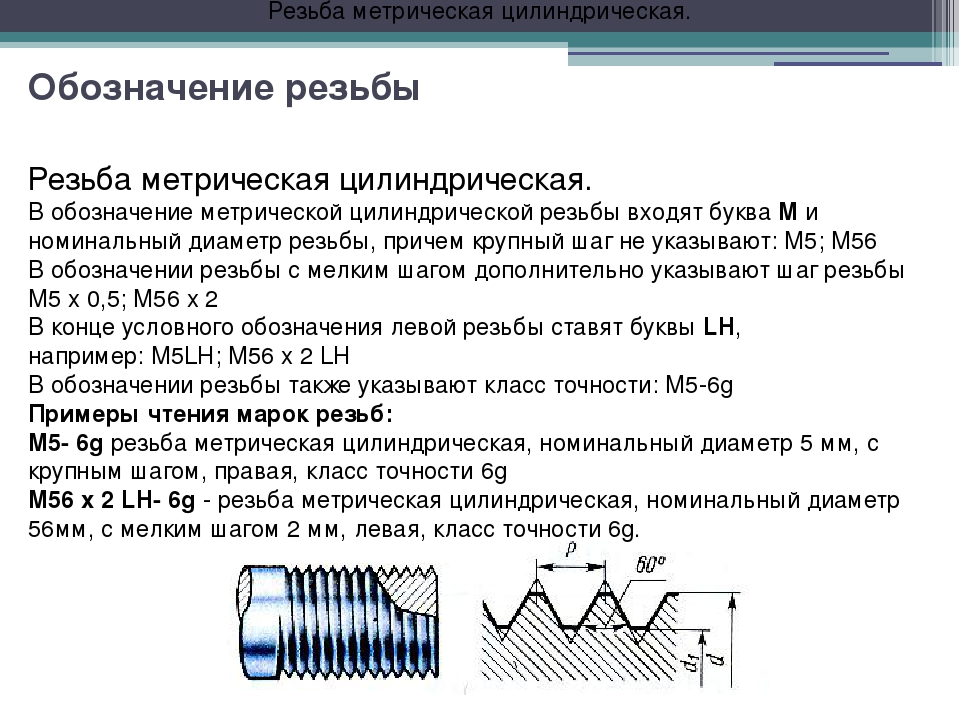
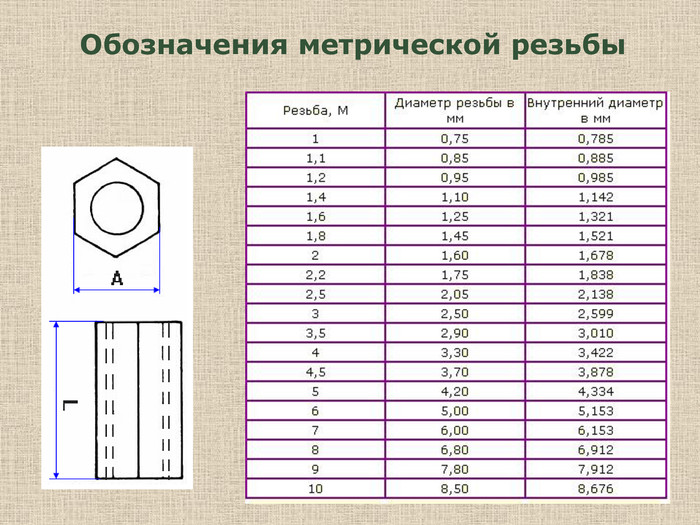
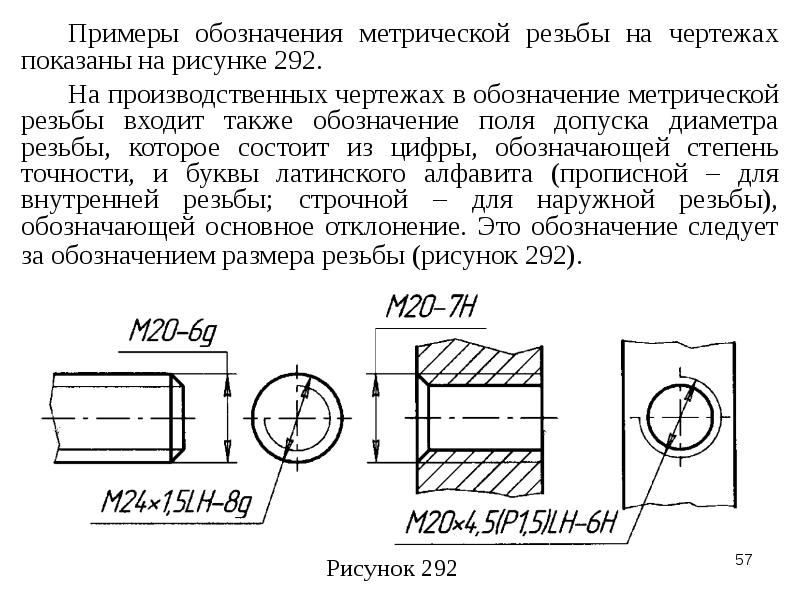
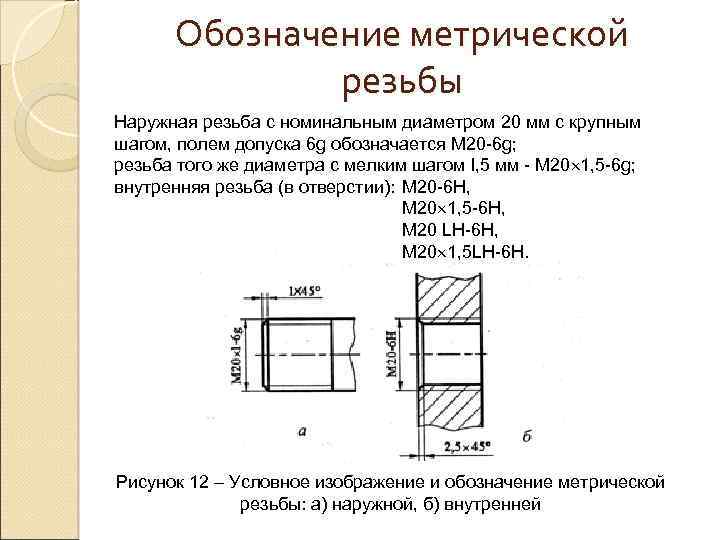
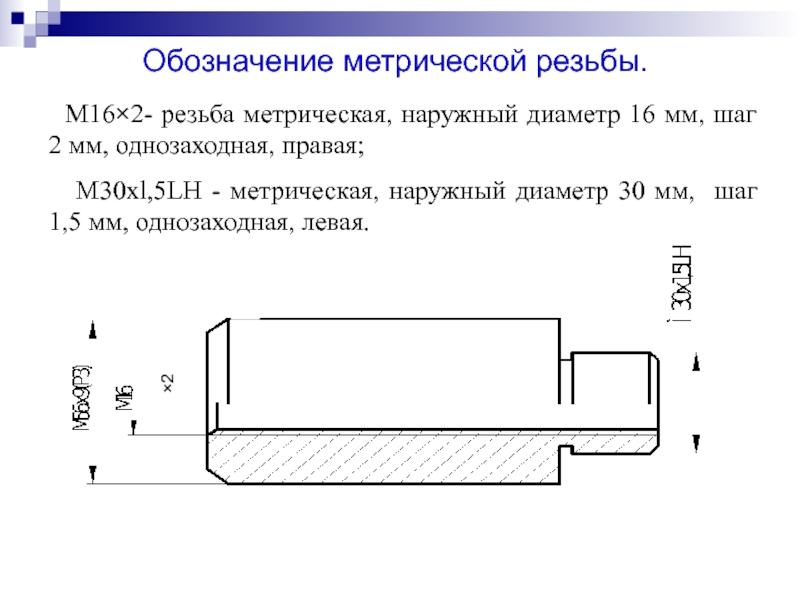
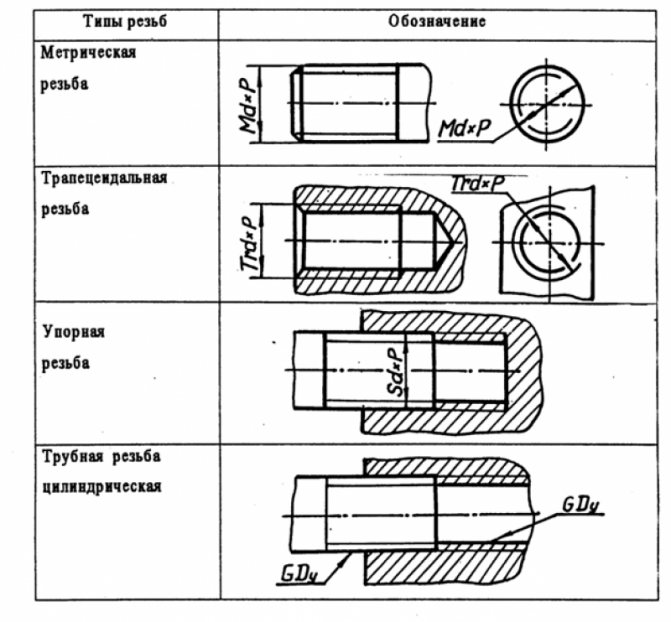
Обозначение резьб.
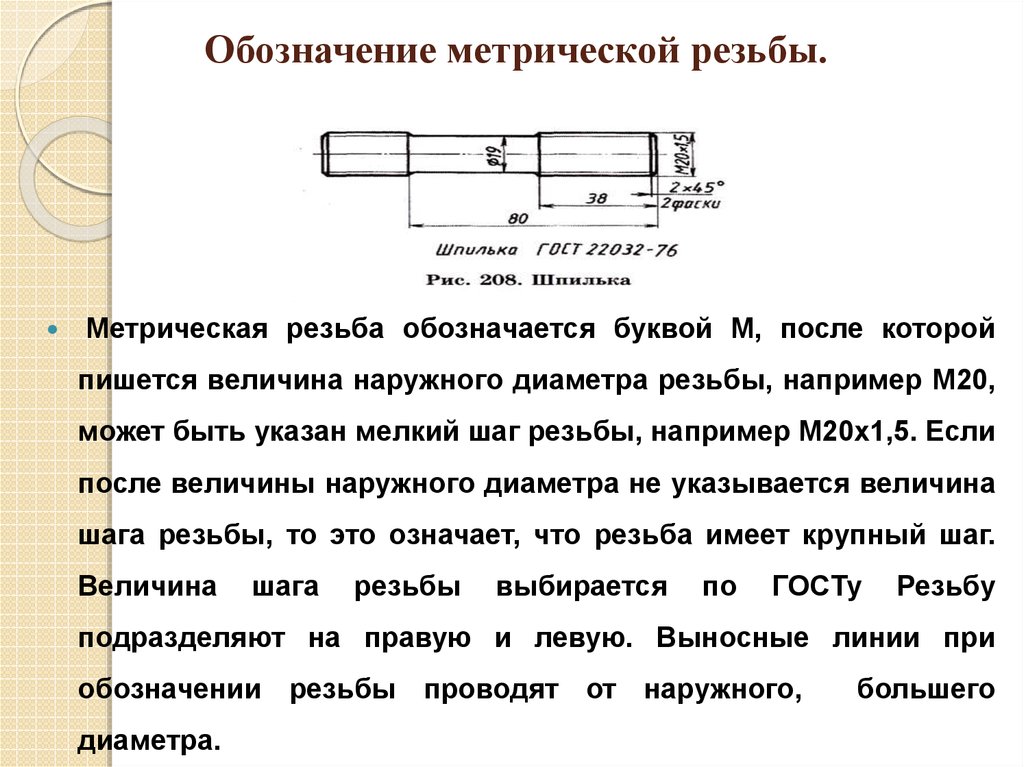
В условное обозначение резьбы с крупными шагами должны входить: буква М и номинальный диаметр резьбы, например М24, М64.
В обозначение резьбы с мелким шагом должны входить: буква М, номинальный диаметр резьбы и числовое значение шага, например, М24×2, М64×2 и т.д.
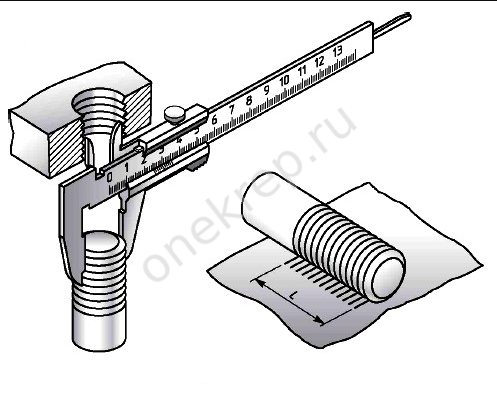
Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Рейтинг качественных резьбомеров до 1500 рублей
Metric SCHUT 24 шт. 856.456

Набор состоит из 24 элементов. Сборка осуществляется на территории Поднебесной. Модель позволяет выявить не только полноту профиля, но и его шаг. В основе лежит использование цветной разметки метрического типа. Имеется ряд зубчатых пластинок, которые прочно крепятся внутри обоймы. Для дальнейшей работы человеку необходимо будет подобрать нужную пластинку, и приложить ее поверх разметки таким образом, чтобы образовался минимальный зазор. Общий вес – 0,05 кг. Диаметр инструмента: 98х37х14 мм. Этот качественный и практичный комплект станет отличным решением не только для домашнего пользования, но и производства.
Средняя цена – 980 руб.
Metric SCHUT 24 шт. 856.456
Достоинства:
- высокое качество сборки и вспомогательных элементов;
- отсутствие неровностей и люфта на корпусе;
- отличное соотношение цены и качества;
- многочисленные положительные отзывы;
- эргономичная форма;
- компактные габариты.
Недостатки:
АЛЬФА-НДТ №1 М60
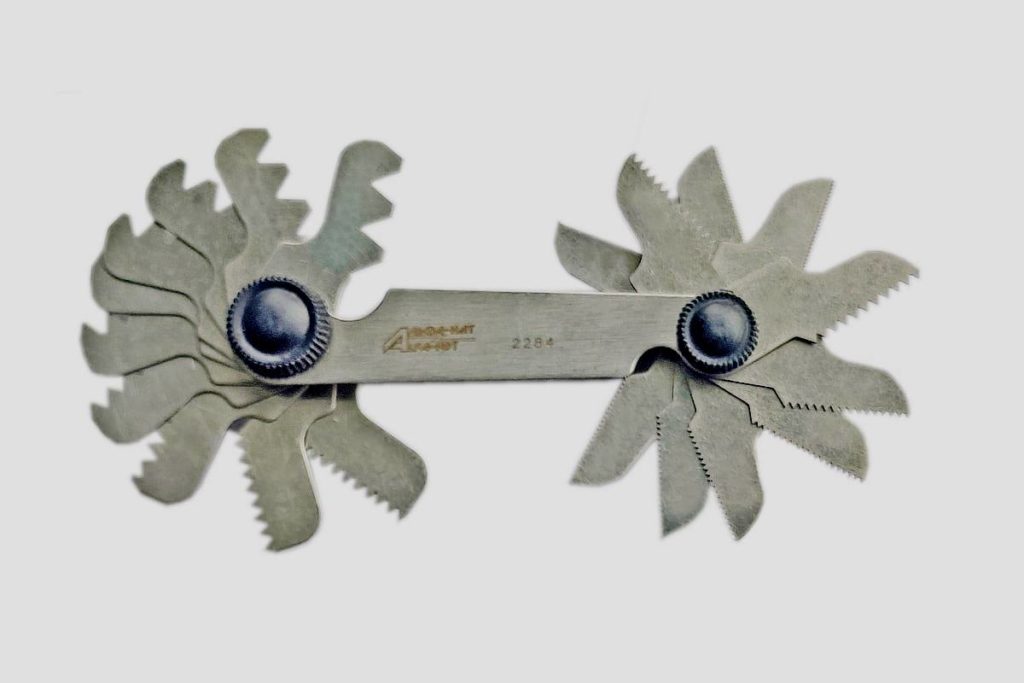
Этот комплект состоит из 20 высококачественных элементов. Общий вес конструкции – 0,022 кг. Размеры приспособления: 10х13х35 мм. Заявленный производителем шаг составит 0,4-6 мм. Коэффициент погрешности составляет 20 мкм. Так же покупатель получает паспорт изделия и фирменный чехол, который после может использоваться для хранения инструментов. Сборка осуществляется на территории нашей страны. Практичное приспособление может использоваться на производстве, а не только в домашних условиях.
Цена – 880 руб.
АЛЬФА-НДТ №1 М60
Достоинства:
- практичность;
- эргономичная форма;
- компактные габариты;
- высокое качество сборки и расходных материалов;
- функциональность;
- высокий эксплуатационный срок.
Недостатки:
ЧИЗ N1 М60 54563

Этот продукт от проверенного временем отечественного производителя пользуется спросом далеко за пределами нашей страны. В основе лежит использование общепризнанной метрической системы. Для изготовления корпуса применяется высокопрочный стальной сплав. Пластинки, которые используются для измерения, имеют толщину в 1 мм. За счет качества применяемого сырья исключается риск сгибания или поломки элементов. Коэффициент погрешности составляет 15 микрометров. В комплекте имеется 20 элементов. Производится на территории нашей страны.
ЧИЗ N1 М60 54563
Достоинства:
- доступная цена;
- качество сборки и комплектующих;
- эксплуатационный срок;
- низкий коэффициент погрешности;
- ударопрочный корпус;
- удобство в использовании.
Недостатки:
КАЛИБРОН-463-691
Набор относится к категории базовых и состоит только из самых необходимых элементов. В этом случае человек не будет переплачивать за то, чем пользоваться не планирует. Применяется метрическая система измерения. Диапазон разметки – 0,4-6 мм. Для изготовления корпуса и ключевых элементов используется качественный металлический сплав. Коэффициент погрешности, заявленный производителем, составляет 15 мкм. В наборе имеется 20 элементов-шаблонов. Эта практичная и, одновременно, качественная модель пользуется повышенным спросом у отечественных потребителей. Общий вес прибора – 100 г. Сборка осуществляется на территории России.
Средняя цена – 640 руб.
КАЛИБРОН-463-691
Достоинства:
- корпус утяжеленного типа;
- компактные габариты;
- эргономичная форма;
- отличная комплектация;
- низкий коэффициент погрешности.
Недостатки:
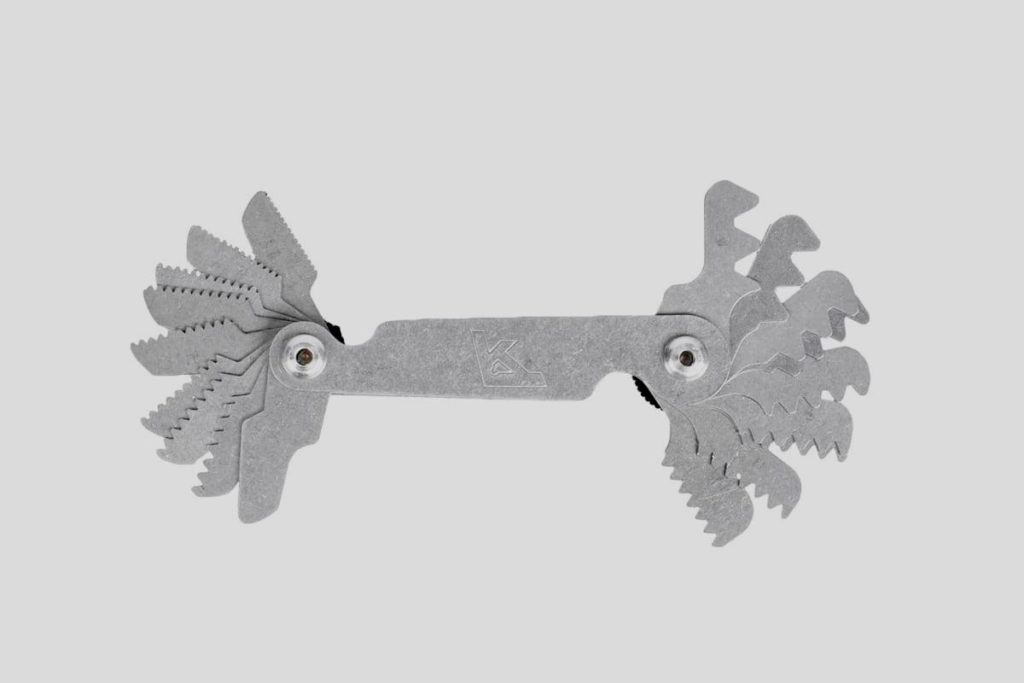
WIEDERKRAFT WDK-MG60

Это прочное и простое в использовании приспособление выпускается проверенной временем европейской компанией. Набор состоит из 20 вспомогательных элементов, которые позволят осуществить замеры в диапазоне 0,4-6 мм. В основе лежит использование стандартной метрической системы. Общий вес – 30 г. Производится на территории Германии.

Стоимость – 450 руб.
WIEDERKRAFT WDK-MG60
Достоинства:
- ударопрочный корпус;
- эргономичность;
- компактные габариты;
- качество сборки и применяемых комплектующих;
- положительные отзывы в сети.
Недостатки:
Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
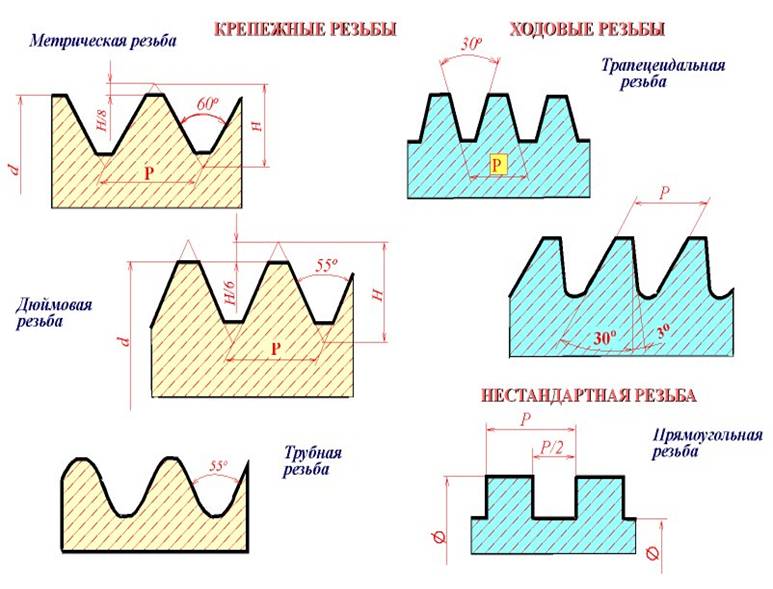
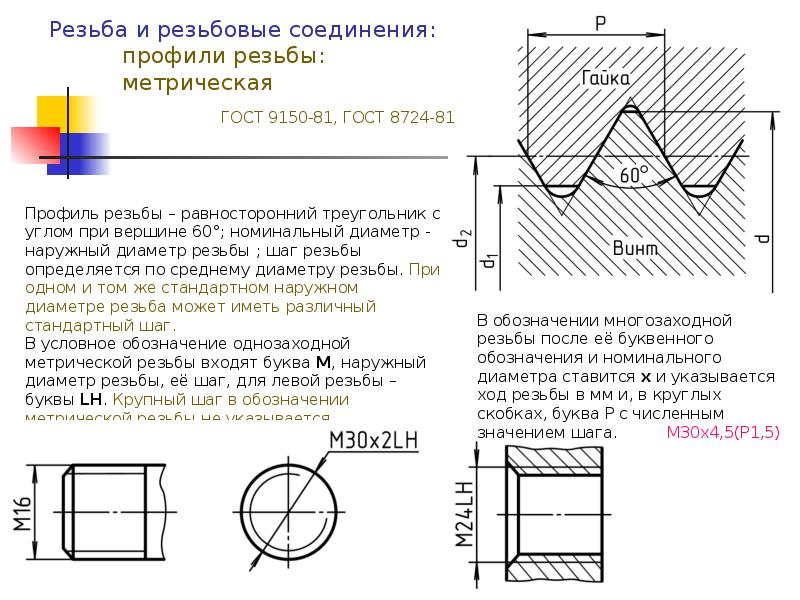
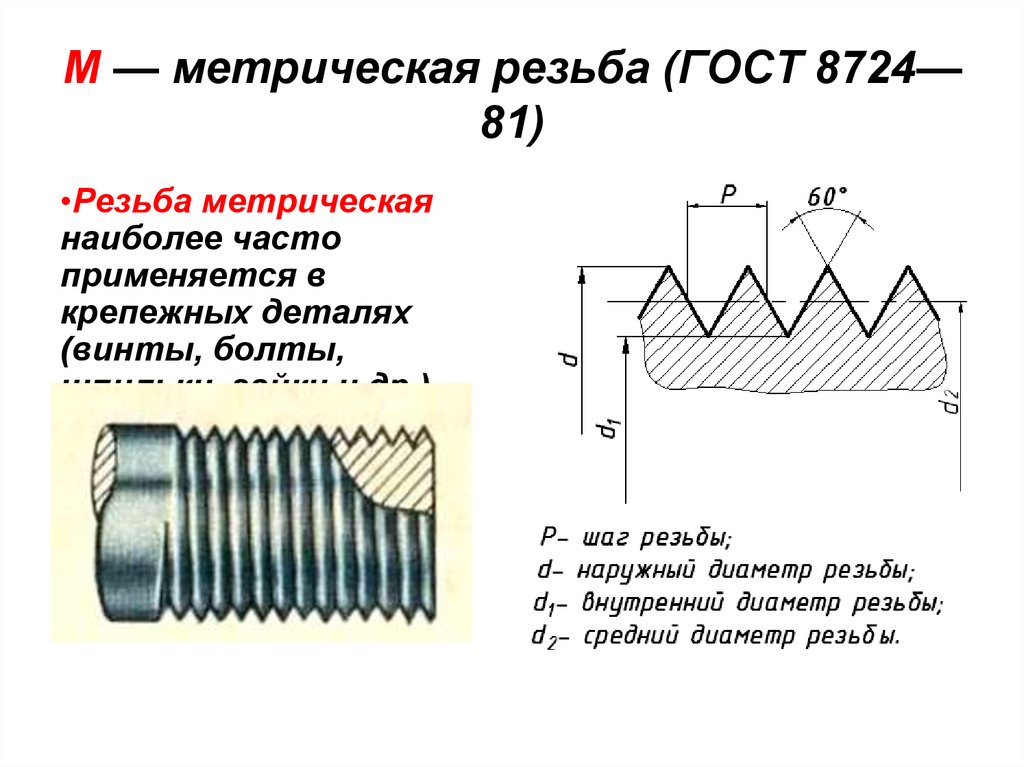
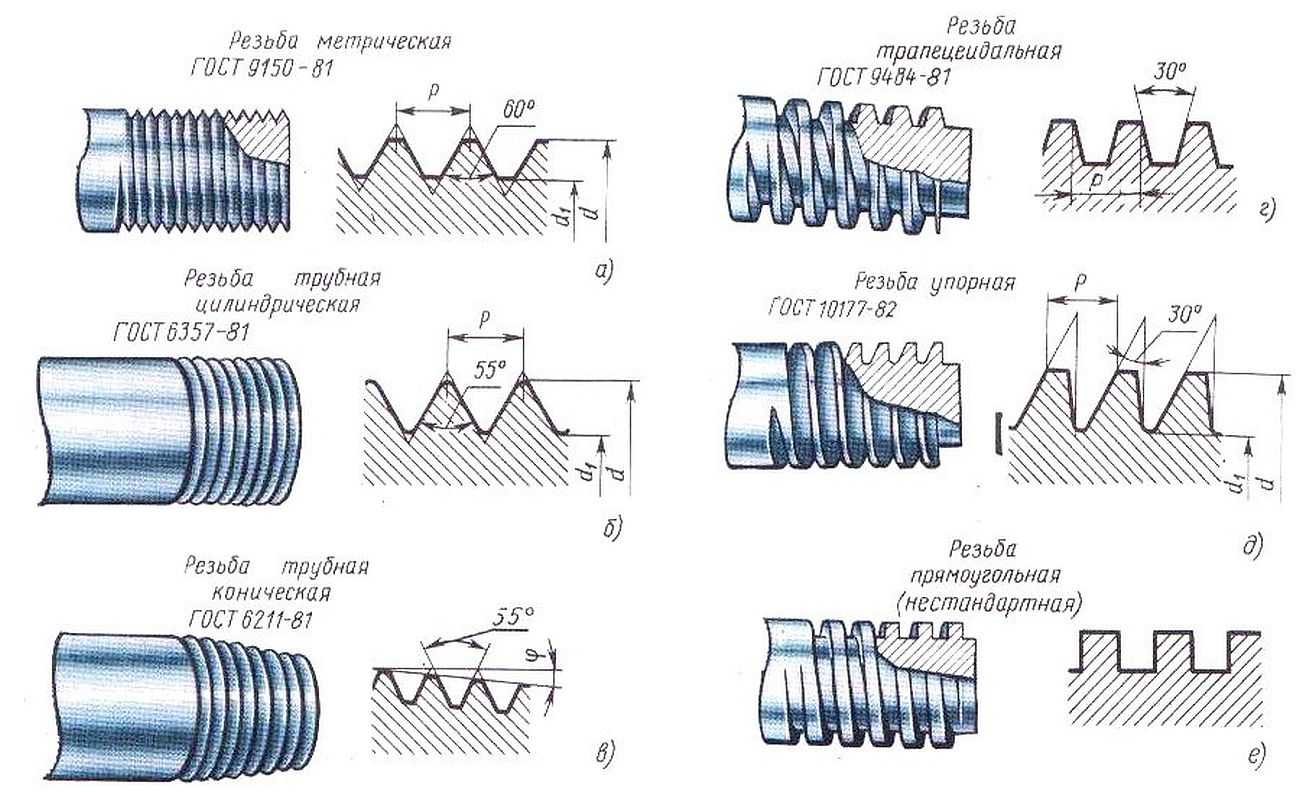
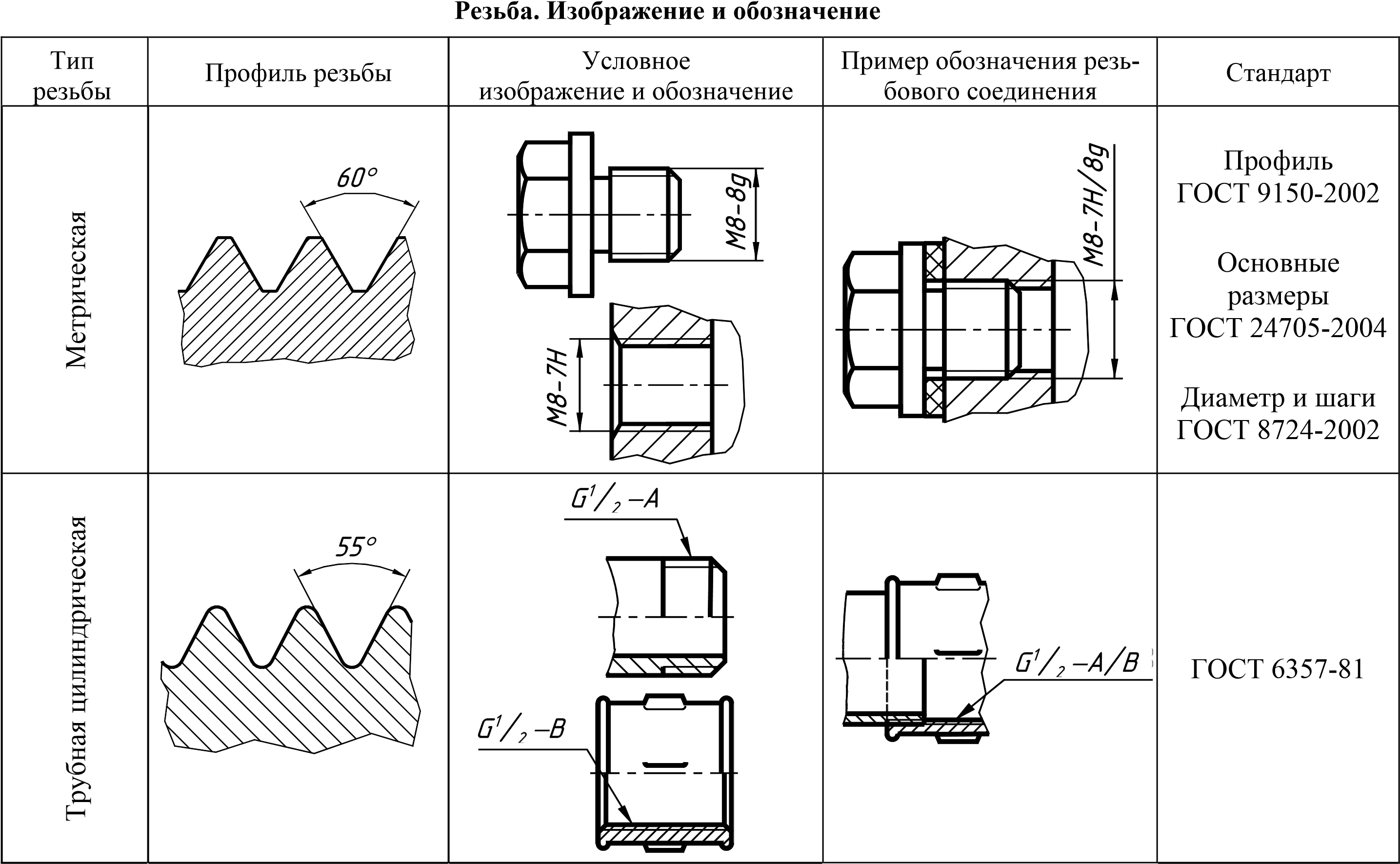
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника.
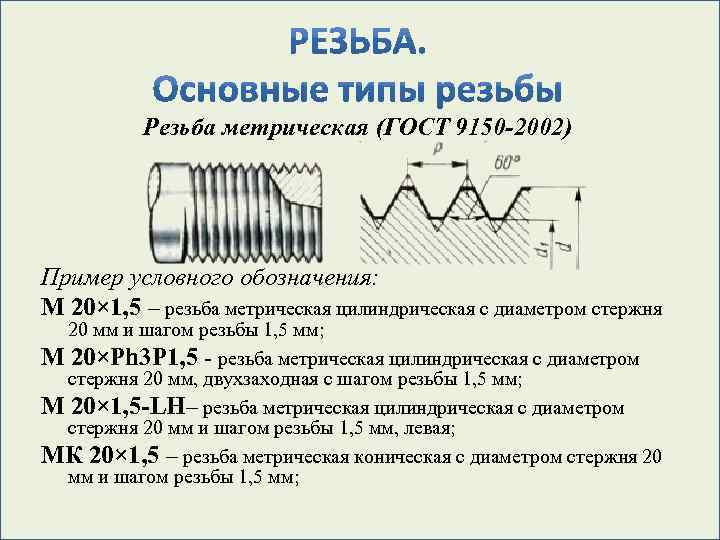
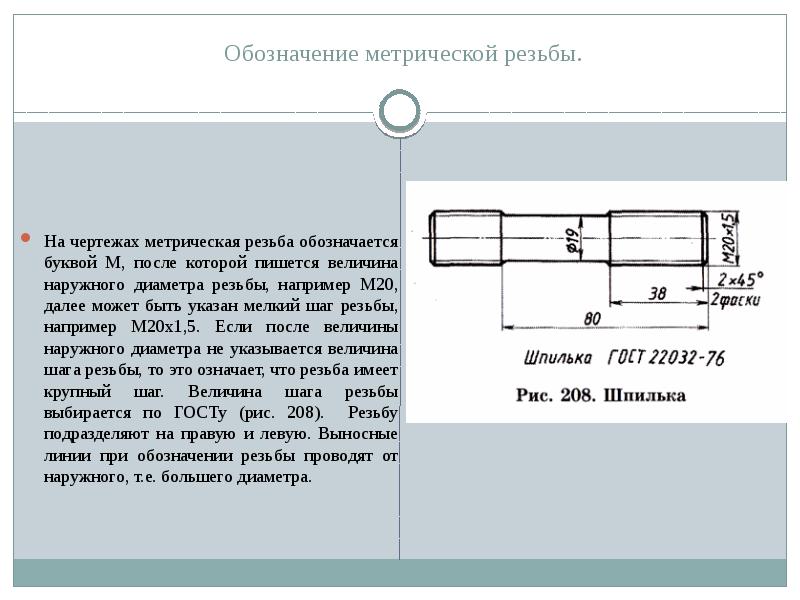
Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.
Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52).
Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
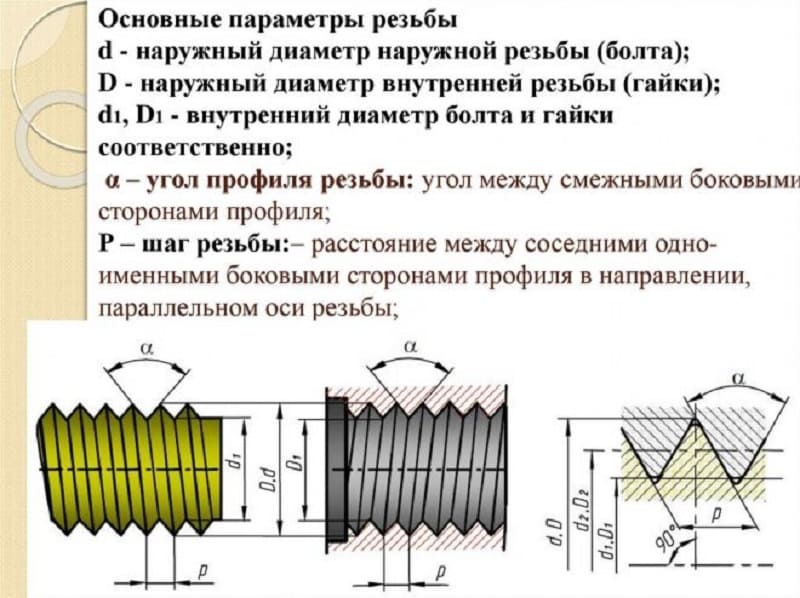
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
Параметры резьбы Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Стандартные (основные) шаги метрической резьбы − Таблица
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
| Шаг резьбы, P, мм | Диаметры резьбы | Высота профиля, h, мм | ||
| Наружный, d, мм | Средний, d2, мм | Внутренний, d1, мм | ||
| 0,25 | 1 | 0,838 | 0,730 | 0,135 |
| 0,25 | 1,1 | 0,938 | 0,830 | 0,135 |
| 0,25 | 1,2 | 1,038 | 0,930 | 0,135 |
| 0,30 | 1,4 | 1,205 | 1,075 | 0,162 |
| 0,35 | 1,6 | 1,373 | 1,221 | 0,189 |
| 0,35 | 1,8 | 1,573 | 1,421 | 0,189 |
| 0,40 | 2 | 1,740 | 1,567 | 0,216 |
| 0,45 | 2,2 | 1,908 | 1,713 | 0,243 |
| 0,45 | 2,5 | 2,208 | 2,013 | 0,243 |
| 0,50 | 3 | 2,675 | 2,459 | 0,270 |
| 0,60 | 3,5 | 3,110 | 2,850 | 0,325 |
| 0,70 | 4 | 3,546 | 3,242 | 0,379 |
| 0,75 | 4,5 | 4,013 | 3,688 | 0,406 |
| 0,80 | 5 | 4,480 | 4,134 | 0,433 |
| 1 | 6 | 5,350 | 4,918 | 0,541 |
| 1 | 7 | 6,350 | 5,918 | 0,541 |
| 1,25 | 8 | 7,188 | 6,647 | 0,676 |
| 1,25 | 9 | 8,188 | 7,647 | 0,676 |
| 1,5 | 10 | 9,026 | 8,376 | 0,812 |
| 1,5 | 11 | 10,026 | 9,376 | 0,812 |
| 1,75 | 12 | 10,863 | 10,106 | 0,947 |
| 2 | 14 | 12,701 | 11,835 | 1,082 |
| 2 | 16 | 14,701 | 13,835 | 1,082 |
| 2,5 | 18 | 16,376 | 15,294 | 1,353 |
| 2,5 | 20 | 18,376 | 17,294 | 1,353 |
| 2,5 | 22 | 20,376 | 19,294 | 1,353 |
| 3 | 24 | 22,051 | 20,752 | 1,624 |
| 3 | 27 | 25,051 | 23,752 | 1,624 |
| 3,5 | 30 | 27,727 | 26,211 | 1,894 |
| 3,5 | 33 | 30,727 | 29,211 | 1,894 |
| 4 | 36 | 33,402 | 31,670 | 2,165 |
| 4 | 39 | 36,402 | 34,670 | 2,165 |
| 4,5 | 42 | 39,077 | 37,129 | 2,435 |
| 4,5 | 45 | 42,077 | 40,129 | 2,435 |
| 5 | 48 | 44,752 | 42,587 | 2,706 |
| 5 | 52 | 48,752 | 46,587 | 2,706 |
| 5,5 | 56 | 52,428 | 50,046 | 2,977 |
| 5,5 | 60 | 56,428 | 54,046 | 2,977 |
| 6 | 64 | 60,103 | 57,505 | 3,247 |
| 6 | 68 | 64,103 | 61,505 | 3,247 |
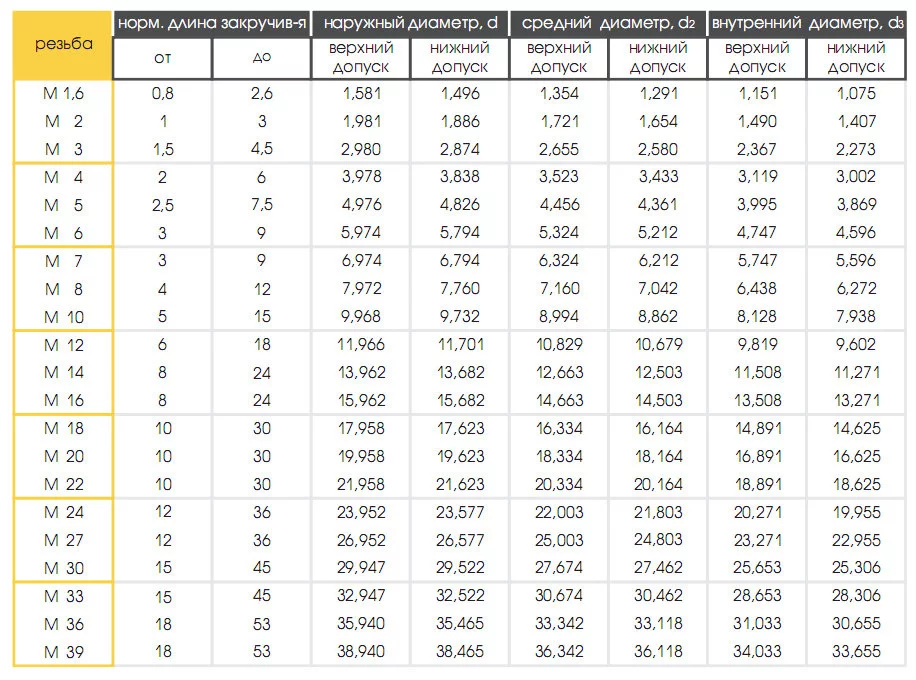
Диаметры резьбы
Есть показатели, указываемые в сводных таблицах, которые важно учитывать в случаях, когда рассматривается метрическая резьба — размеры диаметров:
- внешний (D и d);
- внутренний (D1 и d1);
- средний (D2 и d2);
- внутренний по дну впадины (d3).
При широком применении в резьбовом соединении скользящей посадки большую важность приобрел средний диаметр, причем в случаях равенства значений, наибольшегоd2 болта и наименьшего D2 гайки. Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d
Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы
Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d. Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы.
Основная информация и сферы применения
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:
- Гайки.
- Шпильки.
- Болты.
- Винты и так далее.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
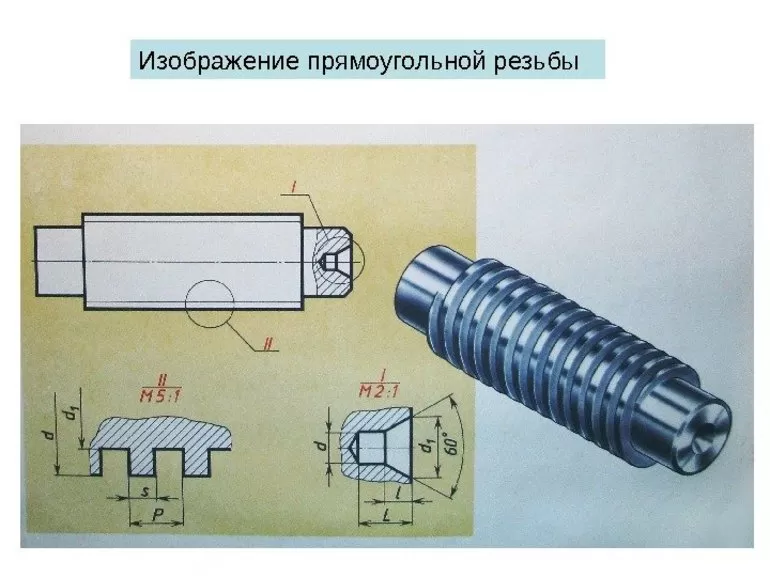
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:
- Диаметр.
- Шаг резьбы.
- Толщина и расположение.
- Высота.
- Направление витков.
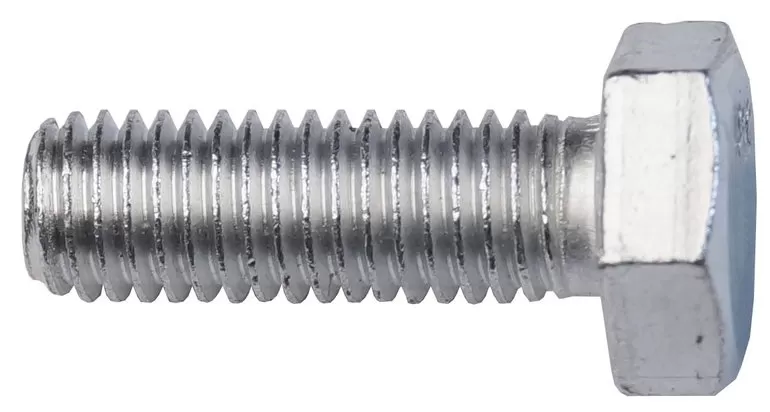
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками
Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
- Надёжность и длительный эксплуатационный срок.
- Возможность регулировать степень сжатия.
- Простота конструкции.
- Фиксация в закрученном положении.
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях. Также детали с разным шагом не подойдут друг к другу.


Как определить диаметр и шаг резьбы болта
09 Ноября 2018, 11:2025257
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт).
Основополагающие габаритные характеристики болта – диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть , где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта – шаг резьбы. Шаг резьбы – расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen |
| М14М16 | 2.00 | стандарт | Ford, Chrisler |
| М18М20М24 | 2.50 | стандарт |
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня – получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком – направляющей болта.
Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
| М | Шаг, мм | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) |
| 1 | 0,25 | *0,774 | 0,75 |
| 1,1 | 0,25 | *0,874 | 0,85 |
| 1,2 | 0,25 | *0,974 | 0,95 |
| 1,4 | 0,3 | *1,128 | 1,1 |
| 1,6 | 0,35 | 1,321 | 1,25 |
| 1,8 | 0,35 | 1,521 | 1,45 |
| 2 | 0,4 | 1,679 | 1,6 |
| 2,2 | 0,45 | 1,838 | 1,75 |
| 2,5 | 0,45 | 2,138 | 2,05 |
| 3 | 0,5 | 2,599 | 2,5 |
| 3,5 | 0,6 | 3,010 | 2,9 |
| 4 | 0,7 | 3,422 | 3,3 |
| 4,5 | 0,75 | 3,878 | 3,7 |
| 5 | 0,8 | 4,334 | 4,2 |
| 6 | 1 | 5,153 | 5,0 |
| 7 | 1 | 6,153 | 6,0 |
| 8 | 1,25 | 6,912 | 6,8 |
| 9 | 1,25 | 7,912 | 7,8 |
| 10 | 1,5 | 8,676 | 8,5 |
| 11 | 1,5 | 9,676 | 9,5 |
| 12 | 1,75 | 10,441 | 10,2 |
| 14 | 2 | 12,210 | 12,0 |
| 16 | 2 | 14,210 | 14,0 |
| 18 | 2,5 | 15,744 | 15,5 |
| 20 | 2,5 | 17,744 | 17,5 |
| 22 | 2,5 | 19,744 | 19,5 |
| 24 | 3 | 21,252 | 21,0 |
| 27 | 3 | 24,252 | 24,0 |
| 30 | 3,5 | 26,771 | 26,5 |
| 33 | 3,5 | 29,771 | 29,5 |
| 36 | 4 | 32,270 | 32,0 |
| 39 | 4 | 35,270 | 35,0 |
| 42 | 4,5 | 37,799 | 37,5 |
| 45 | 4,5 | 40,799 | 40,5 |
| 48 | 5 | 43,297 | 43,0 |
| 52 | 5 | 47,297 | 47,0 |
| 56 | 5,5 | 50,796 | 50,5 |
| 60 | 5,5 | 54,796 | 54,5 |
| 64 | 6 | 58,305 | 58,0 |
| 68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | |
| 2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
| 2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
| 2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
| 2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
| 2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
| 3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
| 3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
| 4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
| 4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
| 5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
| 6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
| 6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
| 7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
| 8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
| 8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
| 8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
| 9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
| 9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
| 10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
| 10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
| 10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
| 10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
| 11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
| 12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
| 12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
| 12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
| 12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
| 13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
| 14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
| 14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
| 14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
| 15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
| 15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
| 16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
| 16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
| 18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
| 18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
| 18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
| 20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
| 20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
| 20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
| 22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
| 22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
| 22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.
Обратите внимание! Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Трубная цилиндрическая резьба. ГОСТ 6357 – 81
Единица измерения параметров: Дюйм
Класс точности: Класс А (повышенный), Класс В (нормальный)
Почему в дюймах?
Дюймовый размер пришел к нам от западных коллег, поскольку требования действующего на постсоветском пространстве ГОСТа сформулированы на базе резьбы BSW (British Standard Whitworth или резьба Витворта). Джозеф Витворт (1803 – 1887) инженер-конструктор и изобретатель в далеком 1841 году продемонстрировал одноименный винтовой профиль для разъемных соединений и позиционировал его как универсальный, надежный и удобный стандарт.
Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше
). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.

Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
Условное обозначение в международном стандарте
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2 – резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2”. Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ – В – резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В – резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40.
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
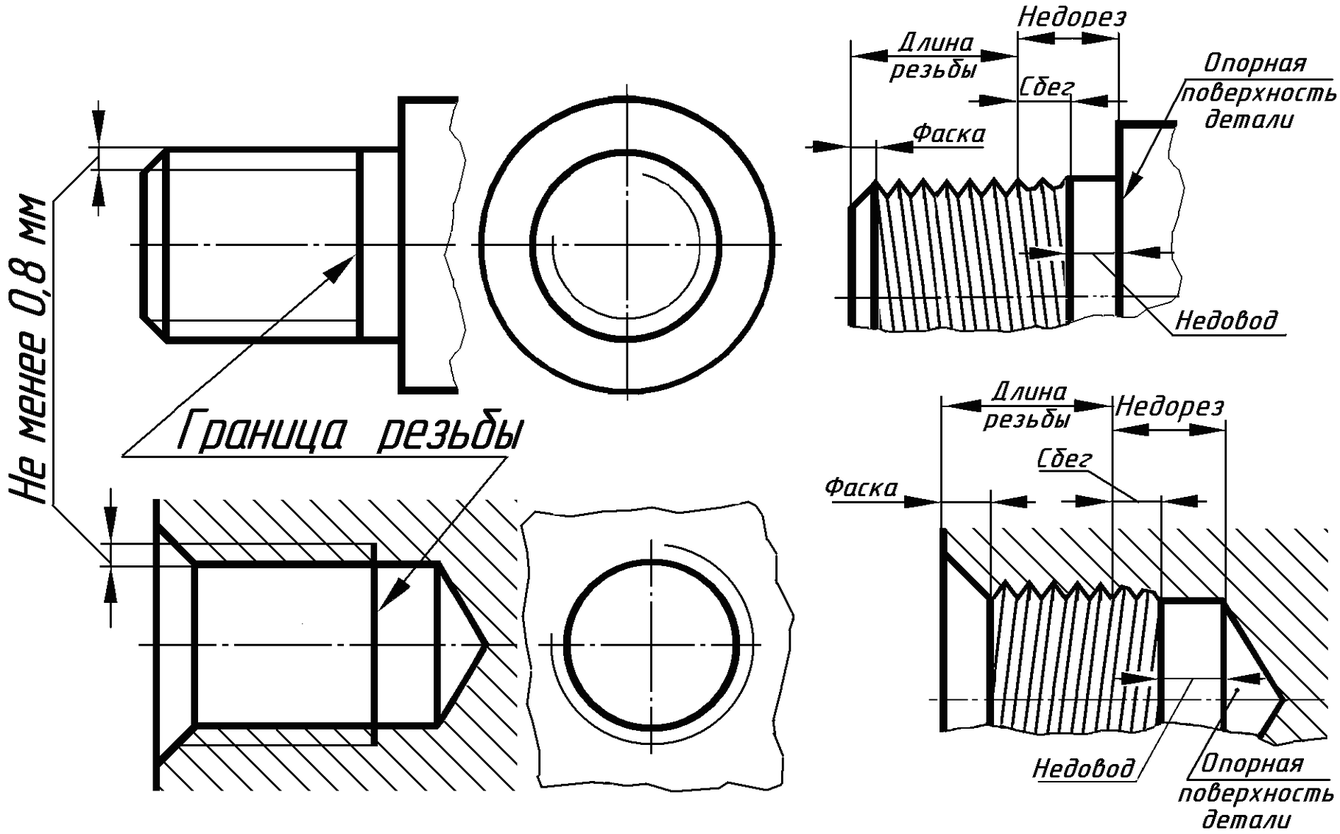
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке





