

По этому признаку выделяют приборы:
– Профилометр с постоянной трассой интегрирования, трасса ощупывания в которых, равна, по длине, трассе интегрирования. Таким образом, результаты измерений можно увидеть только в конце, при завершении процедуры.
– Профилометр обладающий скользящей трассой интегрирования, в котором трасса ощупывания в несколько раз длиннее трассы интегрирования. Таким образом, отсчет показаний и результатов измерения производится одновременно с перемещением иглы по поверхности.
К тому же, существуют профилометры с механотронными преобразователями, которые измеряют параметры неровностей, указывая среднее арифметическое значение отклонения профиля – Ra.
Большинство приборов оснащены анализатором, который позволяет судить о неровностях поверхности по гармоническим колебаниям сигнала от иглы.
Погрешность профилометра обычно колеблется впределах от ±25%, до ±10%.
В качестве примера профилометра можно привести профилометр модели 130. Данный прибор внесен в Госреестр средств измерений. Работает путем подключения к компьютеру и настройкой специальной программой. Профилометр модели 130 является лабораторным стационарным прибором высокой точности.
Также стоит выделить профилометр «СЕЙТРОНИК-ПШ8-1» из линейки профилометров СЕЙТРОНИК. Эти приборы являются переносными, имеют подключение к компьютеру через порт RS232, и позволяют производить основные измерения параметров шероховатости с достаточной точностью.
2) Профилограф – это прибор, который, идентично профилометру, предназначается для контроля параметров шероховатости поверхности, однако, имеет от него отличия в плане вывода результатов измерений. В профилографе результаты измерений представляются в виде кривой – профилограммы, определяющей волнистость и шероховатость. Обработка результатов производится графоаналитическим методом.
Конструктивно, профилограф состоит из нескольких блоков, а именно: измерительного, преобразовательного и записывающего.
Первый блок – называется измерительным, поскольку именно в нем получается сигнал, который является основой всего измерения. На основании этого сигнала и строится, в последствии, кривая, характеризующая микронеровности. Данный блок состоит, как правило, из иглы, привода иглы и измерительного столика.
Второй блок – электронный преобразовательный, в котором сигнал из первого блока усиливается и преобразуется при помощи специальных электронных преобразователей.
Третий блок – записывающий, на который поступает обработанный сигнал со второго блока. Обработанный сигнал, при помощи записывающего устройства, аналогового или электронного, преобразуется в профилограмму в увеличенном масштабе. При этом, в качестве материала для вычерчивания профилограммы может выступать металлизированная бумага, светочувствительная бумага или специальная пленка.
Таким образом, принцип действия профилографа, мало чем отличается от принципа действия профилометра, единственным отличием, здесь, является отображение результатов не на экране в виде числовых значений, а графически.
Профилограмма записывается устройством в увеличенном масштабе, при этом, по горизонтали увеличение достигает 100 000 раз, а по вертикали от 400 до 200 000 раз. Благодаря увеличению, расшифровку делать становится гораздо удобнее.
Погрешность профилографа не выходит за рамки ±5-10 %.
Помимо перечисленных устройств: профилометров и профилографов, существуют комбинированные приборы, называемые профилографы-профилометры.
3) Профилограф-профилометр – приборы данного типа предназначаются для записи измеренных параметров микронеровностей поверхности на бумажный носитель (например, электротермическую бумагу), и одновременного наблюдения, в режиме реального времени, за результатами проводимых измерений при помощи показывающего устройства – цифрового или аналогового.
Самыми распространёнными профилографами-профилометрами являются приборы «Сейтроник-ПШ8» различных модификаций. Так, например, выпускаются модели СЕЙТРОНИК-ПШ8-4, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-2 , которые отличаются шагом длины трассы ощупывания, наличием/отсутствием встроенного принтера, параметрами увеличения.
Принцип действия профилографа-профилометра идентичен принципам действия приборов, входящих в его название. Также, как и вышеописанные приборы, он работает путем ощупывания контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании колебаний от иглы в электрический сигнал, а также последующего мониторинга и записи результатов.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308-2011. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Параметры шероховатости
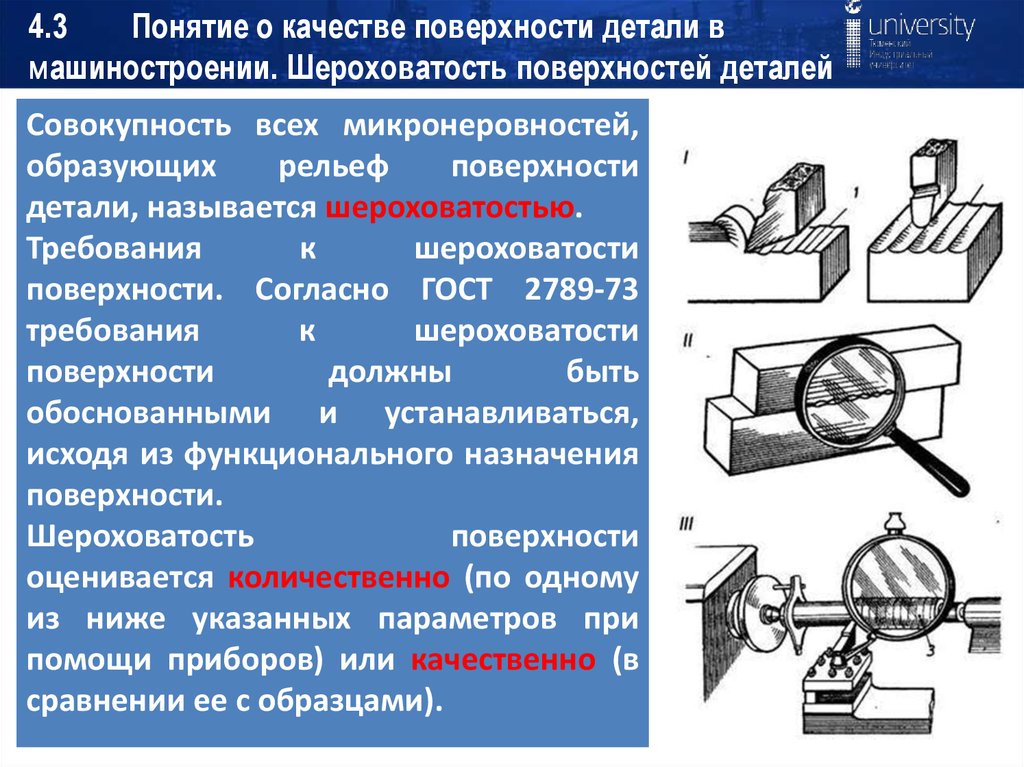
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения. Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.








Профилометр ПМ-80 МИКРОТЕХ.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Профилометр ИШП-110 — Измеритель Шероховатости
Приборы для измерений шероховатости поверхности ИШП (далее — приборы, профилометры) предназначены для измерений параметров шероховатости поверхностей изделий, сечение которых в плоскости измерения представляет собой прямую линию (образующие цилиндрических поверхностей, отверстия, плоские поверхности, криволинейные поверхности в пределах хода щупа), а также пазах и углублениях механизмов. Прибор предназначен для измерения и оценки текстуры поверхности и должен использоваться только в этих целях. Прибор применим для измерения поверхностей всех видов металлов и неметаллов.
Принцип действия приборов основан на ощупывании неровностей измеряемой поверхности алмазной иглой измерительного щупа и преобразовании возникающих перемещений и колебаний щупа в изменения электрического напряжения, пропорциональные этим перемещениям, которые преобразуются микропроцессором приборов.
При проведении измерений приборы устанавливаются на измеряемую поверхность. Датчик, расположенный внизу приборов, перемещается по поверхности с постоянной скоростью. Результаты измерений отображаются на дисплее. Профилометр совместим со стандартами ISO, DIN, ANSI и JIS и широко используется на производстве для измерения шероховатости поверхности различных деталей, обработанных машиной, расчёта соответствующих параметров в соответствии с выбранными условиями измерения и чёткого отображения всех параметров измерения.
Приборы выпускаются в трёх модификациях ИШП-6100, ИШП-210 и ИШП-110, отличающихся техническими и метрологическими характеристиками. Все приборы для измерений шероховатости поверхности комплектуются установочными мерами шероховатости поверхности (сравнения), необходимыми для подготовки приборов к измерениям.
Приборы модификации ИШП-110 предназначены для измерений параметров шероховатости плоских, наклонных и наружных поверхностей изделий, в т.ч. валов, цилиндров.
Отличительные особенности модификации ИШП-110:
- Измеряет 4 параметра шероховатости поверхности: Ra; Rz; Rq и Rt.
- Рабочий режим эксплуатации — при положительных и отрицательных температурах окружающей среды.
- Питание приборов осуществляется от встроенного аккумулятора.
- Ручное или автоматическое (через 10 минут после последнего нажатия клавиши) выключение.
- Высокоскоростные процессоры DSP для быстрых расчётов и матричный OLED дисплей для чёткой работы в различных условиях температуры и освещённости.
- Прочный, легко моющийся алюминиевый корпус для долговременной службы прибора.
- Датчик и электронный блок объединены в едином корпусе, что даёт малый размер и лёгкий вес прибора.
- Измерения в метрической (СИ, µm) и английской (µin) системах мер.
- Возможность связи с компьютером для передачи данных статистики, печати и анализа с помощью кабеля и программного обеспечения для интерфейса RS 232C (дополнительная опция).
Приборы для измерений шероховатости поверхности в трёх модификациях ИШП-6100; ИШП-210 и ИШП-110 являются средством измерений, зарегистрированным в Государственном реестре СИ России под № 76028-19, межповерочный интервал 2 (два) года.
ВАЖНО! Международными стандартами предписывается проверять правильность показаний прибора на мерах шероховатости перед каждой рабочей сменой, а если в течение рабочей смены производится большое количество измерений шероховатости — то после каждой крупной серии таких измерений
Экспериментальная часть
Объектами исследования послужили поверхности четырех листов из нержавеющей стали после сухой абразивной обработки с использованием наждачной бумаги разной зернистости длительностью 5 минут.
| Номер образца | Зернистость |
| 1 | 500 |
| 2 | 1000 |
| 3 | 1500 |
| 4 | 2000 |
Анализ шероховатости
Анализ текстуры поверхности проводился с помощью конфокального лазерного микроскопа модели SRA компании KRUSS и программного обеспечения ITOM. Измерение проводилось с объективом 20Х, в поле измерения размером 1,96 х 1,76 мм, при высоте 27 мкм. В соответствии со стандартами ISO 25178 и ISO 4288 установлен фильтр 0,25 мм для исключения возможных неровностей более высокого порядка (“отсечение волнистости”) и расчета параметров шероховатости, как по длине, так и по площади.
Результаты
Для оценки процесса полирования и определения необходимых технологических этапов производится сравнение шероховатости поверхности на основе среднего арифметического высот по длине и по площади (Ra, Sa), а также среднеквадратичного значения высоты (Rq, Sq) поверхности у разных образцов. У взятого в качестве модели производственного процесса расчетное заданное значение Ra составляет 0,09 мкм. На рис. 1 приведены примеры трехмерного представления измеренной топологии образца с наибольшей шероховатостью (образец 1) и второй по величине шероховатостью (образец 2). О различиях можно судить уже даже по разной насыщенности цветов на цифровых моделях.

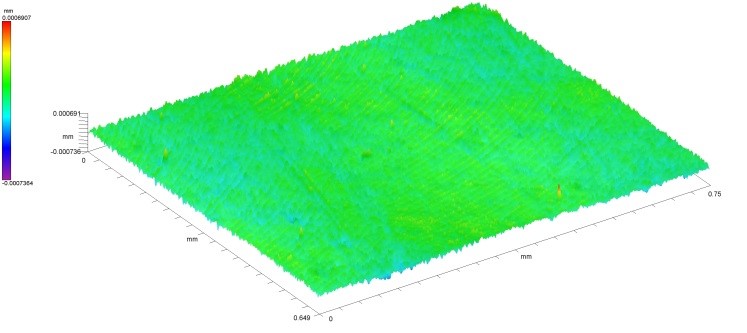
Рис. 1: Цифровые модели поверхностей образцов 1 и 2
Для определения линейной шероховатости Ra и Rq программное обеспечение ITOM берет на измеряемой поверхности 5 точек и вычисляет шероховатость вдоль указанных профилей. На рисунках 2 и 3 показаны выбранные точки измерений и соответствующие профили шероховатости у образца 1.

Принцип действия профилометров
Рассматриваемые приборы могут замерить показатели шероховатости контактным и бесконтактным способом. В первом случае по измеряемой поверхности перемещается измерительный щуп, который заканчивается твёрдым наконечником. Амплитуда вибраций щупа усиливается, и, преобразуясь в электрический сигнал, замеряет показатель шероховатости. К этому варианту может относиться технология оптического или лазерного сканирования поверхности.
Профилометр ПМ-80 МИКРОТЕХ.
Большинство методов исследований ориентируется именно на контактные профилометры. Это объясняется высокой точностью результата, который можно получить уменьшением контактной площади алмазной иглы (иногда применяют и иглы из твёрдого сплава). В то же время, при использовании оптических профилометров бесконтактного типа требуется работать только с образцами, поверхность которых очищена от всех поверхностных загрязнений, искажающих результат замеров.




В зависимости от поставленных контактные профилометры могут замерять трассу с постоянной или переменной длиной. Способ преобразования сигнала — пьезоэлектрический, индуктивный или механотронный.
https://youtube.com/watch?v=hSCNcu-eIZc
Последовательность измерений шероховатости определяют ГОСТ 2789 и ГОСТ 19300. Точность действия профилометров находится в диапазоне ±10…±20 %.
Описание
Действие прибора основано на принципе ощупывания неровностей измеряемой поверхности щупом (алмазной иглой) в процессе перемещения индуктивного датчика вдоль измеряемой поверхности и последующего преобразования возникающих при этом механических колебаний щупа в цифровой сигнал.
В комплект поставки прибора входит индуктивный датчик с опорой на измеряемую поверхность. Датчик закрепляется в электромеханическом приводе, с помощью которого он перемещается по горизонтальной измеряемой поверхности. В вертикальном направлении, для обеспечения контакта датчика с измеряемой деталью, привод с датчиком устанавливается непосредственно на детали или на стойке, на которой также устанавливается измеряемая деталь. Питание датчика, управление приводом, формирование и обработка сигнала и измерительной информации осуществляется с помощью информационно-вычислительного блока, выполненного в виде платы, встраиваемой в компьютер, привод или в выносной блок компьютера. Управление профилометром осуществляется с клавиатуры привода или персонального компьютера.
Данные с прибора могут быть обработаны посредством специального программного обеспечения, которое производит расчет параметров шероховатости, задавая требуемые условия измерений, выводит на экран профилограмму измеренного профиля, выделяет на ней отдельные участки и производит расчет значений параметров шероховатости, выделяет отдельные элементы профиля и определяет их геометрические параметры (линейные размеры, углы наклона), а также производит накопление и хранение результатов измерений и их статистическую обработку.
Приборы контактного действия
Принципиальная схема контактного профилометра с индуктивным преобразованием сигнала включает в себя:
- Щуп с алмазным наконечником.
- Преобразователь.
- Механизм перемещения щупа.
- Усилитель электрического сигнала.
- Аналогово-цифровой преобразователь.
- Дисплей, либо стрелочный индикатор.
- Датчики обратной связи, управляющие движением щупа.
- Реле времени.
- Переключатель диапазонов измерения.
Типовым представителем этого класса измерительной техники считается профилометр модели 296, которым можно замерить шероховатость плоских поверхностей. Основные технические характеристики устройства приведены ниже:
- Измерительный диапазон шероховатости, мкм – 0,02…10,0;
- Количество рабочих диапазонов оценки – 3;
- Систематическая погрешность, % — 2;
- Параметр шага, мм – 0,004…2,5;
- Скорость отслеживания результата, мм/с – 1;
- Питание – от сети переменного тока.
Измеритель типа 296 и им подобные (например, модели 130) из-за больших габаритов позволяют определять шероховатость изделий в условиях цеховых лабораторий.
Профилометром портативного типа, который работает по тому же принципу, является российский прибор модели ТR-100, включающий в себя пьезоэлектрический преобразователь. Он позволяет контроль шероховатости, если деталь имеет не только плоские, но и на выпуклые/вогнутые поверхности. Калибровка показаний для готовности прибора к работе производится узлом, встроенным в основную схему. ТR-100 обладает увеличенным диапазоном (0,05…50 мкм), но при тех же значениях производительности отличается несколько меньшей точностью — ±12 %.
Общие сведения
Зачастую механическую обработку поверхности проводят для получения максимальной чистоты. Однако требуемый уровень шероховатости или текстура заготовки зависит от ее предполагаемого использования. Другими словами, нецелесообразно добиваться избыточной чистоты. И здесь открывается возможность для экономии. Конфокальная микроскопия является идеальным методом проверки качества указанных текстур поверхности, поскольку она позволяет быстро получать трехмерное изображение профиля поверхности, в связи с чем, можно регистрировать не только общие параметры шероховатости, но и ее возможную зависимость от направления. Кроме того, благодаря широкому диапазону разрешения система регистрирует такие параметры, как волнистость и форму.
Таким образом, применение таких конфокальных микроскопов, как SRA обеспечивает широкий спектр возможностей для точного контроля шероховатости поверхности, структуры и форм рабочих поверхностей. А измерения в режиме реального времени позволяют применять эти приборы для оценки шероховатости поверхности в системах контроля качества на производстве.
Еще одно преимущество конфокальной микроскопии заключается в бесконтактном характере данного метода измерений, что позволяет исключить повреждения образцов.
Данные настоящего отчета получены в ходе простого процесса полирования, выполненного для демонстрации того, каким образом полученные с помощью SRA показатели шероховатости можно соотнести с технологическими параметрами (в данном примере – с зернистостью бумаги).
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
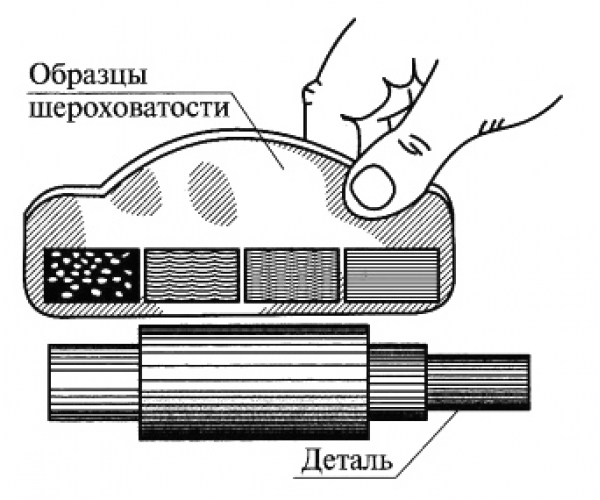
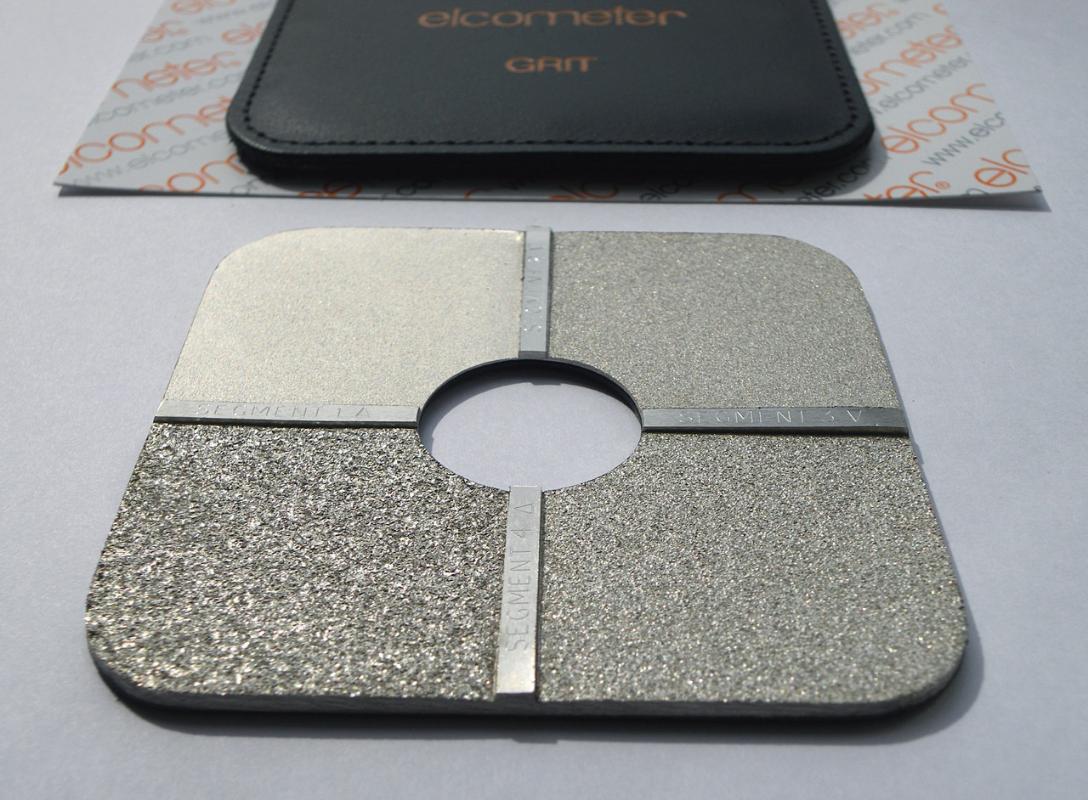
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
1 файл 50.04 KB

Образцы шероховатости поверхности
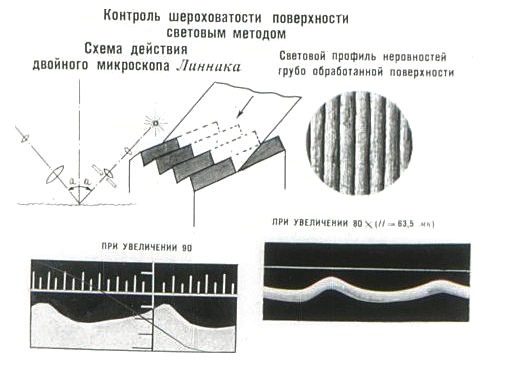
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Основные обозначения
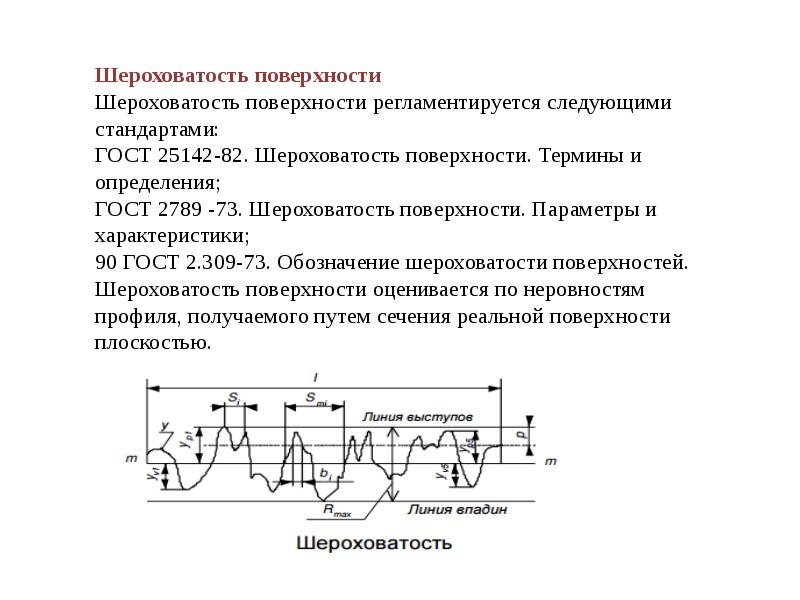
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).






Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
Rmax –максимальное допустимое значение параметра по высоте.
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Разновидности измерительных аппаратов
Профессиональный профилометр контурограф может быть контактным и бесконтактным. Первый оснащен специальным щупом с твердым наконечником. Функции второго реализуются благодаря оптической системе или лазерным лучам. Они позволяют выполнять оперативное сканирование и статистическую обработку полученной информации.
Бесконтактные приборы имеют более высокую стоимость. Цена окупается большой производительностью. Покупать их нужно для крупного предприятия, где предполагается проверка большого количества исследуемых образцов. Для маленьких компаний подойдут аналоги со щупами
Выбирая подобный измерительный прибор, нужно обращать внимание на тип применяемого в конструкции датчика. Он влияет на точность и качество измерений, определяет стоимость





