

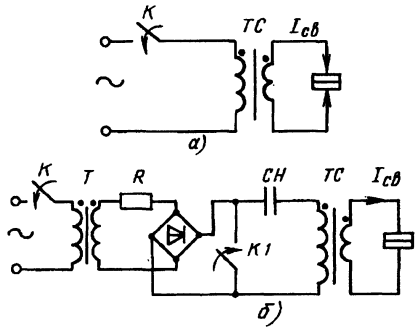
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
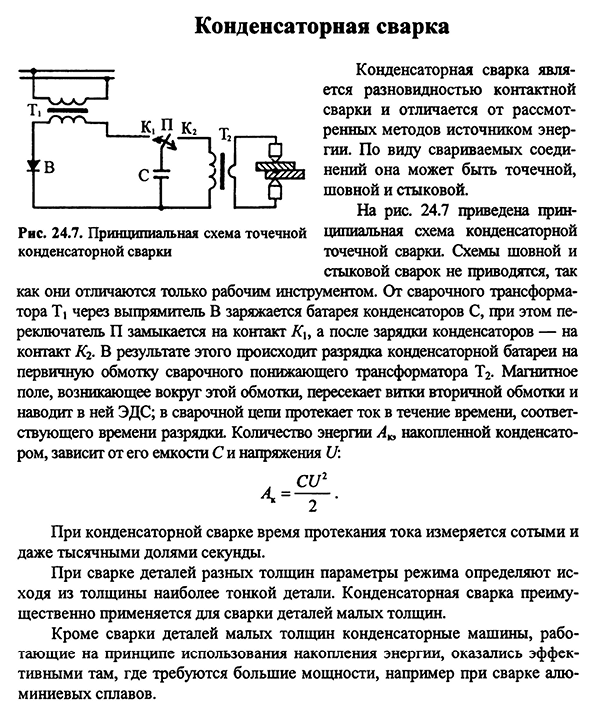
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Технология известна с 30-х годов прошлого столетия, однако, она не утратила актуальности и по сей день. Данный способ предназначен для скрепления маленьких деталей между собой, а популярнейшими материалами для таких процедур являются алюминий и медь. Благодаря простоте и возможности использовать устройство в частном производстве такая разновидность набрала популярность среди начинающих сварщиков, и её легко сделать самостоятельно.

Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков
Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
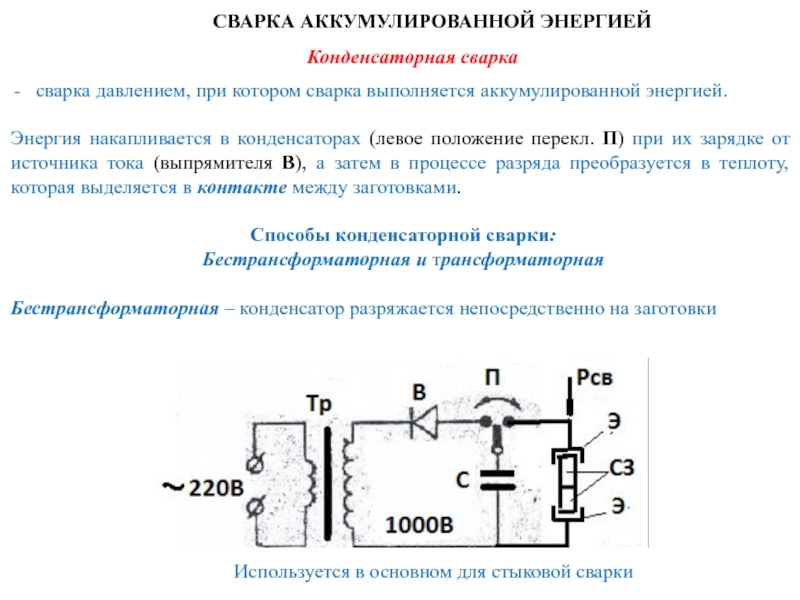
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации
Условия проведения работы:
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т.е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Отличительные особенности
Стандартное сваривание подразумевает эксплуатацию сложной аппаратуры, где используются специальные электроды. Их прикладывают к обрабатываемой поверхности, что создаёт воспламенение обмотки, приводящее к расплавке металлопроката. Далее расплавленный металл перетекает в ванну, где после застывания скрепляет элементы. С таким делом справиться лишь опытный человек, а выделяемый газ и ультрафиолет окажут негативное следствие на организм. Следует отметить, что этой системой невозможно приварить мелкие составляющие.

Конденсаторная сварка не вредит экологии, а после манипуляций на плоскости практически не остаётся следов внешнего воздействия. Также этот подход поможет сэкономить электричество, и для процесса требуется минимум средств индивидуальной защиты. Прибор не требует охлаждения, и на всё уйдёт минимум времени. Особенным моментом можно назвать высокую точность и аккуратность соединения. Оборудование компактное, а область его применения – микросварка и электросварка больших сечений.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
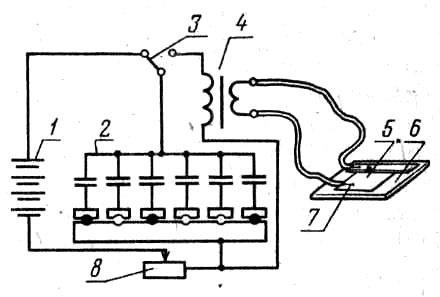
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.

Технология конденсаторной сварки. Метод эффективен при работе с элементами толщиной не более 1,5 мм.
Конструкция блока
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.
Точечная сварка – это высокотехнологический метод заваривания деталей.
Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Рекомендуем к прочтению Принцип ацетиленовой сварки с кислородом
Для сборки приборов применяют 2 вида схем:
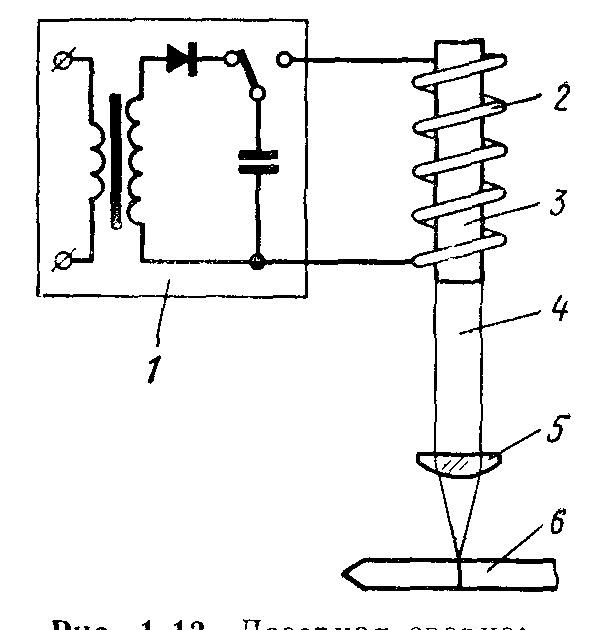
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой – с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
Аппараты для конденсаторной сварки
NOMARK 66 D — сварочный аппарат конденсаторного типа (Capacitor Discharge) с непрерывным циклом работы, предназначен для приварки различных типов крепежных элементов из омедненной и нержавеющей стали, латуни, алюминия к металлическому листу без повреждения металла с обратной стороны в месте сварки Минимальная толщина листа 0,6 мм, максимальная толщина не ограничена
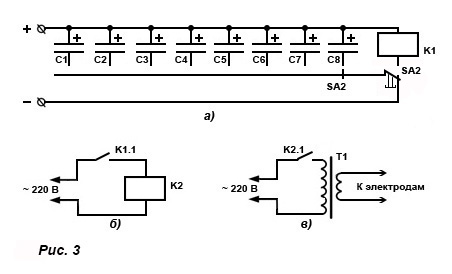
Силовой блок сварочного аппарата NOMARK 66 D (рис. 3) конденсаторного типа (производитель: Thomas Welding Systems, Бельгия). Источником сварочной энергии служит батарея мощных электролитических конденсаторов большой емкости. Зарядный ток формируется источником питания трансформаторного типа, который выполнен на современной интегральной элементной базе по технологии IGBT, имеет очень высокие КПД и надежность.

Рис. 3. Силовой блок сварочного аппарата NOMARK 66 D со сварочным пистолетом, цанговым держателем для привариваемых метизов и кабелем заземления
Цифровая схема управления контролирует все параметры работы аппарата, а также обеспечивает стабильность сварочных параметров при различных режимах работы и колебаниях питающего напряжения. Сварочный аппарат имеет электрическую и термозащиту. Основные элементы индикации режимов и индикатор цифрового вольтметра выведены на переднюю панель
Пистолет для приварки шпилек HBS имеет небольшую массу (0,7 кг), сделан из ударопрочного пластика. С помощью резьбы присоединяется цанговый зажим . Есть автоматическая настройка на длину метиза, регулируется усилие пружины ударного механизма головки . Диапазон длин привариваемых метизов от 6 до 55 мм . Скорость сварки от 8 до 20 метизов в минуту Из-за того что время сварки незначительно, а пауза между циклами довольно велика, сварка выполняется при воздушном охлаждении электродов Пистолеты для ударной сварки имеют устройство для подъема метиза. Высота подъема цанги для закрепления привариваемого изделия регулируется с точностью ±0,25 мм. Высокая точность движения сварочного плунжера пистолета обеспечивается шариковой направляющей
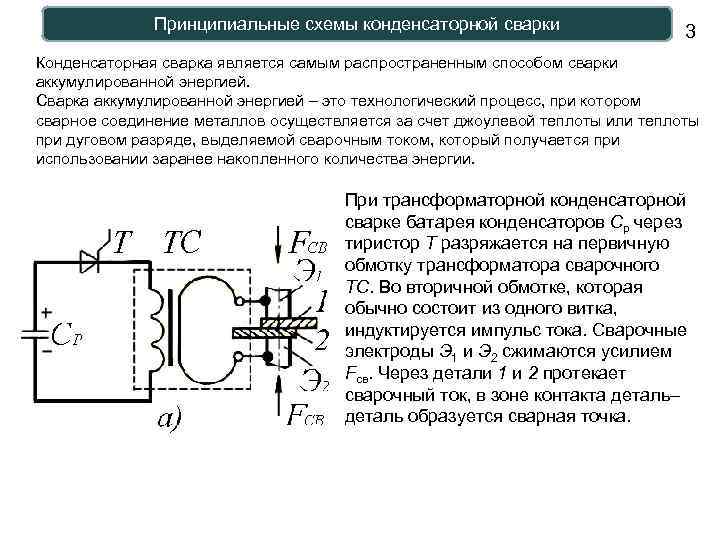
Универсальная конденсаторная сварочная машина типа МТК- 6301 (рис . 4) имеет короткий импульс тока, довольно высокую мощность и возможность приложения ковочного усилия, она позволяет соединять стали и алюминиевые сплавы. Жесткость корпуса машин данной серии (МТК-6301, МТК-5001) увеличена за счет бокового расположения трансформатора.

Рис. 4. Конденсаторная точечная машина МТК-6301
Основные технические характеристики аналогичных машин приведены в табл . 1
Таблица 1
Технические характеристики универсальных конденсаторных машин
| Тип машины | Силатока, кА | Номинальная мощность, кВ • А | Толщина свариваемых сталей, мм | Толщина свариваемых листов алюминия, мм | Длина консолей, мм | Усилие сварочное, Н | Усилие ковочное, Н | Диаметр обечайки, мм | Длина обечайки, мм |
| МТК-5001 | 50 | 30 | 0,3… 1,2 | 0,3.. .1,8 | 500 | 1 500. . .8 000 | 17 500 | 480 | 470 |
| МТК-6301 | 63 | 40 | 0,4… 1,5 | О Ю О | 1200 | 1 500. . .9 500 | 20 000 | 320 | 1000 |
| МТК-75 | 80 | 75 | 0,5… 1,5 | 0,8.. .2,5 | 1500 | 2 500.. .14 000 | 32 000 | 500 | 650 |
Просмотров:
477
Разновидности
Склёпывание обоих участков случается благодаря сильному электрическому влиянию, которое накапливается в двухполюсниках, а сам процесс разделяется на три категории:
- контактная подразумевает плотное прижатие обеих заготовок, и соприкосновение электродов к необходимому месту. В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
- ударная технология также рассчитана на присоединение обоих элементов, однако, подача электричества осуществляется при помощи кратковременного удара. Срок операций уменьшается до 1,5 м/с, что сокращает область плавления;
- точечная техника. В этой ситуации понадобится два медных контакта, которые касаются объекта с двух граней. Интенсивность тока достигает 10 кА, а скрепление изделий случается в точке прикосновения.

Контактная сварка

Точечная техника сварки
В первом случае воздействие электротока принимается на плоскость заготовки, а производиться склёпка путём подачи импульса с силой до 100 А, и в течении 0,005 сек. В определённых обстоятельствах ток имеет возможность достигать 1,2 кА и при напряжении в 60 В. Здесь продолжительность равняется 0,6 сек.
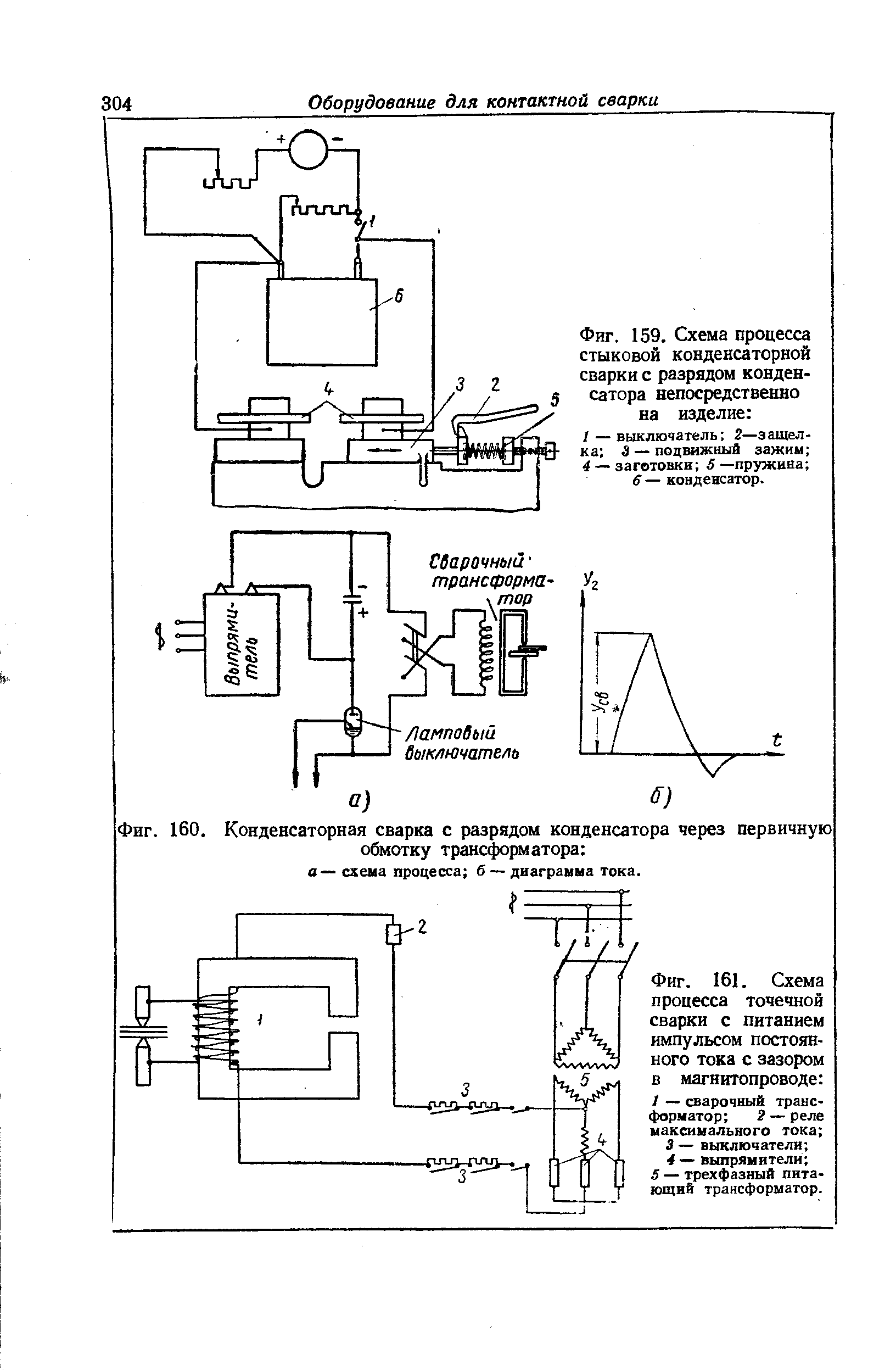
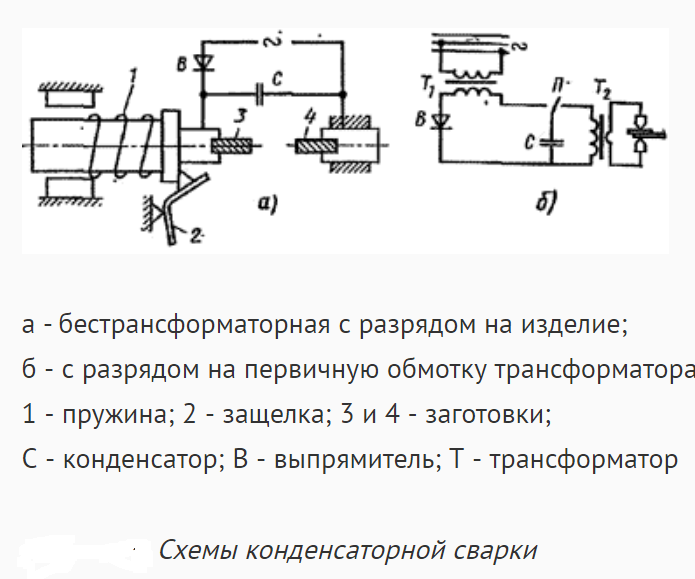
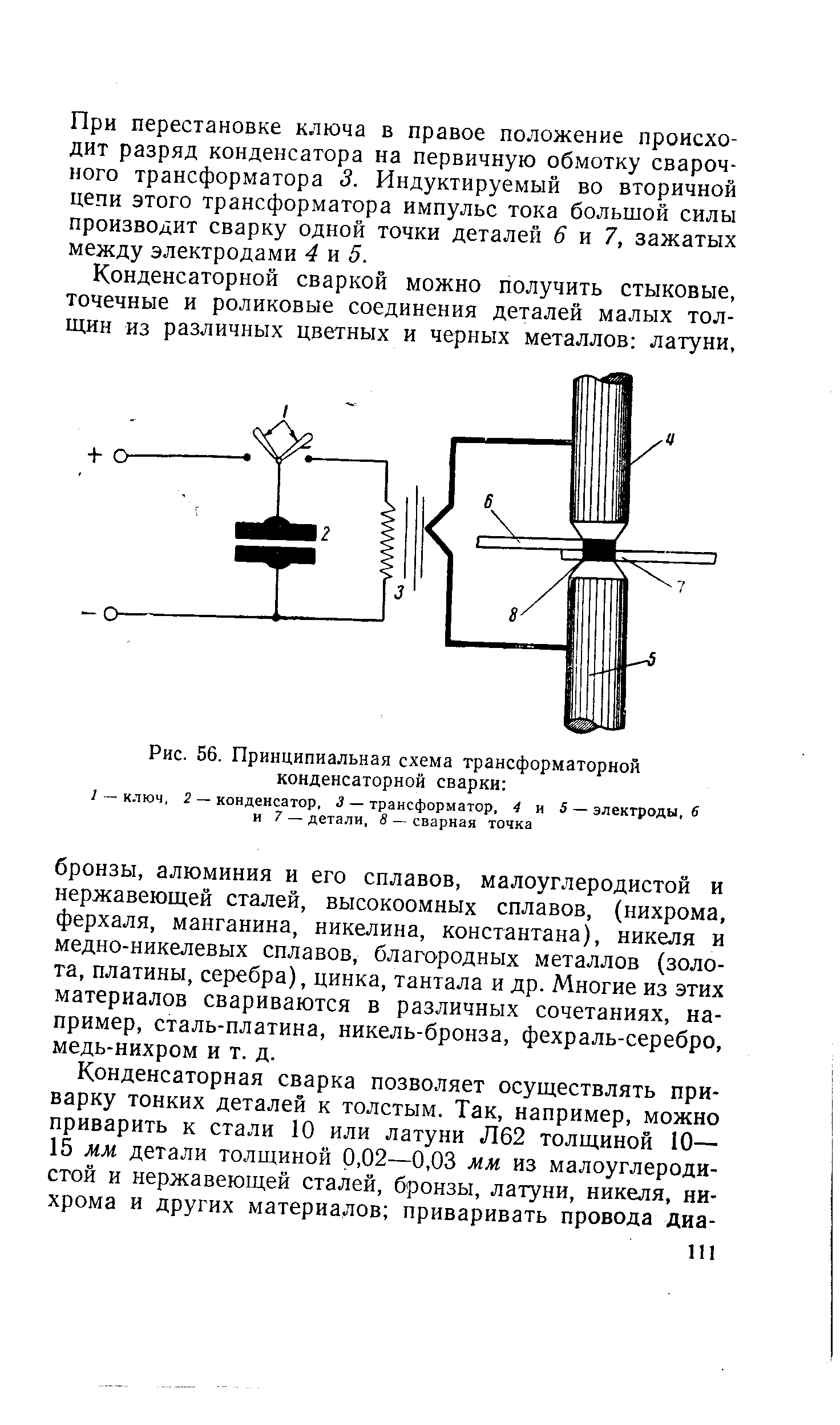


Во втором варианте разряд производится на вторичную обмотку, и с неё передаётся на место связи. Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
Простая схема для точечной сварки
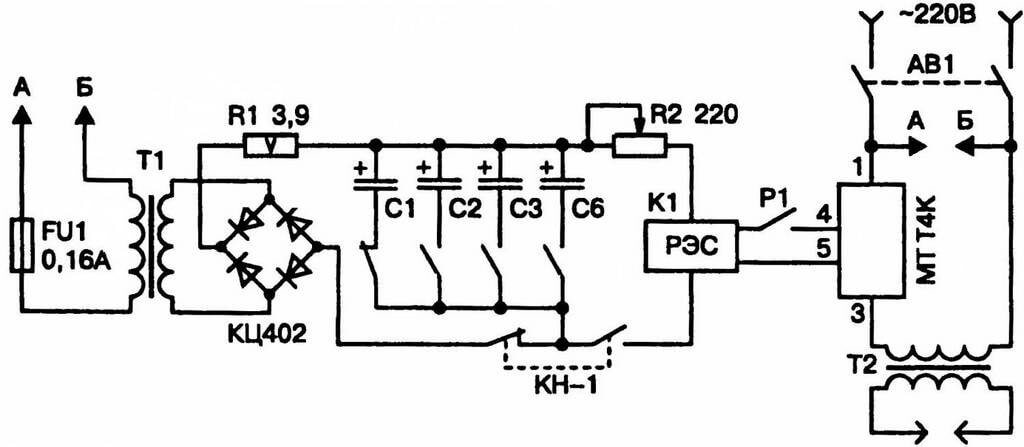
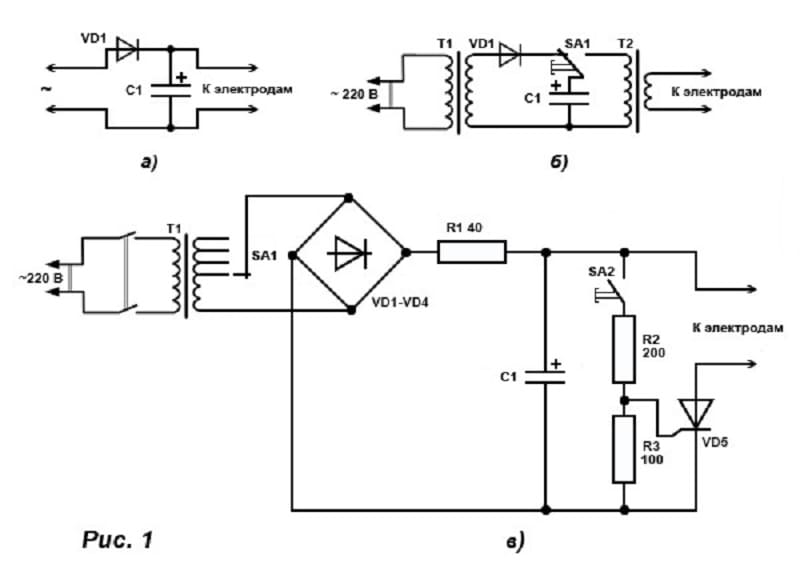
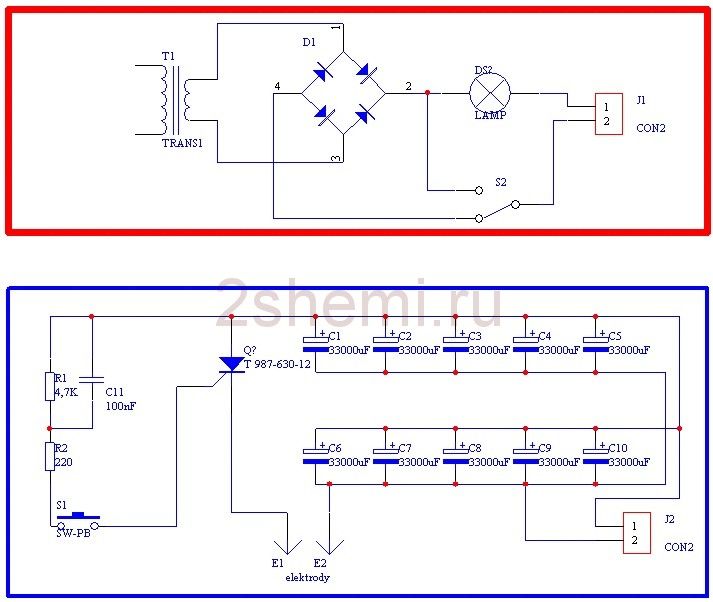
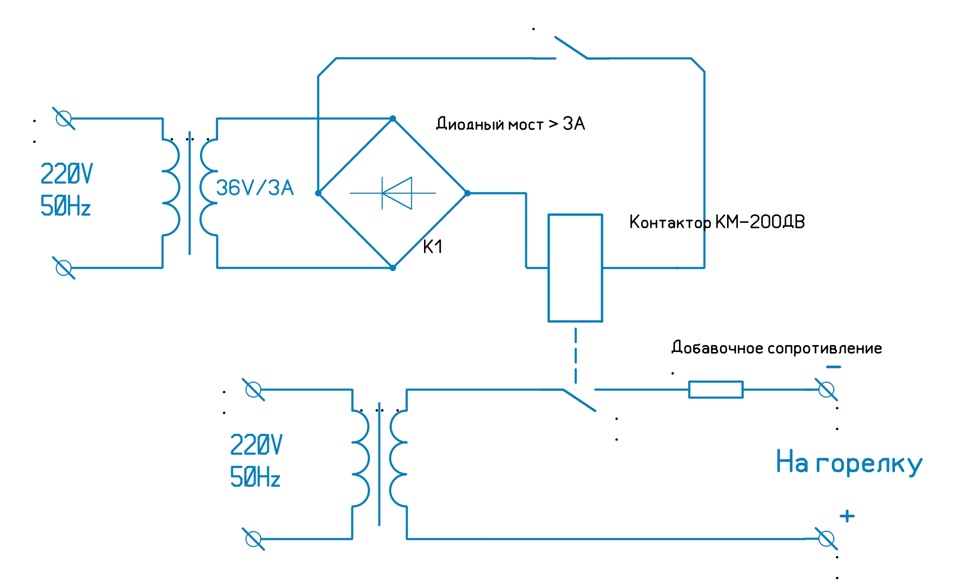
Тут актуально рассмотреть упрощённую модель, которая передаёт импульс через электромагнитное устройство. В ходе работы надлежит подключить первый провод непосредственно к детали, а второстепенный к передатчику. Прижатие составляющих возможно с использованием «крокодила». Схема прибора выглядит следующим образом: первичный трансформаторный моток подключается к сети (один его конец проводиться через диодный мост). К другой стороне этого же моста поступается сигнал с тиристора.

Схема точечной сварки
После запуска заряд будет накапливаться в транзисторах (они располагаются в цепочке полупроводникового приспособления и подключены к мосту трансформатора). С этого звена в дальнейшем будет браться электроток.
Последовательность происходит следующей манерой: сначала идёт зарядка двухполюсников от электросети. После пуска отключается зарядка, и ток переходит на электромагнитное устройство минуя резистор. Продолжительность можно контролировать при помощи специального регулятора.
Именно трансформатор относится к ключевым звеньям модуля. Его можно сформировать на подобии сердечника с габаритами 40 на 70 (длинна и ширина). Первичный слой изготавливается из 0,08 см кабеля, и оборачивается 300 раз. Вторичный делается проволочной шиной с размером 2 см, и ей делается 10 оборотов. Трансформатор можно взять любой, однако, его мощность обязана быть 10 Вт, а напряжение 15 В.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
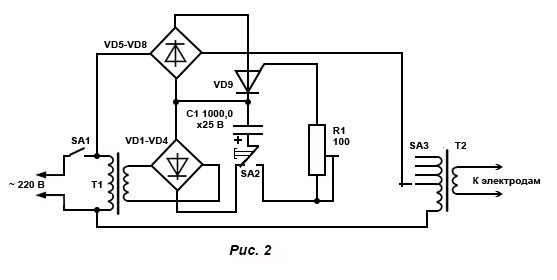
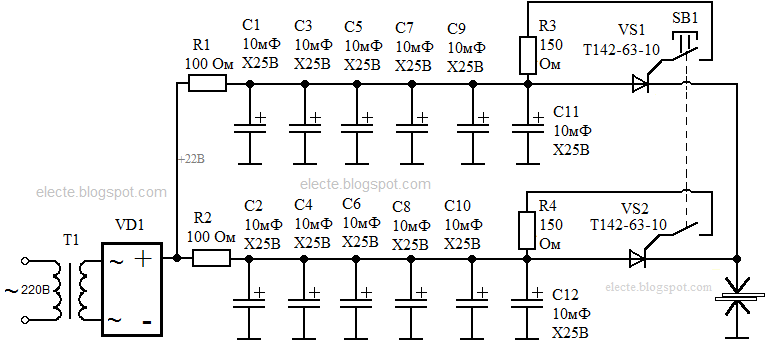
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током – 4 штуки. Показатель мощности – не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. – 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
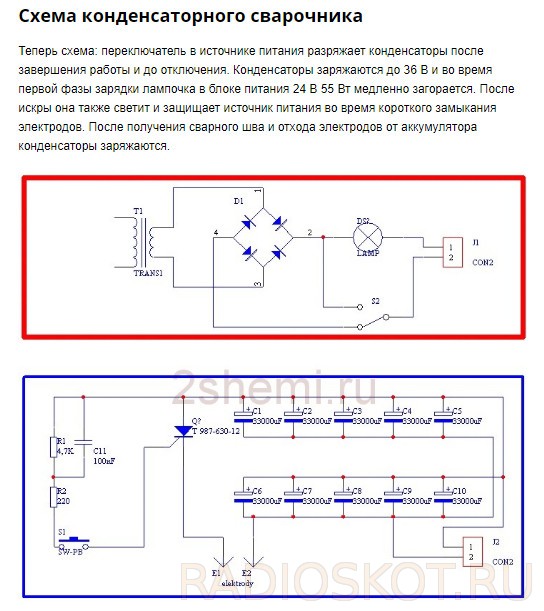
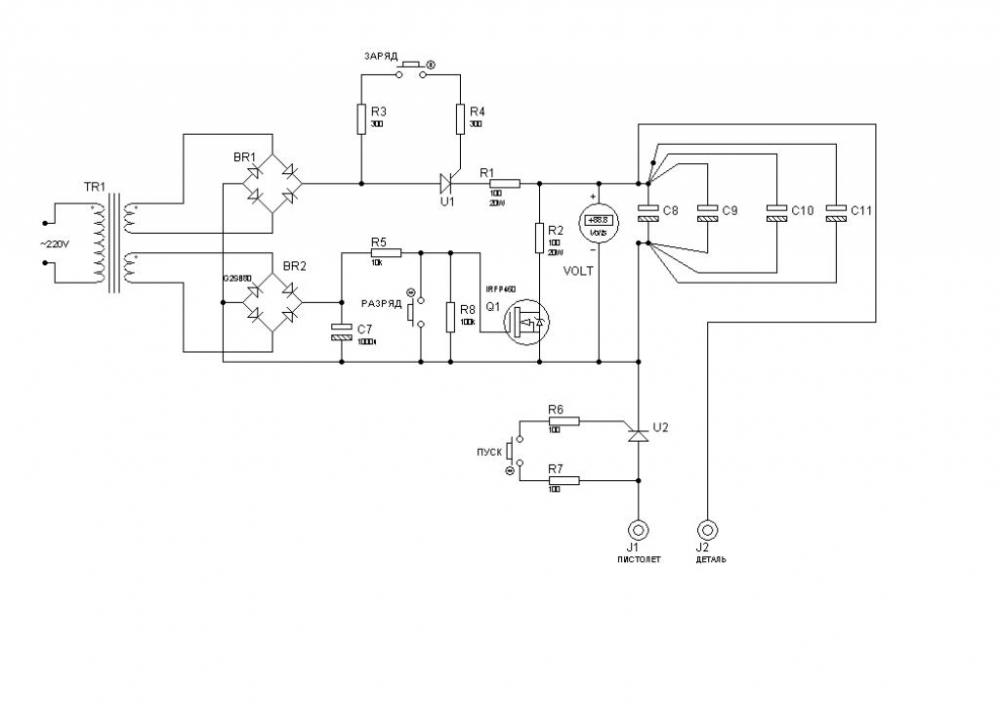
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.

Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
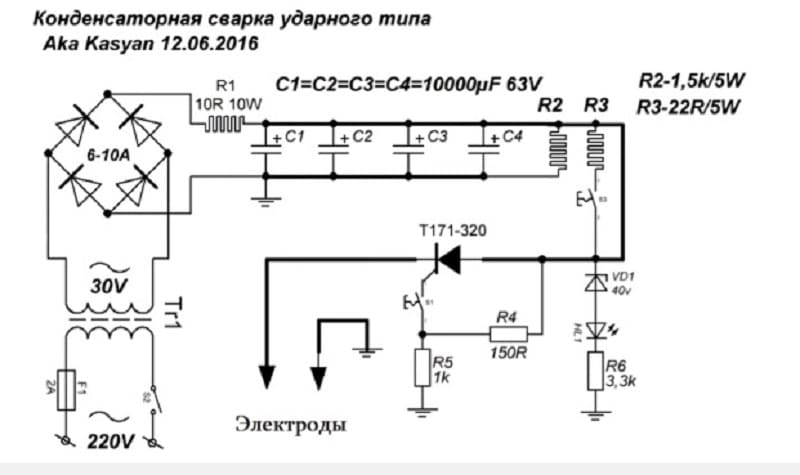
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.

Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов
Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка. Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей.
- Ударная технология. Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с;
- Точечная техника. При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.

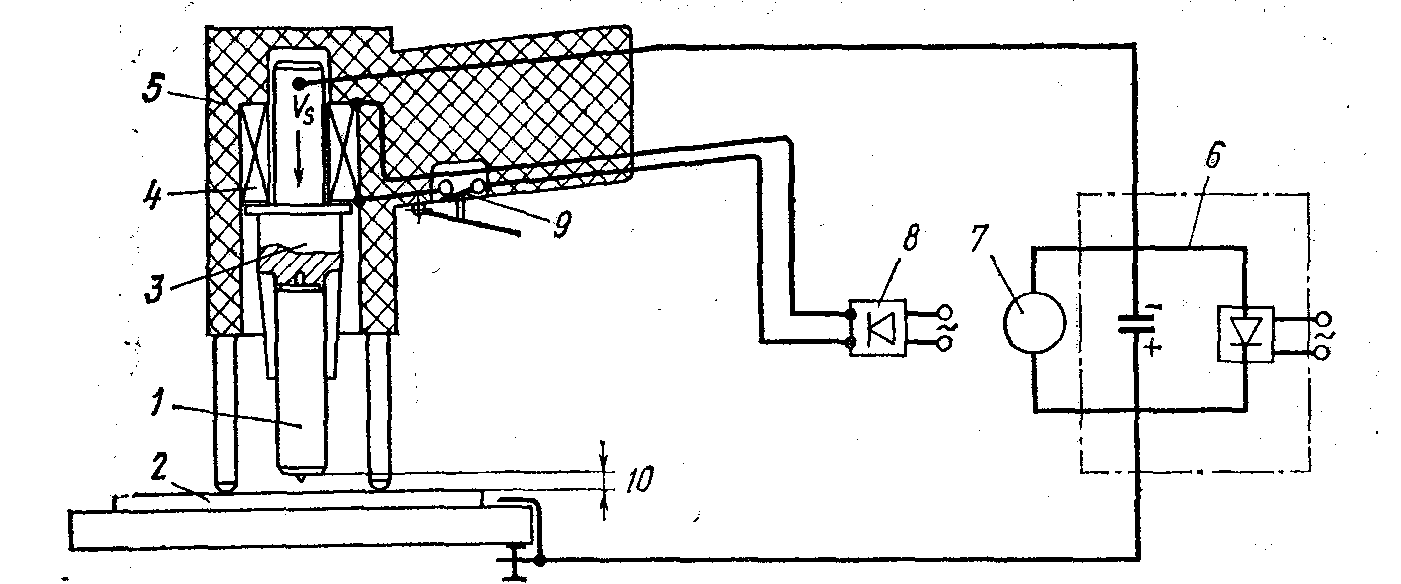
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого шва потребуются миллисекунды, но он будет надежен и долговечен.
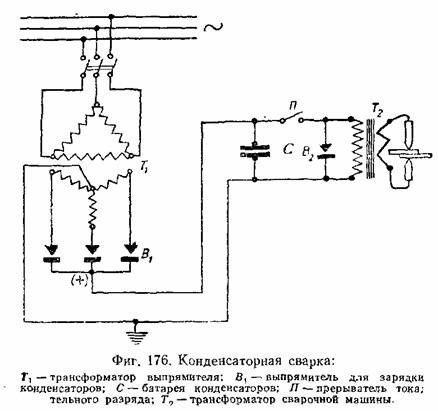
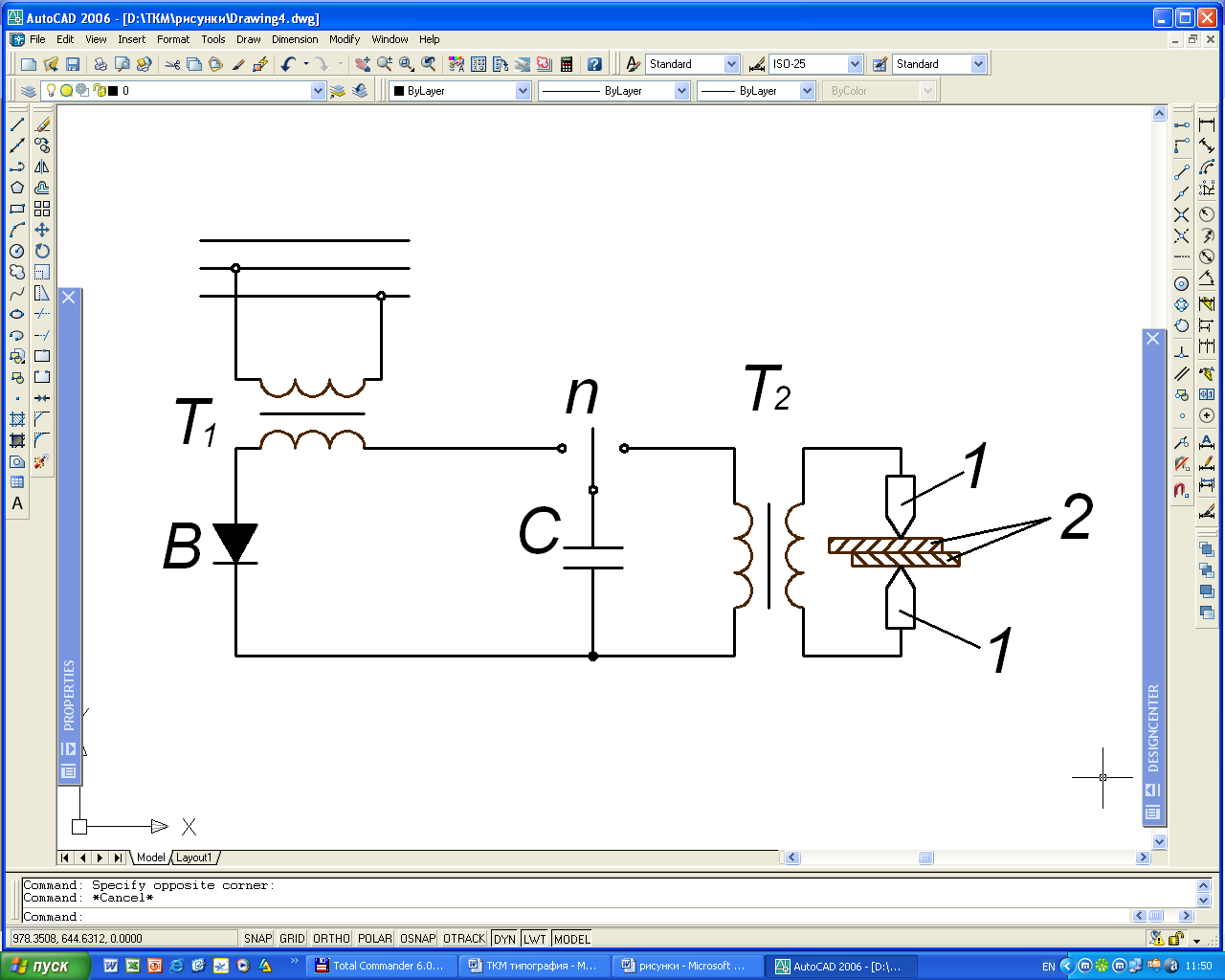
Схема при конденсаторной сварке
Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный диодным мостом. Затем она подключается к источнику напряжения.
- Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска. Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку.
- Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.





