ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Операции по сварке вертикальных стыков арматуры железобетонных Н-образных рам выполняют в следующем порядке: осматривают подготовленный к сварке стык, устанавливают на стыкуемые стержни медные формы из двух половин и скрепляют их струбцинами; засыпают флюс в плавильное пространство форм; заряжают шланговый полуавтомат электродной проволокой; сваривают стыки, регулируя режим сварки; снимают формы и очищают формы и стыки от шлака; осматривают сваренный стык и ставят клеймо.
ПОДГОТОВКА ПОЛУАВТОМАТА К СВАРКЕ; 20 мин; Э1, Э2; сварочное оборудование
Электросварщики Э1 и Э2 подкатывают шланговые полуавтоматы к подготовленному стыку рамы и устанавливают их по обе стороны от кондуктора на равных расстояниях от стыков рамы. Затем они заправляют полуавтоматы и гибкие шланги электродной проволокой, устанавливают полуавтоматы на заданный режим сварки и проверяет их в работе
ЭЛЕКТРОШЛАКОВАЯ СВАРКА ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ; 25 мин; Э1, Э2, М; сварочное оборудование
Монтажник включает генератор постоянного тока для катания полуавтоматов и переносным регулятором устанавливает требуемое напряжение. Электросварщики Э1 и Э2, находясь по углам колонны, вводят конец электродной проволоки в плавильное пространство формы и возбуждают дугу под слоем флюса. В первый период сварка ведется при напряжении 40 – 45 В, а затем, по мере заполнения стыка наплавленным металлом, монтажник при помощи переносного регулятора постепенно снижает напряжение до 20 – 25 В, чтобы избежать подрезов в верхней части стыкуемого стержня. По окончании сварки стержней одного вертикального стыка рамы электросварщики переносят шланги ко второму стыку и сваривают его стержни
СНЯТИЕ ФОРМ; 20 мин; М; клещи, ведро с водой, инструменты электросварщика
Через 20 – 30 мин после окончания сварки (при охлаждении форм до 100 ?С) монтажник снимает формы. Для этого он раскручивает струбцину, легким постукиванием молотка по стержням вблизи формы разнимает форму на две половины, клещами снимает их со стержня и опускает в ведро с водой. После охлаждения форм и стыков стержней монтажник очищает их от шлака при помощи зубила, молотка и стальной щетки
КОНТРОЛЬ СВАРКИ СТЫКОВ АРМАТУРЫ; 20 мин; Э1, Э2; сварочное оборудование, газорезный аппарат, комплект инструментов электросварщика
Электросварщики Э1 и Э2 осматривают стыки, проверяя качество сварки и при наличии дефектов (подрезов, непроваров, ослабленного сечения шва, вздутия, резкого перехода от наплавленного металла к основному, усадочных раковин) ручной электродуговой сваркой подваривают эти места электродами. Если подварка недостаточна для устранения дефектов, электросварщики газорезным аппаратом вырезают дефектный стык (общая длина вырезанного участка должна быть не менее 150 мм) и стыкуют стержни при помощи вставки. Устранив все дефекты, электросварщики ставят клейма на своих стыках и сдают их контрольному мастеру
Карта технологического процесса сварки: типовая карта на работы по дуговой сварке металлоконструкций

Поскольку сварка представляет собой сложный процесс, выполнение производится в соответствии со строгой последовательностью действий
Чтобы сварной шов не стал уязвимым местом, необходимо уделить достаточное внимание технологии сварки
С этой целью разрабатывается карта технологического процесса сварки – документ, указывающий самые важные параметры сварного соединения и технологию выполнения сварочного процесса.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.
Во втором пункте отмечены особенности работы с металлоконструкцией.
Оформление технологической карты.
Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.
Эскизы для технологической карты.
Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
Далее расписаны:
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Главной составляющей документа является подробное руководство и последовательность выполнения операций. Отмечаются особенности визуальной оценки материалов пред выполнением работы. Отдельным пунктом указываются действия сварщика при обнаружении дефектов, превышающих установленные нормы.
В разделе, посвященном технике безопасности, указаны действия рабочего во время и перед выполнением работы. Описаны требования к рабочей площадке и используемому оборудованию.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
Операционно-технологические карты содержат все технические характеристики, необходимые для проведения сварки.
Итог
Чтобы в результате выполнения сварочных работ получить качественный результат, сварщик должен руководствоваться технологической картой. От ее правильного и корректного составления зависит надежность конечного изделия.
Отступление от норм и требований к сварке, указанных в нормативных документах, приведет к нарушению сварного соединения. Это может сказаться не только на качестве и надежности, выполненных работ, но и повлечь за собой необратимые последствия.
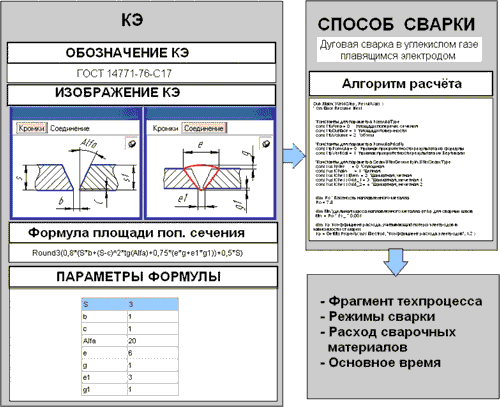
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
| Название организации и объекта изготовления | ||
| Способ сварки | РД 111 | |
| Шифр НТД, ГОСТ | ПБ 03-585-03 , РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 | |
| Основной материал (марка) | (М01) сталь 20 | |
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |
| Тип шва | СШ (стыковой шов) | |
| Тип соединения по НТД | Т (труба) | |
| Положение шва | В1 (вертикальный) | |
| Вид соединения | ОС (сварное с одной стороны) | |
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |
| Эскизы соединения | ||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки |
| Технологические параметры | ||
| Номер валика (шва) | I | |
| Диаметр электрода или проволоки | 3 мм | |
| Род и полярность тока | Постоянный, обратная | |
| Сила тока | 80-140 А | |
| Напряжение | — | |
| Время сварки | 8 минут | |
| Расход электродов | 6 штук | |
| Требования к контролю качества | ||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) |
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) |
| Дата и подпись главного инженера |
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе — это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.



Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
| Название организации и объекта изготовления | |
| Способ | Г — газовая сварка |
| НТД по сварке, ГОСТ | ПБ 12-529-05, СНиП 42-01-2002, СП 42-101-2003, СП 42-102-2004, 16037-80 |
| Основной материал | Группы — I, II, III, марка — Ст2сп |
| Способ создания газовой защиты | Струйный |
| Тип газа | Инертный |
| Тип электрода | Неплавящийся |
| Род тока | Постоянный |
| Типоразмер | Диаметр — 15-100 мм, толщина — 2-3 мм |
| Вид соединения | Стыковое |
| Вид разделки | Без разделки |
| Тип соединения | С2 по ГОСТ 16037-80 |
| Форма подготовки кромок | Со скосом >15° |
| Эскизы конструкционных швов и соединений | |
| Значения проверки качества | |
| Число утверждения и подпись специалиста |
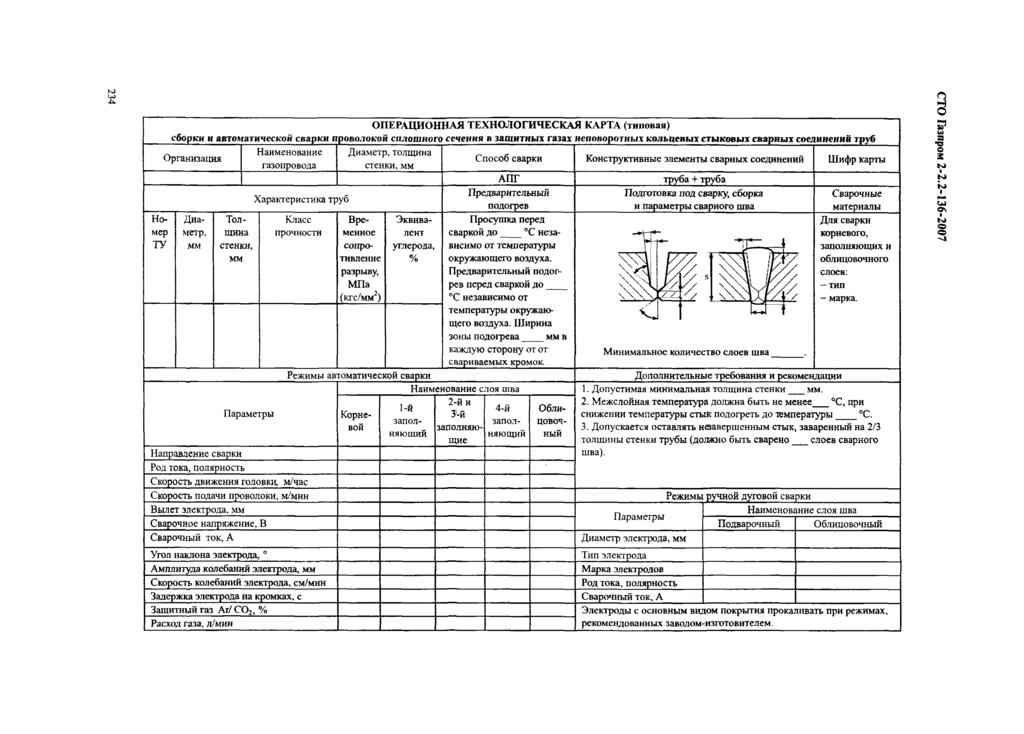
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе — это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
| Название организации и объекта изготовления | |
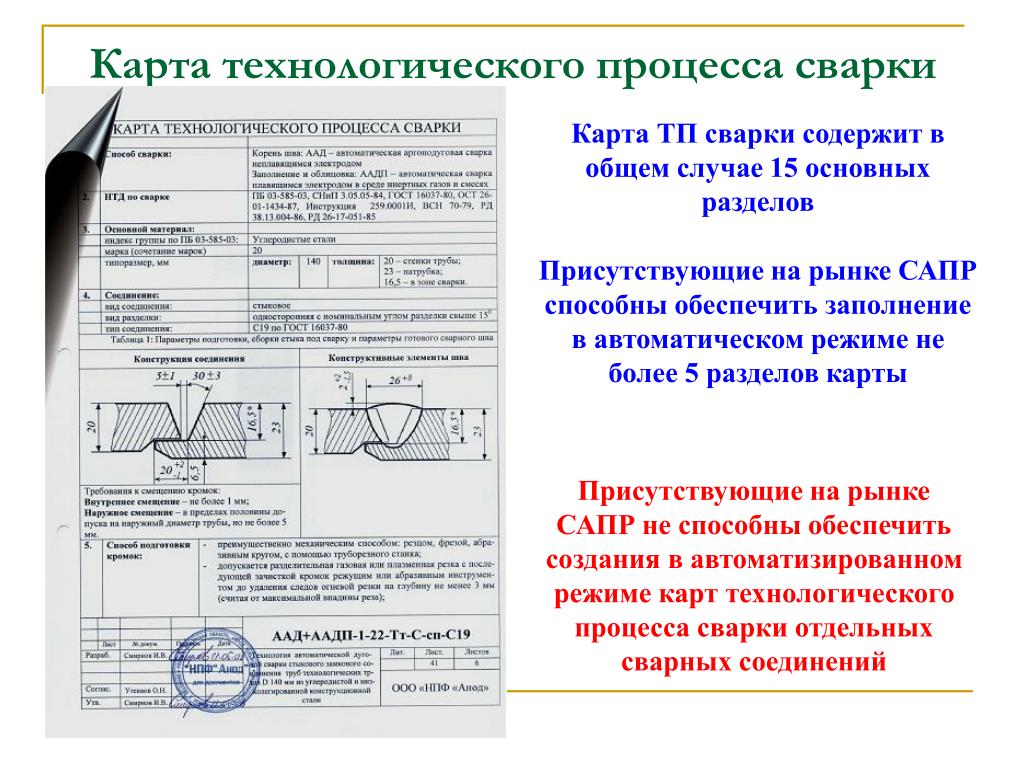
| Способ | Корень шва: ААД — автоматическая аргонодуговая сварка неплавящимся электродом. Заполнение и облицовка: ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
| НТД по сварке, ГОСТ | ПБ 03-585-03, СНиП 3.05.05-84, 16037-80 |
| Основной металл | Индекс группы — углеродистые стали, марка — 20 |
| Типоразмер | Диаметр — 140 мм, толщина — 20 мм (стенки трубы), 23 мм (патрубка), 16,5 мм (в зоне сварки) |
| Вид соединения | Стыковое |
| Вид разделки | Односторонняя, угол разделки — свыше 15° |
| Тип соединения | С10 по ГОСТ 16037-80 |
| Эскизы | |
| Инспекция по контролю качества | |
| Дата составления ТК, подпись ответственного лица |
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Примеры составления
Для начала будет рассмотрена технологическая карта экскурсии. Пример этот взят как один из достаточно распространенных и при этом относительно понятных в подготовке.
Технологическая карта экскурсии (пример структуры приведен ниже) будет включать такие составляющие:
1. Введение (включает общее описание технологической карты, предприятия). Вы можете включить сюда историю создания экскурсионного агентства. Описать, как взаимосвязаны подразделения предприятия, как устроена документационная структура.
2. Область применения. В этом разделе уже стоит четко и обоснованно описать на какие именно процедуры и операции распространяется технологическая карта маршрута, пример которой рассматривается.
3. Нормативные документы. Перечислите здесь все, что может касаться вашей деятельности, от законодательных актов до внутренних инструкций. Учтите, что этот раздел – ваша своеобразная шпаргалка. Именно к нему вы сможете обратиться в случае возникновения любых вопросов, не описанных в данной карте.
4. Термины и определения. Также дотошно и кропотливо включите сюда все, что встречается в тексте. Не забудьте названия компаний, с которыми вы сотрудничаете и которые упоминаются в документе. Возможно, вы пользуетесь услугами наемного автотранспорта, тогда обязательно укажите, кто подпадает под определение перевозчика. Если у ваших маршрутов есть отдельные названия, обязательно расшифруйте их. Помните об аббревиатурах. Их также стоит включить именно в этот раздел.
5. Общие положения и основной текст технологической карты. Это самый объемный раздел документа. Он включает описание организации процесса, технологических особенностей, маршрутов. Сюда же можно включить требования к качеству работ и методы оценки этого качества. Опишите все материалы и ресурсы, в которых вы нуждаетесь для организации процесса. К ним отнесите не только финансы, но и задействованные кадры (человеческие ресурсы), оргтехнику, арендованную или собственную недвижимость, транспорт, если он требуется для экскурсионной деятельности. Технологическая карта маршрута, пример которой мы рассматриваем, максимально описывается именно здесь. Расчёт продолжительности – одна из обязательных граф.
6. Описание требований техники безопасности может быть выделено в отдельный раздел, а может быть включено и в предыдущий, – на усмотрение разработчика и руководства.
7. Калькуляция расходов также выносится в отдельный раздел по желанию составителей. В то же время часто включается в раздел 5. Ни один, ни другой вариант не будет считаться ошибкой. При расчете затрат не постесняйтесь прибегнуть к помощи профессионалов и бухгалтеров.
8. Порядок разработки и утверждения. Если в вашей компании создано много технологических карт, то может быть целесообразно вынести его в отдельный документ.
В документации также можно часто встретить определение «маршрутно-технологическая карта». Пример ее будет мало чем отличаться от рассмотренного выше, т. к. это один из терминов, описывающих последовательный ход всего технологического процесса.
Аналогичный принцип составления можно использовать в случае, когда необходим пример технологической карты блюда, строительных работ, сельхозопераций и других проектов. Вы никогда не приготовите правильное блюдо, если не будете следовать четкому рецепту (пропорциям, последовательности, продуктам).
Примеры технологической карты действительно присутствуют на любом производстве, будь то хлебопекарный завод или местный кафетерий. Этот стандартный документ является обязательным в учреждениях, однако его форма и вид отличаются в зависимости от отрасли.
Для чего нужна технологическая карта сварочных работ

Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
- 1 Назначение
- 2
- 3 Данные о сварных соединениях
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений.
По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях.
Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
- информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.

Пример заполнения журнала сварочных работ
Заполнение журнала процесс довольно простой, так как обозначено, что необходимо написать в строках.
Как заполняются графы
На титульном листе журнала обозначения граф даны четко. В них указывается:
Далее требуется внести в таблицу информацию о работниках, которые выполнили сварку. Информация предоставляется в развернутом, полном виде, вплоть до указания:
- образования;
- специализации;
- занимаемой должности;
- детальной информации (ФИО).
В журнале указываются даты начала и окончания работ (это важно, когда, например, происходят судебные тяжбы легче выявить виновных). Кроме того, важно вносить в таблицу сведения о соответствии квалификационных разрядов
Это, например, касается работника, отвечающего за проведения цикла производственных сварных действий. Если у него нет должной квалификации допущен к этому виду работ он не будет.
Далее в таблицу заносят сведения об исполнителях (сварщиках)так, как эти работники отвечают за выполнение профессиональной сварки. Они в последней графе таблицы ставят подписи. Кроме того, вторая таблица несет в себе такую информацию:
- Фамилию Имя и Отчество.
- № ЛК (личного клейма) которым маркируют сварные соединения.
- Полные сведения удостоверения сварщика.
- Оценки качества сварки пробников.
- Обязательное указание квалификационного разряда исполнителя работ.
Для четкости проверки качества соединений сварки того или иного сварщика, каждое соединение проставляется личным клеймом (ЛК). ЛК выглядит как заготовка, которая содержит 2-е строки (без рамки и с ней). При проверке того какой конкретно сварщик варил, например, стыки, которые находятся под сильным давлением.
Раздел выполнение работы
Графы основной части журнала содержат:
- указание смен и дат выполненных действий;
- указана марка свариваемой стали и наименование сварных соединений;
- сварной чертеж, по которому определяется № и место рекомендуемого соединения для сварки;
- № партии, данные о поставщике и материалах;
- отметки о приёмке\сдаче сварного узла;
- климатические показания в момент сварки (как правило это температурный режим, но в идеале описание делать детально);
- № удостоверения исполнителя(сварщика) и другие сведения;
- № клейма и личная подпись сварного;
- обязательны подпись работника, контролирующего весь цикл работ;
- указывается акт приемки работ или отбраковка;
- дополнительные сведения по выполненной работе (например, корректировки, замечания).
Для того чтобы понять, с чего складываются расценки на РАЗЛИЧНЫЕ сварочные работы, можно посмотреть тематическое видео по данному вопросу. Как рассчитать стоимость сварочных работ и что при этом необходимо обязательно учесть.
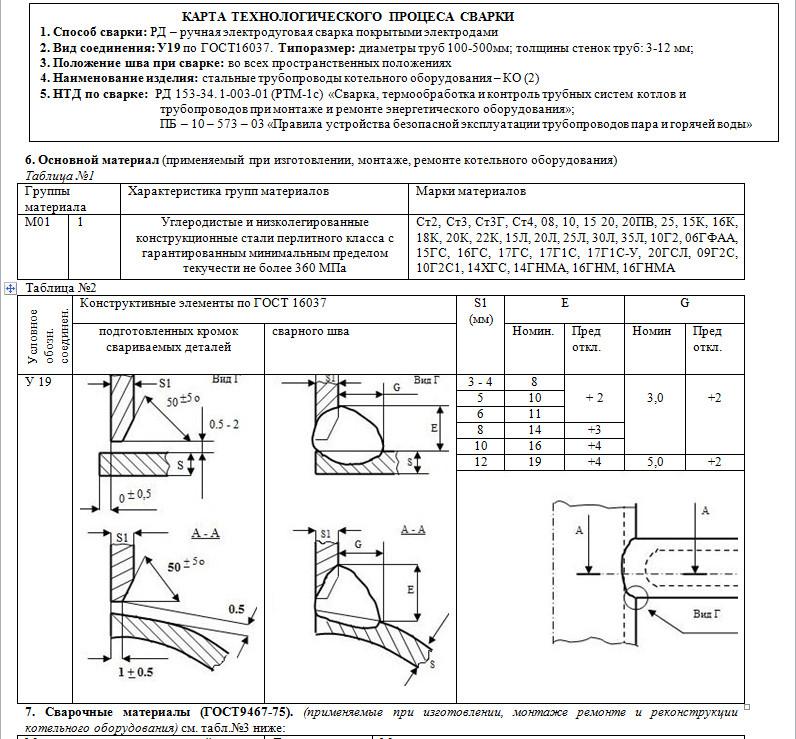
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
голоса
Рейтинг статьи
Общие положения
Работы по сварке узлов и деталей металлоконструкций могут выполняться в различных помещениях, свободных от инженерных конструкций или при наличии оборудования, в открытых и закрытых, в холодных и утепленных. При выполнении сварочных работ, особенно в зимний период, должна быть включена проточно-вытяжная вентиляция при ее наличии, а при выполнении сварочных работ в закрытых для утепления помещениях при отсутствии вентиляции рекомендуется применять переносные вентиляционные устройства. При выполнении сварочных работ в помещениях с установленным оборудованием оборудование должно быть предохранено от попадания капель металла и окалины.
Общие сведения о сварочных соединениях
Сварным соединением называют элемент сварной конструкции, состоящий из двух или нескольких деталей конструкций и сварного шва, соединяющего эти детали (см. ГОСТ 5264-80. «Швы сварных соединений»).
При монтаже металлоконструкций встречаются следующие основные типы соединений: стыковые, нахлесточные, тавровые, угловые.
Стыковые соединения — самые типичные сварные соединения, в которых торцы или кромки соединяемых деталей располагаются так, чтобы между ними было расстояние 1-2 мм. Детали толщиной до 6 мм сваривают односторонним швом, а более 6 мм — двухсторонним швом.
Нахлесточные соединения осуществляются путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин свариваемых кромок изделия. Детали при сварке заваривают с обеих сторон.
Тавровые соединения — соединения, при которых торец одного элемента примыкает к поверхности другого элемента свариваемой конструкции под некоторым углом. Для получения прочного шва зазор между свариваемыми элементами должен составлять 2 3 мм.
Угловые соединения осуществляются при расположении свариваемых элементов под прямым или произвольным углом и сварка, выполняется по кромкам этих элементов с одной или с обеих сторон.
Все описанные выше сварные соединения выполняются швом, который представляет собой затвердевший наплавленный металл, соединяющий элементы сварной конструкции. Сварные швы подразделяются по следующим признакам: по положению относительно действующего усилия (рис.1), по положению в пространстве (рис.2), по внешней форме (рис.3).
Рис.1. Положение сварных швов относительно действующего усилия:

а) фланговый, б) лобовой, в) косой
Рис.2. Положение сварных швов в пространстве:
а) нижний, б) горизонтальный, в) вертикальный, г) потолочный
Рис.3. Внешние формы сварных швов:
а) выпуклый, б) нормальный, в) вогнутый
Диаметр электрода для сварки устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок:
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
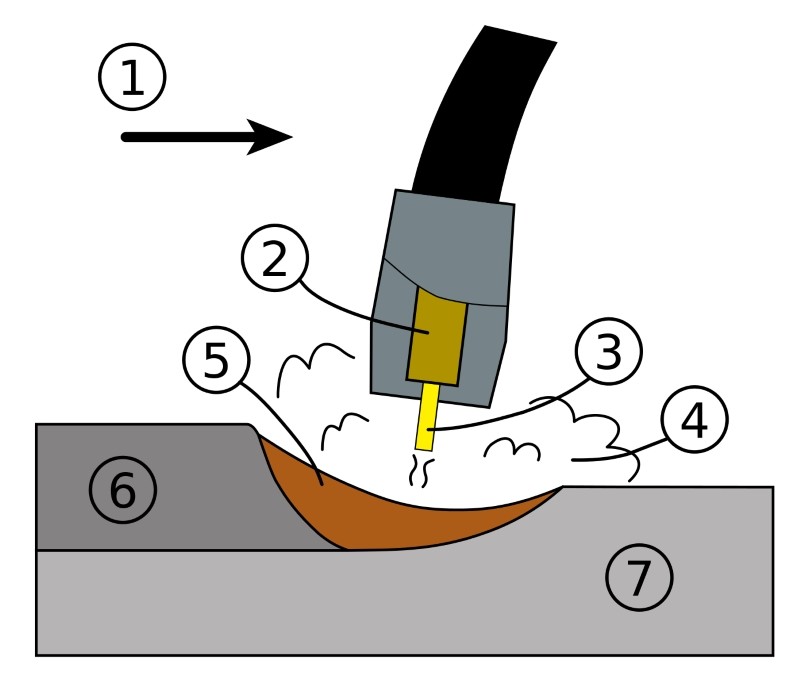
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
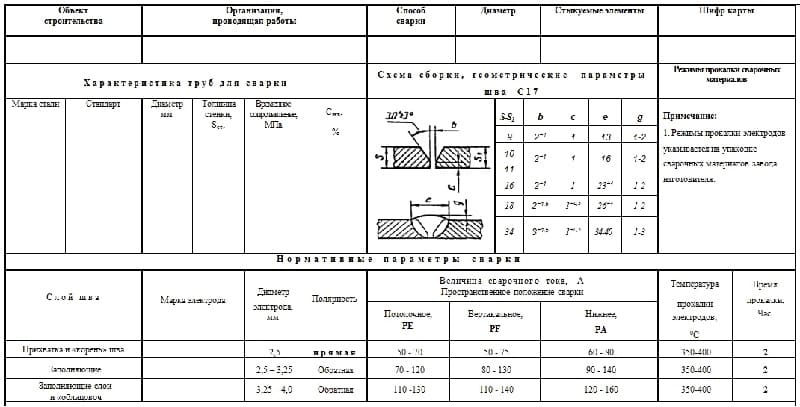
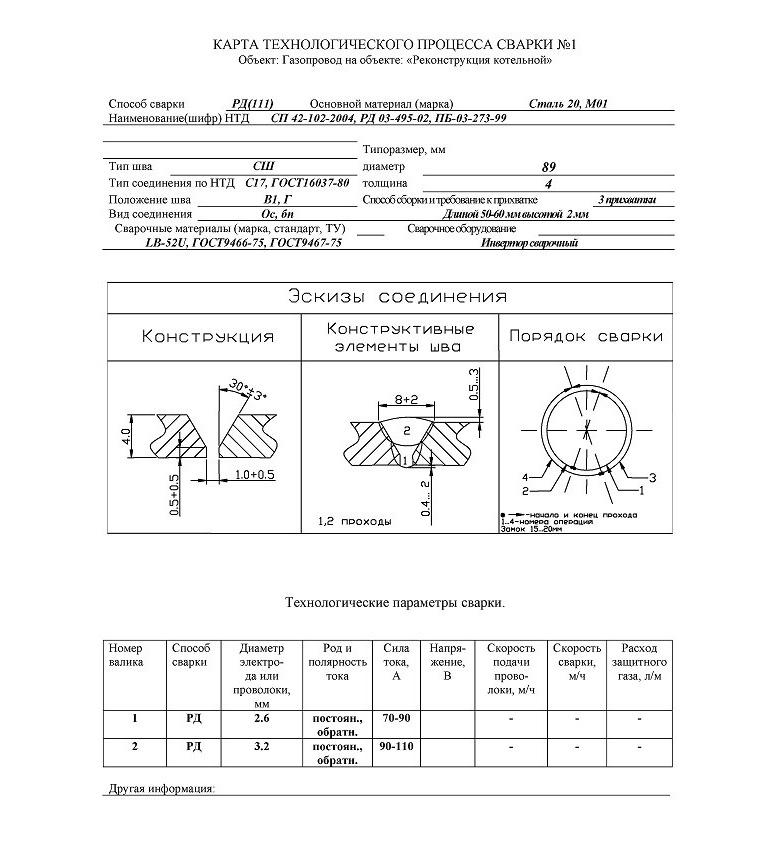
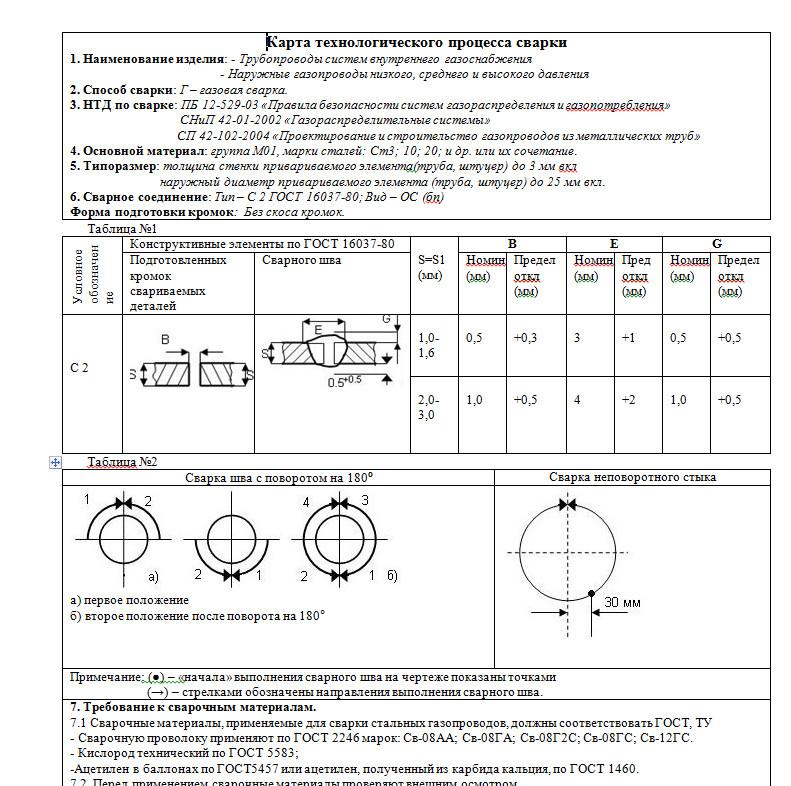
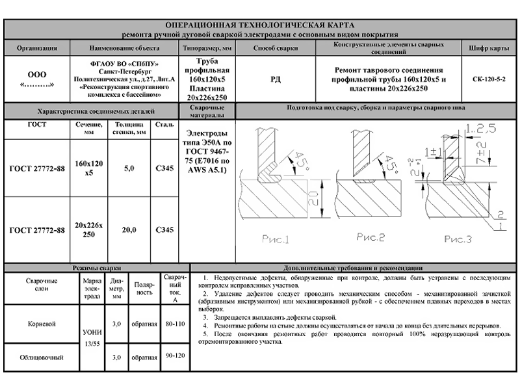
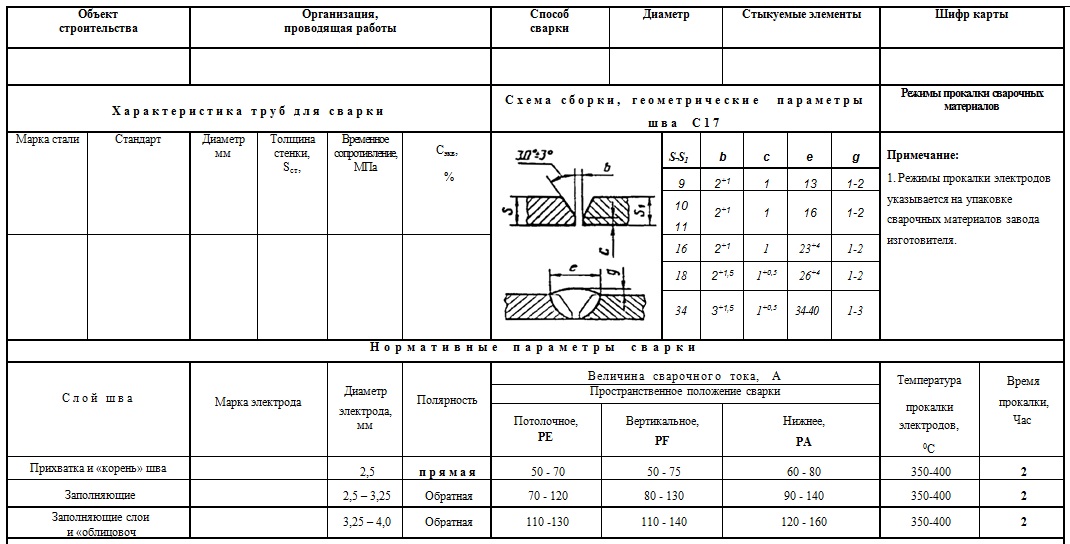
В качестве примера приведем техкарту сварки трубопровода.