

Сгибаем металлопластиковые трубы
Металлопластиковые трубы также относятся к тонкостенным трубам. Они очень часто используются в домашних условиях. Потому сгибать приходится их часто при выполнении различных систем. В некоторых случаях приходится изгибать трубы до 180 и более градусов. Очень часто приходится гнуть металлопластиковые трубы при выполнении напольного отопления. Там встречается большое количество изгибов и поворотов труб.

Чтобы не повредить изделие при сгибании, необходимо использовать некоторые инструменты. Не получится сразу согнуть металлопластиковую тонкостенную трубу на большой радиус. Если резко гнуть трубу, ее внутренняя стенка сломается. Изгиб нужно проводить плавно, все время, смещаясь вдоль трубы. Пять движений, и труба может быть согнута под прямым углом. Далее постепенно продолжаем сгибать изделие до нужного радиуса.
Можно достичь расстояния параллельных участков при изгибе на 180 градусов до 15 сантиметров. Примечательно, что аналогичным способом можно вернуть форму изделию. Запрещается гнуть металлопластиковые трубы с помощью нагревания по объективным причинам.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.

Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.

Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Приспособления для гибки труб
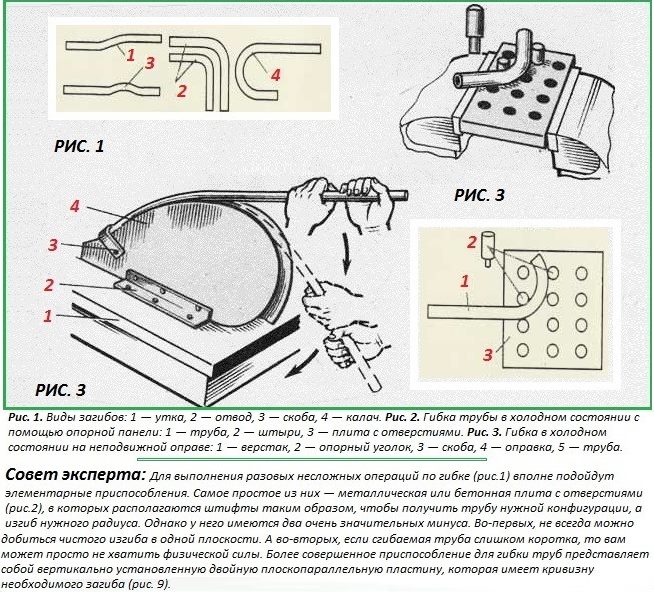
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

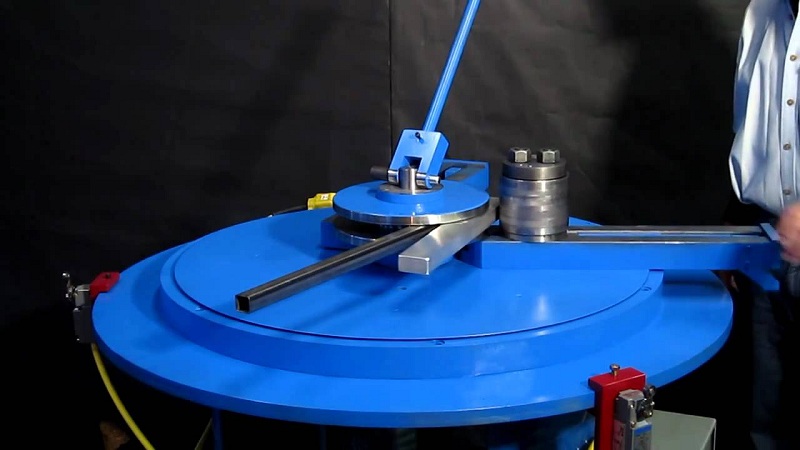
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
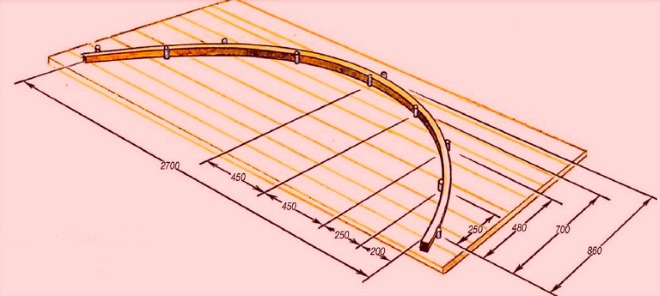
Схема стенда для гибки профильных труб

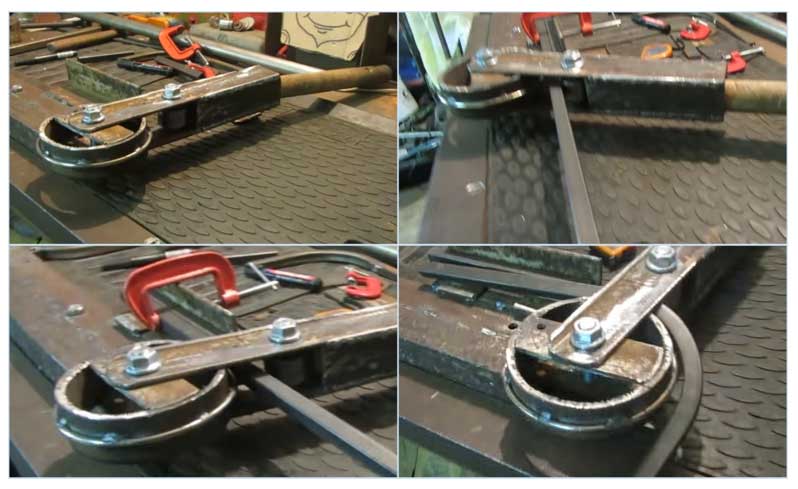
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Как согнуть арматуру, лист металла и т.д. не имея специального инструмента
Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д. получив при этом достойный результат. В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.









Как согнуть лист металла, оцинковку, профиль
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму.
Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол.
Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить. Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
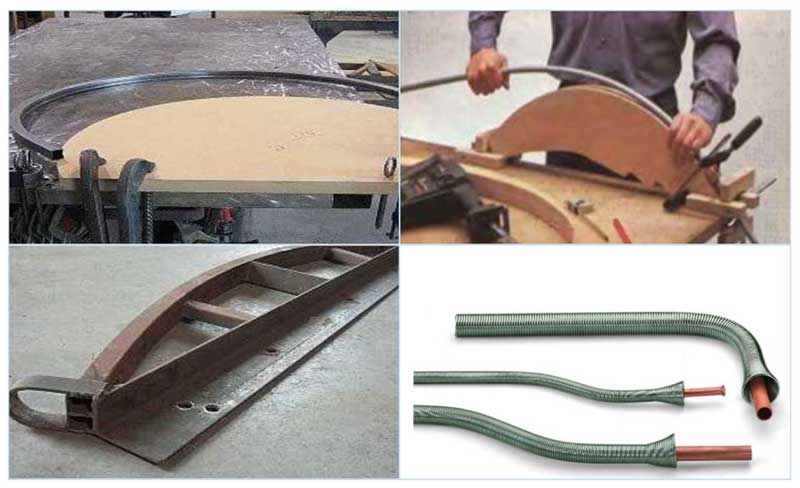
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева
Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
О полипропиленовых трубах
В рекомендациях, посвященных тому, как согнуть профильную трубу для теплицы, указывается: если понадобилось изменить конфигурацию ПВХ-трубы, то для этого следует применить один из двух способов, как то:
- Нагреть место сгиба строительным феном до 150°C. После этого профиль для теплицы сгибается руками. В целях безопасности руки должны быть в перчатках, устойчивых к высоким температурам. Здесь требуется помнить о главном: при сгибе более толстая стенка обязательно располагается с наружной стороны.
- Согнуть ПВХ-трубу для изготовления теплиц вручную, не прибегая к нагреву (так называемым холодным методом). При этом величина радиуса изгиба непременно должна быть меньше 8-и диаметров самой трубы. В противном случае она просто сломается.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы согнуть профильную трубу своими руками

Как гнуть профильную трубу при помощи сварки
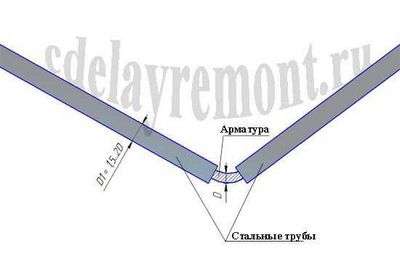
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.

Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.











Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Трубогибы для профильных и для круглых изделий
Трубогибы для стальных и медных труб бывают:
- ручными,
- механическими.
Причем принадлежность к ручному или механическому типу определяет и особенности конструкции трубогиба, и его производительность.
Ручные аппараты
Ручной трубогиб состоит из:
- станины,
- транспортера,
- прижимного элемента.
Труба заправляется в транспортер, состоящий из связанных цепной передачей вальцов, и прижимается верхним (или нижним) вальцом, который давит на соответствующую грань изделия. Вращая рукоять подающих вальцов, можно продвинуть мерный отрезок сквозь зону давления, и в итоге — изогнуть профильную трубу или аналогичное изделие круглой формы.
Однако в ручном процессе есть свои нюансы. Во-первых, профильную трубу согнуть своими руками, все-таки, можно, но для достижения результата необходимо приложить значительное усилие. Во-вторых, ручные трубогибы годятся для обработки лишь небольших партий изделий.
Механические аппараты
Механический аппарат избавляет нас от необходимости тратить свои силы на изгиб профильной трубы под нужный радиус. Ведь у механического трубогиба и транспортер, и прижимной элемент работают не от мускульной силы оператора, а от электромотора и гидравлического привода.
При этом схема работы устройства остается неизменной. То есть, как и в первом случае, мы заправляем трубой транспортер, создаем прижимное усилие на плоскости сгибаемого изделия (где согнуть профильную трубу нужно еще до начала движения мерного отрезка по транспортеру) и включаем аппарат в сеть. В итоге, труба проходит зону прижимного вальца и меняет свою кривизну. Более подробно процесс ручной и механической гибки будет рассмотрен ниже.
Советы
Для того, чтобы труба легче гнулась, участок изгиба перед работой нужно прогреть строительным феном
Обратите внимание – температура плавления полиэтилена не превышает 135 градусов. Нагрев выше этого значения приведет к непоправимым последствиям. На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги
Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз
На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги. Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз.
Применение трубогибов позволяет изгибать трубы с радиусом менее допустимого, но предварительно необходимо проверить качество на ненужном отрезке из одной партии. Получившийся сгиб распиливают ножовкой и внимательно осматривают на наличие отслоений и иных дефектов. При их отсутствии можно приступать к чистовой работе.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n

Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.

Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Наполним трубы песком или водой
Наполнение внутренней полости профиля песком или водой значительно упрощает работу. Для профиля квадратного сечения достаточного размера в качестве наполнителя используют жидкость. Вода должны быть чистой, а чтобы она не вытекала, концы профиля затыкают заглушками. Зимой деталь выносят на мороз, а летом воду замораживают в морозилке холодильника. Изгиб выполняют после разогрева профиля в пламени газовой горелки.










При выполнении изгиба с небольшим углом выбирают песок. Заполняя трубу нужно следить, чтобы в ней не оставались пустоты. Оба конца профиля следует заглушить, чтобы наполнитель не высыпался. Заготовку разогревают горелкой и выгибают, постукивая место изгиба киянкой.
Особенности процесса
На самом деле сгибать трубы достаточно легко. Это только кажется, что для подобных действий необходимо огромное количество сил и энергии. Конечно, при работе с металлическими трубами все же придется попотеть, но даже в этом случае процесс занимает всего несколько десятков минут, и это с учетом подготовительных работ.
Но просто согнуть трубу недостаточно. Надо сделать это правильно, чтобы в итоге получить рабочий, а не испорченный образец. Если мы загибаем трубы своими руками, то шанс их повреждения существенно возрастает, так как согнуть трубу в домашних условиях можно только с помощью подручных средств.
Все дело в том, что труба при изгибании меняет свою структуру, натурально деформируется. И процесс деформации проходит непредсказуемо.
Это только кажется, что модель из той же стали изгибается красиво и плавно, как будто бы по волшебству сохраняя свою форму.
Внутренняя стенка как бы накапливает в одной точке больше материала, становится толще, образуются даже микроскопические складки. Наружная же, наоборот, растягивается, что чревато появлением микротрещин. Согните ее слишком быстро или без предварительной подготовки – и ее повреждение будет практически неминуемым.
Как обезопасить себя?
Впрочем, себя можно легко обезопасить или хотя бы свести шанс повреждения трубы к минимуму. Для этого применяют несколько хитростей.
Во-первых, при изгибании своими руками трубу нагревают до определенной температуры. Это нормально, без прогрева согнуть отрезок, да еще и стальной, крайне сложно. Вы потратите уйму сил и энергии, а результат же вас вряд ли порадует.
Достигла ли поверхность трубы нужной температуры, проверяется с помощью обычной бумажки. Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
Процесс загибания стальной трубы
Способ, конечно, довольно топорный и дает только относительные результаты, но для домашней работы большего и не требуется.
Во-вторых, в полость трубы обязательно добавляют стабилизирующий материал. Это делается до момента ее прогрева.
В качестве стабилизирующего материала применяются разные варианты, от песка до пружин. Трубу с обеих сторон закупоривают, а затем уже принимаются за работу.
Внутри трубы песок играет роль пластификатора
Он не дает материалу деформироваться рывками, при этом сохраняет изначальную форму заготовки, что тоже крайне важно
Также перед началом работы необходимо создать деревянную или стальную заготовку, для упрощения процесса деформации. Необязательно сильно мучиться и что-то создавать, надо просто выбрать подходящий материал.
К примеру, если вам нужно загнуть трубу под прямым углом своими руками, то хватит и наличия профильной трубы или же стола.
Если же радиус загиба достаточно большой, то придется подобрать обратную трубу нужных размеров или же деревянное полено.





