

Применение оборудования
Станок по металлу пригоден для нанесения как внутренней, так и внешней резьбы с любым шагом, выполнения фрезерной обработки, расточки и разрезки металлических изделий. К основным его функциям можно отнести:
- сверление;
- заточка резцов;
- торцовка;
- обточка.
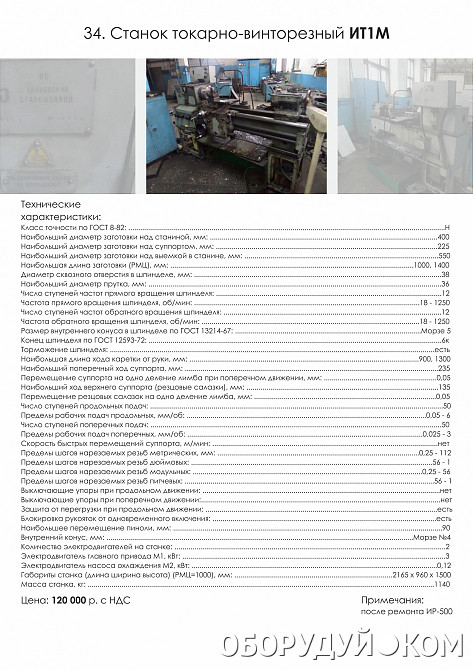
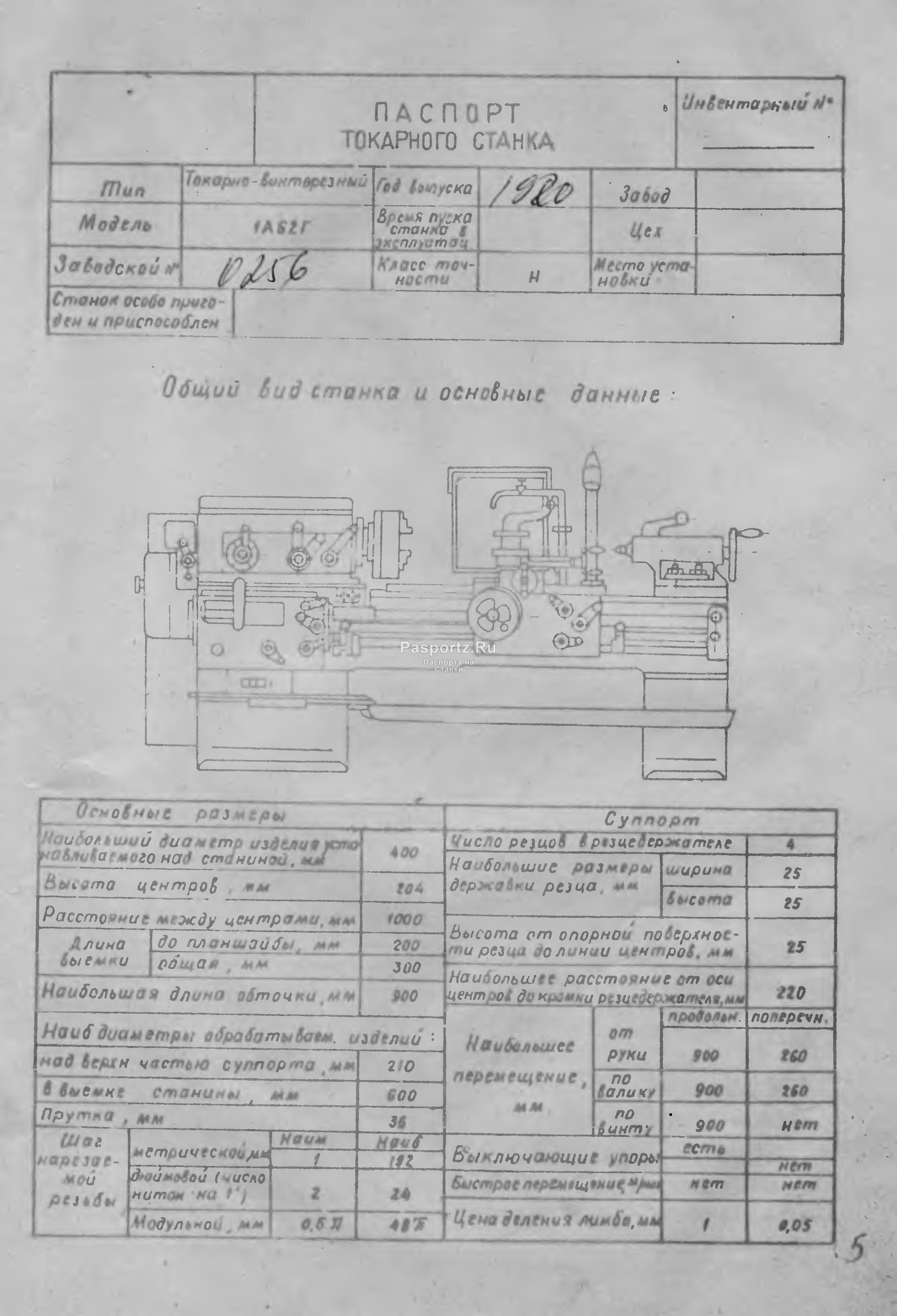
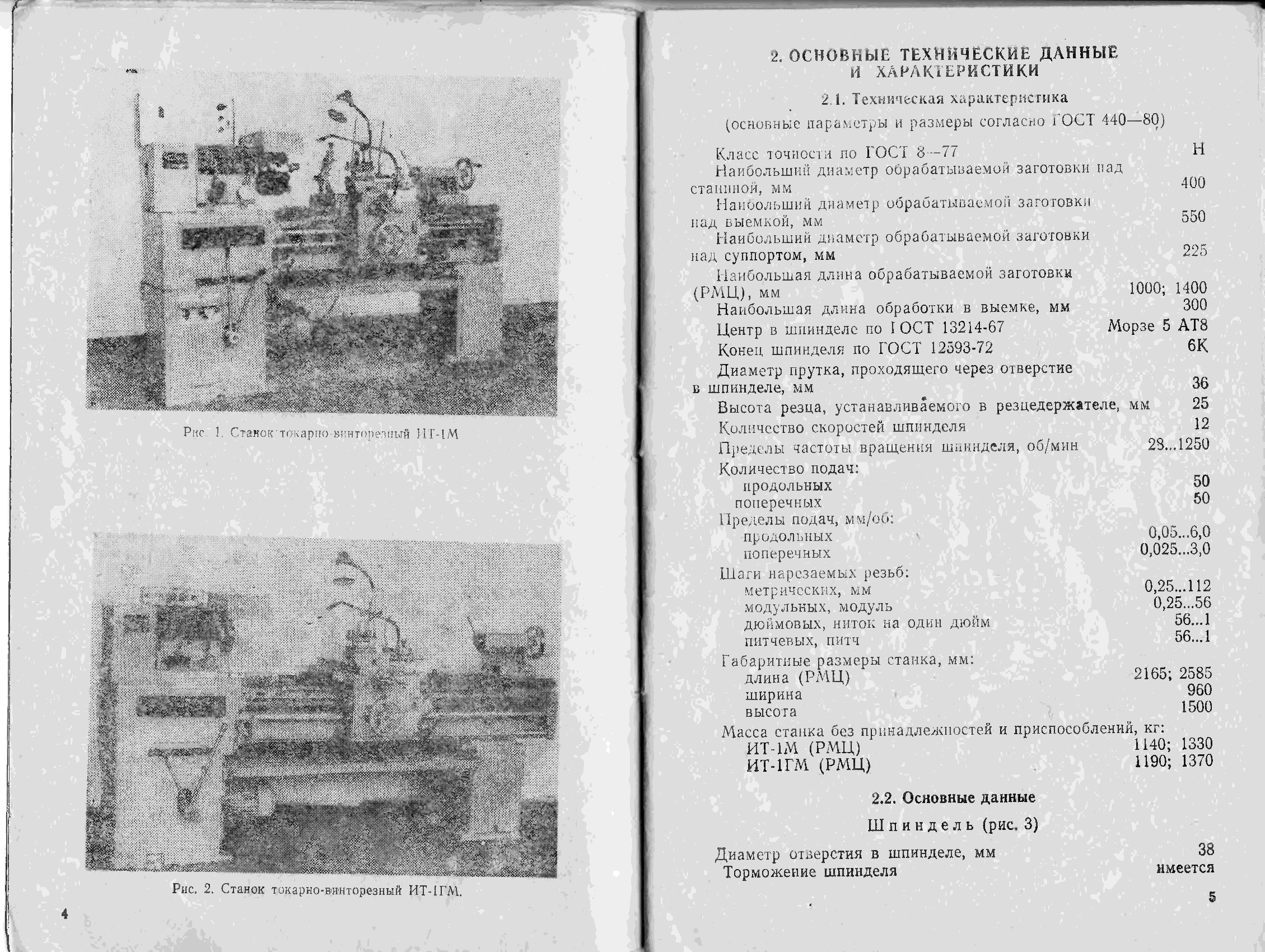
Также токарный аппарат может выполнить множество функций, не связанных с резаньем, а описание всех возможностей вряд ли поместиться в одну статью. Однако подробнее ознакомиться с возможностями можно, почитав руководство по эксплуатации. Следует отметить, что этой модели присвоен класс точности «Н», что говорит о повышенном качестве готовой продукции. Но создание деталей всегда сопровождается определёнными рисками, и чтобы обезопасить себя, рекомендуется ознакомиться с правилами работы.

Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.

Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
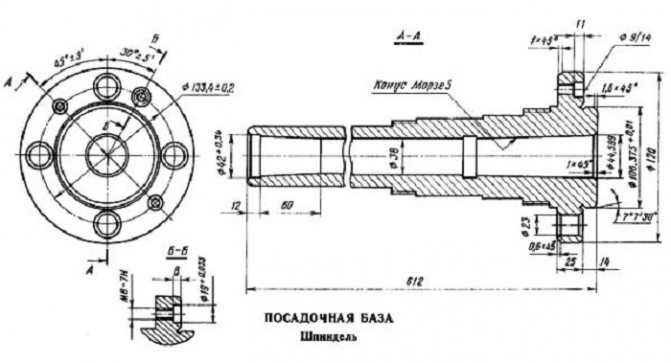
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.
Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.

Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
Технические характеристики
Одной из интересных характеристик станка является его способность действовать при разном напряжении (220 или 380 V). Для этого до начала работы необходимо подключить нужное напряжение с помощью специального переключателя.
Еще в устройстве этого токарного станка предусматриваются некоторые опции управления:
- системой охлаждения главных узлов;
- запуском двигателя.
- освещением места работы.
 Освещение токарного станка, обязательное условие для работы
Освещение токарного станка, обязательное условие для работы
Перед началом каких-либо действий на станке нужно удостовериться в заземлении (чтобы выполнить заземление нужно найти специальный болт на тумбе слева и подключить его к системе заземления).
К основным элементам относятся:
- две тумбы (имеющие внутри себя свободное место, в правом – помещается емкость с охлаждающей жидкостью, и специальный насос, чтобы ее перекачивать, а в левом – расположена система смазки и тормозной редуктор);
- бак с жидкостью для охлаждения имеет две трубки, одна из которых используется для полного слива воды, а другая для наполнения емкости;
- при передвижении задней бабки в определенное расположение, ее нужно зафиксировать специальной гайкой, а затем только начинать работу;
- перемещение пиноли происходит посредством вращения маховика, а ее величину контролируют миллиметровой шкалой;
- в нижней части редуктора шестеренчатого вида, оснащенного специальной муфтой, находится отверстие, предназначенное для периодического сливания тормозной жидкости;
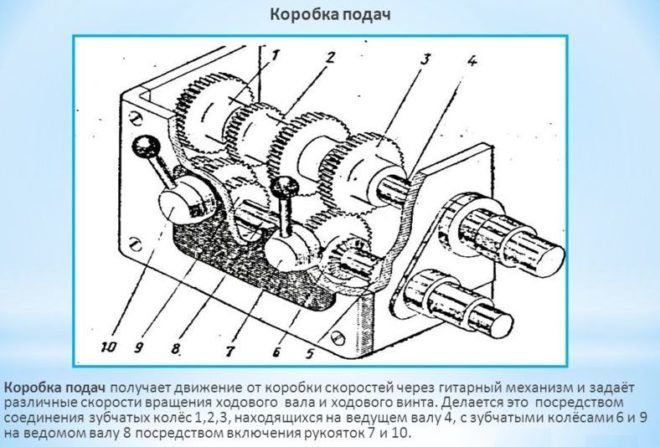
- от передней бабки происходит передвижение коробки подач, в систему управления которой входят кулачки, колеса зубчатые и разные рычаги;
- для воздействия на эти рычаги нужно проделать манипуляции с определенными рукоятками, которые располагаются на лицевой стороне коробки подач устройства.
Проблемы со шпинделем и особенности ремонта
Шпиндель – довольно дорогая деталь, а потому менять его необходимо в крайних случаях. В большинстве вариантов его проще отремонтировать.
- В случае износа шейки ее необходимо заточить, отполировать с использованием пасты ГОИ.
- Проверка размеров конуса выполняется после зачистки наждачной бумагой и шлифовки. Используется специальный калибр.
- При неправильной форме посадочного гнезда, которая чаще всего случается из-за отсутствия регулярной чистки, следует расточить гнездо под переходную втулку, в которой формируется конус стандартной конфигурации.
Перед расточкой необходимо в обязательном порядке провести обкатку подшипников. Их подтягивают, проверяют биение, а затем соответствие нормам точности по ГОСТу.
Токарный станок ИТ-1М относится к надежному оборудованию с высоким уровнем производительности. Они успешно используются в домашних мастерских и небольших цехах. Оборудование в стандартной комплектации выполняет все основные токарные функции, при добавлении дополнительного оборудования функционал станка значительно расширяется.
Подробный обзор настольного токарного станка по металлу MML 1830V Metal Master
Назначение и разновидности вращающихся центров для токарных станков
Описание
Принцип действия измерителей основан на методе эффекта Холла. Величина магнитного потока, проходящего через датчик Холла, установленного на полюсе постоянного магнита, зависит от толщины исследуемого материала, помещенного между датчиком и индуктором.
Сигнал с датчика магнитного поля усиливается и подается на аналого-цифровой преобразователь (АЦП), где производится преобразование аналогового сигнала в цифровую форму. Для обработки результатов измерения и их визуального отображения используется процессорный модуль, который имеет жидкокристаллический дисплей и двуцветный светодиод.
Измерители состоят из измерительного блока, датчика, измерительных головок и набора индукторов.
На верхней панели измерительного блока находятся жидкокристаллический дисплей и кнопки управления, на задней торцевой стенке сетевая колодка и выключатель питания.
Подключение измерителя к сети переменного тока осуществляется шнуром питания с сетевой вилкой. Для подключения кабеля связи с персональным компьютером используется разъем RS-232 на левой боковой стенке измерительного блока, который позволяет передавать результаты измерений на компьютер для обработки данных.




Типология деталей для современных станков
На текущий момент существует три главные категории запчастей для фрезерных станков и других разновидностей стационарного инструмента:
- Универсальные. Подходят к любому виду станка независимо от специализации. Как правило, подобные комплектующие берут на себя простые функции, некритичные для общего рабочего процесса;
- Специализированные. Требуются для определенных классов и моделей станочного оборудования. Подобные детали обеспечивают осуществление главных задач;
- Специальные компоненты нужны для того, чтобы расширить потенциал того или иного оборудования. Используются для определенной группы станков.
Детали делятся по техническим спецификациям:
- Механические агрегаты, компоненты, узлы. Всегда популярные запчасти для токарных станков. Сюда относятся различные подшипники, шарико-винтовые передачи (ШВП), ременные передачи, редукторы, муфты и так далее;
- Электрооборудование. Без качественной электросистемы подавляющее большинство станков просто-напросто не сможет правильно действовать. К этой категории можно отнести силовые устройства, второстепенные электродвигатели, ЭМ-реле, основные силовые агрегаты, разные сенсоры;
- Прогрессивные электронные системы. Их использование обусловлено обновлением и модернизацией оснащения, а также усложнением современных методов на конкретных объектах. Помимо этого, это обязательные элементы для станочного оборудования с ЧПУ.
При выборе запчастей для металлообрабатывающих станков и других типов стационарных инструментов не забывайте, что большинство деталей должны образовывать единую согласованную цепь. До приобретения всех комплектующих необходимо проверить спецификации и технические показатели для возможности эффективной совместимости систем.
Это относится и к механической системе, покупающейся в процессе эксплуатации станка. К примеру, заменять реечную передачу предпочтительнее в сборе: покупка рейки и шестерни позволяет избегнуть нестабильного функционирования узла при производстве.
Строгий выбор параметров и грамотная замена деталей гарантируют надежное функционирование без вероятности выхода агрегата из строя или появления угрозы для оператора. Специалисты советуют заказывать комплектующие от одной компании, при условии, что речь идет о сложной системе.
Это обуславливается тем фактом, что разные компании применяют отличающиеся технологии производства. Кроме того, комплектующие могут быть полностью несовместимы ввиду погрешностей сборки. Но когда нужно сменить простейшие детали, не стоит ограничиваться только одним каталогом. В основном простые запчасти для токарных станков являются взаимозаменяемыми, таким образом в некоторых обстоятельствах успешно используются снятые со сломанных агрегатов детали.
Конструкция
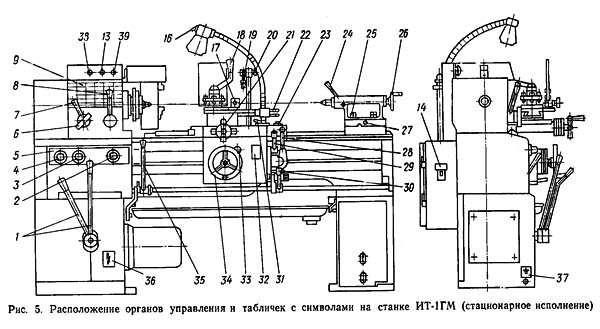
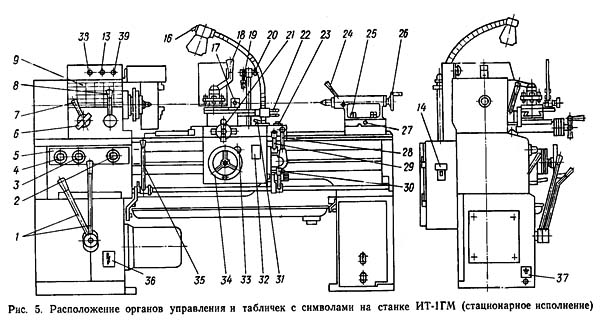
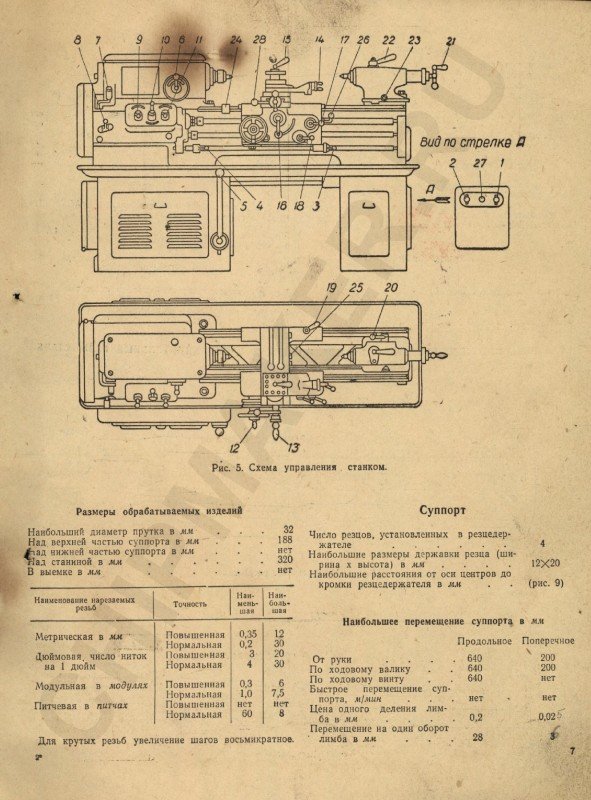
Элементы управления.
Для полноценного представления элементов управления агрегата и их расположения, разберём их ниже. Итак, вашему вниманию будут представлены 39 частей:
- Рукояти переключения вращательных частот шпинделя. Располагается на корпусе левой тумбы.
- Рукоять для установки величин подачи, отключение коробки. Находится на корпусе левой тумбы ниже шпиндельной коробки.
- Рукоять для установления типовой резьбы (питчевой, метрической, модульной, дюймовой), а также для осуществления подачи. Находится на корпусе левой тумбы, ниже шпинделя.
- Рукоять для установки шага резьбы и подач. Находится также ниже шпиндельной коробки.
- Табличка обозначения резьб. Находится там же, где и рукояти управления по резьбам.
- Рукоятка для выбора шага резьбы (увеличенный шаг, стандартный). Находится на передней бабке.
- Рукоятка для выбора направления резьбы (левая, правая). Месторасположение — левая бабка.
- Рукоять для переключения частот вращения шпиндельной головки. Находится на передней бабке.
- Табличка с обозначениями.
- Переключатель выбора напряжения. Находится на пульте управления.
- Табличка с обозначениями пульта управления.
- Переключатель установки напряжения. Находится на пульте управления.
- Тумблер отключения или включения двигателя охлаждения. Местонахождение на пульте управления.
- Тумблер автоматический. Находится на пульте управления.
- Винт для зажима кожуха, обеспечивающего ограждение кулачкового патрона. Расположен на кожухе.
- Тумблер выключения освещения. Расположен непосредственно на лампе освещения.
- Винт для зажима штанги с экраном. Находится внизу самого экрана.
- Рукоять для зажимания и поворота резцедержателя. Находится на подвижном суппорте.
- Сопло для подачи охлаждающего элемента, которое регулируется. Местоположение — суппорт.
- Винт для крепления трубки системы охлаждения. Находится также на суппорте.
- Рукоять перемещения каретки в поперечном направлении. Располагается на суппорте.
- Рукоять для перемещения верхней каретки. Имеется на суппорте.
- Винт, который зажимает суппорт.
- Рукоять для закрепления пиноли. Находится на задней бабке.
- Гайка для зажимания задней бабки на самой станине. Находится на правой (задней) бабке.
- Маховик выдвигания пиноли. Расположен он непосредственно на пиноли.
- Винт, с помощью которого осуществляется движение задней бабки в поперечном направлении.
- Рукоять для механического движения поперечных салазок и каретки. Имеется на задней бабке.
- Рукоять для включения гайки, расположенной на ходовом винте.
- Рукоять, которая включает вращение, реверс и тормоз шпинделя. Присутствует на задней бабке.
- Рукоять для закрепления арматуры, относящейся к освещению. Находится на суппорте, у основания арматуры, ведущей к лампе освещения.
- Сигнальная табличка, показывающая включен или выключен ходовой винт. Находится на суппорте.
- Кнопка, включающая реечную шестерню. Находится за маховиком на суппорте.
- Маховик, обеспечивающий продольное движение конструкции суппорта.
- Рукоять, отвечающая за реверс, тормоз, вращение шпиндельной головки. Находится на передней бабке.
- Табличка, предупреждающая о высоком напряжении. Имеется внизу левой тумбы.
- Табличка, указывающая на место заземления. Местоположение — передняя тумба, сбоку.
- Кнопка остановки (кнопка «стоп»). Присутствует на пульте управления. Как правило, используется на станках модели ИТ-1ГМ.
- Сигнальная лампа. Находится на пульте управления. Применяется обычно на модели ИТ-1ГМ.
Когда все детали оборудования нам известны, можно приступить к электронике станка.
Станок ИТ-1М – характеристики, составные части
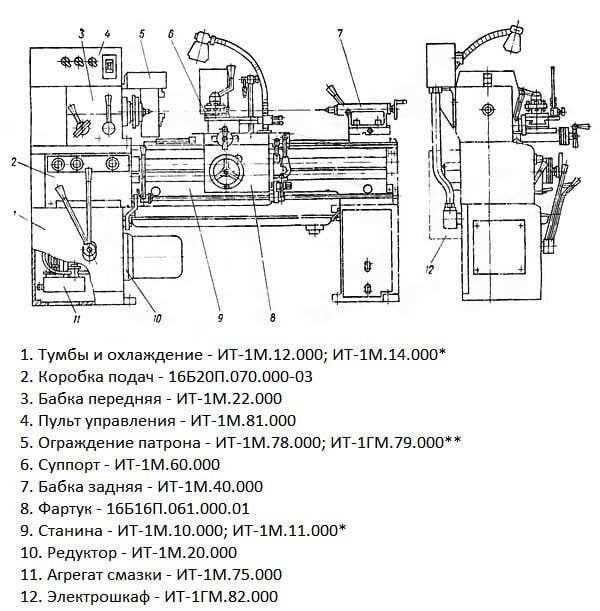
К основным узлам агрегата относят:
- аппарат смазки;
- тумбы;
- фартук;
- переднюю бабку;
- электрический шкаф;
- редуктор;
- суппорт;
- коробку подач;
- станину;
- заднюю бабку;
- механизм ограждения патрона;
- пульт управления.
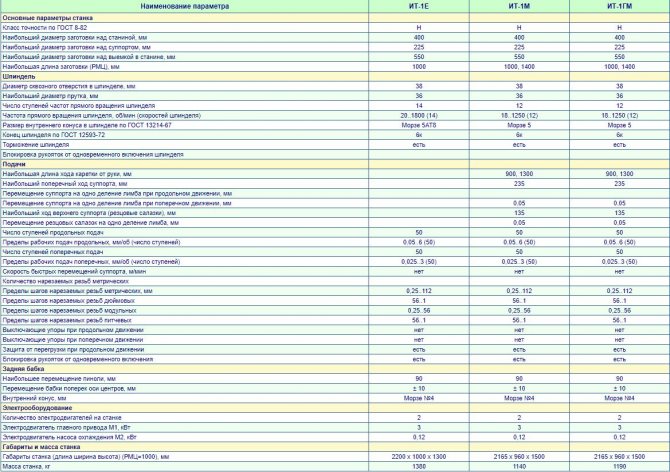
Станок имеет длину 216,5 см, высоту – 150 см, ширину – 96 см. Такие габариты являются достаточными для обработки на нем деталей длиной до 1400 мм с максимальными сечениями:
- 225 мм – над суппортом;
- 550 мм – над выемкой в станине;
- 400 мм – непосредственно над станиной.

Шпиндель токарного агрегата описывается далее приведенными показателями:
- конец по стандарту 12593 – 6К;
- ступени (вращение в обратном и прямом направлениях) – 12;
- частота вращения – 18–1250 об/мин (вне зависимости от направления);
- сквозное отверстие (величина диаметра) – 38 мм;
- внутренний конус (размер по стандарту 13214) – Морзе 5;
- диаметр прутка (наибольший) – 36 мм.
Добавим, что в станке предусмотрена система торможения шпинделя.
Электрооборудование агрегата состоит из двух двигателей:
- Х14-22М. Электрический двигатель насоса охлаждения с частотой вращения 2,8 тысяч оборотов в минуту, мощностью 0,12 киловатт.
- 4АМ100S4. Электродвигатель главного перемещения. Он вращается с частотой 1410 оборотов в минуту и имеет мощность 3 киловатта.

Важным является то, что электрические цепи агрегата могут работать от сети в 380 и 220 В. В связи с этим перед началом эксплуатации станка следует при помощи одного из пакетно-кулачковых переключателей установить оборудование на требуемое напряжение. Также на агрегате предусмотрено три отдельных переключателя, которые дают возможность включать и отключать:
- освещение рабочего места;
- агрегат охлаждения;
- главный двигатель.
На тумбе станка (на левой) имеется специальный болт, к которому производится подсоединение заземляющей системы. Без заземления работать на агрегате категорически запрещается.
ИТ-1М — Токарные ИТ-1М и ЛТ-10
вот пример наших двух систем отопления.
1я твердотопливный котел, циркуляционный насос, радиатор автомобильный (текущий, по этому временный и по этой причине) диффузор самопальный, из пенакартона, сделаный за пол часа. что бы проверить какую мощность можно снимать, обдувая вентилятором весь радиатор.
Датчик температуры стоит от холодильного оборудования, для того что бы следить за тем что бы не закипеть. потому что одного радиатора, маловато. или не хватает обдува…
хотя вентилятор не маленький. (он подключен к регулировке оборотов)
дальше фото.
Ревизия сделана из фрионного баллона. нижняя часть сидит в натяг, трубу обстучал, снял ее и выкинул остатки сажи. делалось вместе с переходом от котла из того что было под рукой.
www.chipmaker.ru
Технические характеристики станка 1и611пмф3
| Наименование параметра | ит42 | 1и611пмф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 125 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 400 | 500 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | |
| Наибольшее сечение резца, устанавливаемого в пазах инструментальной головки, мм | 20 х 20 | 20 х 20 |
| Количество сменяемого по программе инструмента | 8 | 4 |
| Шпиндель | ||
| Диапазон скоростей шпинделя, переключаемых по программе, об/мин | 0..3000 | 50..2000 |
| Количество скоростей шпинделя, устанавливаемый вручную, об/мин | 16 | |
| Количество рабочих скоростей шпинделя, переключаемых по программе | 8 | |
| Диаметр отверстия в шпинделе, мм | 32 | 25 |
| Размер внутреннего конуса шпинделя передней бабки по ГОСТ 25557-82 | Морзе 5 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Наибольший крутящий момент на шпинделе, Нм | 89,96 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Торможение шпинделя | имеется | |
| Реверсирование шпинделя по программе | имеется | |
| Диаметр стандартного патрона, мм | 160 | 160(СТ 160В-Ф4) |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 470 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 173 | |
| Диапазон скоростей продольных подач при работе по одной координате, мм/мин | 3..2000 | 3..3600 |
| Диапазон скоростей поперечных подач при работе по одной координате, мм/мин | 1,5..1000 | 1,5..1800 |
| Диапазон скоростей продольных подач при работе по двум координатам, мм/мин | 3..1800 | |
| Диапазон скоростей поперечных подач при работе по двум координатам, мм/мин | 1,5..900 | |
| Скорость быстрых (установочных) продольных перемещений суппорта, м/мин | 8 | |
| Скорость быстрых (установочных) поперечных перемещений суппорта, м/мин | 4 | |
| Предельные значения шагов нарезаемых цилиндрических резьб, мм | 0,2..40 | 0,2..60 |
| Точность позиционирования по диаметру (оси X), мм | 0,05 | |
| Точность позиционирования по длине (оси Z), мм | 0,1 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 8 | 4 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 |
| Размер внутреннего конуса в пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 3 |
| Цена деления лимба, мм | 0,05 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Маяк 223МП | Маяк 221 |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания перемещения в продольном направлении (дискретность задания по оси Z), мм | 0,002 | |
| Дискретность задания перемещения в поперечном направлении (на радиус) (дискретность задания по оси X), мм | 0,001 | |
| Тип датчика обратной связи в приводе подач | ВЕ-178А | |
| Тип резьбонарезного датчика | ВЕ-178А | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 9 | 6 |
| Электродвигатель привода главного движения, кВт | 7,5 (М6) | 3,0 (М1) |
| Электродвигатель привода продольных подач, кВт | 0,55 (М8) | 0,48 (М5) |
| Электродвигатель привода поперечных подач, кВт | 0,55 (М7) | 0,48 (М6) |
| Электродвигатель револьверной головки, кВт | 0,12 (М5) | – |
| Электродвигатель привода пиноли задней бабки, кВт | 0,25 (М4) | – |
| Электродвигатель гидростанции, кВт | – | 3,0 (М4) |
| Электродвигатель станции смазки шпинделя, кВт | 0,09 (М1) | |
| Электродвигатель станции смазки узлов станка, кВт | 0,55 (М9) | |
| Электродвигатель обдува привода главного движения, кВт | 0,09 (М2) | |
| Электродвигатель насоса охлаждения, кВт | 0,18 (М3) | 0,12 (М3) |
| Габариты и масса станка | 2950 х 1800 х 1900 | 2900 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 2160 | 1400 |
Список литературы:
Станок специальный токарный с числовым программным управлением 1И611ПМФ3. Руководство по эксплуатации 1И611ПМФ3.00.000 РЭ, 1977
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978

Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Основные конструктивные элементы станка
Самыми габаритными элементами конструкции станка ИТ-1М являются две его тумбы. Свободное место внутри таких тумб используется эффективно: в правой размещен бак для охлаждающей жидкости и насос для ее перекачки, в левую помещена смазочная система, и в ней же расположен редуктор с тормозом. Бак для охлаждающей жидкости оснащен двумя патрубками, один из которых предназначен для полного сливания жидкости, а второй — для обеспечения заполнения емкости до требуемого уровня.
Задняя бабка оборудования, как мы уже говорили, перемещается по специальным направляющим. После того как задняя бабка оказалась перемещена в требуемое положение относительно обрабатываемой детали, ее фиксируют при помощи специальной гайки, и только после этого начинают выполнять все работы. Передвижение пиноли, величина которой контролируется при помощи миллиметровой шкалы, обеспечивается за счет вращения маховика.
На станке ИТ-1М установлен редуктор шестеренчатого типа, который оснащен специальной муфтой. В нижней части данного устройства имеется отверстие, которое необходимо для слива масла из его тормозного отделения. Слив масла выполняется по мере необходимости.
Приведение в движение элементов коробки подач осуществляется от передней бабки. Система управления данной коробки включает в себя зубчатые колеса, кулачки плоской формы и различные рычаги. Для того чтобы воздействовать на рычаги, необходимо совершить манипуляции с соответствующими рукоятками, которые расположены на лицевой панели коробки подач.

Коробка передач станка ИТ-1М
Характеристики суппорта станка формируются его конструкцией, которая включает в себя:
- верхнюю каретку;
- салазки для продольных и поперечных перемещений;
- узел для закрепления резца, который имеет поворотную конструкцию.
Поворот и фиксация узла для крепления резца осуществляется за счет использования одной рукоятки.
Продольное и поперечное движение суппорта оборудования обеспечивается за счет специального механизма, который расположен в фартуке станка. Такой механизм преобразует вращательное движение ходового винта в продольное и поперечное перемещение суппорта. В станке реализована эффективная система защиты, которая блокирует рукоятку ходового вала в тот момент, когда запускается ходовой винт. Такая характеристика защищает оператора от последствий одновременного включения вала и винта, что может быть небезопасно.
Система смазки токарно-винторезного станка данной модели включает в себя следующие элементы:
- фильтр;
- масляный насос шестеренного типа;
- патрон магнитного типа, который располагается в стакане сливного отверстия;
- емкость для размещения масла.
Насос для подачи смазочной жидкости приводится в действие от вала редуктора, вне зависимости от того, в какую сторону он вращается.
Схема кинематическая токарно-винторезного станка ТН-1
Кинематическая схема токарного-винторезного станка тн-1
Цепь привода главного движения токарного станка тн1
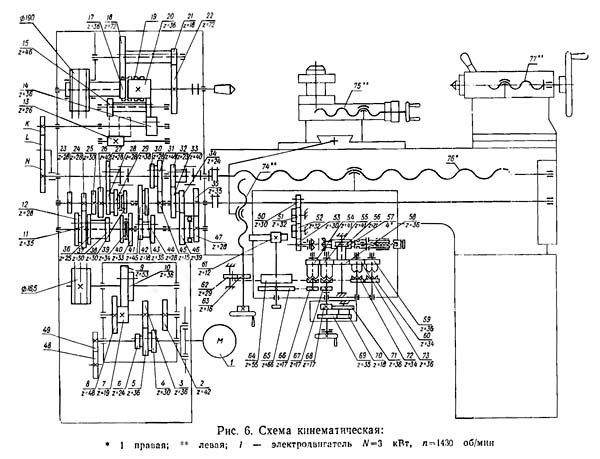
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.


Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержки станка ТН-1
Кинематическая цепь подвижной резцедержки станка тн-1
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Неподвижная резцедержка токарного станка тн-1
Технические параметры
Расположение компонентов
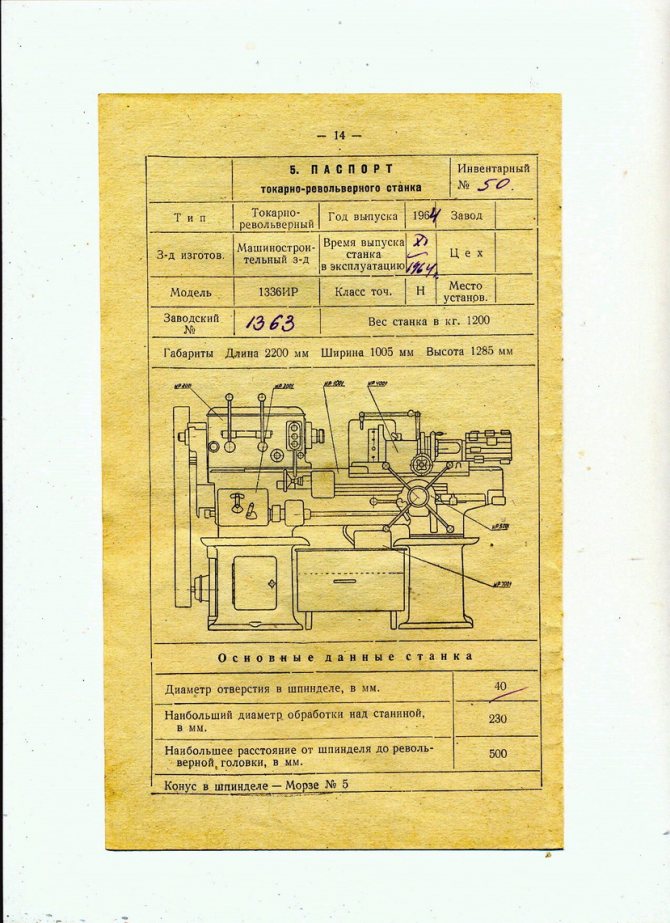
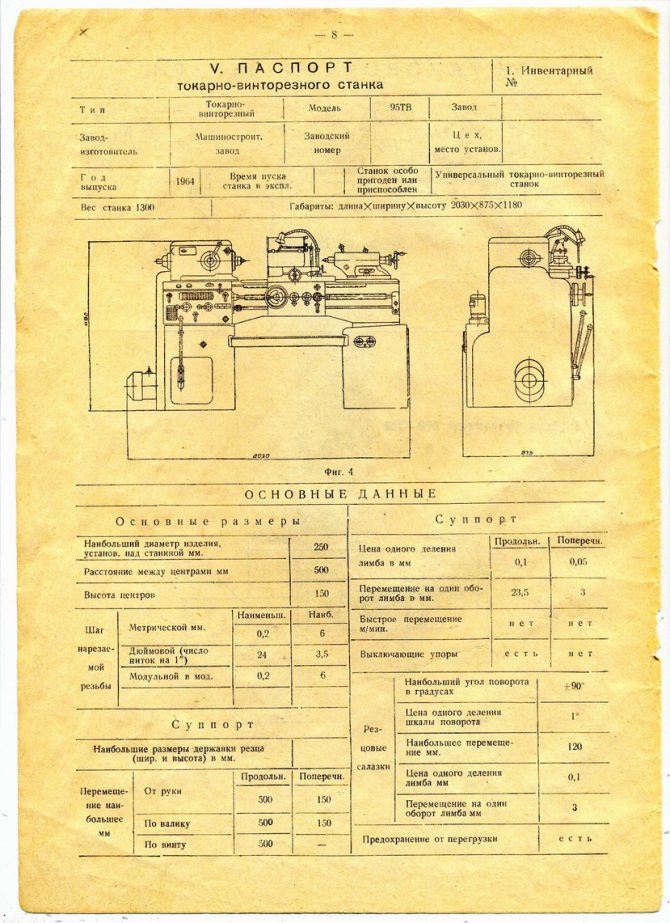
Так как станок серии ИТ-1М относится к разряду профессионального оборудования – следует рассмотреть его эксплуатационные параметры более детально. Для этого рекомендуется ознакомиться с паспортом, а также изучить фактические характеристики модели.
Изначально оборудование было рассчитано для эксплуатации в небольших помещениях. Поэтому его габариты достаточно невелики и составляют 216,5*96*150 см. Однако относительно большая масса 1140 кг способствует повышенной устойчивости конструкции при обработке заготовок большого диаметра. При этом возможность использования резцов из особых сортов стали рассматривается индивидуально для каждого случая.
Для токарного станка ИТ-1М свойственны следующие технические характеристики:
- максимально допустимые размеры заготовок. При закреплении на станине – до 40 см. Для фиксации над суппортом этот параметр не может превышать 22,5 см. Если же используется выемка, ограничение равно до 55 см;
- длина детали варьируется от 100 до 140 см;
- шпиндельная головка имеет сквозное отверстие диаметром 38 мм. При этом в него можно вставить пруток сечением до 36 мм;
- количество переключений ступеней частот вращения шпинделя – 12;
- частота вращения рабочей головки – от 18 до 1250 об/мин;
- каретка имеет ход от 90 до 130 см;
- ход суппорта станка ИТ-1М– до 23,5 см;
- продольные подачи имеют 50 ступней;
- смещение пиноли задней бабки – до 9 см.
В видеоматериале показан пример работы оборудования, подключенного к сети 220 В:
Конструкция и особенности станка

Внешний вид
Основная область назначения модели ИТ-1М – выполнение токарной обработки заготовки, закрепленной в патроне, планшайбе или центрах. Винторезный агрегат имеет классическую компоновку, отличается интуитивно понятным управлением и надежностью.
Для увеличения функциональных возможностей производитель предлагает ряд дополнительных устройств. С их помощью можно делать фрезерование поверхностей заготовок, сверление, формирование шпоночных пазов и расточку. Однако при этом следует учитывать, что модель ИТ-1М предназначена для выполнения токарных операций.
Из конструктивных особенностей оборудования можно выделить следующие:
- жесткая станина. Для ее изготовления используется чугун, корпус формируется методом литья. Для увеличения устойчивости присутствуют ребра жесткости;
- шлифованные направляющие. Они имеют призматическую форму, которая способствует плавному ходу каретки и задней шпиндельной бабки;
- улучшенная конструкция опор шпинделя. В ней присутствует двухрядный роликовый подшипник, который имеет регулируемый зазор;
- наличие выемки в станине. Благодаря ей можно выполнять обработку изделий большого диаметра.
Если кулачки выдвигаются за пределы наружного сечения патрона – необходимо использовать специальное ограждение. Также стоит отметить удобное расположение плунжерного насоса системы смазки в станке ИТ-1М. Он находится в корпусе передней бабки.





