

Последовательность проведения гальванизации
Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
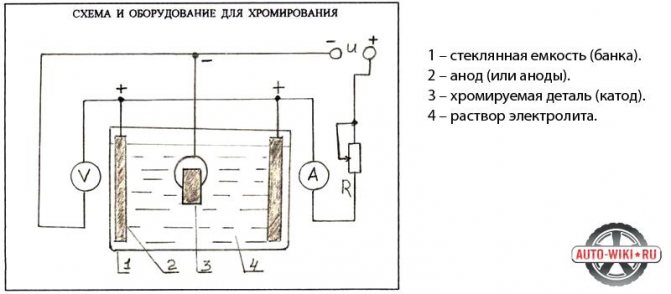
Гальванизация в ванной
Если выбор пал на такую методику напыления хрома своими руками, то технологический процесс будет состоять из следующих шагов:
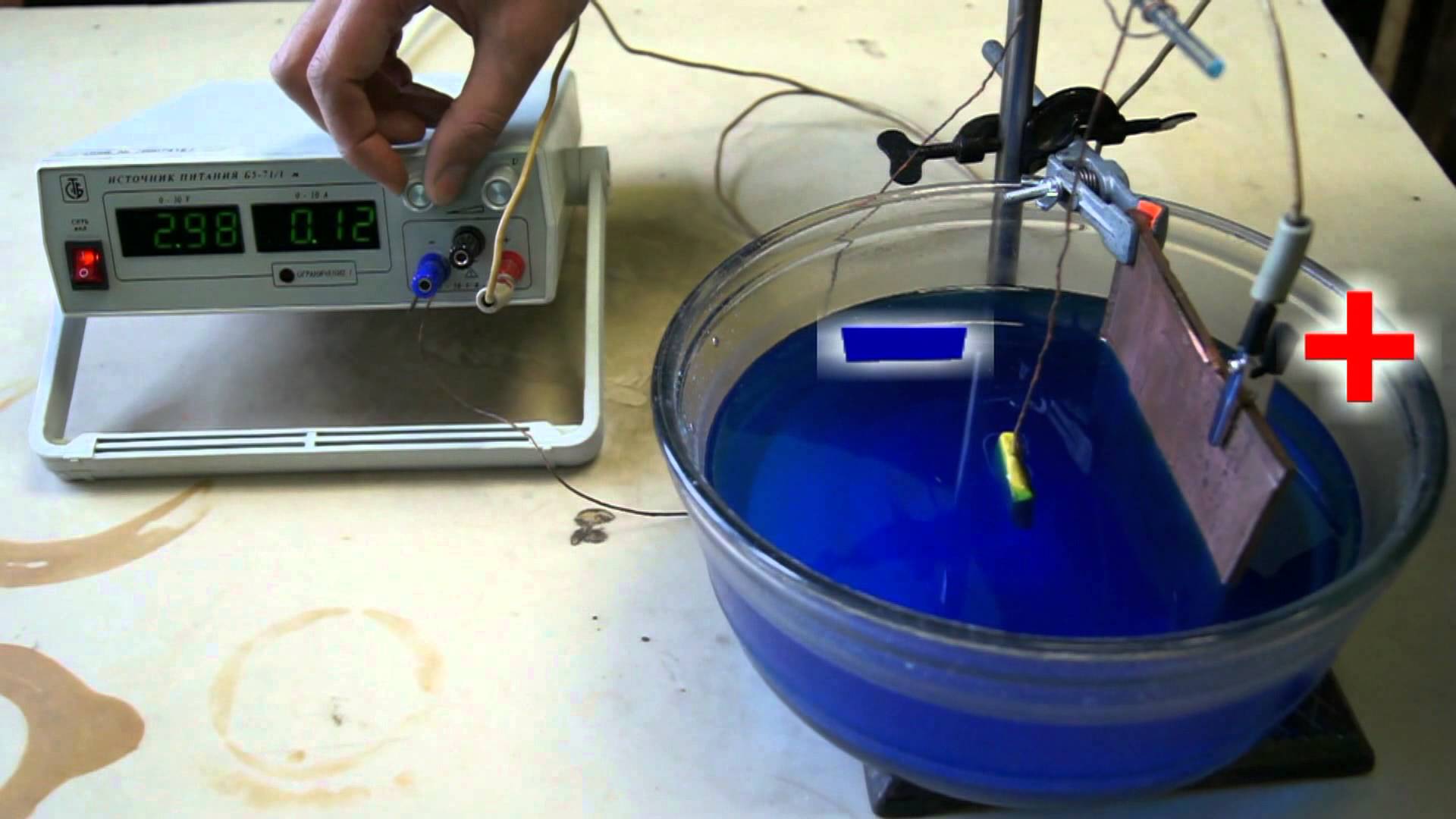
- К обрабатываемой детали присоединяется катод, после чего она опускается в ёмкость с электролитным раствором.
- Дожидаются момента, когда температура хромируемой детали и температура раствора будут аналогичными, затем подают ток.
- Декорируемая деталь должна находиться в ванной около 15 минут (время нахождения в электролитном растворе зависит от размера предмета и особенностей его поверхности).
- Достают изделие и просушивают в течение трёх часов.
Хромирование с использованием гальванической кисти
Чтобы покрыть металлическое изделие хромом можно использовать такой инструмент, как гальваническая кисть. Хромирование пластика в домашних условиях также допускает применение этого приспособления. Сделать гальваническую кисть можно самому:
- Берут нужную щетину и обматывают её свинцовыми проводами.
- Далее такая щетина помещается в подходящую цилиндрическую ёмкость (лучше, чтобы она была из органического стекла).
- Выпрямителем тока будет служить трансформатор из китайского радиоприбора. Его соединяют по следующей схеме: минусовая клемма идёт на свинцовую щетину, а плюсовая — на источник питания.
Способ хромирования гальванической щёткой простой, но требует выдержки:
- Присоединяют декорируемое изделие и гальваническую кисть, которая заправлена электролитом, к трансформатору.
- Медленными движениями проходят кистью по обрабатываемой поверхности детали. Движения не должны быть резкими, а слой должен наноситься равномерно.
- Завершив хромирование, деталь промывают и просушивают.
При таком способе покрытия хромом предмет будет сохнуть куда быстрее, чем при гальванизации в ванной. Нельзя забывать, что во время технологической операции недопустимо прикосновение к декорируемому предмету. Если на невысохшую поверхность попала пыль или грязь, то её убирают компрессором.
Помещение для работы
Для проведения химической металлизации необходимо специальное помещение. Идеальное помещение под этот бизнес – собственный гараж
Важно, чтобы он был достаточно вместителен, так как габариты обрабатываемых предметов могут быть разные. Будьте готовы хромировать не только диски для автомобилей, но и двери, столы, даже холодильники
Помещение должно быть оборудовано хорошей системой вентиляции. Несмотря на то, что многие вещества химической металлизации считаются относительно безопасными, постоянно вдыхание их может нанести серьезный вред здоровью. Также позаботьтесь о канализации, исправной проводке.
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.
Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO3) концентрацией 220-250 г/л;
- серной кислоты (H2SO4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.

При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.






Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.

Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Особенности хромирования
Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях
Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов
Нанесение хрома — это физико-химический процесс, который протекает после того, как деталь обрабатывают в гальванической ванне. На изделие накладывается тонкий слой металлического хрома, который практически мгновенно застывает. В итоге легко получить кузовную деталь с блестящей поверхностью и стойкостью к внешним повреждениям. Хромирование значительно повышает физические, химические и декоративные характеристики, поэтому его часто используют на нижних частях транспортного средства, которые подвергаются воздействию внешней среды.
Особенности независимой процедуры
Чтобы правильно и надёжно осуществлять процесс нанесения хрома своими руками, следует принимать во внимание все характерные черты химических и физиологических преображений, которые совершаются. Большая часть химических элементов, участвующих в хромировании, представлена особенно опасными элементами, следовательно, прежде чем приступать к проведению эксперименты с хромированными покрытиями, тщательно изучить необходимо теоретическую сторону процесса

Хром придаёт плоскости замечательный наружный вид, благодаря которому продукция приобретает весьма изящный вид. Гальваника открывает большие возможности для усовершенствования декоративных, физиологических и химических качеств материалов. Хром чрезвычайно устойчив к воздействию агрессивных сред, он не темнеет под воздействием окружающей среды, благодаря этому он отыскал обширное применение при конструировании частей кузовов автомобилей и частей элементов, работающих в сложных условиях. Толщина блестящего напыления весьма мала: от 0,075 до 0,25 миллиметров.
 Ещё одна проблема, которая может остановить на пути к осуществлению задачи — получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование — ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого — 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Ещё одна проблема, которая может остановить на пути к осуществлению задачи — получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование — ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого — 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Остатки, возникающие в результате завершения хромирования, должны быть утилизированы в соответствии со специальным порядком, а не поступать в канализацию или в почву. Элемент является сильным канцерогеном: если он появляется на коже, будет очень сильное раздражение, в том числе экзема и дерматит, может сформироваться опухоль.







Порядок хромирования деталей своими руками
Нанести защитно-декоративное хромовое покрытие можно непосредственно только на такие металлы как медь, латунь или никель.

Чтобы самостоятельно выполнить хромирование стальных деталей, на них предварительно наносят медный, латунный или никелевый подслой. Для этого требуется соответствующий электролит и технология:
- Изделия, подлежащие хромированию, предварительно полируют и обезжиривают ацетоном.
- После высыхания производится активация поверхности в растворе соляной кислоты (100 г/л). Время обработки зависит от состояния поверхности (5-20 минут).
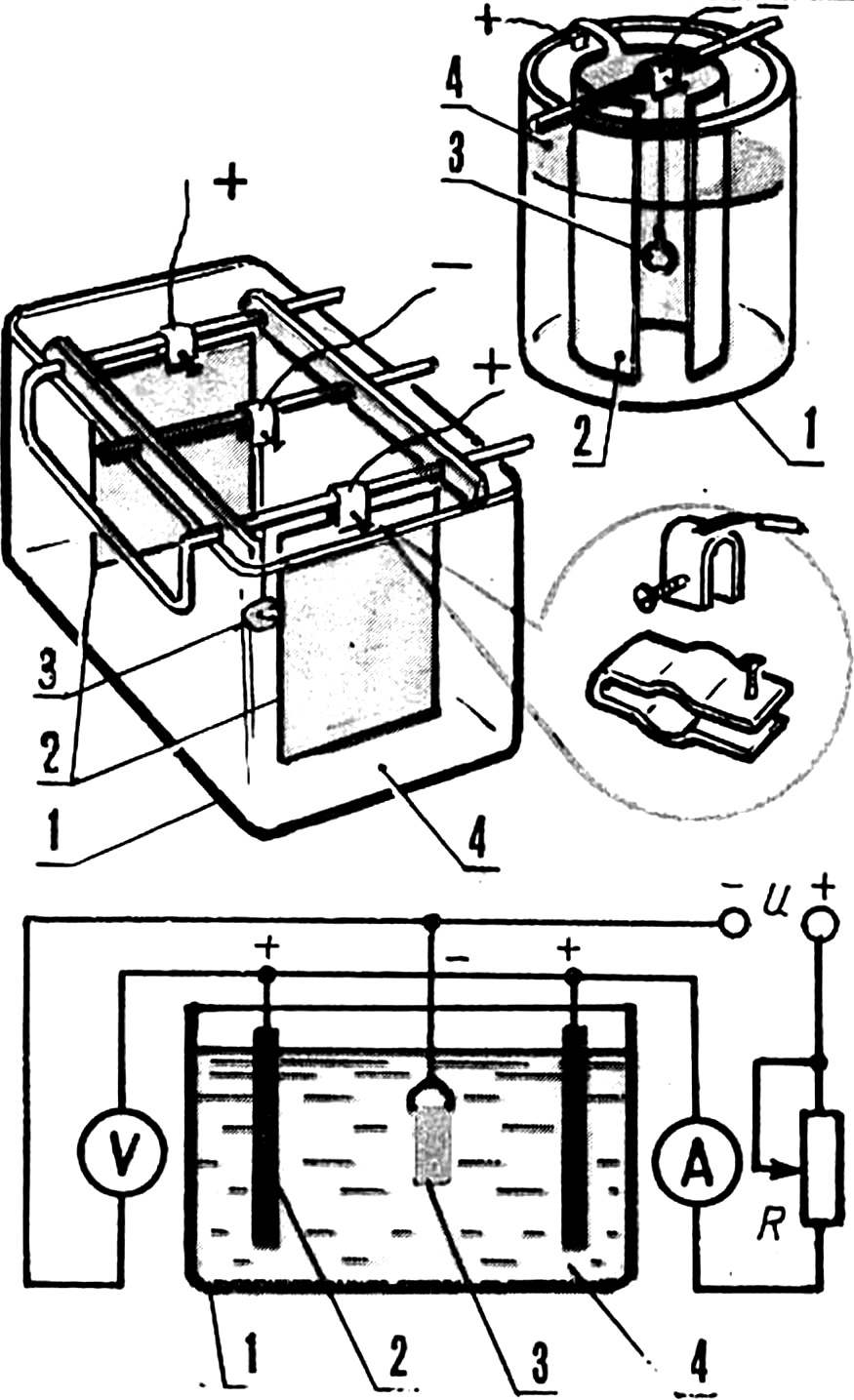
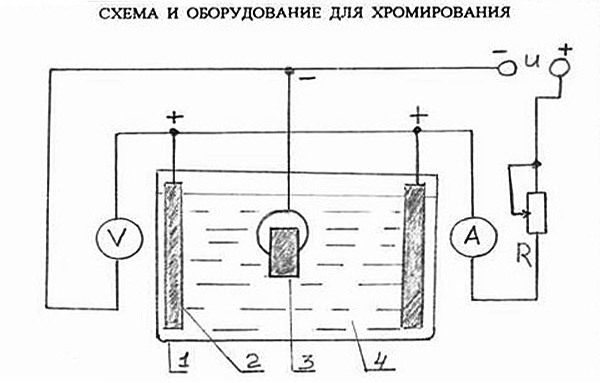
- Детали промываются в чистой воде и погружаются в ванну хромирования. Для этого делается подвеска из медной проволоки или прутка. К подвеске с деталями подается «минусовой» провод от выпрямителя. Рядом на медной штанге крепится свинцовый анод, к которому подается «плюс».
- Через 20-40 мин детали извлекаются из ванны и промываются в чистой воде. После высыхания допускается полировка хромового слоя с целью придания поверхности зеркального блеска.
Приготовить электролит не составит особого труда: сначала в воде растворяется хромовый ангидрид, а затем тонкой струйкой добавляется серная кислота.
- Перед загрузкой первой партии деталей, необходимо завесить любую чистую металлическую пластину и проработать электролит в течение 0,5-1 часа. Когда цвет раствора превратится из ярко-красного в бордовый, можно приступать к хромированию деталей.
- Раствор хромирования должен быть разогрет до 45 градусов.
- Сила тока устанавливается в зависимости от площади поверхности покрываемых деталей. Для обработки 1 кв. дм. требуется сила тока 15-25 ампер.
Какие нужны инструменты
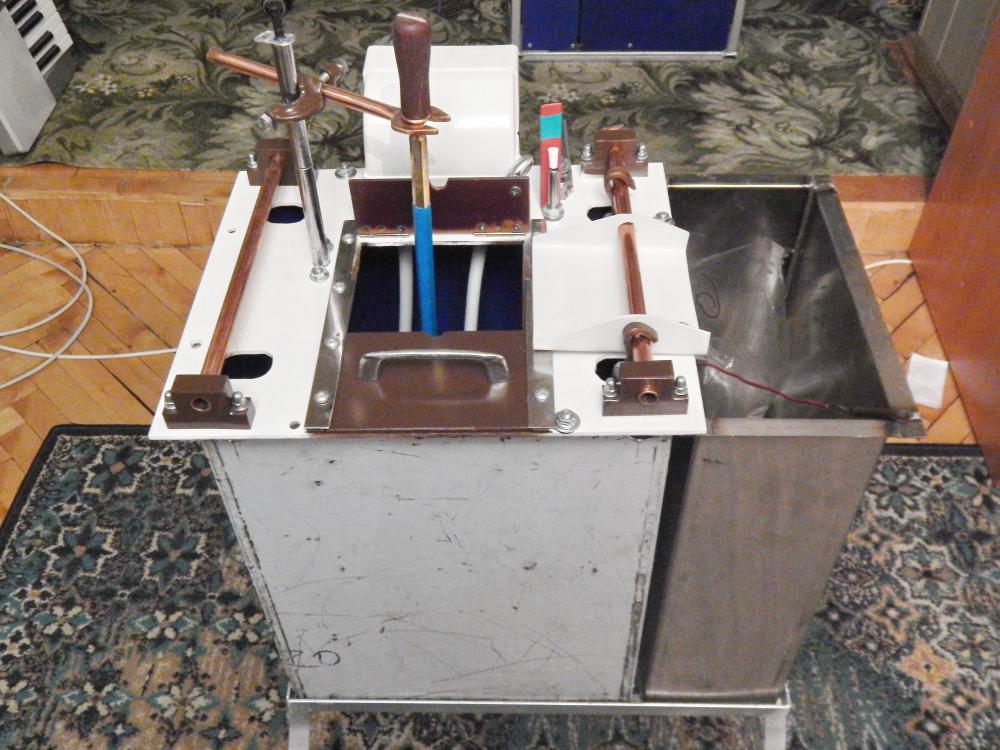
Прежде чем приступить к хромированию нужно запастись всем необходимым. Инструменты и материалы должны быть под рукой. Для работы потребуется:
- стеклянная или пластмассовая тара для диэлектрического раствора, емкость обязательно должна быть устойчива к воздействию кислот;
- раствор электролита;
- пластмассовое ведро или таз;
- нужно будет сделать фанерный ящик, отделать его стеклотканью и утеплить песком или минеральной ватой, для достижения термоизолирующего эффекта;
- кисть для нанесения раствора;
- ТЭН или другой нагревательный прибор;
- автомобильный аккумулятор или другой источник электрического питания;
- термометр, позволяющий измерить температуру жидкости до 100 градусов Цельсия;
- анодная пластина, подключающаяся к электрическому источнику;
- кронштейн, для подвешивания обрабатываемых элементов;
- крышка, которой можно было бы накрыть тару, можно взять фанерный лист;
- зажим.
Когда все необходимые материалы и инструменты будут готовы, можно начинать хромирование пластика в домашних условиях.
Подготовка обрабатываемой детали
Качество и долговечность нанесённого слоя хрома зависит от подготовки окрашиваемой детали. Хромированная поверхность должна идеально удовлетворять все требуемые параметры очистки. Этим можно заняться пока готовый раствор отстаивается после «проработки» электрическим током.
Очистка и обезжиривание
Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д
Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина
При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
https://youtube.com/watch?v=G5UHXgaWM8M
После того как поверхность полностью очищена от грязи и краски, следует перейти к обезжириванию. От качества этой процедуры также зависит качество нанесения слоя хрома.
Обезжиривание — это приготовление специального раствора, который включает следующий компоненты:
- гидроокись натрия — 150 г/л;
- кальцинированная сода — 50 г/л;
- силикатный клей — 5 г/л.
После замешивания раствора для обезжиривания деталей он нагревается до температуры 80−90 градусов по Цельсию. Изделия в нём выдерживаются в течение 20 минут, но если поверхность отличается сложным рельефом или сильно загрязнена, то время увеличивается до 1 часа.
Сфера применения хромирования
Полностью описать все области и сферы, где используется технология, сложно. Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
В автомобильной промышленности технология применяется для изготовления:
- накладок и отражателей;
- алюминиевых дисков;
- элементов кузова;
- поршней;
- компрессионных колец;
- роликов и осей.

Хромирование применяется при выпуске резины, пластмассы (хром наносят на каландровые валы и пресс-формы), разного измерительного инструмента. Материалом покрывают те элементы, которые сильно трутся между собой, чтобы повысить их износостойкость.
Суть технологического процесса
Гальванику применяют для получения толстых технических и тонких декоративных слоев металла. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод используют для придания механизмам, контактным группам или поверхностям, свойств наносимого металла. Например, нанесение драгоценных металлов (золото, палладий, родий) на электрические контакты, используют для придания химической стойкости, а также сохранения постоянного сопротивления. При этом видовые характеристики не важны. Конечно, необходимо соблюдать заданную зернистость покрытия, но эта проблема появляется на толщине нанесения металла более 20 микрон. Толстая гальваника дает высокую износостойкость и беспористые металлы, значит реакционные свойства основного материала можно не принимать в расчет.







Технические покрытия гальваникой Никелем делают для агрегатов, предметов которые испытывают на себе постоянное механическое воздействие. Никель — твердый недорогой металл. Его наносят на стальные изделия, которым требуется защита от коррозии.
Часто встречаются покрытия-смазки, при нанесении которых не столько учитываются химические характеристки самого металла, сколько необходимо обеспечить, например, плотную притирку деталей, но по какой-то причине нельзя использовать смазочные материалы. Это оловянные, свинцовые, индиевые покрытия. В данных случаях толщина нанесения лежит в пределах от 30 до 50 микрон.
Наша организация — ООО «6 микрон» оказывает услуги по нанесению технических покрытий, оборонным предприятиям, предприятиям космической, авиационной отрасли, электронной промышленности.
Часты случаи, когда металлы наносятся только в декоративных целях или для придания цвета (золото, серебро и т.д.), без запросов по твердости или плотности.
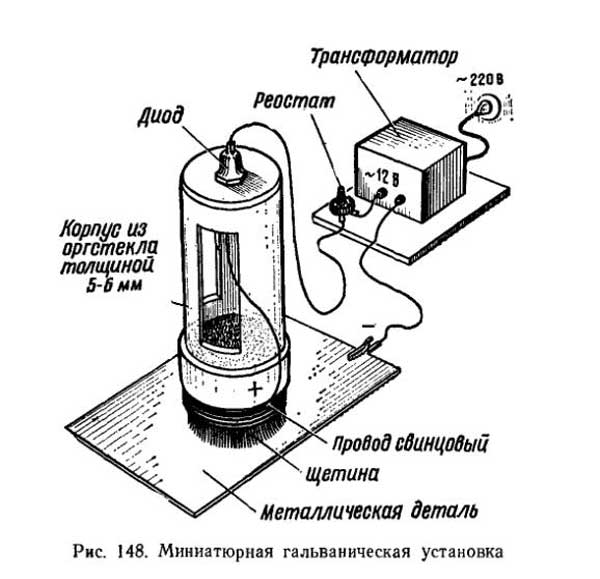
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их устранение
Если вы решились впервые хромировать детали, то даже при просмотре нескольких видео и изучении основных рекомендаций возможны ошибки. Слой хрома с дефектами удастся снять при помощи раствора соляной кислоты, затем детали промывают в воде и повторяют процедуру.
Чтобы больше не допустить сделанных ошибок, нужно знать их причины.
- Отслоение пленки возникает из-за недостаточной адгезии. К этому чаще всего приводит некачественное обезжиривание поверхности. Соответственно, после снятия покрытия участок необходимо заново обработать ацетоном и опять активировать.
- На углах и краях иногда встречаются наросты. Причиной такого дефекта является повышенная плотность тока. Чтобы избежать этого, края стоит закруглить либо подготовить в проблемных зонах защитные экраны.
- Иногда покрытие получается матовым. Чтобы оно все-таки стало блестящим, во время процедуры следует поднять температуру раствора либо снизить силу тока. Также избежать дефекта поможет добавление хромового ангидрида.





