

Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.
Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.
Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.
Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Механические способы резки
При работе с определенными материалами не допускается применение высокотемпературных режимов. Они приводят к утрате металлом своих физических свойств или повредить нанесенные покрытия. В этом случае применяются механические способы резки металла, которые могут выполняться при помощи ручного инструмента или специального стационарного оборудования.
Инструменты для ручного резания
Такие приспособления применяются в бытовых условиях, при выполнении строительных работ, например, при монтаже кровельных покрытий или устройстве систем вентиляции из тонколистового металла.
Чаще всего используют следующие типы инструмента:
- Ножницы по металлу являются одним из первых инструментов для данных целей. Работа с ними требует приложения значительных усилий, отличается невысокой производительностью. В последнее время все чаще применяются электрические модификации подобного инструмента, которые позволяют существенно упростить выполнение работ и увеличить скорость резки. Основная сфера применения — работа с тонколистовыми металлическими материалами.
- Ножовка по металлу оснащается режущим инструментом (полотном) с мелкими зубьями определенной формы. Может применяться для резки более толстых металлических заготовок, в том числе и арматуры. Более высокую производительность обеспечивает и в этом случае применение ручного электрооборудования данного типа.
- Резка при помощи абразивного инструмента. В быту такое приспособление называется «болгаркой». Вращающийся с высокой частотой абразивный круг или режущий диск с твердосплавными напайками позволяет выполнять работы с заготовками даже значительной толщины, но в основном сфера применения ограниченно тонколистовыми материалами.
Стоимость услуг по резке металла механическим способом при помощи подобных инструментов невысока, но основной недостаток их применения — низкая производительность труда. Поэтому для более серьезных работ применяют специализированное стационарное оборудование.
Станки для резки
Наиболее часто применяется следующее оборудование для работы с различными металлами:
Гильотины для рубки металла — достаточно простое приспособление, применяемое для работы с материалом, толщина которого не более 20 мм. Оборудование такого типа обеспечивает высокое качество кромок при продольной и поперечной рубке, при этом оно отличается высокой производительностью. Основным недостатком оснащения является то, что с его помощью осуществляется только прямолинейный рез, получить деталь сложной конфигурации практически невозможно.
Ленточнопильный станок — считается одним из самых надежных и производительных типов оборудования. Рабочий орган установки (ленточная пила) приводится в движение при помощи приводных шкивов. Может использоваться для резки металла различной толщины, но основная сфера применения заключается в обработке труб, арматуры, металлического прутка.
Механические технологии резки металла получили широкое распространение в первую очередь благодаря низкой себестоимости выполнения работ при высоком качестве реза. Кроме того, отсутствие теплового воздействия позволяет сохранить все качества и свойства материала.
Оборудование для резки газом
Самое простое оборудование для газовой резки металла, с помощью которого производится ручная обрезка и утилизация отходов, а также другие виды не требующих особой точности работ, включает в себя газовую горелку, регулятор давления, шланги, газовые баллоны и смеситель. Горелка в свою очередь состоит из находящейся под углом 90 или 60 градусов головки, которая имеет несколько сопел, одно из которых представляет собой центральное отверстие для выхода кислорода во время резки. Внешние сопла используются для подачи смеси кислорода и ацетилена, которые предварительно нагревают металлический лист.
Технология газовой резки металлов предполагает использование топлива, в роли которого чаще всего применяется ацетилен, и окислителя, однако их смесь требуется только на первом этапе процесса – при нагреве и загорании листа, далее необходим лишь сохраняющий тепло и производящий выдувание кислород. Стоит отметить, что для создания сложных фигурных деталей различного диаметра существуют специальные машинные установки. Например, разработана портативная газовая резка с ЧПУ, которая оснащена специальной программой, осуществляющей точный чертеж будущей детали.
Для газовой резки необходимо иметь два баллона, в одном из которых находится кислород, а во втором – топливо.
Для их подачи используются шланги для газовой сварки и резки, которые часто называют рукавами. Они состоят из двух слоев резины, между которыми располагается специальный каркас в виде хлопчатобумажной нити. Как правило, шланги для газовой сварки имеют диаметр от 6 до 12 миллиметров и способны работать при температуре до минус 35 градусов.
Необходимая аппаратура
Аппаратура для газовой сварки и резки должна включать в себя такие необходимые элементы, как редукторы для сжатых газов и вентили для баллонов. Редукторы понижают давление газа и поддерживают его на постоянном уровне. Про своей конструкции они бывают однокамерными и двухкамерными, во втором случае прибор менее подвержен замерзанию и работает более последовательно и надежно. Что касается вентилей для баллонов, они, как правило, изготавливаются из латуни или стали. При этом в целях безопасности устройство вентилей на двух баллонах имеет некоторые отличия.








При помощи холодной сварки металла можно соединять между собой самые различные детали. Перед ремонтом автомобиля посредством сварки, необходимо досконально изучить информацию. Подробнее читайте в этой статье.
Применение флюса
Защитить внешнюю поверхность сварочной ванны от негативного воздействия внешних факторов помогает использование флюсов. Они обеспечивают формирование сварного шва и получение требуемых свойств наплавленного материала. Использование данного расходного материала оказывает на сварочный процесс ряд положительных эффектов.
- Интенсивное плавление металла.
- Стабильность горения дуги.
- Снижение потери энергии.
- Оптимизация расхода посадочного материала.
- Формирование поверхности сварного шва.
- Получение требуемых свойств наплавленного материала.
В качестве составляющих флюсовых смесей используют буру и борную кислоту. Они наносятся на присадочную проволоку или непосредственно на сварные заготовки. Данный материал не используется при сварке углеродистой стали. Без него не обходится работа с медью, алюминием и их сплавами.
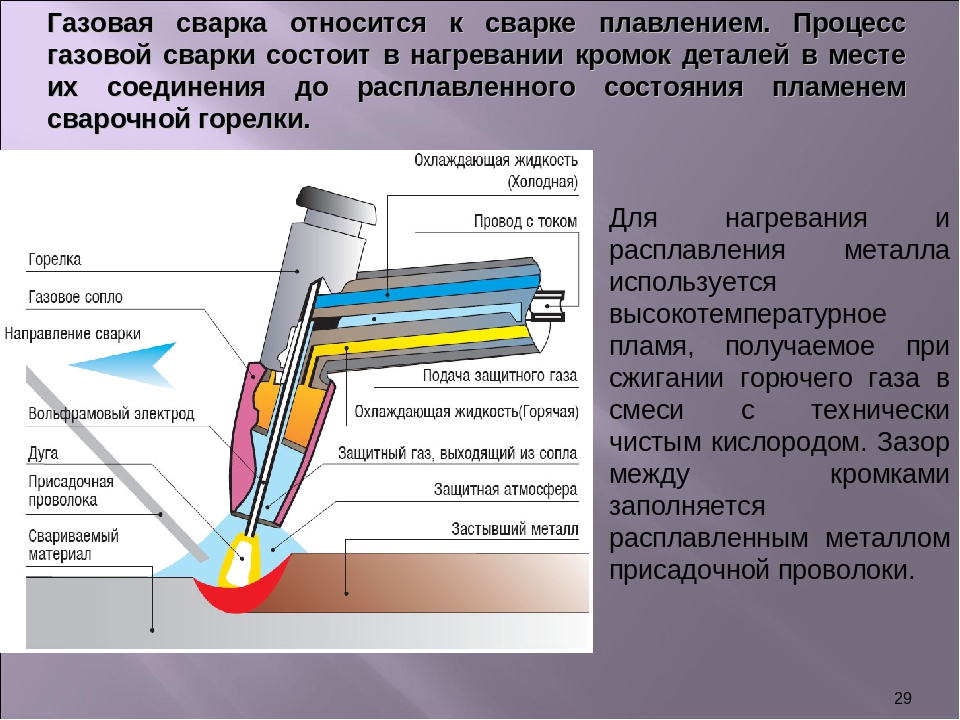
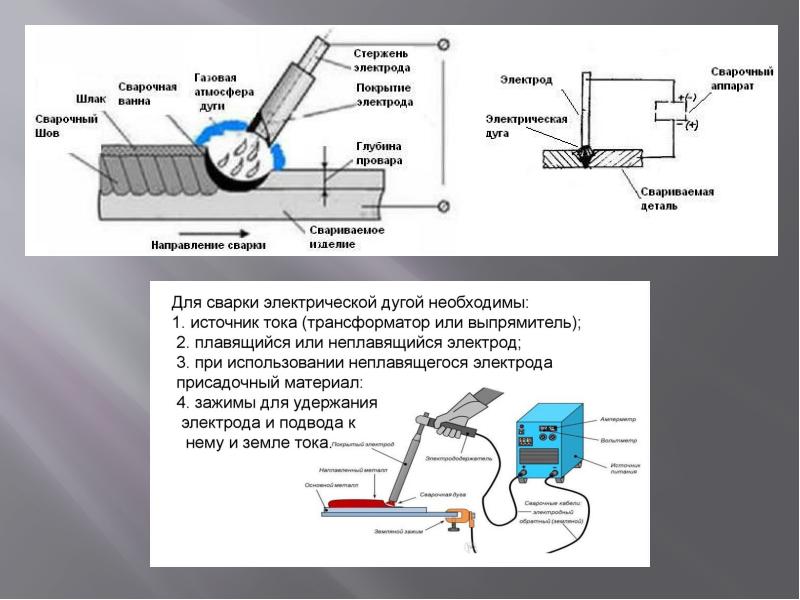
Основные виды газопламенной обработки. Сущность газовой сварки
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счет тепла пламени горелки, получающегося при сгорании какого-либо горючего газа в смеси с кислородом.
Наиболее распространенным газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, а вне пламени — с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление.
При сварке сталей в металле сварочной ванны образуется закись железа FeO, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов.
В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле и в зоне термического влияния.
Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизуется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва. Наибольшее применение в промышленности из множества видов газопламенной обработки имеют сварка, пайка и кислородная резка. Наиболее известные виды газопламенной обработки приведены в табл. 48
|
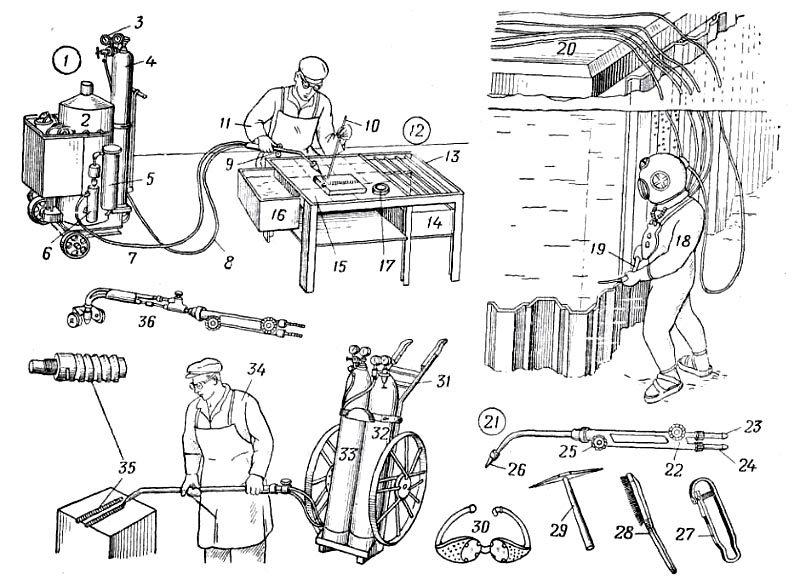
Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы:
оборудование и аппаратура:
- кислородные баллоны для хранения запаса кислорода, подаваемого из баллонов в горелку или резак;
- кислородные редукторы для понижения давления кислорода;
- ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится в растворенном состоянии;
- ацетиленовые редукторы для понижения давления ацетилена, отбираемого из баллона;
- специальные баллоны или емкости для сжиженных газов, бачки с насосом для создания в них давления;
- сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева металла различной толщины;
- кислородные и другие резаки с комплектом мундштуков и приспособлений для резки и т. д.;
- резиновые рукава (шланги) для подачи кислорода и любого горючего газа в горелку или резак;
принадлежности для сварки и резки:
- очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки и резака, стальные щетки для очистки сварного шва и кромок деталей перед сваркой;
- сварочный стол и приспособление для сборки и фиксации деталей при прихватке и сварке;
- флюсы или сварочные порошки.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
С помощью резака можно разделять металлические заготовки на части.

Зачистка металлической поверхности
Общая информация
Технология газового сваривания и резки металлов – это методика обработки металлических объектов при помощи горючих газов. Чаще всего используется смесь кислорода и ацетилена. Однако ацетилен может быть заменен другими газами (метаном, водородом).
Принцип работы технологии прост. К горелке шлангами подсоединяются баллоны. Смешение рабочих газов происходит уже в горелке. Подающаяся в сопло смесь поджигается.
Горение рабочего газа достигает 3000°С. Этой температуры хватает для обработки многих видов металлов. Полотно шва создается либо сплавлением кромок, либо при помощи присадочного прутка.
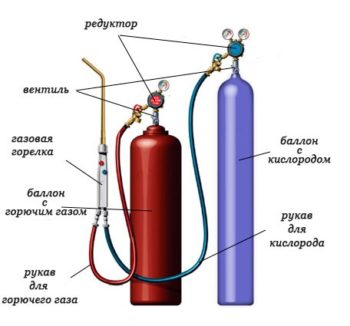
Для выполнения газосварочной или резочной работы нужно собрать сварочный пост.
В его комплект входят баллон с кислородом, баллон с ацетиленом или его заменителем, редуктор, два шланга (для кислорода всегда используется синий), и рабочий элемент (горелка или резак).
Никакой сварочный аппарат в пост не входит. Технология газового сваривания не нуждается в подобных агрегатах, ведь устроена по другим принципам.
При работе с газовым свариванием или резкой металла более точным будет термин «комплект газосварочного оборудования» либо «сварочный пост».
Технология газовой сварки
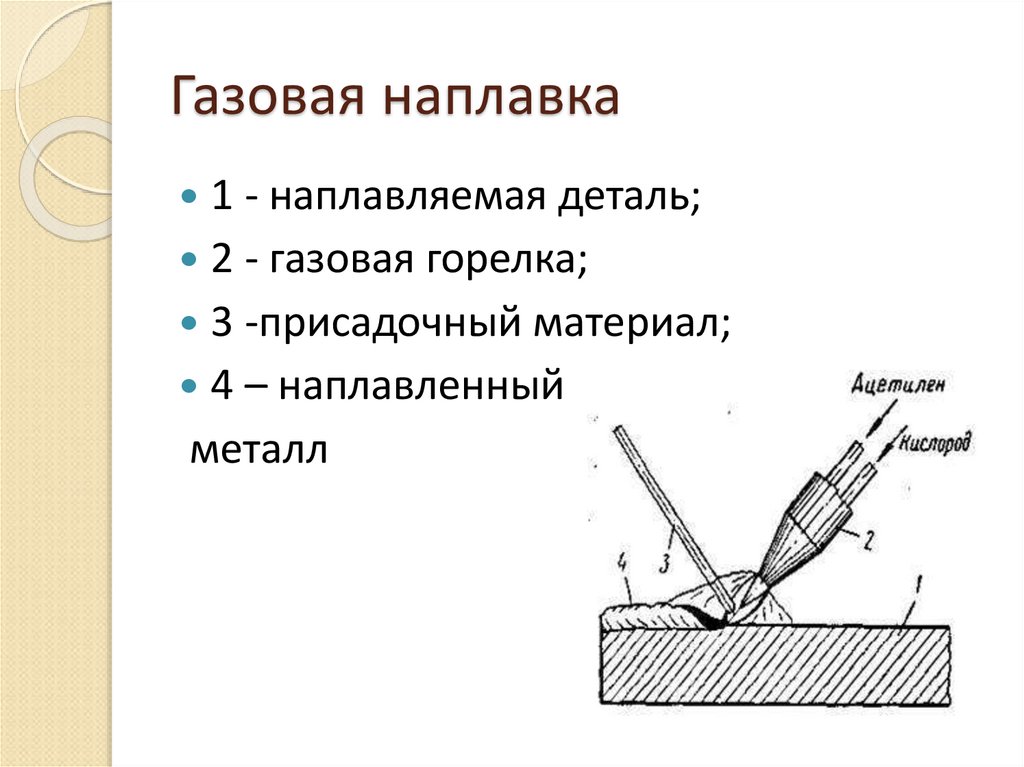
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.

Сварочная проволока
Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Самые востребованные способы
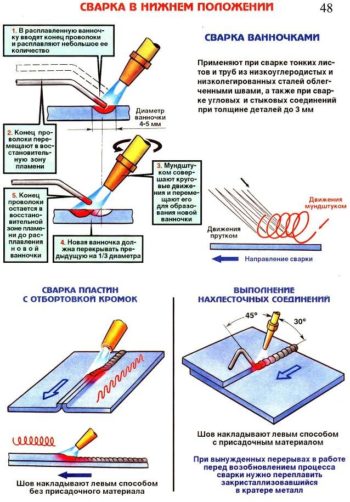 Сварка в нижнем положении.
Сварка в нижнем положении.
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
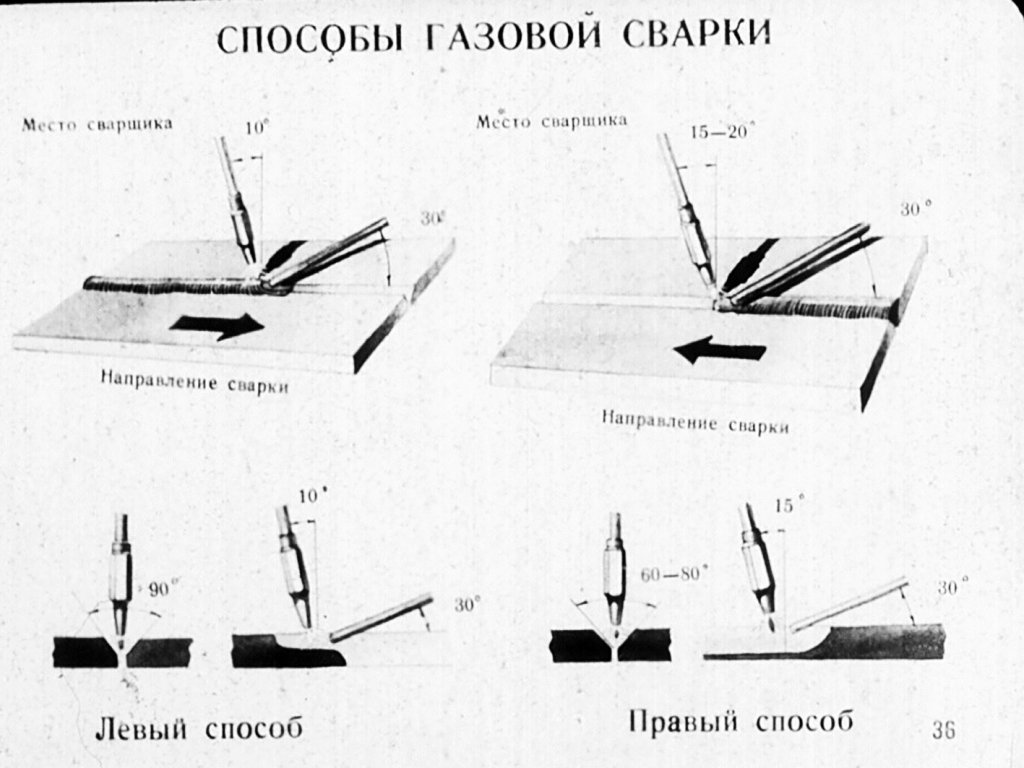
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.




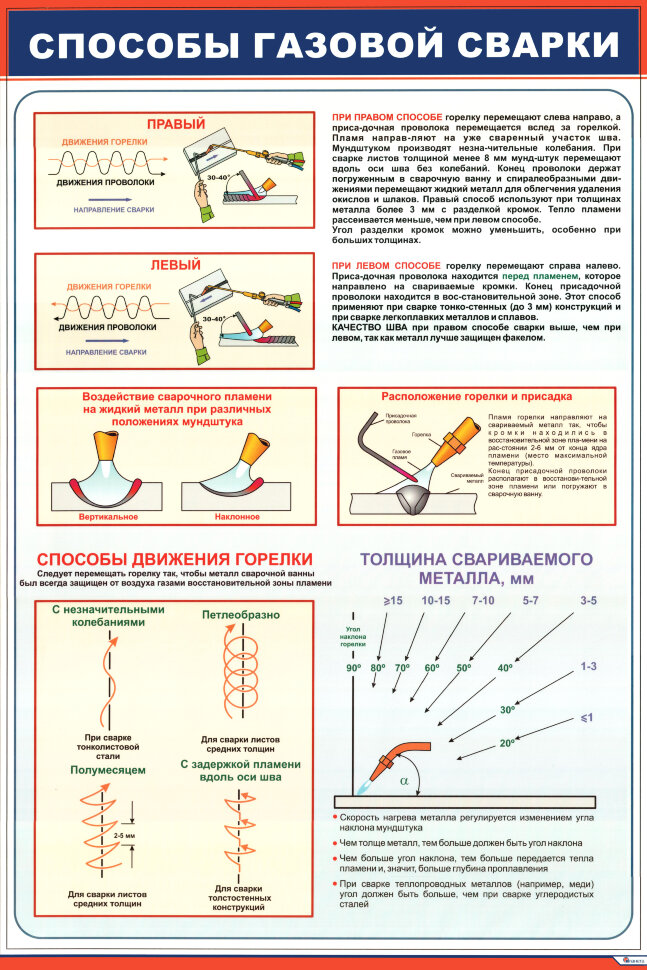

Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
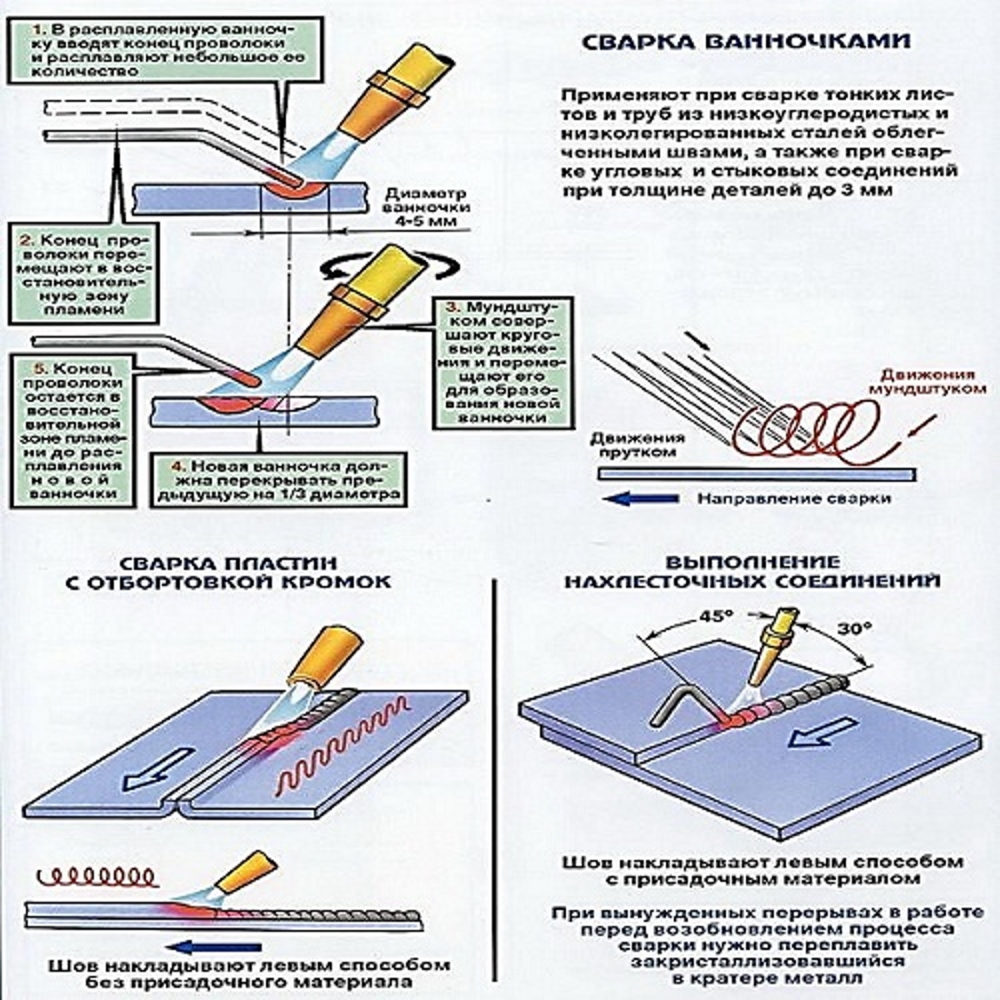
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках
Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего
Сварка окислительным пламенем и раскислением
 Баллоны для газовой сварки.
Баллоны для газовой сварки.
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Сварка пропаном
Соединение заготовок происходит в сварочной ванне при использовании смеси двух газов. Для выполнения качественного шва рекомендуется соблюдать соотношение трех частей пропана и четырех частей кислорода.
Проволока для присадки располагается под углом 35-45° по отношению к оси шва, пламя под 45-60°. Конец проволоки находится на расстоянии 2-4 мм, ядро пламени на 3-6 мм от ванны. Сваривание заготовок происходит в промежутке между ядром пламени и зоной восстановления. Воздействие высоких температур на обрабатываемую поверхность защищает сварочную ванну от контакта с воздухом.
Существует две техники проведения сварки пропаном.
- Нагревание до высоких температур кромок деталей с последующим оплавлением и соединением.
- Наплавка и напыление с образованием шва. Для насыщения ванны в данном случае применяется проволока из мягкого металла.
Первый способ требует большого расхода пропана для оплавления кромок металла. Поэтому предпочтение отдается второму методу. Сварка посредством наплавки обеспечивает эстетичность и высокую прочность шва.
Достоинства пропаново-кислородной технологии.
- Возможность применять сварку для фигурной резки заготовок, изготовления декоративных изделий.
- Независимость от источников энергии позволяет проводить работы на сельских объектах, площадках, лишенных энергообеспечения.
- Грамотное выполнение процедуры с соблюдением температурных режимов гарантирует получение качественного шва и отсутствие прожогов.
- Мобильное оборудование удобно для перемещения по объектам и транспортировки на дальние расстояния.
К минусам пропанового сваривания относятся низкая производительность работ, большой расход материалов и действие высоких температур на большие участки обрабатываемых зон.

Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.
Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.







Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.
Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.





