

Как распилить лдсп
ЛДСП можно распилить ручной пилой с мелким зубом, электролобзиком, дисковой пилой. Место реза проклеивают малярным скотчем и по линии распила прорезают острым ножом. Нож прорезает ламинированное покрытие и верхние волокна дерева под ним. Далее при проходе пилой лдсп не будет скалываться. Отделка торца под С-образный накладной кант при изготовлении мебели, вполне подойдет такой способ. А под меламиновую самоклеящуюся ленту лучше воспользоваться другим способом.
Электролобзиком или дисковой пилой пилим лдсп с запасом на 2-3 мм. от линии реза. Я пилил электролобзиком по направляющей. В качестве направляющей можно использовать любую ровную рейку или правило. В моем случае стеклотекстолит шириной 150 мм. толщина 4 мм. Как было описано выше на лдсп образовались сколы.
Далее выставляем направляющую точно по линии реза и ручным фрезером кромочной фрезой снимаем эти 2-3 мм. которые мы оставляли на запас. Конструкция кромочной фрезы имеет на хвостовике подшипник равный диаметру самой фрезы.В итоге получаем идеально ровную кромку, к которой легко можно приклеить самоклеящуюся меламиновую ленту. Так же при резке криволинейных распилов не обойтись без применения фрезера. Электролобзиком делаем направляющую с нужными радиусами и также проходим торец кромочной фрезой. Способ распила лдсп без сколов также подойдет для раскроя ламинированной фанеры и мдф.
Крайне редко при выполнении ремонта с применением плит ДСП удается обойтись без распила материала. К сожалению, зачастую владельцы не могут настолько ровно распилить ДСП, чтобы не оставались сколы или другие повреждения. Но при грамотном подходе к проведению такого мероприятия все-таки удается получить вполне неплохой результат. Для этого нужно выполнить следующие действия.
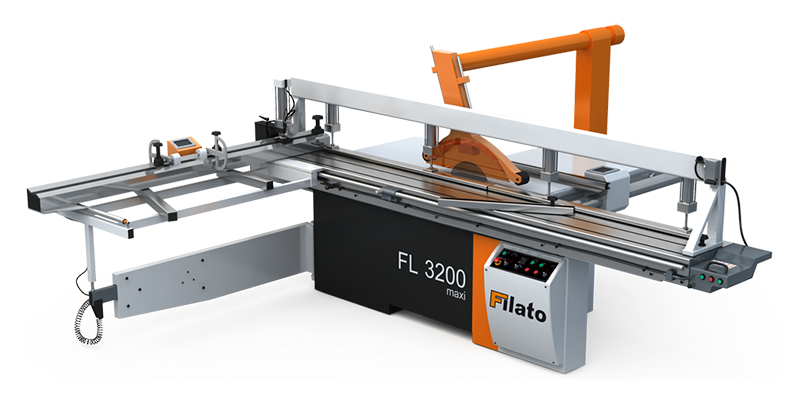
Woodtec 3200 R – от 155 000 рублей

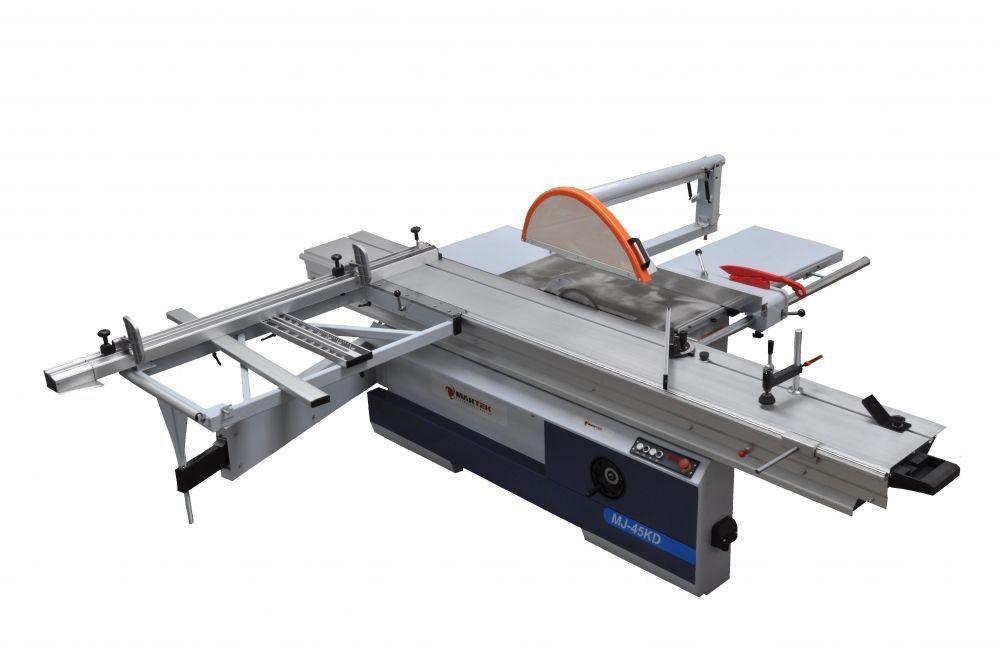
Модернизированная версия станка начального уровня. Для раскроя стандартных версий древесно-стружечных материалов, до 5-10 листов в день. Роликовая каретка обеспечивает максимальную точность и плавность хода. Предусмотрены регулировочные болты для удаления поперечного люфта подвижного стола. Сварная станина предопределяет прочность станка. Литая база пильного узла предупреждает появление биений оснастки в течение всего срока эксплуатации станка. Кожух системы аспирации держится за расклинивающий нож, а сам нож недостаточно жёсткий, чтобы удержать кожух от вибрации. При неравномерной подаче ЛДСП, этот нюанс может спровоцировать резкое увеличение амплитуды колебаний кожуха, его биение по диску и дрожание распиливаемой плиты. Из-за чего скалывается ламинат даже на качественном материале.
Первый опыт работы именно на этом станке следует получать только после профессиональной наладки. Без гарантированно правильной настройки его включать нельзя и для проверки – тот же расклинивающий нож, в силу малой жёсткости, не позволяет даже на ощупь определить его ослабленное крепление. Что может стать причиной повреждения диска, привода и пильного узла. Технические характеристики форматно-раскроечного станка Woodtec 3200 R
| Характеристика | Значение |
| Мощность двигателя (основной / подрезной), кВт | 4 / 0,75 |
| Ø диска (основной / подрезной), мм | 315 / 120 |
| Вращение диска (основной / подрезной), об/мин | 2 800, 4 000, 5 600 / 8 000 |
| Пропил (длина / глубина при 90°(45°)), мм | 3200 / 80(65) |
| Габариты станка (ДхШхВ (вес)), мм (кг) | 3200х3440х850 (900) |
Видео о форматно-раскроечном станке Woodtec 3200 R:
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Выравнивание листа ДСП
После распила необходимо устранить тот запас, который был оставлен при нанесении разметки. Лучше всего для этого воспользоваться фрезером. Но можно удалить лишнюю часть материала наждачной бумагой. Она набивается на деревянный брусок, работать которым проще, чем незакрепленной наждачкой. Подобная обработка позволяет не только избавиться от излишков материала, но еще и гладко зачистить кромку.
Такие действия позволяют лучшим образом распилить ДСП. Но, если владелец хочет повысить свои шансы на получение хорошего результата, он может выполнять разрез на плите с использованием направляющего бруска. Его устанавливают вдоль предполагаемой линии разреза.
Купили мы недавно журнальный столик, цена недорогая, однако есть «но». Высота столика под наш интерьер великовата. Хорошо бы уменьшить высоту сантиметров на 10. Как говориться, мы не ищем легких путей, решил, что
справлюсь своими руками.
Вспомнил, что на нашем сайте есть специалист asoleg, который сделал , до него мне, конечно, далеко, но кое-какие рекомендации могут помочь. Связался с ним, объяснил проблему и он любезно поделился своим секретом. С его разрешения я и публикую его технологию реза мебельного ДСП без сколов.








Все оказалось банально просто. Размечаем линию реза. После чего канцелярским ножом, по линейке, прорезаем верхний слой ДСП. Просто проводим ножом несколько раз с небольшим усилием по линии реза. (рекомендую потренироваться на ненужной части древесно стружечной плиты) Если давить очень сильно, то декоративный слой начнет вспучиваться и получиться не очень красиво.
Далее отступая 1-2 миллиметра от намеченной линии в сторону черновой части, режем лобзиком или подходящей пилкой с зубьями, направленными к ручке пилы. Делаем запил на противоположной стороне реза, чтобы не произошло скола при завершении реза. И пропиливаем до конца. Пилить нужно аккуратно, не спеша. Затем шкуркой средней зернистости, закрепленной на бруске, зачищаем торец детали. При необходимости убираем тот миллиметр, который мы отступили. У меня рез получился почти идеальный, после обработки шкуркой задиров не было вообще. На фото видно разницу, между левой и правой стороной реза. Ну и, соответственно, если обе части ДСП будут нужны, прорезаем ножом с двух сторон от реза. Замеряем толщину реза лобзика или пилки прибавляем 2 миллиметра. Получилось то расстояние, которое должно быть между прорезями, сделанными канцелярским ножом. Режем ровно между этих линий. Тогда задиров не будет и с другой стороны. Естественно нужно пользоваться острым инструментом, я пользуюсь инструмента.
Все получилось замечательно. На готовом столике жена не нашла то место, где я резал.
Благодарю за содействие и помощь asoleg.
Теги: Как резать ДСП без сколов
, как распилить ДСП без сколов
.
Эту статью находят по словам:
- как отпилить дсп без сколов
- чем пилить дсп без сколов
- как пилить дсп без
- как пилить дсп без сколов лобзиком
- как распилить лдсп без сколов в домашних условиях
- чем распилить лдсп без сколов в домашних условиях
- как отрезать дсп без сколов
- как разрезать дсп без сколов
- чем резать дсп
- чем резать дсп без сколов
Если вы любите что то делать своими руками, прочитайте статью.
Устройство форматно-раскроечного станка
Станина
Это основа, на которой закреплены все составляющие станка. Чем более устойчива и массивна станина, тем точнее и чище режет станок, так как тяжёлое основание гасит вибрации.
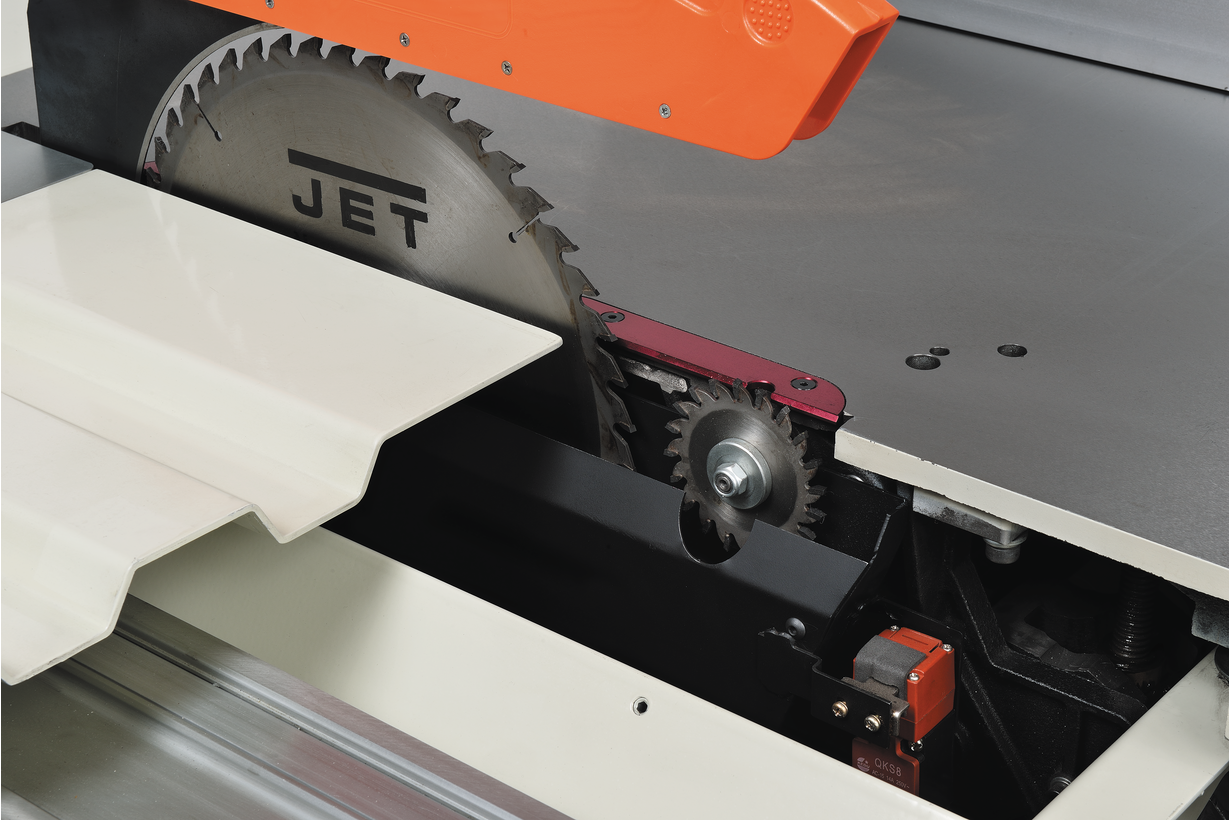
Пильный узел
Состоит из основной и подрезной пилы. Подрезной пильный диск меньше основного по диаметру и «идёт» впереди него, выполняя предварительный подпил облицовки материала. Благодаря этому основная пила, которая распиливает материал полностью, режет чисто, без сколов. Практически во всех моделях есть возможность смены угла пильных узлов от 0 до 45о.
Рабочие столы
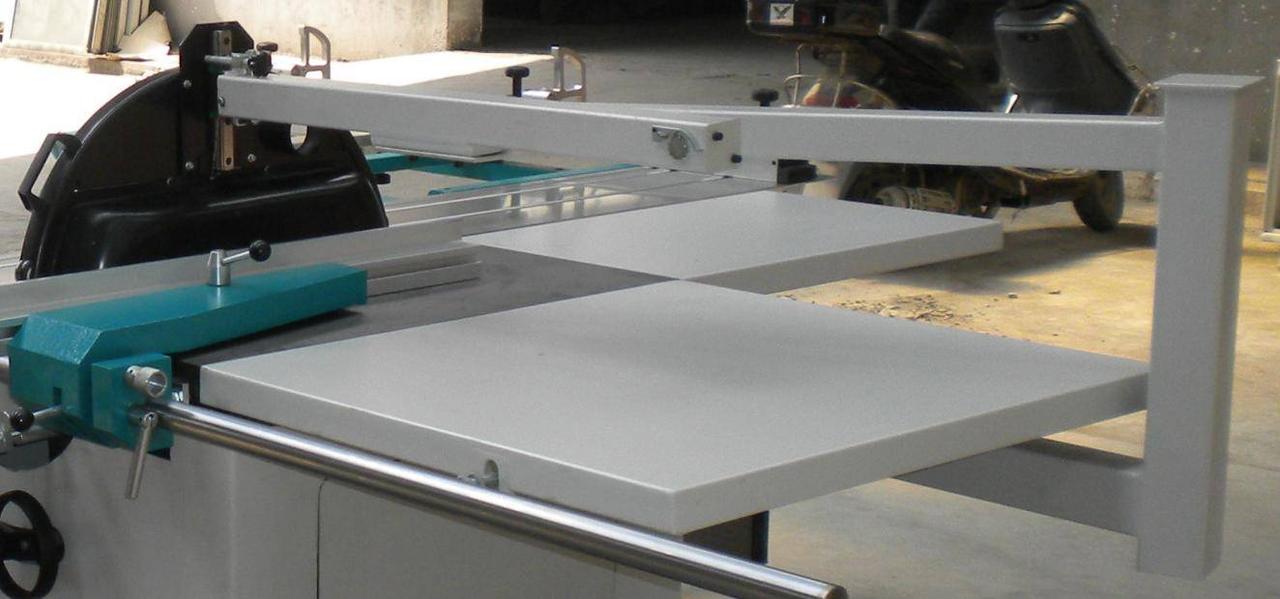
1 – неподвижный рабочий стол, на котором крепится пильный узел; 2 – подвижный стол, с помощью каретки подающий заготовку к пилам; 3 – дополнительный стол для придерживания отрезаемых деталей материала.
Каретка
Устройство, приводящее в движение подвижный стол. Каретка — ключевой элемент станка. От её типа и качества зависит точность реза (примерно 0,1 мм на 1 м распила). Причем однажды настроенная каретка должна сохранять точность не один год!
Каретки форматно-раскроечных станков бывают двух видов:
— роликовые; — шариковые.
Какая лучше? Сами производители не скажут Вам в точности, так как у каждого типа свои преимущества.
Роликовые каретки дают большую точность и выдерживают большие нагрузки, поэтому подходят для тяжёлых, много работающих станков, но и стоят дороже. Шариковые каретки менее долговечны, но дешевле, и больше подходят для малых производств.
Ва
Рабочие столы
1 – неподвижный рабочий стол, на котором крепится пильный узел; 2 – подвижный стол, с помощью каретки подающий заготовку к пилам; 3 – дополнительный стол для придерживания отрезаемых деталей материала.
Как изготовить станок своими руками
При использовании форматно-раскроечного станка можно получить детали для мебели высокого качества. Это связано с высокой точностью процесса производства, в том числе и раскройки. Поэтому, если приобрести готовое оборудование затруднительно, но начать бизнес по обработке ЛДСП очень хочется, можно собрать станок своими руками.
Необходимые инструменты и материалы
Пильный узел станка чаще всего представляет собой сварную конструкцию, так как она наиболее эффективно противостоит вибрации.
Инструменты:
- сварочный аппарат;
- «болгарка» с диском по металлу;
- электродрель;
- измерительный инструмент.
Для того чтобы оборудование работало на протяжении нескольких лет, лучше выбирать те материалы для его изготовления, которые были подвергнуты термической обработке.
Материалы:
- трубы квадратного или круглого сечения;
- балка или две трубы круглого сечения, соединенные между собой;
- ролики;
- стальной лист толщиной не менее трех миллиметров;
- лист ДСП;
- рычажный механизм любой конфигурации.
Изготовление
Изготовление начинается с основных составляющих и завершается более мелкими.
Этапы изготовления станка для распила ДСП своими руками:
- Изготовление станины. Потребуются трубы квадратного или круглого сечения. Они обрезаются и крепятся друг с другом с помощью струбцин. После проверки размеров и правильного расположения компонентов — сварка.
- Изготовление подвижной каретки. Установить направляющие, лучше всего балку или две трубы круглого сечения, соединенные между собой. Каретка должна быть снабжена роликами для плавного скольжения.
- Изготовление рабочего стола. Основа — из стального листа толщиной не менее трех миллиметров, рабочая поверхность — из листа ДСП, на ней крепятся измерительные линейки.
- Изготовление прижимов для листов, например, из рычажного механизма любой конфигурации.
- По окончании режущий блок подключается с стружкоотсосу.
Качество готовых изделий, произведенных на станках собственного изготовления, выше, чем у изделий, созданных полностью ручными инструментами, но все же ниже, чем на станках промышленного изготовления.
Преимущества погружных перед обычными дисковыми пилами
Наиболее распространенной и критической ошибкой начинающих мебельщиков является выбор обычной дисковой пилы вместо погружной. Мотивация такого выбор вполне понятна – существенная экономия. Тем не менее, данная экономия может создать массу проблем и неудобств в процессе работы. Наиболее распространенными недостатками классической пилы для мебельного производства является низкая точность пропила, частые сколы материала и сомнительное удобство при эксплуатации.
К аргументам в пользу погружных пил можно отнести:
Точность выпиливания проемов
Высокая точность пропила обеспечивается целиками, что дают возможность точного позиционирования пилы.
Возможность распила в непосредственной близости к стене
Такая возможность обеспечивается за счет расположения диска сбоку подошвы.
Полная совместимость с шиной
За счет использования шины и устранения поперечных люфтов при помощи эксцентриков удается достичь максимальной точности пропила.
Чистота в производственном цеху
Классическая дисковая пила разбрасывает опилки по всему помещению и решить эту проблему нельзя даже при помощи пылесоса. Погружные модели в паре с пылесосом работают предельно чисто, опилки можно увидеть только в концах пропилов, где диск выходит из конечной точки пропила.









Универсальность и высокие показатели мощности
Погружные модели имеют минимальную мощность в 1200 Вт, чего достаточно для оперативного распила любых заготовок из ЛДСП. Кроме того, такие модели удобно применять для обработки, например, оргстекла и других материалов.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Надеть спецодежду и спецобувь, подготовить средства индивидуальной защиты, проверить их исправность. Застегнуть или обвязать манжеты рукавов, заправить одежду так, чтобы не было свисающих концов. Кольца, браслеты и часы на время работы необходимо снимать. 2.2. Осмотреть крепления станка, стола, пилы на валу, а также электропроводки станка в том числе наличие заземления. При выявлении недостатков доложить непосредственному руководителю. 2.3. В станках с нижним расположением пильного вала вершины зубьев пилы должны выступать над плоскостью стола на высоту пропила плюс не менее 10 мм, а в станках с верхним расположением пильного вала должны быть ниже плоскости стола на 3-5 мм. 2.4. Проверить остроту заточки и равномерность разведения зубьев, отсутствие трещин, сломанных зубьев. 2.5. Запрещается работать без защитных устройств, предусмотренных для выполнения рабочей операции и вносить изменения, влекущие за собой снижение уровня безопасности. 2.6. Перед выполнением любой операции необходимо проверять надежность крепления и исправность защитных и рабочих приспособлений. 2.7. Перед сменой инструментов, устранением неисправностей и до начала выполнения ремонтных работ следует принимать меры по предотвращению непроизвольного включения станка, например, заблокировать главный выключатель навесным замком. 2.8. Разрешается использовать пильные диски и фрезы для выборки пазов, соответствующие европейскому стандарту EN 847–1. 2.9. Разрешается устанавливать только пильные диски с размерами, соответствующими указанным техническим характеристикам. Диаметр посадочного отверстия должен всегда составлять 30 мм. Запрещается использовать незакрепленные прокладочные кольца. 2.10. На рабочем месте необходимо обеспечить достаточно свободного пространства, надлежащее освещение и предотвратить возможность травм из-за поскальзывания. 2.11. Перед включением станка следует убрать из области пильного диска незакрепленные предметы. 2.12. Операторы управляют круглопильным форматным станком со следующих рабочих мест: — с левой стороны двухроликовой каретки в передней части станка по направлению подачи (основное рабочее место); — на передней поперечной стороне станка справа от двухроликовой каретки с использованием параллельного упора; при обработке не допускать попадания рук или других частей тела в область движения лезвий; — устройство приема заготовок расположено на задней поперечной стороне станка позади удлинения стола, запрещается находиться в зоне перемещения двухроликовой каретки.
Классификация станков для обработки ДСП
Эксперты обычно выделяют несколько типов станков для распила:
- Бытовые. Выпускаются в настольном исполнении, предназначены для использования в домашней мастерской или в небольших бизнесах. Отличаются малыми размерами и массой (до 20 килограммов). Легко монтируются и демонтируются при необходимости. Направление обработки — продольное, максимальная глубина пропила — до 8 см.
- Круглопильные аппараты с удлиняемым рабочим столом. Позволяет проводить распил в любом направлении. Глубина распила — до 9 см. Также ориентированы на применение дома и в небольших мастерских.
- Стационарные установки. Являются постоянным рабочим местом, после установки не перемещаются. Обладают мощной станиной и широким и длинным столом и многими дополнительными устройствами и функциями. Если агрегат оборудован подвижной кареткой, то он называется форматным или форматно — распиловочным. Лист ДСП закрепляется неподвижно, а циркулярная пила движется на каретке вдоль линии распила.
- Вертикальный раскроечный станок. По конструкции он напоминает форматно — распилочный станок для ДСП. Отличается тем, что лист закрепляется вертикально и каретка перемещается в вертикальной плоскости (с небольшим наклоном от оператора).
Бытовой станок для распила ДСП
Вертикальный раскроечный станок
Пилы на стационарных устройствах более мощные, а глубина пропила достигает 14 см.
Качество спила ламинированного ДСП
Вспомогательная информация.
Станки для раскроя листовых материалов
Категория:
Деревообрабатывающие станки
Станки для раскроя листовых материалов
Далее: Станки для смешанного раскроя
Конструкция станков. Для обрезки мебельных щитов с четырех сторон и раскроя листовых материалов используют станки ЦТЗФ-1 и ЦТЗФ-2.
Плиты размером 1850X3750 мм раскрывают на станке ЦТМФ с программным управлением, а форматную обработку щитовых деталей выполняют на станках ЦФ2.
Станок форматно-обрезной трехпильный ЦТЗФ-1 состоит из сварной станины с двумя рельсовыми направляющими, закрепленными на стойках рамы.
На направляющих установлена каретка с распиливаемым материалом. Сбоку станка имеется пульт управления, гидростанция и гидропривод. На траверсе смонтированы два продольных суппорта с пилами и поперечный суппорт с пилой для поперечного пиления.
Суппорты позволяют опускать или поднимать пилы маховичками в зависимости от диаметра пил и толщины распиливаемой пачки плит. Продольные суппорты на траверсе на заданную ширину выпиливаемых деталей устанавливают вручную с помощью рукоятки через цепную передачу.
Подача суппорта поперечного резания вдоль траверсы осуществляется от гидромотора через систему блоков тросом.
Рис.
Каретка
Устройство, приводящее в движение подвижный стол. Каретка — ключевой элемент станка. От её типа и качества зависит точность реза (примерно 0,1 мм на 1 м распила). Причем однажды настроенная каретка должна сохранять точность не один год!
Каретки форматно-раскроечных станков бывают двух видов:
— роликовые; — шариковые.
Какая лучше? Сами производители не скажут Вам в точности, так как у каждого типа свои преимущества.
Роликовые каретки дают большую точность и выдерживают большие нагрузки, поэтому подходят для тяжёлых, много работающих станков, но и стоят дороже. Шариковые каретки менее долговечны, но дешевле, и больше подходят для малых производств.
Важен и материал каретки, обычно это прочный и лёгкий алюминиевый сплав. Есть «бюджетные» роликовые каретки, где ролики не полностью металлические, а частично из пластика. Срок службы такой каретки ниже. Хотя при правильной эксплуатации каретка прослужит свыше гарантийных 5-6 лет.
На какие параметры обращать внимание при выборе станка:
- — тип и длина каретки: от первого зависит точность распила и долговечность оборудования, от второго — длина пропила, то есть максимальный размер детали, которую Вы сможете распилить – обычно 3200 мм;
- — диаметр пилы: от него зависит высота пропила, то есть максимальная толщина заготовки;
- — мощность двигателя, от которой зависит производительность, и установленная мощность станка, то есть сумма мощностей основной и подрезной пил.
Дополнительные полезные опции форматно-раскроечных станков:
— наличие защитной системы аспирации – станок оборудован устройством, которое, как пылесос, в процессе работы улавливает и отсасывает опилки. Эта опция очень важна для Вашего здоровья, так как дышать мельчайшими опилками вряд ли полезно!
— наличие пневматического прижима пилы также важно для безопасности работы. Заготовка надёжно фиксируется, благодаря чему, во-первых, пальцы не попадут под пилу; во-вторых, повысится точность распила
У современных моделей мебельных станков есть ещё немало разных опций, однако перечисленных для успешной работы на небольшом производстве вполне достаточно.
Программы для раскроя
Выполнить карту раскроя ЛДСП из листа можно в специальных программах на компьютере. Среди самых известных из них: «Астра Раскрой»
В файле программы заказ, который может содержать несколько изделий, имеющих свой набор деталей, параметры для которых задаются пользователем. На основе информации об обрезке края плиты, типа раскроя, ширины среза, сквозных резов и т. п. программа сгенерирует карту раскроя. Затем будет автоматически сформирована спецификация, эскиз и прочая технологическая документация. Программа включает в себя справочную информацию о материалах, операциях, кромках и деталях.








«Мастер-2»
Подходит тем, кто постоянно занимается работами по раскрою ДСП. Эта программа:
- поддерживает многопользовательский режим;
- систематизирует и сортирует информацию;
- сортирует заказы на архивные, запланированные и активные;
- сохраняет информацию о материалах и прочее;
- учитывает остаток материала.
В редакторе можно увидеть какая деталь уложена корректно, а какая нет и остатки как значительный, так и не очень. Пользователь может поменять настройки для удобства работы.
Cutting-3
Окно редактора поделено пополам: слева – листы для раскройки, справа – графы для того, чтобы задать параметры к будущим деталям: количество цвет и размер. Программа включает в себя режим «Вращение» в трёх вариантах:
1-й: программа сама располагает деталь при вращении; 2-й: все детали, которые одинаковы, вращаются вместе на листе; 3-й: детали не вращаются.
Карта раскроя создаётся с помощью команды «Выполнить расчёт». Если повторно задать эту команду, программа будет предлагать новые варианты, которые возможно менять вручную: вращать и перетаскивать детали.





