

Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Разрешение споров
8.1. До обращения в суд с иском по спорам, возникающим из отношений между Пользователем и Администрацией, обязательным является предъявление претензии (письменного предложения или предложения в электронном виде о добровольном урегулировании спора).
8.2. Получатель претензии в течение 30 календарных дней со дня получения претензии, письменно или в электронном виде уведомляет заявителя претензии о результатах рассмотрения претензии.
8.3. При не достижении соглашения спор будет передан на рассмотрение Арбитражного суда г. Ижевск.
8.4. К настоящей Политике конфиденциальности и отношениям между Пользователем и Администрацией применяется действующее законодательство Российской Федерации.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Внутренние центраторы для сварки труб
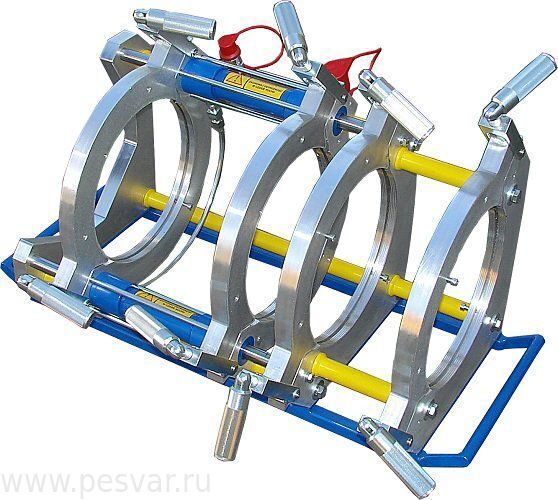
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Внутренние центраторы чаще используются для стыковки труб больших диаметров
Технологическая оснастка сварочных установок
Флюсоудерживающие устройства служат для создания необходимого слоя флюса в тех случаях, когда этот слой не удерживается кромками свариваемых деталей. Флюсоудерживающие устройства могут быть неподвижными и подвижными. Схемы некоторых из них показаны на рисунке.
Флюсовые подушки служат для предотвращения утечки расплавленного металла в зазор между кромками. Слой флюса прижимается к нижней стороне шва, удерживая при этом сварочную ванну и формируя обратный валик.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Газовая линза
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Отличительные особенности наружных центраторов
Наружный центратор представляет собой своего рода большой зажим, который способом обхвата цилиндрической конструкции удерживает концы двух труб в фиксировано-соосном положении. По сравнению с внутренним центратором наружный вариант более легок в установке и удобен в эксплуатации.
Еще одной немаловажной характеристикой данного типа центраторов является их способность технически выправлять края трубы, по какой-то причине приобретшие вид неправильного эллипса. Без устранения такого дефекта практически невозможно обеспечить высококачественный и максимально прочный сварочный шов
В зависимости от толщины стенок труб и их общих диаметров наружные центрирующие устройства подразделяются на несколько групп.
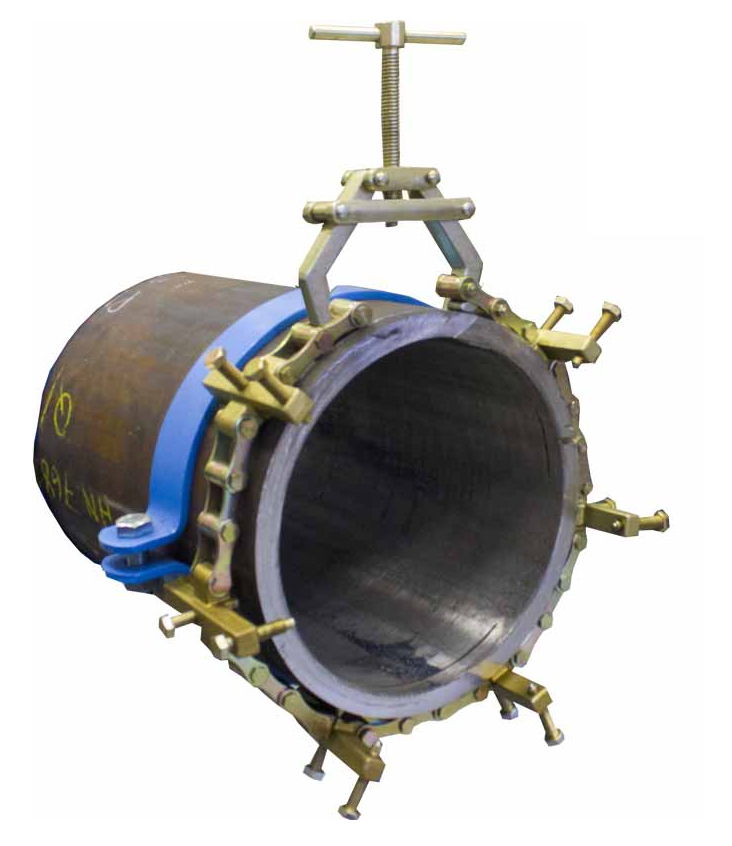
Технически самой простой категорией таких центраторов является категория звенных устройств. Внешне они напоминают многогранник, снабженный внутренней системой колец-звеньев. В зависимости от типа свариваемого объекта эти звенья могут быть либо одинаковой, либо разной длины, а их количество зависит от диаметра трубы.






Данный тип центраторов применяется для работ с трубами диаметром 50-1500 мм. Закрепляется такое приспособление на корпусе трубы с помощью специальных прижимов.
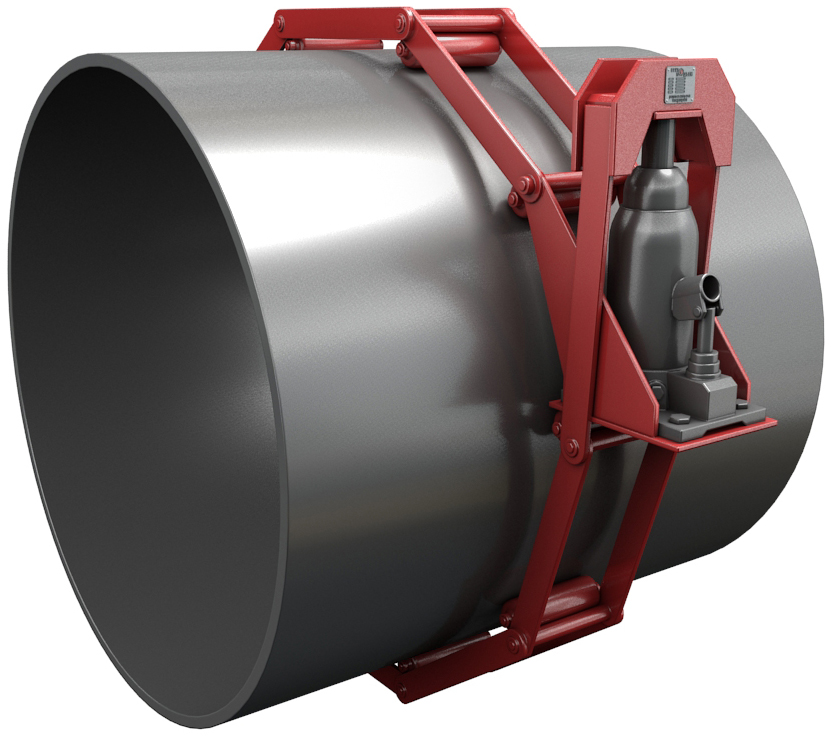
Наружные звенные центраторы гидрофицированные представляют собой продвинутый вариант стандартных звенных устройств. Они отличаются от «основы» тем, что их затягивают на трубе не руками, а с помощью ручного домкрата. Благодаря этому центратор обжимает металлический цилиндр с большим усилием, что положительно сказывается на качестве работы. Отлично стыкует друг с другом трубы в диапазоне диаметров от 72 см до 162 см.
Целям устранения нежелательной эллипсности труб служит модернизованный вариант звенных гидрофицированных центраторов. Он предполагает использование в данном приспособлении электрического или пневматического домкрата. Группа цепных центраторов объединяет приспособления, работа которых основана на применении цепи, затягиваемой вокруг свариваемых труб. Достоинством данного вида является его универсальность. Цепные центраторы способны работать с трубами самых разных диаметров в пределах от 90 мм до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. Основу их составляют две стальные дуги. В отличие от звенных центраторов, в которых фиксация звеньев осуществляется специальными крюками, дуги в эксцентриковых устройствах при настройке под заданную трубу стягиваются дополнительной регулировочной перемычкой. Стоит отметить, что один и тот же центратор с эксцентриком может использоваться в работе с трубами нескольких диаметров. Этот фактор делает указанное приспособление более удобным, но и более дорогостоящим.
Внутренние

Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок.
В зависимости от размера труб центраторы могут иметь различную конструкцию:
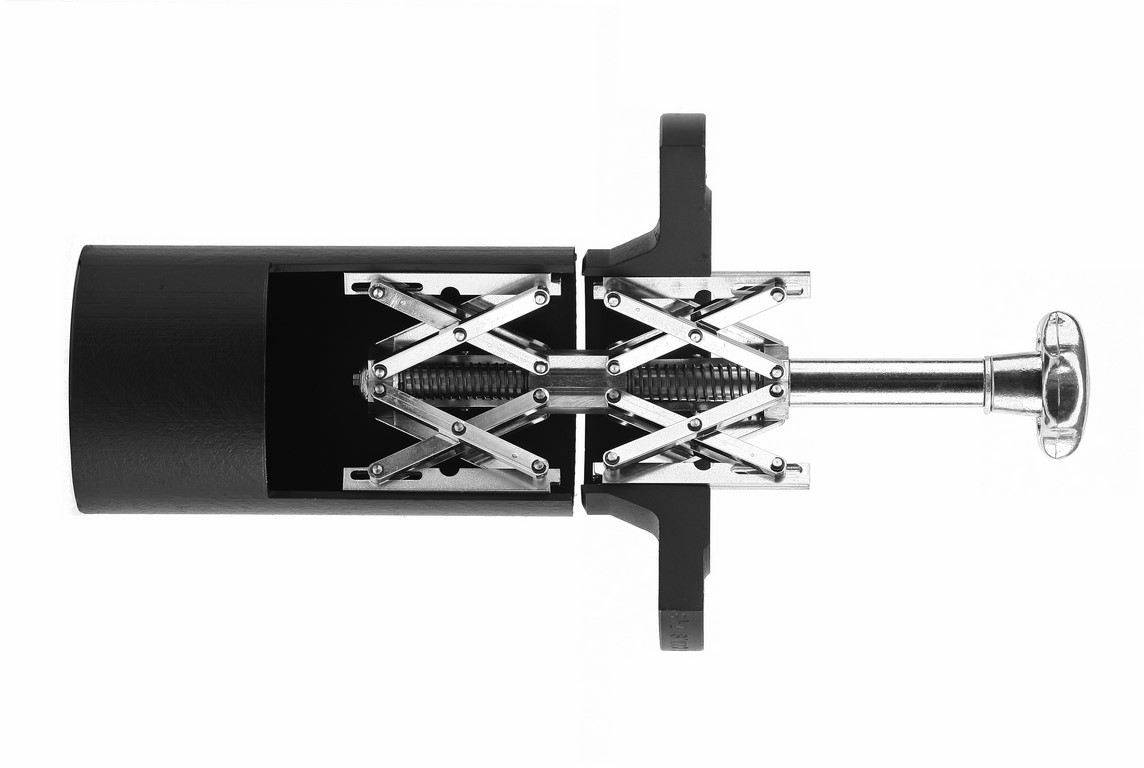
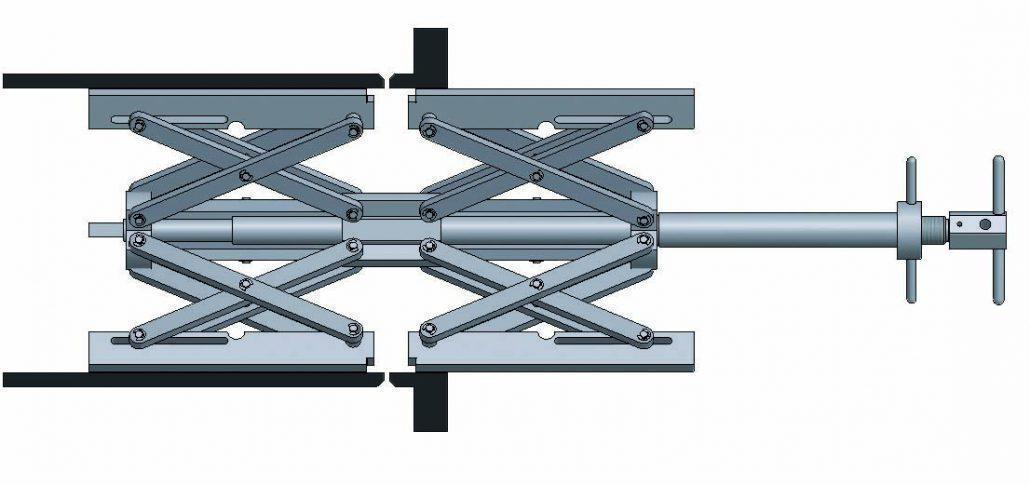
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями — автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Внутренние более равномерно распределяют разницу периметров относительно друг друга по всему стыку. Они способны исправить незначительные вмятины, отклонения от цилиндричности и приводить торцы к правильной окружности.
Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления.
Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.
https://www.youtube.com/embed
Идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
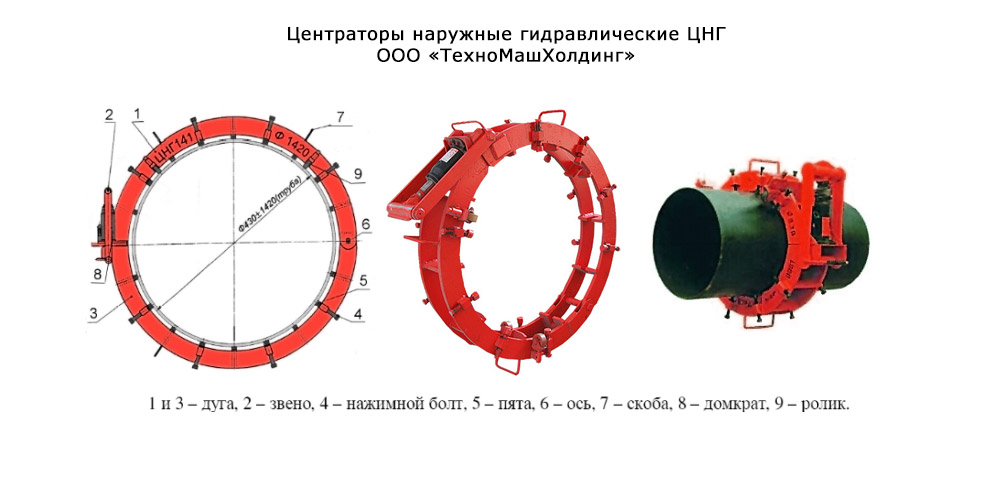
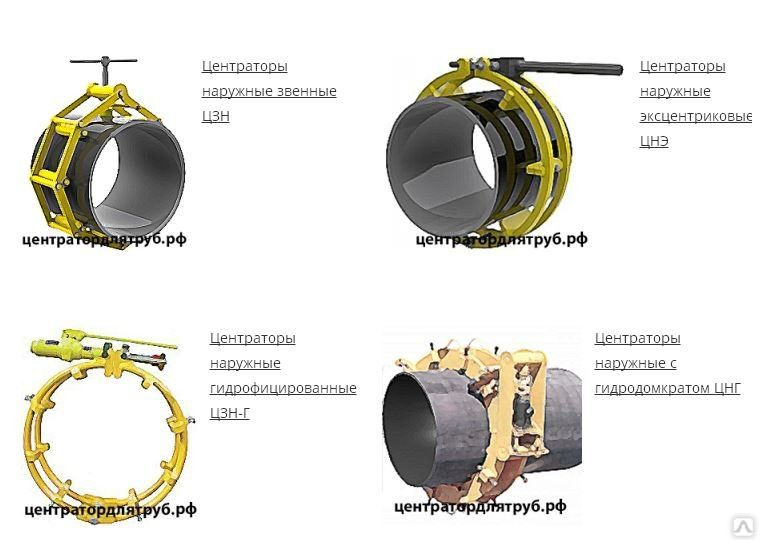
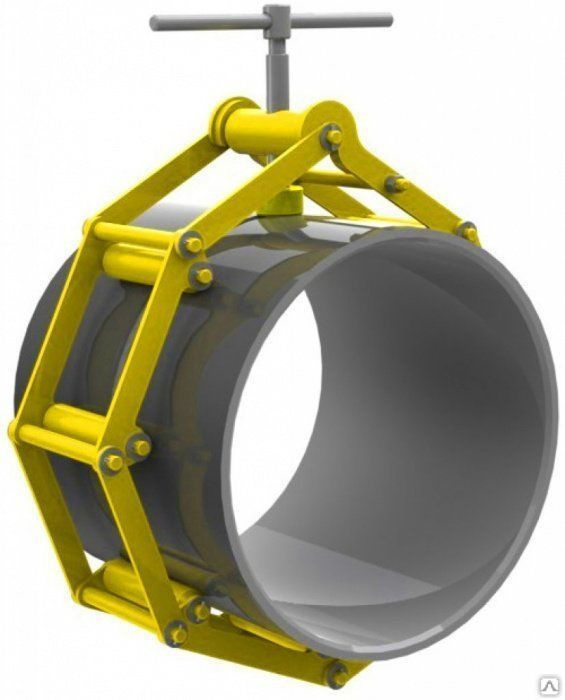
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
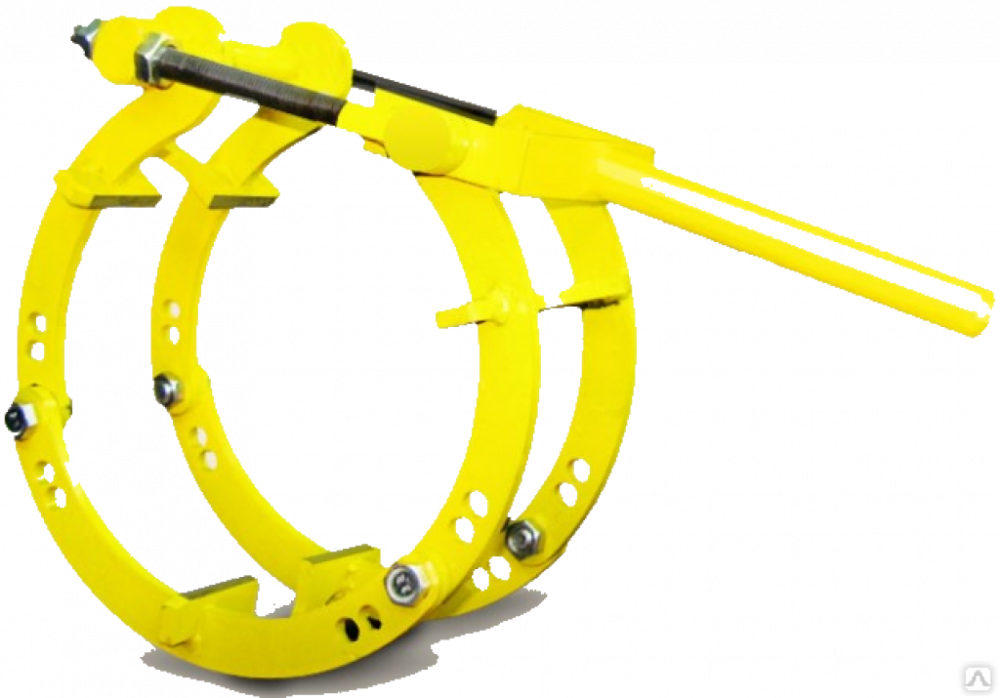
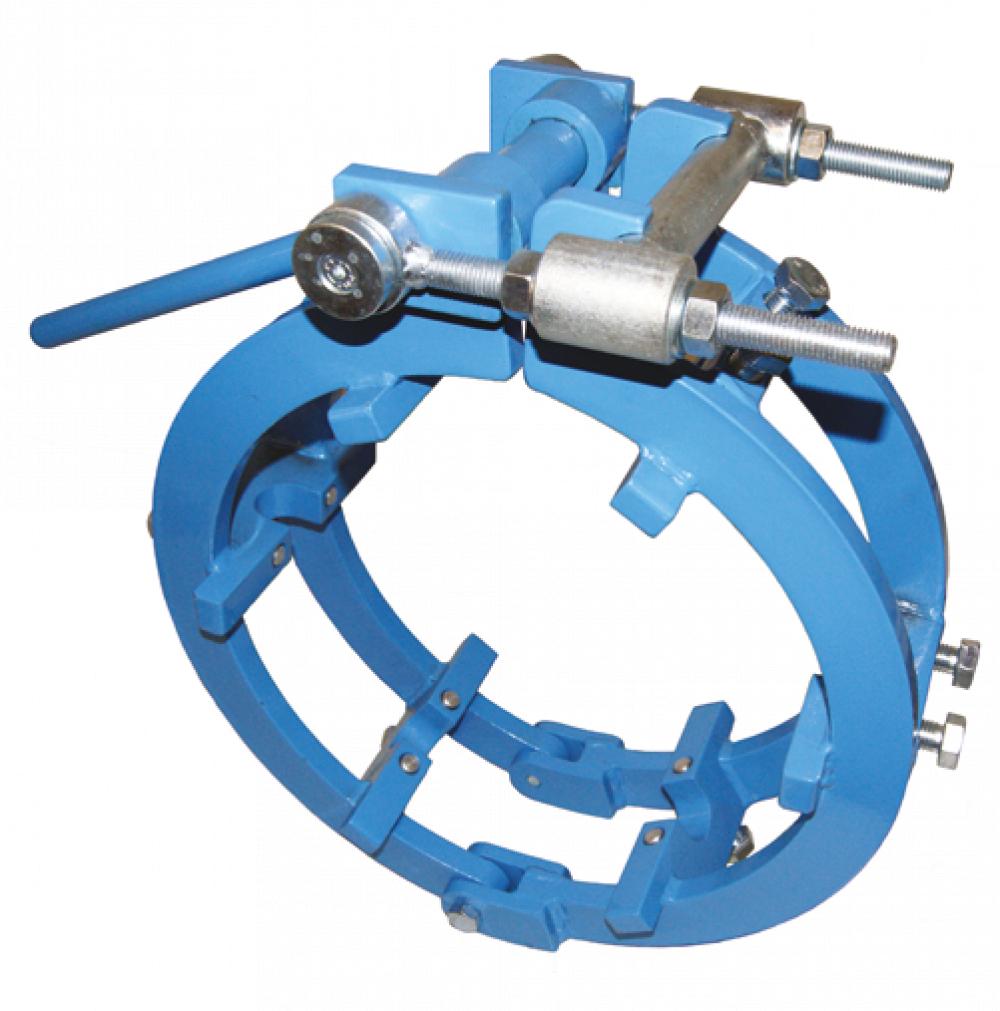
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом (тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
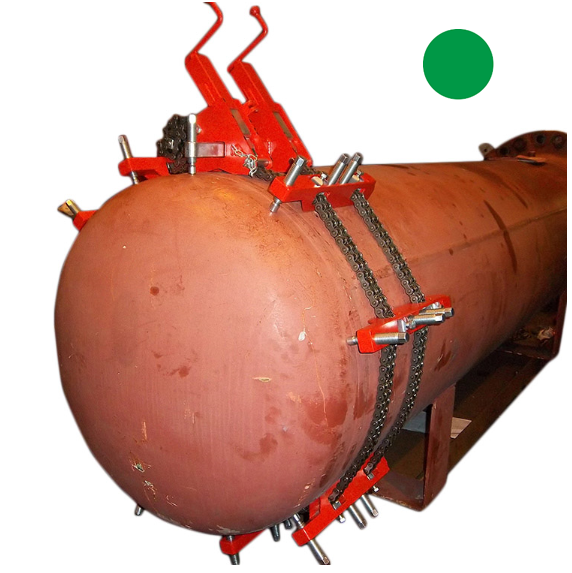
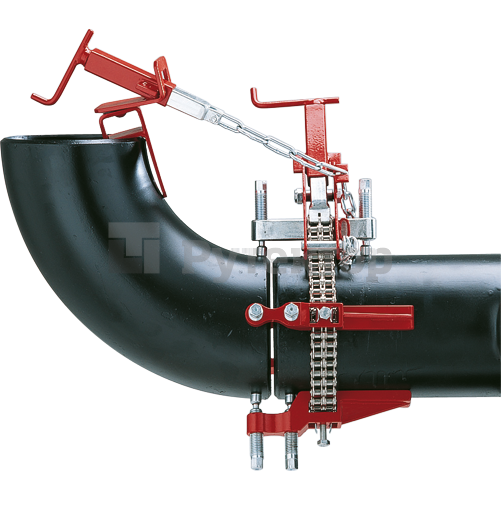






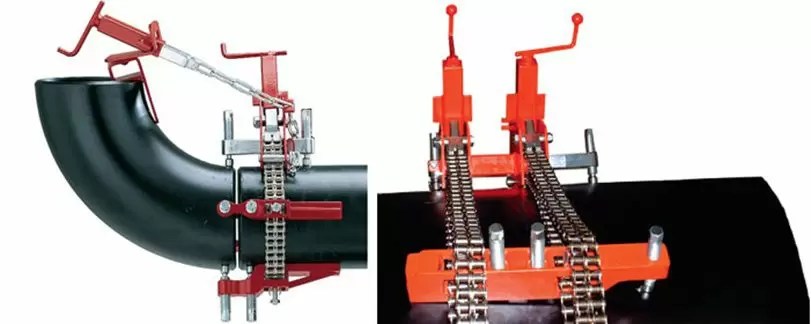
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм (6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения

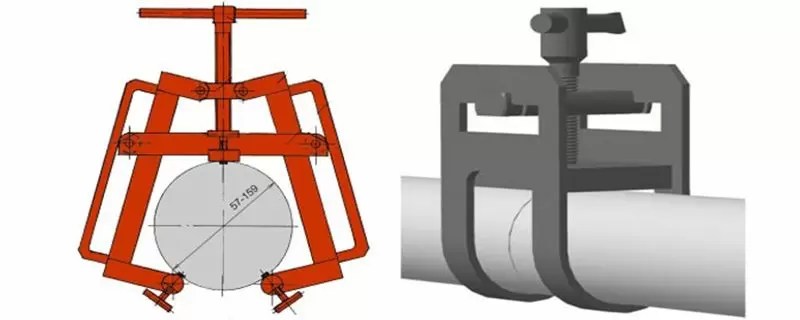
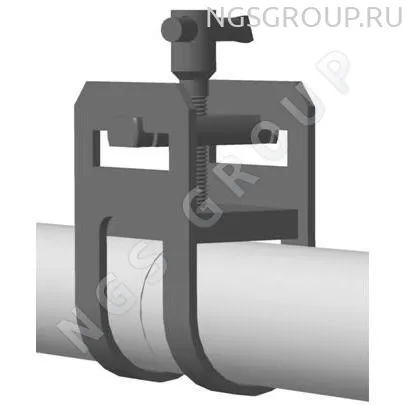
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров. Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
ВОПРОСЫ ПО ПОДБОРУ ЦЕНТРАТОРА
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочности (Мпа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка, др.)?
5. Необходимо использовать один центратор для всего диапазона диаметров труб или отдельный центратор на каждый диаметр?
6. Необходимый тип центратора: наружный центратор ( цепной, винтовой, струбцинный, эксцентриковый. ), внутренний центратор ( ручной, пневматический, гидравлический)
7. Необходимость исправлять эллипсность стыков труб перед сваркой, виды деформации края трубы (эллипсность, вмятины)?
8. Необходимость сваривать трубы с отводами (Т-образными, Г-образными) ?
Читать также: Обратная полярность при сварке инвертором это
9. Прочие условия эксплуатации (температура, осадки.)?
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров
- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.
- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.
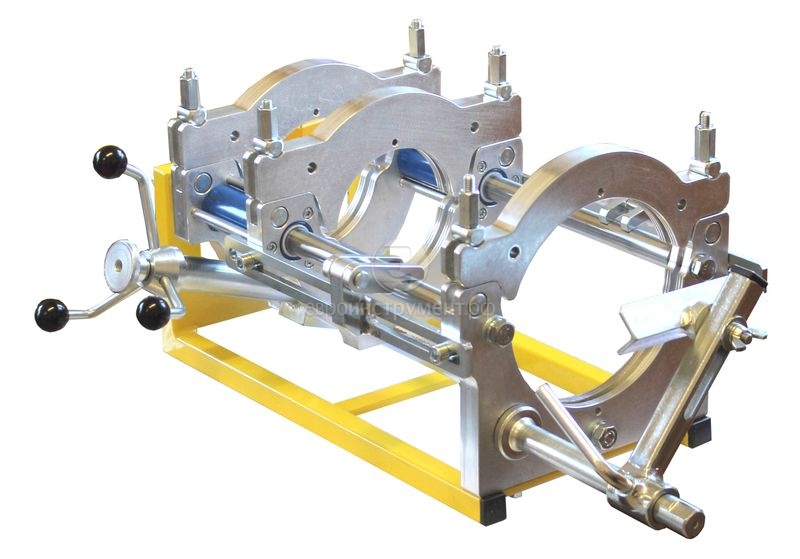
Общие сведения о технологии
Для соединения двух пластиковых труб применяется метод стыковки их поверхностей под действием нагревания, которое выполняется металлическим инструментом. В результате прямого контакта с нагретыми поверхностями обеспечивается интенсивный теплоперенос. Это свойство отличает технологию от нагревания воздухом. Такой способ распределения тепла в пластиковой массе действует положительно с точки зрения формирования надежной структуры и не предполагает термического стресса с последующей деформацией швов. Кроме того, сварка полиэтиленовых труб встык позволяет формировать соединения, которые по прочности не уступают цельной структуре. Сам процесс предусматривает нагрев торцевых поверхностей двух элементов до расплавленного состояния и дальнейшее их сведение в один отрезок. Но при всей внешней простоте эта технология требует аккуратности выполнения, что в немалой степени зависит от используемых инструментов. Надо отметить, что современные высокотехнологичные аппараты для пластиковой сварки минимизируют влияние человеческого фактора, но полностью его не исключают.
ВОПРОСЫ ПО ПОДБОРУ ЦЕНТРАТОРА
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочности (Мпа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка, др.)?
5. Необходимо использовать один центратор для всего диапазона диаметров труб или отдельный центратор на каждый диаметр?
6. Необходимый тип центратора: наружный центратор ( цепной, винтовой, струбцинный, эксцентриковый. ), внутренний центратор ( ручной, пневматический, гидравлический)
7. Необходимость исправлять эллипсность стыков труб перед сваркой, виды деформации края трубы (эллипсность, вмятины)?
8. Необходимость сваривать трубы с отводами (Т-образными, Г-образными) ?
Читать также: Сталь 09 г2с характеристики
9. Прочие условия эксплуатации (температура, осадки.)?

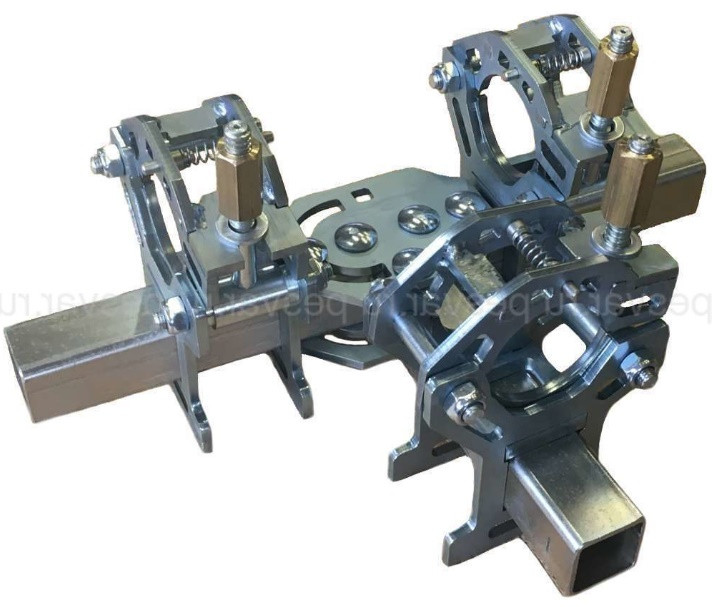


Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
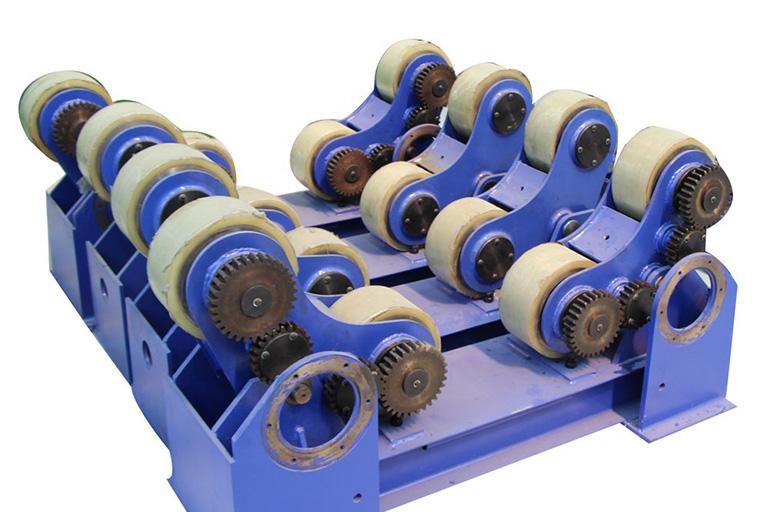
Роликовые постели предназначены для сварки цилиндрических деталей.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.

Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.
Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).
Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Модели и цены
 Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.
При покупке такого оборудования как центрирующее устройство нужно ориентироваться не столько на цену, сколько на экспертное мнение об эффективности конкретного приспособления. Поскольку цена часто высока исключительно за счет рекламируемости бренда, а не его потребительских качеств





